Das könnte Ihnen auch gefallen
- WRV ManualDokument52 SeitenWRV ManualJacinto Morales100% (7)
- XRV 127 Service Manual - Sept - 2013Dokument86 SeitenXRV 127 Service Manual - Sept - 2013frigoremont50% (6)
- Service Manual: WRV & Wrvi Compressor RangeDokument51 SeitenService Manual: WRV & Wrvi Compressor Rangefrigoremont75% (4)
- HDWRV DatabookDokument154 SeitenHDWRV DatabookYutt Watt91% (11)
- XRV 163 & 204 Service ManualDokument65 SeitenXRV 163 & 204 Service Manualfrigoremont63% (8)
- Gea Compresorsl Service ManualDokument49 SeitenGea Compresorsl Service ManualRolando Shicshi100% (1)
- HDWRV DatabookDokument154 SeitenHDWRV DatabookAlfred Lam100% (2)
- Manual Mycon SCV - IM20150612E PDFDokument161 SeitenManual Mycon SCV - IM20150612E PDFFabiano TavaresNoch keine Bewertungen
- WRVT 510Dokument27 SeitenWRVT 510alpyt100% (1)
- Frick-Rotary Screw Comp Models SGC 193 233 283 SGCB SGCH 355 Service Parts ListDokument44 SeitenFrick-Rotary Screw Comp Models SGC 193 233 283 SGCB SGCH 355 Service Parts ListHugo Rodriguez83% (6)
- StalDokument8 SeitenStalzbiornik23100% (1)
- Carlyle Twin Screw Compressors PDFDokument64 SeitenCarlyle Twin Screw Compressors PDFSuresh100% (1)
- 06na NW Parts BreakdownDokument14 Seiten06na NW Parts BreakdownAmaurys Centeno100% (6)
- Variable Vi Screw Compressor MycomDokument61 SeitenVariable Vi Screw Compressor MycomCaptain hopi100% (1)
- Screw CompressorsDokument27 SeitenScrew Compressorschaitu_ganta994200100% (4)
- SAB193-233-283 Operating en PDFDokument57 SeitenSAB193-233-283 Operating en PDFRadwan AL TrougNoch keine Bewertungen
- Manual Sabroe SMC - 104-106-108 - EN PDFDokument179 SeitenManual Sabroe SMC - 104-106-108 - EN PDFPablo Ruiz86% (7)
- ScrewCompressors XRV204 SpecSheet DigitalDokument1 SeiteScrewCompressors XRV204 SpecSheet DigitalBarros Arias EnriqueNoch keine Bewertungen
- Rotary Screw AIREND Manual 2003 PDFDokument41 SeitenRotary Screw AIREND Manual 2003 PDFManh Pham100% (1)
- SKF Handbook Bearings in Twin CompressorsDokument60 SeitenSKF Handbook Bearings in Twin CompressorsAlvaro Munoz100% (2)
- Service Handbook A-Type Screw CompressorsDokument106 SeitenService Handbook A-Type Screw Compressorssysok100% (5)
- RC2 Series Screw Compressor Maintenance ManualDokument122 SeitenRC2 Series Screw Compressor Maintenance ManualDennis Arhin100% (1)
- J An e Hall Screw Compressor Model 4200 o and M ManualDokument86 SeitenJ An e Hall Screw Compressor Model 4200 o and M ManualPatrick Clarke88% (8)
- FRICK - TDSH 163 - Rotary Screw Compressor: Vi at 2.2 SV.@ 0%Dokument5 SeitenFRICK - TDSH 163 - Rotary Screw Compressor: Vi at 2.2 SV.@ 0%Alvaro Reimar Ferrufino Martinez100% (1)
- Hss 3200 App Iss 2.3 07 11Dokument58 SeitenHss 3200 App Iss 2.3 07 11Luis Carlos80% (5)
- The Widest Screw Range Products: OS HS CSH CSW VSKDokument70 SeitenThe Widest Screw Range Products: OS HS CSH CSW VSKMohammad Amer83% (6)
- Instruction Manual SAB 202Dokument160 SeitenInstruction Manual SAB 202PRKrauseNoch keine Bewertungen
- Catalog Mechanical SealDokument8 SeitenCatalog Mechanical SealMedo TitoNoch keine Bewertungen
