Das könnte Ihnen auch gefallen
- Guía # 9 Ejercicios de Variación Cíclica I PAC 2023Dokument1 SeiteGuía # 9 Ejercicios de Variación Cíclica I PAC 2023Daniel Morel0% (1)
- Practica Excel Parte IDokument34 SeitenPractica Excel Parte Iedidson fuentesNoch keine Bewertungen
- Taller No.6 (Costo y Gasto)Dokument6 SeitenTaller No.6 (Costo y Gasto)Alejandra SilvaNoch keine Bewertungen
- Informe Definitivo DICOSAVI SURDokument11 SeitenInforme Definitivo DICOSAVI SURAnonymous gsdppdTNoch keine Bewertungen
- Linealidad y SesgoDokument20 SeitenLinealidad y SesgoJhonatanNoch keine Bewertungen
- 4 - Taller Mano de Obra Directa RMON DOMINGODokument3 Seiten4 - Taller Mano de Obra Directa RMON DOMINGOmaryNoch keine Bewertungen
- Vera Bryan 4to A Ing MecanicaDokument5 SeitenVera Bryan 4to A Ing MecanicaBrandon VeraNoch keine Bewertungen
- Cuadernillo Actividades de Ejercicios de Unidades TematicasDokument37 SeitenCuadernillo Actividades de Ejercicios de Unidades TematicasPaula Castro75% (4)
- Medidas Dispersion y FormaDokument9 SeitenMedidas Dispersion y FormaLorena Rivera HurtadoNoch keine Bewertungen
- Presentacion Qi Regresion Correlacion LinealDokument28 SeitenPresentacion Qi Regresion Correlacion LinealAimeé Celic Campos ZamoraNoch keine Bewertungen
- Unidad Temática 3 y 4 U SantotomasDokument14 SeitenUnidad Temática 3 y 4 U SantotomasCamilo BenavidesNoch keine Bewertungen
- Analisis de SensibilidadDokument5 SeitenAnalisis de Sensibilidadfab5dm55Noch keine Bewertungen
- Examen Costeo Absorbente y Costeo Variable 2021-2Dokument2 SeitenExamen Costeo Absorbente y Costeo Variable 2021-2ventasrentabike zomacNoch keine Bewertungen
- Ejercicio Balance & EERR V01Dokument11 SeitenEjercicio Balance & EERR V01CarolinaAndreaCocioRivasNoch keine Bewertungen
- Algoritmo Ruta Más CortaDokument2 SeitenAlgoritmo Ruta Más CortaKriz OMNoch keine Bewertungen
- Flujómetro Ultrasónico Usf-100Dokument1 SeiteFlujómetro Ultrasónico Usf-100CAMILO100% (1)
- COOP EJEMPLO Patrimonio-TecnicoDokument1 SeiteCOOP EJEMPLO Patrimonio-TecnicoGESTORIA INTEGRAL DE NEGOCIOSNoch keine Bewertungen
- MetrologiaDokument5 SeitenMetrologiaGustavo VallejoNoch keine Bewertungen
- 5.2 Fernandez Lopez AdrianDokument13 Seiten5.2 Fernandez Lopez AdrianAdrian FernandezNoch keine Bewertungen
- Caso de Presupuesto El Aguila 21-11-2012Dokument3 SeitenCaso de Presupuesto El Aguila 21-11-2012capalaciosNoch keine Bewertungen
- Cuadro ComparativoDokument4 SeitenCuadro ComparativoJennifer RestrepoNoch keine Bewertungen
- Nova CeroDokument15 SeitenNova CeroBelén Sagñay LeónNoch keine Bewertungen
- Segundo Examen Parcial Gerencial II Periodo 2021Dokument1 SeiteSegundo Examen Parcial Gerencial II Periodo 2021Rse CholutecaNoch keine Bewertungen
- Taller Distribución GeneralidadesDokument12 SeitenTaller Distribución GeneralidadesGabriela AriasNoch keine Bewertungen
- Práctica Calificada-Grupo Anai CruzDokument18 SeitenPráctica Calificada-Grupo Anai CruzMaribelQuispeDiazNoch keine Bewertungen
- Mueblefacil PDFDokument121 SeitenMueblefacil PDFCristian GarcíaNoch keine Bewertungen
- Tablas de Mortalidad ActualizadaDokument35 SeitenTablas de Mortalidad Actualizadanatca72Noch keine Bewertungen
- TallerDokument2 SeitenTallerJorge Eduardo Paredes AlbujaNoch keine Bewertungen
- Grupo 8Dokument9 SeitenGrupo 8Henry BarahonaNoch keine Bewertungen
- Practica Analisis de SensibilidadDokument4 SeitenPractica Analisis de SensibilidadMarcos Daniel Vargas InocheaNoch keine Bewertungen
- Materialidad y Muestreo TAREADokument7 SeitenMaterialidad y Muestreo TAREAMATEO ALEJANDRO DEL VECCHIO ARROYONoch keine Bewertungen
- Interés CompuestoDokument25 SeitenInterés CompuestoAlejandro Ibarra100% (1)
