Das könnte Ihnen auch gefallen
- Module II - GrindingDokument73 SeitenModule II - GrindingHARI KRISHNANNoch keine Bewertungen
- 02 Training Program Gear 2013Dokument56 Seiten02 Training Program Gear 2013amrit002Noch keine Bewertungen
- Machine Tools and Machining1Dokument62 SeitenMachine Tools and Machining1Faisal MaqsoodNoch keine Bewertungen
- Manufacturing of Spur Gear: Aim of The ExperimentDokument5 SeitenManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNoch keine Bewertungen
- Study of Power Transmission DevicesDokument11 SeitenStudy of Power Transmission Devices01parthNoch keine Bewertungen
- Drilling MachineDokument87 SeitenDrilling MachineRamesh Panda50% (4)
- Boring MachineDokument24 SeitenBoring MachineSandip Patel100% (1)
- Lecture 5 - Hydraulic Systems of Machine ToolsDokument56 SeitenLecture 5 - Hydraulic Systems of Machine ToolsAli FaycalNoch keine Bewertungen
- Machining Science 2 Solution Copy 2Dokument6 SeitenMachining Science 2 Solution Copy 2DIPAK VINAYAK SHIRBHATENoch keine Bewertungen
- Draw The Cam Profile For Following ConditionsDokument3 SeitenDraw The Cam Profile For Following ConditionsmaloyNoch keine Bewertungen
- Workshop Practice II (MEng4191)Dokument35 SeitenWorkshop Practice II (MEng4191)Tesema TeshomeNoch keine Bewertungen
- Unit 3 CNC Machine Tools: StructureDokument17 SeitenUnit 3 CNC Machine Tools: StructureRohit GhulanavarNoch keine Bewertungen
- Selection Criteria For CNC Machining ToolsDokument16 SeitenSelection Criteria For CNC Machining ToolsGbm RajNoch keine Bewertungen
- Reciprocating Type Machine ToolsDokument18 SeitenReciprocating Type Machine ToolsSpartan 117Noch keine Bewertungen
- An Introduction To CNC MachinesDokument20 SeitenAn Introduction To CNC MachinesBHAVESHNoch keine Bewertungen
- Canned CycleDokument20 SeitenCanned CycleNuradilah Afifa100% (1)
- Sme PPT - U6Dokument66 SeitenSme PPT - U6auatesakibNoch keine Bewertungen
- Drilling MachineDokument9 SeitenDrilling MachineAqib ZamanNoch keine Bewertungen
- Unit - V: Manufacturing TechnologyDokument54 SeitenUnit - V: Manufacturing TechnologyIjanSahrudinNoch keine Bewertungen
- Elementary Transmission For Transforming Rotary Into Translatory MotionDokument14 SeitenElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavNoch keine Bewertungen
- Design of Modern CNC Machines and Mechatronic ElementsDokument37 SeitenDesign of Modern CNC Machines and Mechatronic Elementsnagappa talawarNoch keine Bewertungen
- Cam and Follower PDFDokument17 SeitenCam and Follower PDFKlucifer XinNoch keine Bewertungen
- Electrical Actuation SystemDokument8 SeitenElectrical Actuation SystemShriyash KamatNoch keine Bewertungen
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDokument7 SeitenLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNoch keine Bewertungen
- Robot ConfigurationsDokument12 SeitenRobot ConfigurationsNani Kumar100% (3)
- Drilling Machines and Its TypesDokument26 SeitenDrilling Machines and Its TypesRana MohsinNoch keine Bewertungen
- Notes-1 (Turbomachines)Dokument24 SeitenNotes-1 (Turbomachines)VIRAJ HADKARNoch keine Bewertungen
- Presentation On Pneumatic TMT Bar Bending MachineDokument12 SeitenPresentation On Pneumatic TMT Bar Bending MachineRaja Mane100% (1)