- GRASSO Screw Comp - Product InformationDokument134 SeitenGRASSO Screw Comp - Product InformationEduardo Manuel Leite Lopes75% (8)
- 3225 C Instruction Manual: Compound 2-Stage Screw CompressorDokument182 Seiten3225 C Instruction Manual: Compound 2-Stage Screw CompressorAlexNoch keine Bewertungen
- HC Recip Compressors Parts ListDokument70 SeitenHC Recip Compressors Parts ListWALTER RUEDA0% (1)
- Grasso Compressors Manual RC 10 SeriesDokument8 SeitenGrasso Compressors Manual RC 10 Seriesmahmoud mohamedNoch keine Bewertungen
- Bearings in Twin Screw CompressorsDokument108 SeitenBearings in Twin Screw Compressorsa_salehi100% (1)
- 070.660-SM Screw Compressor Replace 2012-08Dokument44 Seiten070.660-SM Screw Compressor Replace 2012-08nikvaanNoch keine Bewertungen
- SMC 104-106-108 и TSMC 108 Mk3, S-L-E - sabroe.2Dokument14 SeitenSMC 104-106-108 и TSMC 108 Mk3, S-L-E - sabroe.2DanielNoch keine Bewertungen
- SAB Screw CompressorsDokument2 SeitenSAB Screw CompressorsVolvouser0% (1)
- McQuay HallScrew HS-3100 Series Compressor Service ManualDokument82 SeitenMcQuay HallScrew HS-3100 Series Compressor Service ManualMicha W.67% (12)
- Frick CompressorDokument66 SeitenFrick Compressoronkarrathee67% (3)
- Cameron Compressor OperationDokument13 SeitenCameron Compressor Operationfructora0% (1)
- HallScrew 2010Dokument17 SeitenHallScrew 2010seeker_l100% (3)
- Screw Compressor Packages Grasso M-Series PDFDokument88 SeitenScrew Compressor Packages Grasso M-Series PDFujuaj skdk100% (1)
- Frick Xjf-Xjs 95 To 151Dokument4 SeitenFrick Xjf-Xjs 95 To 151Harry EP Situmorang100% (4)
- CentacDokument76 SeitenCentacpablo100% (3)
- Manual TDSH 163 FrickDokument58 SeitenManual TDSH 163 FrickHernan Guerra100% (2)
- Grasso Compressor ManualDokument16 SeitenGrasso Compressor ManualDennis Arhin100% (1)
- Oil-Free Screw Compressor 2Dokument18 SeitenOil-Free Screw Compressor 2shyam_anupNoch keine Bewertungen
- 35391R Rev 01 PDFDokument324 Seiten35391R Rev 01 PDFOon Vincent100% (1)
- En Scroll Replacement Guidelines 0Dokument10 SeitenEn Scroll Replacement Guidelines 0Ferdie FernandezNoch keine Bewertungen
- CSHA KatalogDokument40 SeitenCSHA Kataloglist16947100% (5)
- TCL Training Day 2Dokument140 SeitenTCL Training Day 2kixiliy439Noch keine Bewertungen
- Oil SystemDokument22 SeitenOil Systemlopesmr100% (1)
- Reciprocating CompressorDokument23 SeitenReciprocating CompressorPierre Norris100% (1)
- 35391B RevaDokument234 Seiten35391B RevaFelipe FloresNoch keine Bewertungen
- Brands Vilter Manual VMC 400 SeriesDokument234 SeitenBrands Vilter Manual VMC 400 SeriesJose Ricardo Prado SandovalNoch keine Bewertungen
- V40232 Clark C270 Torque ConverterDokument44 SeitenV40232 Clark C270 Torque ConverterRemHenry100% (4)
- MD of 241 Vil Ter Compressor ManualDokument234 SeitenMD of 241 Vil Ter Compressor Manualsergiopaul100% (1)
- Daewoo Engine D1146-T-TI Shop ManualDokument108 SeitenDaewoo Engine D1146-T-TI Shop ManualSilas F Pimenta100% (10)
