Das könnte Ihnen auch gefallen
- Media City Business Plan 2017-2Dokument28 SeitenMedia City Business Plan 2017-2ASF MA100% (2)
- (Les) (TD) Joint de CardanDokument2 Seiten(Les) (TD) Joint de CardanDAKING GAMING100% (1)
- Choix de Pignon CrémaillèreDokument4 SeitenChoix de Pignon CrémaillèreAminr FarhatNoch keine Bewertungen
- Exercice MCE5 CorrectionDokument4 SeitenExercice MCE5 CorrectionkldmntNoch keine Bewertungen
- Exercice MCE5 CorrectionDokument4 SeitenExercice MCE5 CorrectionkldmntNoch keine Bewertungen
- Philippe ArtièresDokument2 SeitenPhilippe ArtièresLucreciaNoch keine Bewertungen
- Contarainte D'antérioritéDokument16 SeitenContarainte D'antérioritéMajed NesrineNoch keine Bewertungen
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesVon EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesNoch keine Bewertungen
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesVon EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNoch keine Bewertungen
- C09b Dimensionnement GuidagesDokument7 SeitenC09b Dimensionnement GuidagesMélali MéloNoch keine Bewertungen
- Document 2Dokument45 SeitenDocument 2Farouk DrissiNoch keine Bewertungen
- A. Partie A: Etude de Fabrication Du Support (8pts: 5+3)Dokument11 SeitenA. Partie A: Etude de Fabrication Du Support (8pts: 5+3)kallel hanenNoch keine Bewertungen
- TD FaoDokument3 SeitenTD FaoAmer ChaffaiNoch keine Bewertungen
- 1 TD 1 Désignation Des MatériauxDokument5 Seiten1 TD 1 Désignation Des MatériauxnahimNoch keine Bewertungen
- M03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMDokument48 SeitenM03 Marocetude - Com Analyse de Fabrication Et Gammes D Usinage-partie3-FM-TSMFMAdil Lamdaini100% (1)
- Corrige Des Exercices de CotationDokument12 SeitenCorrige Des Exercices de CotationAbderrahmane AzNoch keine Bewertungen
- Avant Projet 'Etude FabricationDokument5 SeitenAvant Projet 'Etude FabricationNajlae LahlaliNoch keine Bewertungen
- Gamme D Usinage de La Piece 2Dokument3 SeitenGamme D Usinage de La Piece 2Med Amine HattakiNoch keine Bewertungen
- Act (Tour Pinacho - Embrayage) P143-147 PDFDokument5 SeitenAct (Tour Pinacho - Embrayage) P143-147 PDFnassim100% (1)
- TD La Commande Numerique Des Machines OutilsDokument2 SeitenTD La Commande Numerique Des Machines OutilsWilliam DechangNoch keine Bewertungen
- FaoDokument25 SeitenFaoReda MoukhfiNoch keine Bewertungen
- 1 Fourreau 2DDokument1 Seite1 Fourreau 2DYasine M'ghariNoch keine Bewertungen
- Gamme D Usinage de La Piece 2Dokument3 SeitenGamme D Usinage de La Piece 2Med Amine HattakiNoch keine Bewertungen
- ProjerDokument15 SeitenProjerMAKHELOUF HadjerNoch keine Bewertungen
- Les Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesDokument6 SeitenLes Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesMohamedAyoubNoch keine Bewertungen
- CNC MP 3Dokument13 SeitenCNC MP 3siniorNoch keine Bewertungen
- Semestre 1 Master: Fabr 3 Master: Fabrication Mécanique Et ProductiqueDokument69 SeitenSemestre 1 Master: Fabr 3 Master: Fabrication Mécanique Et Productiquesamir ghebouliNoch keine Bewertungen
- Ii - Dessin de Définition D'un Produit FiniDokument7 SeitenIi - Dessin de Définition D'un Produit Finikokou100% (1)
- Progression Programme 2STMDokument1 SeiteProgression Programme 2STMadil100% (1)
- Flexion Simple (Bras Manipulateur)Dokument2 SeitenFlexion Simple (Bras Manipulateur)SERGIONoch keine Bewertungen
- Gamme CorrigéDokument2 SeitenGamme CorrigéMohsen SaidiNoch keine Bewertungen
