Das könnte Ihnen auch gefallen
- DFM Injection Molding Analysis 0614Dokument9 SeitenDFM Injection Molding Analysis 0614anjal22Noch keine Bewertungen
- Formula For Press Tool DesignDokument2 SeitenFormula For Press Tool DesignJimmy Clavel100% (2)
- G D & T PresenationDokument22 SeitenG D & T Presenation김병곤Noch keine Bewertungen
- GD&T01 Introduction60Dokument60 SeitenGD&T01 Introduction60Yogesh NaikNoch keine Bewertungen
- Building Envelope Design Guide - Curtain Walls - Whole Building Design GuideDokument8 SeitenBuilding Envelope Design Guide - Curtain Walls - Whole Building Design GuideAyman_Elmasry_9107Noch keine Bewertungen
- Tool Design Theory (DCD)Dokument252 SeitenTool Design Theory (DCD)Bhavsar ChiragNoch keine Bewertungen
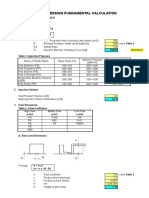
- Mold Design Fundamental Calculation BATTERY COVERDokument7 SeitenMold Design Fundamental Calculation BATTERY COVERrgrao85Noch keine Bewertungen
- Mold Cost EstimationDokument5 SeitenMold Cost EstimationPenjahit TedyNoch keine Bewertungen
- Formulas Tool & DieDokument62 SeitenFormulas Tool & Dievinayak100% (1)
- Stamping Design GuidelineDokument13 SeitenStamping Design GuidelineVikram Borkhediya100% (1)
- Tooling Standard (Die Casting)Dokument39 SeitenTooling Standard (Die Casting)Kmilo GiraldoNoch keine Bewertungen
- Stamping Blank and Tonnage CalculatorDokument10 SeitenStamping Blank and Tonnage CalculatorDhanus KodiNoch keine Bewertungen
- Core Cavity ExtractionDokument159 SeitenCore Cavity ExtractionSaggam NarasimharajuNoch keine Bewertungen
- Mold and Die - PPTDokument110 SeitenMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Diecasting DefectsDokument14 SeitenDiecasting DefectsEdwardNoch keine Bewertungen
- PRESSTOOL MASTER 1st SemDokument111 SeitenPRESSTOOL MASTER 1st Semmathapatikumar56Noch keine Bewertungen
- Casting Technology: DC School Text BookDokument23 SeitenCasting Technology: DC School Text BookmikeNoch keine Bewertungen
- Lab10 Final Progressive Die PDFDokument7 SeitenLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Protomold - Design For Mold AbilityDokument16 SeitenProtomold - Design For Mold Abilitylanning15Noch keine Bewertungen
- Sheet Metal Design Guideline 98053007 30006Dokument67 SeitenSheet Metal Design Guideline 98053007 30006Dennis LEE100% (2)
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDokument12 SeitenComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Die Design ChecklistDokument3 SeitenDie Design ChecklistLương TuấnNoch keine Bewertungen
- 2 PDC Tool Design TrainingDokument47 Seiten2 PDC Tool Design TraininganuranjandesignNoch keine Bewertungen
- Die CastingDokument8 SeitenDie CastingSelvam R (Chn)100% (1)
- Gravity Die CastingDokument30 SeitenGravity Die Castingwebmash100% (2)
- The Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SDokument6 SeitenThe Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SSanjay KumarNoch keine Bewertungen
- Section 02 Tooling For Die CastingDokument22 SeitenSection 02 Tooling For Die CastingLingaiyan SurenNoch keine Bewertungen
- Cold and Hot Stamping Dies eDokument12 SeitenCold and Hot Stamping Dies eajaygupta.af3919Noch keine Bewertungen
- Die Casting Design PDFDokument38 SeitenDie Casting Design PDFPrabagarane Ramachandran100% (2)
- SM MultiV IV Air Outdoor Units 4 15 - 20150414080917Dokument150 SeitenSM MultiV IV Air Outdoor Units 4 15 - 20150414080917Gino Waximinguirijillo Santana100% (3)
- Seminar On Split Cavity MouldDokument43 SeitenSeminar On Split Cavity MouldasgrutuNoch keine Bewertungen
- Runners and GatesDokument35 SeitenRunners and Gatesbjdavies2010100% (2)
- Die CalculationsDokument13 SeitenDie CalculationsDhinakaran R100% (1)
- White Paper Hydraulic Press Calculation-SflbDokument3 SeitenWhite Paper Hydraulic Press Calculation-SflbHamam SuhailyNoch keine Bewertungen
- Convergence IndicatorDokument21 SeitenConvergence Indicatorsikandar100% (1)
- Design and Analysis of Progressive Tool For An Automobile ComponentDokument9 SeitenDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Fine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFDokument81 SeitenFine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFShrikant DeshmukhNoch keine Bewertungen
- SHT Metal EstimatorDokument7 SeitenSHT Metal Estimatorkarthikkumarfeb6Noch keine Bewertungen