- Approved: Sperre Compressors Are Approved by All Major Classification SocietiesDokument8 SeitenApproved: Sperre Compressors Are Approved by All Major Classification Societiesprashantscribd123Noch keine Bewertungen
- VSG Compressor: For Natural Gas and Process Gas ApplicationsDokument8 SeitenVSG Compressor: For Natural Gas and Process Gas ApplicationsbracioNoch keine Bewertungen
- Tecumseh Refrigerant PipingDokument24 SeitenTecumseh Refrigerant Pipingaries26marchNoch keine Bewertungen
- Specific Tools List ENDokument6 SeitenSpecific Tools List ENfrigoremontNoch keine Bewertungen
- XRV Compressor Package - Maintenance Schedule: RemarksDokument1 SeiteXRV Compressor Package - Maintenance Schedule: RemarksfrigoremontNoch keine Bewertungen
- Technical Information: C S ™ D S R CDokument17 SeitenTechnical Information: C S ™ D S R Cfrigoremont100% (1)
- Product Spec Sheet XRV 163Dokument1 SeiteProduct Spec Sheet XRV 163frigoremontNoch keine Bewertungen
- ITT характеристики BITZER BOCK Frascold Copeland DORINDokument7 SeitenITT характеристики BITZER BOCK Frascold Copeland DORINfrigoremontNoch keine Bewertungen
- Bitzer Valve ReedDokument1 SeiteBitzer Valve ReedfrigoremontNoch keine Bewertungen
- R 201007Dokument1 SeiteR 201007frigoremontNoch keine Bewertungen
- Mechanical Seal - Eagle BurgmanDokument149 SeitenMechanical Seal - Eagle BurgmanAmol Patki71% (7)
- All Valve ReedDokument159 SeitenAll Valve Reedfrigoremont100% (1)
- Valve ReedDokument1 SeiteValve ReedfrigoremontNoch keine Bewertungen
- Sabroe PDFDokument3 SeitenSabroe PDFfrigoremontNoch keine Bewertungen
- Valve Reed - MCQUAYDokument1 SeiteValve Reed - MCQUAYfrigoremontNoch keine Bewertungen
- HowdenDokument1 SeiteHowdenfrigoremont100% (3)
- Commissionning ScrewDokument1 SeiteCommissionning ScrewfrigoremontNoch keine Bewertungen
- COMMISSIONNINGDokument1 SeiteCOMMISSIONNINGfrigoremontNoch keine Bewertungen
- SEMIERMETICDokument2 SeitenSEMIERMETICfrigoremontNoch keine Bewertungen
- Compressor SpecificationsDokument1 SeiteCompressor SpecificationsfrigoremontNoch keine Bewertungen
- DORIN H Range - K Range Cross ChartDokument4 SeitenDORIN H Range - K Range Cross Chartfrigoremont100% (5)
- Valve Reed - DORINDokument1 SeiteValve Reed - DORINfrigoremontNoch keine Bewertungen
- Dorin K4PDokument6 SeitenDorin K4Pfrigoremont100% (1)
- Stal Service ManualDokument184 SeitenStal Service Manualfrigoremont100% (5)
- Service DirectionsDokument33 SeitenService Directionsfrigoremont100% (10)
- Operating and MaintenanceDokument46 SeitenOperating and Maintenancefrigoremont100% (8)
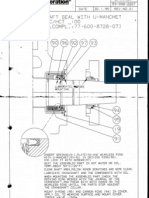
- Shaft SealDokument2 SeitenShaft Sealfrigoremont100% (2)
- Spare Part ListDokument29 SeitenSpare Part Listfrigoremont100% (3)
- Installation DirectionsDokument60 SeitenInstallation Directionsfrigoremont100% (1)
- EG Series Screw Air Compressors: Life Source of IndustriesDokument8 SeitenEG Series Screw Air Compressors: Life Source of Industriespadhu_pNoch keine Bewertungen
- 070.660-SM Screw Compressor Replace 2012-08Dokument44 Seiten070.660-SM Screw Compressor Replace 2012-08nikvaanNoch keine Bewertungen
