Das könnte Ihnen auch gefallen
- Explosive WeldingDokument18 SeitenExplosive WeldingShivam SharmaNoch keine Bewertungen
- Explosive Welding: - Mechanical Department - R.D. Eng. College, GZB - 3 YrDokument18 SeitenExplosive Welding: - Mechanical Department - R.D. Eng. College, GZB - 3 YrShivam SharmaNoch keine Bewertungen
- Explosive WeldingDokument33 SeitenExplosive WeldingNivedh VijayakrishnanNoch keine Bewertungen
- Soldering, Brazing and Braze Welding: Ag Metals I Welding Principles & ApplicationsDokument51 SeitenSoldering, Brazing and Braze Welding: Ag Metals I Welding Principles & ApplicationsAd Man GeTigNoch keine Bewertungen
- Report Part 3Dokument3 SeitenReport Part 3MehdiNoch keine Bewertungen
- Friction WeldingDokument8 SeitenFriction WeldingGopi KrishnaNoch keine Bewertungen
- 3-Friction Welding MFTDokument14 Seiten3-Friction Welding MFTRamu AmaraNoch keine Bewertungen
- Module 4 Design of Components With Welding ConsiderationDokument26 SeitenModule 4 Design of Components With Welding ConsiderationMaheshNoch keine Bewertungen
- Porous BearingDokument19 SeitenPorous BearingNikita chapkeNoch keine Bewertungen
- Magnetic Pulse WeldingDokument19 SeitenMagnetic Pulse WeldingAyush MadhogariaNoch keine Bewertungen
- Stir Casting Squeeze CastingDokument25 SeitenStir Casting Squeeze CastingPethuraj50% (2)
- Joining and Assembley ProcessDokument21 SeitenJoining and Assembley ProcessM. RazaNoch keine Bewertungen
- Chapter 4Dokument20 SeitenChapter 4Vandan GundaleNoch keine Bewertungen
- Friction WeldingDokument20 SeitenFriction WeldingNallappan Rajj ANoch keine Bewertungen
- Gen - Importance of Welding in L & T PDFDokument30 SeitenGen - Importance of Welding in L & T PDFSivaNoch keine Bewertungen
- Unit Iii Solid State WeldingDokument77 SeitenUnit Iii Solid State WeldingparthibankNoch keine Bewertungen
- Joining of Plastics and CeramicsDokument73 SeitenJoining of Plastics and Ceramicsrohit mathankerNoch keine Bewertungen
- Welding ProcesDokument32 SeitenWelding ProcescrheidrNoch keine Bewertungen
- Welding Design and Process SelectionDokument36 SeitenWelding Design and Process SelectionponcoNoch keine Bewertungen
- Repair Welds: Mark/Locate Weld: DefectsDokument23 SeitenRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNoch keine Bewertungen
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Dokument26 SeitenFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENoch keine Bewertungen
- Lecture 10 Tool Design For Joining ProcessesDokument31 SeitenLecture 10 Tool Design For Joining Processeswulfgang66Noch keine Bewertungen
- RT Level L FINALDokument80 SeitenRT Level L FINALSaad AfzalNoch keine Bewertungen
- MECH Friction Stir WeldingDokument26 SeitenMECH Friction Stir WeldingDeepak Kaushal0% (1)
- MECH Friction Stir WeldingDokument26 SeitenMECH Friction Stir WeldingTharun Cyrus100% (1)
- Joining Part2Dokument27 SeitenJoining Part2Dune StarlightNoch keine Bewertungen
- Nitriding PresentaitonDokument19 SeitenNitriding Presentaitonkhairnarsayali257Noch keine Bewertungen
- NitridingDokument19 SeitenNitridingmuhyunan hasbiNoch keine Bewertungen
- Welding Terminology: Air Arc (Arc Gouge) BackweldDokument13 SeitenWelding Terminology: Air Arc (Arc Gouge) BackweldibrahimNoch keine Bewertungen
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDokument17 SeitenInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNoch keine Bewertungen