- Gating Manual Gating Manual Gating ManualDokument35 SeitenGating Manual Gating Manual Gating ManualBalasaheb0% (1)
- Process Parameter CalculationDokument2 SeitenProcess Parameter CalculationmaheshNoch keine Bewertungen
- MLD TheoryDokument96 SeitenMLD TheorySheik Abdullah100% (1)
- Liebherr STS Ship To Shore Container Gantry Cranes Technical Description 12469-0Dokument4 SeitenLiebherr STS Ship To Shore Container Gantry Cranes Technical Description 12469-0sheron100% (2)
- Methodology of Die Design For HPDCDokument8 SeitenMethodology of Die Design For HPDCruben6286Noch keine Bewertungen
- Die Cast Chill VentsDokument32 SeitenDie Cast Chill Ventspurushothaman1234566Noch keine Bewertungen
- Mold Machining Methods, Part 1Dokument22 SeitenMold Machining Methods, Part 1Edenilson FadekNoch keine Bewertungen
- Report Press ToolDokument61 SeitenReport Press ToolAvinash BorgaonkarNoch keine Bewertungen
- 14 Design For Die CastingDokument97 Seiten14 Design For Die Castingdaniel100% (1)
- Tooln Die Design Part OneDokument14 SeitenTooln Die Design Part Oneazizmaarof100% (2)
- En 132011 3 2015 2019 PDFDokument68 SeitenEn 132011 3 2015 2019 PDFPrem Anand100% (2)
- Press Tool Theory - 1Dokument144 SeitenPress Tool Theory - 1Abhishek AbhiNoch keine Bewertungen
- Siddesh Final NTTFDokument19 SeitenSiddesh Final NTTFSiddeshNoch keine Bewertungen
- Metal Stamping DiesDokument7 SeitenMetal Stamping DiesedpsousaNoch keine Bewertungen
- V-Sem DTDMDokument27 SeitenV-Sem DTDMVishwas vNoch keine Bewertungen
- Misumi Press Die StandardDokument72 SeitenMisumi Press Die StandardthanhvutsmvnNoch keine Bewertungen
- Unigraphics NX Design Applications Using NX MT10055 (Workbook)Dokument106 SeitenUnigraphics NX Design Applications Using NX MT10055 (Workbook)cyclotolNoch keine Bewertungen
- Master Book For Press EN PDFDokument84 SeitenMaster Book For Press EN PDFPratik PandeyNoch keine Bewertungen
- 3R For EDMDokument76 Seiten3R For EDMSree Raj100% (1)
- PHD Thesis On Deep DrawingDokument5 SeitenPHD Thesis On Deep Drawingdwt65fcw100% (2)
- Project Productivity ImprovementDokument36 SeitenProject Productivity ImprovementHimanshuBhardwajNoch keine Bewertungen
- SynopsisDokument3 SeitenSynopsissubodhk1Noch keine Bewertungen
- Double Column Research Paper FormatDokument7 SeitenDouble Column Research Paper FormatniteshNoch keine Bewertungen
- PROJECT REVIEW 2 FinalDokument23 SeitenPROJECT REVIEW 2 FinalNani DatrikaNoch keine Bewertungen
- Design and Fabrication of Ball Punch DefDokument12 SeitenDesign and Fabrication of Ball Punch DefEaindra Chit NyoNoch keine Bewertungen
- Deep Drawing - ProjectDokument112 SeitenDeep Drawing - ProjectideepujNoch keine Bewertungen
- Notice Tournament August 2018-123Dokument1 SeiteNotice Tournament August 2018-123jitendertalwar1603Noch keine Bewertungen
- Hello PDFDokument15 SeitenHello PDFjitendertalwar1603Noch keine Bewertungen
- Notice Tournament August 2018-1Dokument1 SeiteNotice Tournament August 2018-1jitendertalwar1603Noch keine Bewertungen
- Notice Tournament August 2018-12Dokument1 SeiteNotice Tournament August 2018-12jitendertalwar1603Noch keine Bewertungen
- 1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data SheetDokument3 Seiten1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data Sheetjitendertalwar1603Noch keine Bewertungen
- 1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data SheetDokument3 Seiten1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data Sheetjitendertalwar1603Noch keine Bewertungen
- 1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data SheetDokument3 Seiten1 2D Model 2 2 Configuration Se Ings 3: E Ring GB/T 896 1.2 Product Data Sheetjitendertalwar1603Noch keine Bewertungen
- PVC 67-01Dokument1 SeitePVC 67-01jitendertalwar1603Noch keine Bewertungen
- HI& HelloDokument1 SeiteHI& Hellojitendertalwar1603Noch keine Bewertungen
- Lumax Proposed Circuit AdvantagesDokument1 SeiteLumax Proposed Circuit Advantagesjitendertalwar1603Noch keine Bewertungen
- WL WL: Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Dokument1 SeiteWL WL: Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)jitendertalwar1603Noch keine Bewertungen
- RFQ Details (All Mandatory)Dokument2 SeitenRFQ Details (All Mandatory)jitendertalwar1603Noch keine Bewertungen
