Das könnte Ihnen auch gefallen
- Poes CuyDokument20 SeitenPoes CuyCarlos Hector Aguedo LopezNoch keine Bewertungen
- Proceso Del Pollo PDFDokument29 SeitenProceso Del Pollo PDFSarita Jarma83% (6)
- Diseño de Una Planta para El Sacrificio de AvesDokument25 SeitenDiseño de Una Planta para El Sacrificio de AvesNathaly Sierra100% (1)
- Inspeccion Post Morten de La Carne-Jimenez SilveraDokument28 SeitenInspeccion Post Morten de La Carne-Jimenez SilveraMilagros Jiménez Silvera100% (2)
- Sacrificio y Faenado de CerdosDokument70 SeitenSacrificio y Faenado de Cerdosinspecciondecarnes0% (1)
- Manual POES de Mercado SalcedoDokument16 SeitenManual POES de Mercado SalcedoCriss Riofrio100% (1)
- 17 Haccp Mataderos de BovinosDokument24 Seiten17 Haccp Mataderos de BovinosJhonMüller100% (2)
- Inspeccion Ante MortemDokument22 SeitenInspeccion Ante MortemSelene MB100% (2)
- La Ganadería en El EcuadorDokument6 SeitenLa Ganadería en El EcuadorJorge JaramilloNoch keine Bewertungen
- Plantas de Sacrificio de AvesDokument8 SeitenPlantas de Sacrificio de AvesSalomon SeiliaNoch keine Bewertungen
- 03-12HACCP Faena CerdosDokument39 Seiten03-12HACCP Faena Cerdosplevanos80% (5)
- NTC3644-1 Manejo Del Pollo Beneficiado PDFDokument11 SeitenNTC3644-1 Manejo Del Pollo Beneficiado PDFEdwin Gerson Montañéz González100% (1)
- Cultivo de Tilapia San Juan de Arama 2012Dokument68 SeitenCultivo de Tilapia San Juan de Arama 2012juanconkNoch keine Bewertungen
- Plan Haccp PorcinosDokument33 SeitenPlan Haccp PorcinosJesusa Arias Gamarra100% (4)
- Manual Granja S Bio Segur AsDokument72 SeitenManual Granja S Bio Segur AsEsmeralda GallegoNoch keine Bewertungen
- POES FaenaDokument23 SeitenPOES FaenaKristhelita Peralta BustamanteNoch keine Bewertungen
- Trabajo Práctico 2Dokument9 SeitenTrabajo Práctico 2Yohanna MartinezNoch keine Bewertungen
- Proceso de Faenamiento Del PolloDokument3 SeitenProceso de Faenamiento Del PolloJesenia Carolina CidNoch keine Bewertungen
- La Union de Colonias de AbejasDokument9 SeitenLa Union de Colonias de Abejaskarla fernandezNoch keine Bewertungen
- Crianza y Comercializacion de Pollos Semicriollos en La Ciudad de CucutaDokument44 SeitenCrianza y Comercializacion de Pollos Semicriollos en La Ciudad de CucutaJenny Villalba Reyes100% (1)
- Manual de Normas Básicas de Bioseguridad de Una Granja AvícolaDokument44 SeitenManual de Normas Básicas de Bioseguridad de Una Granja AvícolaManuales de InteresNoch keine Bewertungen
- PLAN HACCP Chorizo MexicanoDokument6 SeitenPLAN HACCP Chorizo MexicanoJoaquínA.Gallardo100% (1)
- Formato Inspeccion de Buenas Practicas en RastrosDokument3 SeitenFormato Inspeccion de Buenas Practicas en RastrosMvz Gema Larios Lopez100% (2)
- Registro de Condiciones Previas Al Inicio de Proceso en Una Planta de Beneficio Animal PDFDokument9 SeitenRegistro de Condiciones Previas Al Inicio de Proceso en Una Planta de Beneficio Animal PDFJuan David Cotte Alzate0% (1)