- Manufacturing Processes II: Fundamentals of Metal FormingDokument17 SeitenManufacturing Processes II: Fundamentals of Metal FormingMohamed Galal MekawyNoch keine Bewertungen
- Welding Process Slide Show2Dokument122 SeitenWelding Process Slide Show2alammmirsad464Noch keine Bewertungen
- Fundamentals of Welding-Part 01Dokument34 SeitenFundamentals of Welding-Part 01habeebjobahNoch keine Bewertungen
- MECH Friction Stir WeldingDokument26 SeitenMECH Friction Stir WeldingMohammed Adhnan KbNoch keine Bewertungen
- WPS, PQR As Per 15614 Railway WeldsDokument71 SeitenWPS, PQR As Per 15614 Railway Weldsaravindan100% (1)
- SinteringDokument23 SeitenSinteringYuvaraj YuvarajNoch keine Bewertungen
- Friction Welding, Explosive WeldingDokument7 SeitenFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANoch keine Bewertungen
- Tribology IntroDokument36 SeitenTribology Intronikelaserer9Noch keine Bewertungen
- ProjectionWelding JiangDokument23 SeitenProjectionWelding JiangVimal KumarNoch keine Bewertungen
- WELDINGDokument5 SeitenWELDINGsritaranNoch keine Bewertungen
- Chemical Engineering Plant DesignDokument16 SeitenChemical Engineering Plant DesignUsamaNoch keine Bewertungen
- Welding and Joining ProcessDokument22 SeitenWelding and Joining ProcessSalman AhmedNoch keine Bewertungen
- Resistance WeldingDokument9 SeitenResistance WeldingAhmed AbconoNoch keine Bewertungen
- Workshop LectureDokument42 SeitenWorkshop LectureHassaan YousafNoch keine Bewertungen
- Friction Stir WeldingDokument22 SeitenFriction Stir Weldinggamiebro19Noch keine Bewertungen
- Friction Stir WeldingDokument26 SeitenFriction Stir WeldingMahaManthra0% (1)
- 9-Haz, Welding Defecs, Causes and RemdiesDokument24 Seiten9-Haz, Welding Defecs, Causes and RemdiesRamu Amara100% (1)
- Thermite Welding DMB 4142Dokument13 SeitenThermite Welding DMB 4142Zen KingNoch keine Bewertungen
- Connectors in FPDDokument64 SeitenConnectors in FPDDrkvpratheep Pratheep94% (16)
- Cold WeldingDokument46 SeitenCold WeldingFajar SiradzNoch keine Bewertungen
- Definition of Girth WeldDokument2 SeitenDefinition of Girth WeldHung ChengNoch keine Bewertungen
- Chapter 5-2Dokument19 SeitenChapter 5-2birhanubic23Noch keine Bewertungen
- Tailor Welded BlanksDokument52 SeitenTailor Welded BlanksYuvaraj YuvarajNoch keine Bewertungen
- Lec 1Dokument13 SeitenLec 1MUuhammed FikiNoch keine Bewertungen
- Friction WeldingDokument60 SeitenFriction Weldingganeshkhavi100% (1)
- Advanced Welding ProcesssDokument11 SeitenAdvanced Welding Processs0502ravi100% (1)
- Welding Processes UNIT-IIIDokument186 SeitenWelding Processes UNIT-IIIAasif ProchaNoch keine Bewertungen
- Welding - Quality Concerns & In-Service Welding: October 7, 2015Dokument37 SeitenWelding - Quality Concerns & In-Service Welding: October 7, 2015江宸宸Noch keine Bewertungen
- AMP (MIN572) Lecture 3 FormingDokument46 SeitenAMP (MIN572) Lecture 3 FormingNAMAN AGARWALLANoch keine Bewertungen
- Process Piping Preheat TemeperaturesDokument1 SeiteProcess Piping Preheat TemeperaturesShreekanthKannathNoch keine Bewertungen
- Swps Aws b2.1 X XXXDokument6 SeitenSwps Aws b2.1 X XXXJose David Perez Torrico0% (1)
- Machining PDFDokument104 SeitenMachining PDFZishan MuzeebNoch keine Bewertungen
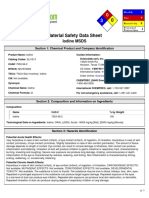