- Mapibogo - Evalución FinalDokument2 SeitenMapibogo - Evalución FinalTutorias Domiciliarias TrabajosNoch keine Bewertungen
- Evaluacion 3Dokument63 SeitenEvaluacion 3Maysa EstradaNoch keine Bewertungen
- Sesión N°05Dokument24 SeitenSesión N°05fernando antoniNoch keine Bewertungen
- Practica EstadiscticaDokument20 SeitenPractica EstadiscticaEvelin SanchezNoch keine Bewertungen
- Depreciación Por El Método de Producción de UnidadesDokument2 SeitenDepreciación Por El Método de Producción de UnidadesWendy Phamela Perez CeronNoch keine Bewertungen
- Ejercicio de Histograma 1Dokument1 SeiteEjercicio de Histograma 1Marcos CandelierNoch keine Bewertungen
- ENSAYODokument19 SeitenENSAYOContreras Montañez PilarNoch keine Bewertungen
- Presentación 1Dokument7 SeitenPresentación 1faustoNoch keine Bewertungen
- Microeconomia - Anyi Fase 3Dokument11 SeitenMicroeconomia - Anyi Fase 3Karen PerezNoch keine Bewertungen
- EyP 20P Equipo 1.4. Ejercicios de ANOVADokument14 SeitenEyP 20P Equipo 1.4. Ejercicios de ANOVAAndrésdeOlarteNoch keine Bewertungen
- TALLER Estadística (Angie Gomez, Ewar Villarreal)Dokument6 SeitenTALLER Estadística (Angie Gomez, Ewar Villarreal)Ewar Villarreal100% (1)
- Formato No 30 Muestreo en Auditoria FinancieraDokument21 SeitenFormato No 30 Muestreo en Auditoria FinancieraMariela OsccoNoch keine Bewertungen
- Programacion en N CapasDokument3 SeitenProgramacion en N CapasEdgard Quispe QNoch keine Bewertungen
- Caso Baldosas & Cerámicos LtdaDokument2 SeitenCaso Baldosas & Cerámicos LtdaAriana Albert FantoniNoch keine Bewertungen
- Pia CalidadDokument38 SeitenPia CalidadErick Borrego Sauceda100% (2)
- Ejercicios Series de Tiempo 2017 (COMPLETO)Dokument7 SeitenEjercicios Series de Tiempo 2017 (COMPLETO)Edgardo Chimas0% (1)
- Esquema Tema 7Dokument6 SeitenEsquema Tema 7Richard Oña DiazNoch keine Bewertungen
- Desarrollar Los Siguientes Problemas de Investigación de Operaciones Método Simplex 1.-MinimizarDokument7 SeitenDesarrollar Los Siguientes Problemas de Investigación de Operaciones Método Simplex 1.-MinimizarJohn RamosNoch keine Bewertungen
- Decisiones SecuencialesDokument12 SeitenDecisiones Secuencialeshector garciaNoch keine Bewertungen
- Actividad 4.1 y 4.2 Estadistica 2Dokument12 SeitenActividad 4.1 y 4.2 Estadistica 2GUILLERMO ESPARZANoch keine Bewertungen
- Practica 1 LabDokument5 SeitenPractica 1 LabJuan Andrés100% (1)
- Metodo de Minimos CuadradosDokument22 SeitenMetodo de Minimos CuadradosEnrique Chang FrancoNoch keine Bewertungen
- Ejercicio Capacidad de PlantaDokument17 SeitenEjercicio Capacidad de PlantaJeferson Gamba GonzálezNoch keine Bewertungen
- Exam03-Programacion Lineal PDFDokument5 SeitenExam03-Programacion Lineal PDFJose EnriqueNoch keine Bewertungen
- Circuito Mando DirectoDokument6 SeitenCircuito Mando DirectoAxel GarciaNoch keine Bewertungen
- Unidad 3 QM - Caso Practico - Carlos Humberto Garzón VDokument5 SeitenUnidad 3 QM - Caso Practico - Carlos Humberto Garzón VcarlosNoch keine Bewertungen
- S14.s2 Material AcadémicoDokument26 SeitenS14.s2 Material AcadémicoJULIO ALEJANDRO LECCA ZAVALETANoch keine Bewertungen
- Ejemplos de Clase Control de CalidadDokument62 SeitenEjemplos de Clase Control de CalidadKimberley Paola Carías RuizNoch keine Bewertungen
- TW LogisticaDokument50 SeitenTW LogisticaByron Quinto100% (2)
- Deber de Op2Dokument4 SeitenDeber de Op2Byron QuintoNoch keine Bewertungen
- TrasmalloDokument3 SeitenTrasmalloByron QuintoNoch keine Bewertungen
- CrosbyDokument5 SeitenCrosbyByron QuintoNoch keine Bewertungen
- ÉXITODokument8 SeitenÉXITODaniel Mauricio Bautista Caviedes67% (3)