- Guia de Practicas de Patologia AviarDokument62 SeitenGuia de Practicas de Patologia AviarSandro Fernandez100% (1)
- Ross-Manual de Manejo Pollo EngordaDokument119 SeitenRoss-Manual de Manejo Pollo EngordaJose Trash100% (1)
- Manual - BPP en Cuyes PDFDokument61 SeitenManual - BPP en Cuyes PDFShellGarcia100% (2)
- Método de Faenado Del Pollo de Engorde para Comercialización & Manejo de ResiduosDokument17 SeitenMétodo de Faenado Del Pollo de Engorde para Comercialización & Manejo de ResiduosPilar HernandezNoch keine Bewertungen
- BPM en CamalesDokument0 SeitenBPM en CamalesStalin Fabian Rivadeneira PinNoch keine Bewertungen
- Codex Alimentarius. Codigo de Practicas Higienicas para HuevosDokument26 SeitenCodex Alimentarius. Codigo de Practicas Higienicas para HuevosLeegionNoch keine Bewertungen
- PRRSDokument65 SeitenPRRSVenus OmegaNoch keine Bewertungen
- Ante MortenDokument10 SeitenAnte MortenAnel MamaniNoch keine Bewertungen
- “MANUAL DE PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE SANEAMIENTO (POES), EN EL ÁREA DE SACRIFICIO Y FAENADO DE UN ESTABLECIMIENTO DE SACRIFICIO DE PORCINOS TIPO INSPECCIÓN FEDERAL (TIF) EN EL ESTADO DE MÉXICO”Dokument112 Seiten“MANUAL DE PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE SANEAMIENTO (POES), EN EL ÁREA DE SACRIFICIO Y FAENADO DE UN ESTABLECIMIENTO DE SACRIFICIO DE PORCINOS TIPO INSPECCIÓN FEDERAL (TIF) EN EL ESTADO DE MÉXICO”Expresiones Veterinarias94% (16)
- EquinoDokument7 SeitenEquinoAnderson CahuanaNoch keine Bewertungen
- BPM Carne de CerdoDokument383 SeitenBPM Carne de CerdoGina Nuñez100% (5)
- Instalacion de Una Planta Procesadora de Productos Carnicos en El Distrito de Tarapoto, Provincia de San Martin - Region San MartinDokument38 SeitenInstalacion de Una Planta Procesadora de Productos Carnicos en El Distrito de Tarapoto, Provincia de San Martin - Region San MartinGino100% (3)
- Sacrificio de AvesDokument15 SeitenSacrificio de AvesNayeli Avila AbarcaNoch keine Bewertungen
- POE Faenamiento BOVINOSDokument17 SeitenPOE Faenamiento BOVINOSKristhelita Peralta BustamanteNoch keine Bewertungen
- Ficha GirolandoDokument3 SeitenFicha GirolandoGabriel Alberto Barbosa Ballena100% (1)
- BPM LecheriaDokument45 SeitenBPM LecheriaLarissa OdicioNoch keine Bewertungen
- Descole InvestDokument11 SeitenDescole InvestJaime AnDrez MOliina EspinozaNoch keine Bewertungen
- Poe LavamanosDokument1 SeitePoe LavamanosMayra Alexandra Albarracin LunaNoch keine Bewertungen
- Sanidad AnimalDokument17 SeitenSanidad AnimalLuisa Beras100% (4)
- Pruebas de Comportamiento en Ganado de CarneDokument21 SeitenPruebas de Comportamiento en Ganado de CarnePaula Andrea Grimaldos Diaz100% (1)
- Prueba de Esterilidad de Conservas de PescadoDokument6 SeitenPrueba de Esterilidad de Conservas de PescadoLindbergh Valera Gavilán100% (1)
- Diagrama Sacrificio de AvesDokument1 SeiteDiagrama Sacrificio de AvesAdriana SantacruzNoch keine Bewertungen