- Thread Cutting and Its MethodsDokument24 SeitenThread Cutting and Its MethodsMr.N.S. NateshNoch keine Bewertungen
- Hydraulic PumpsDokument63 SeitenHydraulic PumpsSergio Juan67% (6)
- Broaching (1)Dokument16 SeitenBroaching (1)patel ketan82% (11)
- Drilling SRM UniviersityDokument27 SeitenDrilling SRM UniviersityBhavin Desai100% (2)
- Lathe MachineDokument22 SeitenLathe MachineRaghavMaheshwariNoch keine Bewertungen
- 17 Kinematic Systems and Operations of LathesDokument7 Seiten17 Kinematic Systems and Operations of LathesPRASAD3260% (1)
- Chapter3 - Cutting Tools For CNC MachinesDokument46 SeitenChapter3 - Cutting Tools For CNC MachinesTharun Kumar Chõwdâry100% (1)
- UNIT-1 Locating and Clamping: S.Dharani KumarDokument86 SeitenUNIT-1 Locating and Clamping: S.Dharani KumarSaivineeth Gampa100% (1)
- Introduction To Mechanical Micro Machining Assignment-Week 8Dokument7 SeitenIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNoch keine Bewertungen
- Grindin MachinesDokument13 SeitenGrindin Machinestesfaye ayeleNoch keine Bewertungen
- Capstan & Turret LathesDokument22 SeitenCapstan & Turret LathesAhmed Kamal100% (1)
- Pattern AllowancesDokument19 SeitenPattern Allowancesimamuddeen100% (3)
- Classification of Machine ToolsDokument7 SeitenClassification of Machine ToolsglisoNoch keine Bewertungen
- Machining Time and Power EstimationDokument50 SeitenMachining Time and Power EstimationGnanakumar GanesanNoch keine Bewertungen
- 1 Design of Machine Tool DrivesDokument23 Seiten1 Design of Machine Tool DrivesFurkan AhmadNoch keine Bewertungen
- General Cutting InsertDokument15 SeitenGeneral Cutting Insertvipul mishra100% (1)
- Presentation of Drilling Machine by Anil Dahiya SirDokument72 SeitenPresentation of Drilling Machine by Anil Dahiya SirRAMAKANT RANA100% (1)
- Lathe Machine and Accessories For BeginnersDokument48 SeitenLathe Machine and Accessories For BeginnersShubham SawarkarNoch keine Bewertungen
- Sliding Contact and Rolling Contact BearingDokument45 SeitenSliding Contact and Rolling Contact BearingorgasandreyNoch keine Bewertungen
- NC - CNC NotesDokument7 SeitenNC - CNC NotesAmandeep SinghNoch keine Bewertungen
- GearsDokument78 SeitenGearsL.K. Bhagi100% (1)
- Drillingmachine1 151022133645 Lva1 App6891Dokument17 SeitenDrillingmachine1 151022133645 Lva1 App6891Fatin Nadzira0% (1)
- Gear Cutting NotesDokument28 SeitenGear Cutting NotesNEERAJ KISHORE PNoch keine Bewertungen
- Unit 1 - Gear Manufacturing ProcessDokument54 SeitenUnit 1 - Gear Manufacturing ProcessAkash DivateNoch keine Bewertungen
- Ch-3 - Gear & Thread Manufacturing ProcessesDokument52 SeitenCh-3 - Gear & Thread Manufacturing ProcesseshirenbabajiNoch keine Bewertungen
- Gear Manufacturing MethodsDokument32 SeitenGear Manufacturing Methodsajeesh.mvNoch keine Bewertungen
- Gear Cutting and MillingDokument75 SeitenGear Cutting and Millingakhilkrrish143Noch keine Bewertungen
- Mod5 1Dokument71 SeitenMod5 1jojo pantherNoch keine Bewertungen
- Gear CuttingDokument13 SeitenGear Cuttingmuhammad umarNoch keine Bewertungen
- UploadFile 1455Dokument31 SeitenUploadFile 1455Tomri Rajagukguk ArtNoch keine Bewertungen
- Prepared By:-Sumesh Vijayan 08626 GDokument22 SeitenPrepared By:-Sumesh Vijayan 08626 GSumesh Vijayan0% (1)