- ASA Material Specs Sheet LGDokument2 SeitenASA Material Specs Sheet LGjitendertalwar1603Noch keine Bewertungen
- Ds Ppx1008 BKDokument1 SeiteDs Ppx1008 BKjitendertalwar1603Noch keine Bewertungen
- Task Name: ACC After MarketDokument41 SeitenTask Name: ACC After Marketjitendertalwar1603Noch keine Bewertungen
- HelloDokument2 SeitenHellojitendertalwar1603Noch keine Bewertungen
- Extra Hours Oct 2015Dokument1 SeiteExtra Hours Oct 2015jitendertalwar1603Noch keine Bewertungen
- Autocad Mep Tools That Can Be Used For Video TutorialsDokument2 SeitenAutocad Mep Tools That Can Be Used For Video Tutorialsjitendertalwar1603Noch keine Bewertungen
- Mactor Report - Taller de Prospectiva D 2Dokument39 SeitenMactor Report - Taller de Prospectiva D 2Giovani Alexis Saez VegaNoch keine Bewertungen
- SOALAN BiologiDokument12 SeitenSOALAN BiologiLoong Wai FamNoch keine Bewertungen
- Kepler ConjectureDokument6 SeitenKepler Conjecturechazzyjazzy11Noch keine Bewertungen
- Instruction Manual PHE PDFDokument78 SeitenInstruction Manual PHE PDFzniperxNoch keine Bewertungen
- PART 4 Problemsinmathem031405mbpDokument125 SeitenPART 4 Problemsinmathem031405mbpnaytpuri montemayorNoch keine Bewertungen
- Force Relations and Dynamics of Cutting Knife in A Vertical Disc Mobile Wood Chipper - Leonardo El J Pract TechnolDokument14 SeitenForce Relations and Dynamics of Cutting Knife in A Vertical Disc Mobile Wood Chipper - Leonardo El J Pract TechnolNguyenHuanNoch keine Bewertungen
- Colonial ZF SeriesDokument2 SeitenColonial ZF SeriesmndmattNoch keine Bewertungen
- Simulation of The Production of Sulfuric Acid From A Sulfur-Burning Single-Absorption Contact Sulfuric Acid PlantDokument5 SeitenSimulation of The Production of Sulfuric Acid From A Sulfur-Burning Single-Absorption Contact Sulfuric Acid PlantainmnrhNoch keine Bewertungen
- Mechanics of Solids Lab ManualDokument47 SeitenMechanics of Solids Lab Manualravi03319100% (1)
- Prosprod I Casting Process (2) - Part2 PDFDokument36 SeitenProsprod I Casting Process (2) - Part2 PDFPandu WibowoNoch keine Bewertungen
- Form 5 Math Notebook 2021-2022Dokument183 SeitenForm 5 Math Notebook 2021-2022Kyra AmbroseNoch keine Bewertungen
- ReiewDokument19 SeitenReiewcullen bohannonNoch keine Bewertungen
- A Handbook of Minerals, Crystals, Rocks and Ores by Pramod O. AlexanderDokument22 SeitenA Handbook of Minerals, Crystals, Rocks and Ores by Pramod O. AlexanderBee PshNoch keine Bewertungen
- Seminar Report SampleDokument22 SeitenSeminar Report SampleDhruve EBNoch keine Bewertungen
- Iec STD ListsDokument6 SeitenIec STD Listssasenthil241464Noch keine Bewertungen
- Complete Notes On 9th Physics by Asif RasheedDokument82 SeitenComplete Notes On 9th Physics by Asif RasheedAsif Rasheed Rajput75% (28)
- Report TextDokument2 SeitenReport Textsusila10Noch keine Bewertungen
- Experimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadDokument14 SeitenExperimental and Numerical Analysis of Steel and Fiber-Reinforced Polymer Concrete Beams Under Transverse LoadErnie SitanggangNoch keine Bewertungen
- Synthesis of Nata de Coco Fiber Composite With Conductive Filler As An Eco-Friendly Semiconductor MaterialDokument7 SeitenSynthesis of Nata de Coco Fiber Composite With Conductive Filler As An Eco-Friendly Semiconductor MaterialDevit Hari AshariNoch keine Bewertungen
- N Different Books (N 3) Are Put at Random in A Shelf. Among These Books There Is A ParticularDokument8 SeitenN Different Books (N 3) Are Put at Random in A Shelf. Among These Books There Is A ParticularAnkit Gupta100% (1)
- Navidi Ch07 4e Linear RegressionDokument68 SeitenNavidi Ch07 4e Linear RegressionAmin ZaquanNoch keine Bewertungen
- Modeling and Response Prediction in Performance-Based Seismic Evaluation: Case Studies of Instrumented Steel Moment-Frame BuildingsDokument33 SeitenModeling and Response Prediction in Performance-Based Seismic Evaluation: Case Studies of Instrumented Steel Moment-Frame BuildingsAshish ɐʇoʞdɐsNoch keine Bewertungen
- USAF Stability and Control DatcomDokument70 SeitenUSAF Stability and Control DatcomYi Cheng ChanNoch keine Bewertungen
- 87716166b1472fd3f7a6a47ea68960afDokument410 Seiten87716166b1472fd3f7a6a47ea68960afPedroNoch keine Bewertungen