- Exportacion Carne de CuyDokument56 SeitenExportacion Carne de Cuyjuanqui18100% (2)
- 17 Manual Manejo Administrativo HatoDokument34 Seiten17 Manual Manejo Administrativo HatoNora TreviñoNoch keine Bewertungen
- Manual de Buenas Practicas de ManufacturaDokument63 SeitenManual de Buenas Practicas de ManufacturadeyviNoch keine Bewertungen
- POES AGUA CAMARON (Autoguardado)Dokument17 SeitenPOES AGUA CAMARON (Autoguardado)Jorge Enrique Villalta EspinosaNoch keine Bewertungen
- PCC para ChorizosDokument59 SeitenPCC para ChorizosPablo Ccaccasto HuallaNoch keine Bewertungen
- BPM Rastro PorcinosDokument63 SeitenBPM Rastro PorcinosMV Edder JuarezNoch keine Bewertungen
- Juzgamiento de GanadoDokument5 SeitenJuzgamiento de GanadoAndre Suarez FarfanNoch keine Bewertungen
- Cartillas Aves PDFDokument64 SeitenCartillas Aves PDFcuchodj100% (2)
- Manual SGC Faenadora OvinosDokument41 SeitenManual SGC Faenadora OvinosRodolfito09Noch keine Bewertungen
- Manual de Buenas Prácticas de Manufactura y Sistemas de Procedimientos Sanitarios OperacionalesDokument130 SeitenManual de Buenas Prácticas de Manufactura y Sistemas de Procedimientos Sanitarios OperacionalesHernan GarciaNoch keine Bewertungen
- Manual PorciculturaDokument54 SeitenManual PorciculturaJorge VinuezaNoch keine Bewertungen
- Sac BovinosDokument44 SeitenSac Bovinoschinita100Noch keine Bewertungen
- Procedimiento para El Aislamiento, Bioseguridad, Registro y Certificación Zoosanitaria-05-11-2020-Aprobado-FirmadoDokument49 SeitenProcedimiento para El Aislamiento, Bioseguridad, Registro y Certificación Zoosanitaria-05-11-2020-Aprobado-Firmadomiguees7Noch keine Bewertungen
- AIBI2GF0258SPa Curso JanethDokument123 SeitenAIBI2GF0258SPa Curso JanethJanethGMNoch keine Bewertungen
- Finan Zasa Plica Das 1Dokument61 SeitenFinan Zasa Plica Das 1Patricio EspinozaNoch keine Bewertungen
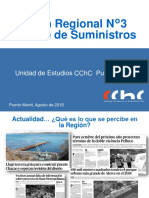
- Flash Suministros N°3 2016Dokument29 SeitenFlash Suministros N°3 2016Patricio EspinozaNoch keine Bewertungen
- Competencias LaboralesDokument317 SeitenCompetencias LaboralesPatricio EspinozaNoch keine Bewertungen
- Curso Numerología 1de4 - Patricio EspinozaDokument12 SeitenCurso Numerología 1de4 - Patricio EspinozaPatricio EspinozaNoch keine Bewertungen
- Trim CecointDokument174 SeitenTrim Cecointpedro garciaNoch keine Bewertungen
- Taller de Dinamica Aplicada - TallerDokument3 SeitenTaller de Dinamica Aplicada - TallerEdgardoEnriqueConteNoch keine Bewertungen
- Comparacion de Rectas de RegresionDokument28 SeitenComparacion de Rectas de RegresionvictorbonillagtNoch keine Bewertungen
- CRISTO TE AMA! Y Por Eso Va A Darte PODERES MILAGROSOS Igual Que A Sus Apostoles! - 2Dokument7 SeitenCRISTO TE AMA! Y Por Eso Va A Darte PODERES MILAGROSOS Igual Que A Sus Apostoles! - 2Sebastian Ramirez100% (1)
- Auditoria de La Dirección InformáticaDokument14 SeitenAuditoria de La Dirección InformáticaAtfen LatzitoNoch keine Bewertungen