- Taller No. 2. Funciones y Sus GráficasDokument4 SeitenTaller No. 2. Funciones y Sus GráficasAlexander RodríguezNoch keine Bewertungen
- Redes Convolucionales PDFDokument5 SeitenRedes Convolucionales PDFST.DANIEL PAEZNoch keine Bewertungen
- Tesis Speedy Sustentada 01-12-15Dokument119 SeitenTesis Speedy Sustentada 01-12-15Juan Carlos Garate ChambillaNoch keine Bewertungen
- Los SensoresDokument12 SeitenLos SensoresMytosONENoch keine Bewertungen
- Calor Específico y Cambios de FaseDokument4 SeitenCalor Específico y Cambios de Fasepicapica101Noch keine Bewertungen
- Contaminacion Del Aire en TarijaDokument7 SeitenContaminacion Del Aire en TarijaNahuel Ramos CespedesNoch keine Bewertungen
- CDU Abreviada 2016 PDFDokument966 SeitenCDU Abreviada 2016 PDFGabriela Salinas100% (1)
- Tema 9Dokument13 SeitenTema 9JeaNette GarciaNoch keine Bewertungen
- Qué Es La Ciencia PolíticaDokument4 SeitenQué Es La Ciencia PolíticaFer AvelarNoch keine Bewertungen
- Pba Ley 6021 Obras PublicasDokument14 SeitenPba Ley 6021 Obras PublicasDanilo EckerdtNoch keine Bewertungen
- Metodo de Mallas # 3Dokument5 SeitenMetodo de Mallas # 3Cristian Aldo Sanchez BurgoaNoch keine Bewertungen
- Trabajo de La Unir InteligenciasDokument8 SeitenTrabajo de La Unir InteligenciasmariaNoch keine Bewertungen
- De Forero, N. M. (1992) - Rol de La Enfermera en La Actualidad Deportiva Del Escolar. Avances en Enfermería, 10 (2), 53-62.Dokument10 SeitenDe Forero, N. M. (1992) - Rol de La Enfermera en La Actualidad Deportiva Del Escolar. Avances en Enfermería, 10 (2), 53-62.Al Yarimi MartinezNoch keine Bewertungen
- Syllabus Del Curso - Responsabilidad Social EmpresarialDokument9 SeitenSyllabus Del Curso - Responsabilidad Social Empresarialyolbi25_500733507Noch keine Bewertungen
- Guia de Ejercicios 2023Dokument27 SeitenGuia de Ejercicios 2023Genaro Mendez CNoch keine Bewertungen
- Herramientas de Calidad TotalDokument2 SeitenHerramientas de Calidad TotalANTENOR ALEJANDRO ALIAGA CUETONoch keine Bewertungen
- Censo Poblacion FinalDokument231 SeitenCenso Poblacion Finalrocio1412Noch keine Bewertungen
- pc1 Nota18Dokument3 Seitenpc1 Nota18José GamarraNoch keine Bewertungen
- Colombia Magia SalvajeDokument4 SeitenColombia Magia SalvajeCristian CastañedaNoch keine Bewertungen
- Presentación de PrototiposDokument30 SeitenPresentación de PrototiposDanais NavasNoch keine Bewertungen
- Formato Estrategia Del ProductoDokument5 SeitenFormato Estrategia Del ProductoElisa Velasquez ArizaNoch keine Bewertungen
- Tipos de Sistemas de Información en Las EmpresasDokument3 SeitenTipos de Sistemas de Información en Las Empresasleslie080326Noch keine Bewertungen
- Área Lenguaje Grado Cuarto Segundo Periodo (Autoguardado)Dokument12 SeitenÁrea Lenguaje Grado Cuarto Segundo Periodo (Autoguardado)Luis A CardozoNoch keine Bewertungen
- Manual El Tarot GeometricoDokument24 SeitenManual El Tarot GeometricoVela MagiaNoch keine Bewertungen
- Evaluación de La Calidad de La TecnologíaDokument16 SeitenEvaluación de La Calidad de La TecnologíaMónica Marcela Cano LópezNoch keine Bewertungen
- Fabricacion Pulpa de CelulosaDokument27 SeitenFabricacion Pulpa de CelulosaMinerva Rodríguez100% (1)
- Cartas A Un Joven Sin DiosDokument5 SeitenCartas A Un Joven Sin DiosGerard FlippNoch keine Bewertungen
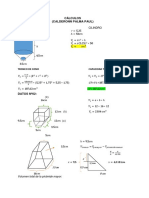
- CALCULOS de TolvaDokument6 SeitenCALCULOS de TolvapaulNoch keine Bewertungen
- La Integración Del Plogging A Través Del Aprendizaje Servicio en Educación Física. Una Intervención Educativa ...Dokument23 SeitenLa Integración Del Plogging A Través Del Aprendizaje Servicio en Educación Física. Una Intervención Educativa ...luiscarlosguerrero1983Noch keine Bewertungen