- U 4 Gear Manufacturing Process 221004 021029Dokument30 SeitenU 4 Gear Manufacturing Process 221004 021029Trung ThanhNoch keine Bewertungen
- Shaping Grinding and Realated OperationsDokument26 SeitenShaping Grinding and Realated Operationspatel ketanNoch keine Bewertungen
- Mechanical Objective by Upkar PublicationDokument108 SeitenMechanical Objective by Upkar Publicationpatel ketan100% (16)
- Drilling Related Operations 2Dokument18 SeitenDrilling Related Operations 2Heris SitompulNoch keine Bewertungen
- Slotting MachineDokument32 SeitenSlotting Machinepatel ketanNoch keine Bewertungen
- PPT of ShaperDokument59 SeitenPPT of Shaperpatel ketanNoch keine Bewertungen
- EML3500 CH 4 SlidesDokument134 SeitenEML3500 CH 4 Slidespatel ketan100% (1)
- Hot Cold WorkingDokument40 SeitenHot Cold Workingpatel ketanNoch keine Bewertungen
- Mec281: Materials Science: Phase DiagramDokument74 SeitenMec281: Materials Science: Phase Diagrampatel ketan100% (1)
- EML3500 CH 4 SlidesDokument134 SeitenEML3500 CH 4 Slidespatel ketan100% (1)
- 6 Shearing StressesDokument26 Seiten6 Shearing Stressestigin100% (4)
- Handbook of Mechanical Engineering TermsDokument366 SeitenHandbook of Mechanical Engineering Termsjakejohns95% (44)
- Forgingforging ProcessDokument13 SeitenForgingforging Processpatel ketanNoch keine Bewertungen
- Fund Mech Eng SiemensDokument150 SeitenFund Mech Eng SiemensRafael Pacheco100% (2)
- Linear MeasurementDokument144 SeitenLinear Measurementpatel ketan100% (2)
- Gear IntroductionDokument17 SeitenGear Introductionpatel ketan100% (1)
- BP-ConnectingRods 000Dokument114 SeitenBP-ConnectingRods 000patel ketanNoch keine Bewertungen
- Ed PresentationDokument302 SeitenEd Presentationpatel ketan100% (1)
- Introduction To MetrologyDokument55 SeitenIntroduction To Metrologypatel ketan92% (36)
- Jigs and FixturesDokument85 SeitenJigs and Fixturespatel ketan80% (15)
- Level 2Dokument31 SeitenLevel 2patel ketanNoch keine Bewertungen
- Gear Finishing MethodDokument9 SeitenGear Finishing Methodpatel ketan50% (2)
- FormingDokument27 SeitenFormingpatel ketan100% (1)
- Heat Treatment Chapter 2Dokument24 SeitenHeat Treatment Chapter 2patel ketan100% (4)
- QpmeDokument16 SeitenQpmeSandeep PandeyNoch keine Bewertungen
- Electrobeam MachiningDokument8 SeitenElectrobeam Machiningpatel ketan67% (3)
- Dye Penetrate TestDokument68 SeitenDye Penetrate Testpatel ketan92% (13)
- Cold FormingDokument25 SeitenCold Formingpatel ketan100% (3)
- CNCDokument23 SeitenCNCpatel ketanNoch keine Bewertungen
- Lecture of CNC ProgramDokument29 SeitenLecture of CNC ProgramMargam Kiran KumarNoch keine Bewertungen
- Connecteurs WestecDokument56 SeitenConnecteurs WestecSiding BarroNoch keine Bewertungen
- A SectionDokument102 SeitenA Sectionmarc5278Noch keine Bewertungen
- Manual de Especificaciones - Luxómetro LT65Dokument8 SeitenManual de Especificaciones - Luxómetro LT65Grupo Logístico El SalvadorNoch keine Bewertungen
- WKM Pow-R-Seal Gate Valve: Installation, Operation and Maintenance ManualDokument16 SeitenWKM Pow-R-Seal Gate Valve: Installation, Operation and Maintenance ManualBureau VeritasNoch keine Bewertungen
- Tiristor 3ct12a 500 V 12 A To220 0Dokument5 SeitenTiristor 3ct12a 500 V 12 A To220 0morucha_chicleNoch keine Bewertungen