- Desarrollo Histórico de La Seguridad IndustrialDokument8 SeitenDesarrollo Histórico de La Seguridad IndustrialEdi HernándezNoch keine Bewertungen
- Jhara Cortez Tesis Final SustentacionDokument119 SeitenJhara Cortez Tesis Final SustentacionFrankChumaceroVelasquezNoch keine Bewertungen
- Antologia de AniversarioDokument293 SeitenAntologia de AniversarioNoelia Franco Comunicaciones100% (1)
- 4 4 Gastos GeneralesDokument2 Seiten4 4 Gastos GeneralesKevin sarmiento varaNoch keine Bewertungen
- Ejercicio Matrices y Subsidiarias Mon LocalDokument1 SeiteEjercicio Matrices y Subsidiarias Mon LocalFRANK SERECHNoch keine Bewertungen
- Guia 1 de Educación Física Grado 7 y 8.03Dokument6 SeitenGuia 1 de Educación Física Grado 7 y 8.03maria rinconNoch keine Bewertungen
- Familia Funcional y DisfuncionalDokument23 SeitenFamilia Funcional y DisfuncionalYuri Ana Bhu88% (8)
- Robert Cialdini - Las Armas de La PersuasiónDokument143 SeitenRobert Cialdini - Las Armas de La PersuasiónMaria Isabel Aguirre Alvarez100% (3)
- Fuentes Formales o DirectasDokument7 SeitenFuentes Formales o DirectasAnita PerezNoch keine Bewertungen
- COF - FC09 Fachada de Bloque Visto Con Revestimiento Sin CamaraDokument50 SeitenCOF - FC09 Fachada de Bloque Visto Con Revestimiento Sin CamaraRicardo V.Noch keine Bewertungen
- Agente de Retención y de Percepción de La Obligación TributariaDokument77 SeitenAgente de Retención y de Percepción de La Obligación TributariaBryan SalazarNoch keine Bewertungen
- Nomenclatura InorgánicaDokument2 SeitenNomenclatura InorgánicaesmNoch keine Bewertungen
- Metalmecanica PDFDokument107 SeitenMetalmecanica PDFJulio Cesar Vazquez Flores100% (1)
- Aprender Juntos Fundamentación Matematicas SecundariaDokument23 SeitenAprender Juntos Fundamentación Matematicas Secundariacafesica50% (2)
- Pensamiento Estratégico PorterDokument1 SeitePensamiento Estratégico PorterAngeles Estrella100% (1)
- Anexo 1 Ejercicios Tarea 2 16-01 2022Dokument13 SeitenAnexo 1 Ejercicios Tarea 2 16-01 2022Fabian GarciaNoch keine Bewertungen
- Diseño de CargosDokument17 SeitenDiseño de CargosErick Hades100% (1)
- Spanish On The PlayDokument80 SeitenSpanish On The PlayNRNoch keine Bewertungen
- Decreto 2349 de 1965Dokument9 SeitenDecreto 2349 de 1965JUAN DIEGO PARRA PARADANoch keine Bewertungen
- Departamento de Quimica Analitica y TecnDokument13 SeitenDepartamento de Quimica Analitica y TecnGualberto LopezNoch keine Bewertungen
- Exp1 - Dilatación SólidosDokument9 SeitenExp1 - Dilatación Sólidosjorge enriqueNoch keine Bewertungen
- Sesion 1 REL - 5 - UNIDADDokument3 SeitenSesion 1 REL - 5 - UNIDADAlberto GinesNoch keine Bewertungen
- Administrativo PeruanoDokument41 SeitenAdministrativo PeruanoTatiana Cueto MirandaNoch keine Bewertungen
- Jhon Stuart SmillDokument5 SeitenJhon Stuart SmillAdri Puka MNoch keine Bewertungen
- Trip Tico Contaminacion AmbientalDokument3 SeitenTrip Tico Contaminacion AmbientalMary Muñoz100% (1)