- Iodine MSDS PDFDokument6 SeitenIodine MSDS PDFIsny RamadhanyNoch keine Bewertungen
- Davies Epoxy Primer PDFDokument2 SeitenDavies Epoxy Primer PDFStanley SaavedraNoch keine Bewertungen
- Iron Carbon Diagram (ChE Handbook)Dokument21 SeitenIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- Adams Rite Electromagnetic Locks: Also See Securitron On Page 212Dokument9 SeitenAdams Rite Electromagnetic Locks: Also See Securitron On Page 212Clef GonadanNoch keine Bewertungen
- Xomox-HPBF Double Offset PDFDokument24 SeitenXomox-HPBF Double Offset PDFPinak VadherNoch keine Bewertungen
- Normen Englisch Stand 09 2013Dokument9 SeitenNormen Englisch Stand 09 2013jmunjaNoch keine Bewertungen
- FXG (FG-FXG) : Duplex Power PumpDokument2 SeitenFXG (FG-FXG) : Duplex Power PumpJose Alberto Escalante MedinaNoch keine Bewertungen
- TLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureDokument2 SeitenTLE 7-Carpentry: S.Y. 2020-2021 Name: Score: Year & Section: Parent's SignatureNhatz Gallosa MarticioNoch keine Bewertungen
- Machine Design IgnouDokument181 SeitenMachine Design IgnouAnup ChoudharyNoch keine Bewertungen
- GBH 3 28 Dre Professional Manual 144832Dokument225 SeitenGBH 3 28 Dre Professional Manual 144832Gomez GomezNoch keine Bewertungen
- Spot WeldingDokument37 SeitenSpot WeldingSabhari Natarajan100% (1)
- EOT CRANE - Rev 2Dokument6 SeitenEOT CRANE - Rev 2Koushik BhaumikNoch keine Bewertungen
- DWS1110Dokument53 SeitenDWS1110sofianina05Noch keine Bewertungen
- Fouress: Triple Offset Butterfly ValveDokument3 SeitenFouress: Triple Offset Butterfly Valvemoganna73Noch keine Bewertungen
- MonelDokument3 SeitenMonelnurarifiantoNoch keine Bewertungen
- ANSWERS Ionic Bonding and Ionic Compounds Mutiple Choice 2 2012-07-05Dokument3 SeitenANSWERS Ionic Bonding and Ionic Compounds Mutiple Choice 2 2012-07-05Raghoda AsimNoch keine Bewertungen
- A Semi-Detailed Lesson PlanDokument5 SeitenA Semi-Detailed Lesson PlanCharisse Magallon Dagondon100% (1)
- SAIC-P-3005 Rev 3 General - Channel, Strut, and Support Materials - Material ReceivingDokument3 SeitenSAIC-P-3005 Rev 3 General - Channel, Strut, and Support Materials - Material ReceivingShaikh Mohd QaisarNoch keine Bewertungen
- Welding Inspection Q and Ans.Dokument20 SeitenWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Valve Standards ANSI ASMEDokument0 SeitenValve Standards ANSI ASMELuis Alberto Chable GarciaNoch keine Bewertungen
- Abb Spa COMEM Operating UnitDokument8 SeitenAbb Spa COMEM Operating UnitiamlpNoch keine Bewertungen
- Types of Magnesium Treatment Processes PDFDokument2 SeitenTypes of Magnesium Treatment Processes PDFAdrià BorregoNoch keine Bewertungen
- Mechanism of Plastic Deformation in MetalsDokument29 SeitenMechanism of Plastic Deformation in MetalsPramod Dhaigude100% (1)
- Crane Actuators: Pneumatic Rack and PinionDokument12 SeitenCrane Actuators: Pneumatic Rack and PinionEleonoraNoch keine Bewertungen
- Weld and Base Metal DiscontinuitiesDokument25 SeitenWeld and Base Metal DiscontinuitiesHari Hk100% (3)
- E310-10 Standard Reference Radiographs For Tin Bronze CastingsDokument5 SeitenE310-10 Standard Reference Radiographs For Tin Bronze Castingsdiego rodriguezNoch keine Bewertungen
- New Operator Training ManualDokument35 SeitenNew Operator Training ManualBharat ChakravartinNoch keine Bewertungen