- GX 7, GX 11: Instruction BookDokument76 SeitenGX 7, GX 11: Instruction Book754812Noch keine Bewertungen
- Iso 16332 Fuel Filter Water Sep EffDokument34 SeitenIso 16332 Fuel Filter Water Sep EffDinesh KumarNoch keine Bewertungen
- Mechanical Seal Piping PlansDokument56 SeitenMechanical Seal Piping Plansaltieri1100% (2)
- PRV Spirax Sarco 25P - 25PADokument17 SeitenPRV Spirax Sarco 25P - 25PAwen.cokNoch keine Bewertungen
- Manual of 06naDokument35 SeitenManual of 06naKannan Krishnamoorthy100% (8)
- QYB Submersible Oil PumpDokument7 SeitenQYB Submersible Oil PumpAnonymous Tj3ApePIrNoch keine Bewertungen
- I-O ListDokument6 SeitenI-O ListEkundayo JohnNoch keine Bewertungen
- Bauer Operating ManualDokument46 SeitenBauer Operating ManualerssNoch keine Bewertungen
- Bohemia 501 Operating InstructionDokument24 SeitenBohemia 501 Operating InstructionAli Ario FajrillahNoch keine Bewertungen
- Apex Variable Speed Single Stage Base-Mounted and Tank Mounted CompressorsDokument71 SeitenApex Variable Speed Single Stage Base-Mounted and Tank Mounted CompressorsDan GillaspyNoch keine Bewertungen
- B2 WorkingInstructionsDokument635 SeitenB2 WorkingInstructionsWagner GuimarãesNoch keine Bewertungen
- 1 - 5 Well Test Equipment 26.03.2015Dokument49 Seiten1 - 5 Well Test Equipment 26.03.2015Lakshman Kumar JulapalliNoch keine Bewertungen
- PX 65 LeafletDokument2 SeitenPX 65 LeafletrinthusNoch keine Bewertungen
- Chapter 4 SeparatorsDokument109 SeitenChapter 4 Separatorsdinesh_hsenid100% (1)
- Oga Metering Guidelines 2019 Revised Dec 19Dokument29 SeitenOga Metering Guidelines 2019 Revised Dec 19Carlos Alberto Torrico BorjaNoch keine Bewertungen
- PhaseWatcher VXDokument20 SeitenPhaseWatcher VXNitish Saini100% (2)
- Petroleum Refinery EngineeringDokument9 SeitenPetroleum Refinery EngineeringMahtab SajnaniNoch keine Bewertungen
- Breathing Air Delivery System: ©rawabi United Safety ServicesDokument14 SeitenBreathing Air Delivery System: ©rawabi United Safety ServicesOsamaH.Al-SheikhNoch keine Bewertungen
- Binks 2100 Gun ManualDokument10 SeitenBinks 2100 Gun Manualxozepk100% (1)
- cv5788987 FileDokument5 Seitencv5788987 FileAbdul SaquibNoch keine Bewertungen
- SPE 101475 Production Well Testing Optimization Using Multiphase Flow Meters (MPFM)Dokument5 SeitenSPE 101475 Production Well Testing Optimization Using Multiphase Flow Meters (MPFM)TheNourEldenNoch keine Bewertungen
- Cement Grinding GuideDokument36 SeitenCement Grinding GuideCao Ngoc Anh100% (1)
- EPE Donaldson Purify and Pressure FiltersDokument132 SeitenEPE Donaldson Purify and Pressure FiltersJamin SmtpngNoch keine Bewertungen
- Operating Instruction PMD55Dokument218 SeitenOperating Instruction PMD55Dilip ARNoch keine Bewertungen
- B I 1A Fundamentals of Reservoir Phase BehaviorDokument92 SeitenB I 1A Fundamentals of Reservoir Phase BehaviorsereptNoch keine Bewertungen
- HPHT PVT Analysis: ApplicationsDokument2 SeitenHPHT PVT Analysis: ApplicationsJesseNoch keine Bewertungen
- Evaluation of Bauer K220Dokument43 SeitenEvaluation of Bauer K220fezzeh kabiri kenariNoch keine Bewertungen