- Design Methodology For Wheel Corner Module Topology Based On Position and Orientation Characteristics PDFDokument19 SeitenDesign Methodology For Wheel Corner Module Topology Based On Position and Orientation Characteristics PDFdreamtheater666Noch keine Bewertungen
- Reovib Mfs 168: Unique Selling PointDokument8 SeitenReovib Mfs 168: Unique Selling PointMarianNeaguNoch keine Bewertungen
- Sharp AQUOS LC - (40/46/52) LE700UN Operation ManualDokument63 SeitenSharp AQUOS LC - (40/46/52) LE700UN Operation Manualvobios100% (1)
- Wheel Bearing Notes-Mr. BootheDokument9 SeitenWheel Bearing Notes-Mr. BootheJordon LewisNoch keine Bewertungen
- Power SupplyDokument15 SeitenPower SupplyVelu SNoch keine Bewertungen
- DPS 20Dokument10 SeitenDPS 20Timo LilienbergNoch keine Bewertungen
- RT 5100Dokument76 SeitenRT 5100Hobi's WaifuNoch keine Bewertungen
- D4B804A300A-7-Speed Dual Clutch Gearbox 0DLDokument218 SeitenD4B804A300A-7-Speed Dual Clutch Gearbox 0DLCarlos Garcia GodoyNoch keine Bewertungen
- Arduino Poster Portable PDFDokument1 SeiteArduino Poster Portable PDFarurizaNoch keine Bewertungen
- CC CCCC: Y Y Y YyDokument24 SeitenCC CCCC: Y Y Y YyRavi KantNoch keine Bewertungen
- Level Transducer IME Project ReportDokument6 SeitenLevel Transducer IME Project ReportSanskar BhaleraoNoch keine Bewertungen
- Clear-Com CC-300-400 Headset Datasheet PDFDokument2 SeitenClear-Com CC-300-400 Headset Datasheet PDFcarrlosalbertodossantossilvaNoch keine Bewertungen
- AB Series - Oil Free Compressors-13Dokument1 SeiteAB Series - Oil Free Compressors-13Ismail AliNoch keine Bewertungen
- Fiat - 55 66 70 66 LP DT LP - Workshop - Sec - Wat PDFDokument43 SeitenFiat - 55 66 70 66 LP DT LP - Workshop - Sec - Wat PDFKemal Lisnik Arnautovic100% (3)
- CCTV QuotDokument2 SeitenCCTV QuotkollidrNoch keine Bewertungen
- Service FORMS FOR GENERATORSDokument78 SeitenService FORMS FOR GENERATORSJose MoralesNoch keine Bewertungen
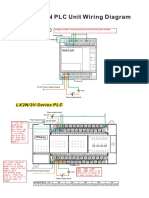
- WECON LX3V Product Wiring DiagramDokument2 SeitenWECON LX3V Product Wiring DiagramMilind Bhavsar100% (1)
- RF Inductance MeterDokument5 SeitenRF Inductance MeterTibor NemethNoch keine Bewertungen
- Adani BessDokument45 SeitenAdani Bessdan_geplNoch keine Bewertungen
- Introduction To Computers and Programming Languages: Animated VersionDokument9 SeitenIntroduction To Computers and Programming Languages: Animated VersionJuan Del AngelNoch keine Bewertungen
- Pre-Insertion Resistor and Grading Capacitor in Multi Break Circuit Breaker - Electrical ConceptsDokument15 SeitenPre-Insertion Resistor and Grading Capacitor in Multi Break Circuit Breaker - Electrical ConceptsSheraz KhanNoch keine Bewertungen
- Watson Marlow 3000 Series Peristaltic Pump ReportDokument2 SeitenWatson Marlow 3000 Series Peristaltic Pump ReportAbilash muraliNoch keine Bewertungen
- Operationz ManualDokument29 SeitenOperationz Manualadnanshaikh09Noch keine Bewertungen
- Boeing737 Checkliste 2017 PDFDokument1 SeiteBoeing737 Checkliste 2017 PDFFlavio LuzNoch keine Bewertungen
- Summary Inspection Reports PT. SMSE Kupang - Rev. 01Dokument9 SeitenSummary Inspection Reports PT. SMSE Kupang - Rev. 01Muhammad ZakiNoch keine Bewertungen