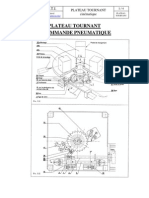
- Plateau TournantDokument4 SeitenPlateau TournantMabrouk Ben AmarNoch keine Bewertungen
- GO-TSMFM Version 19-04-2004Dokument25 SeitenGO-TSMFM Version 19-04-2004Bouallegue MounirNoch keine Bewertungen
- TD CIN Graphique - Pompe A PetroleDokument3 SeitenTD CIN Graphique - Pompe A PetrolesallsmartNoch keine Bewertungen
- VE Reglable TD PDFDokument4 SeitenVE Reglable TD PDFMohammed BouchelarmNoch keine Bewertungen
- Les Structures de DonneesDokument7 SeitenLes Structures de Donneesan_angel_from_the_hellNoch keine Bewertungen
- Visserie, Boulonnerieetécrous 1681413364763Dokument21 SeitenVisserie, Boulonnerieetécrous 1681413364763Coumba DialloNoch keine Bewertungen
- Projet Tournage.Dokument29 SeitenProjet Tournage.MERYEME LOUSFOURNoch keine Bewertungen
- FraisageDokument20 SeitenFraisageOussama CherifiNoch keine Bewertungen
- Devoir17 18Dokument2 SeitenDevoir17 18jihenkNoch keine Bewertungen
- Polycopie MEFDokument106 SeitenPolycopie MEFoummenalNoch keine Bewertungen
- M3 - Analyse de Fabrication Et Gammes D'usinageDokument138 SeitenM3 - Analyse de Fabrication Et Gammes D'usinageTaha ZianeNoch keine Bewertungen
- TD2 Debrief MetrologieDokument40 SeitenTD2 Debrief MetrologiebottiotherNoch keine Bewertungen
- Chapitre II Grafcet 1 PDFDokument11 SeitenChapitre II Grafcet 1 PDFChakib Titoussa100% (1)
- Memoire AbdelkhalekDokument148 SeitenMemoire AbdelkhalekSupradayaLight0% (1)
- Cours IsostatismeDokument9 SeitenCours Isostatismeأحمد الموريتاني100% (1)
- Liaison Glissiere ExempleDokument2 SeitenLiaison Glissiere ExempleGhada MouedhenNoch keine Bewertungen
- Validation d'APEF - Cours - CorrigéDokument5 SeitenValidation d'APEF - Cours - CorrigéAziz AmtdiNoch keine Bewertungen
- Cours Cotation Fonctionnelle PRDokument4 SeitenCours Cotation Fonctionnelle PRHana WhbNoch keine Bewertungen
- Corrigé td1 - Lecon1Dokument6 SeitenCorrigé td1 - Lecon1mrst 2000Noch keine Bewertungen
- Rattrapage Corrigé 2012 PDFDokument7 SeitenRattrapage Corrigé 2012 PDFGuiliassNoch keine Bewertungen
- Les Liaisons Mécaniques: Fiche Annexe UsuellesDokument1 SeiteLes Liaisons Mécaniques: Fiche Annexe UsuellesKarimNoch keine Bewertungen
- (Analyse) Etau de Fraiseuse - e JMDokument3 Seiten(Analyse) Etau de Fraiseuse - e JMmarouf aek100% (3)
- Le CoudeDokument1 SeiteLe Coudesb aliNoch keine Bewertungen
- Analyse Fonctionnelle ExterneDokument36 SeitenAnalyse Fonctionnelle ExterneKESSAISSIA SARANoch keine Bewertungen
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDokument6 Seiten9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdNoch keine Bewertungen
- 3-Contrat de Phase N°10Dokument1 Seite3-Contrat de Phase N°10Makrem CherifNoch keine Bewertungen
- 01-Introduction Element de MachineDokument50 Seiten01-Introduction Element de MachineLydia HAMCHAOUINoch keine Bewertungen
- 2-TD-AVPEF-Butée - ComdDokument1 Seite2-TD-AVPEF-Butée - ComdSouhayle LamrabetNoch keine Bewertungen
- Taraudage ManuelDokument2 SeitenTaraudage ManuelSIDI ahmedou yahyaNoch keine Bewertungen
- Exercices Sur La Mise en Position Isostatique PDFDokument2 SeitenExercices Sur La Mise en Position Isostatique PDFmiraNoch keine Bewertungen
- Projet Fin D'étudeDokument28 SeitenProjet Fin D'étudeHajar OumnasNoch keine Bewertungen
- Le système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoVon EverandLe système d'approvisionnement en terres dans les villes d'Afrique de l'Ouest: L’exemple de BamakoNoch keine Bewertungen
- 12 VerinsDokument10 Seiten12 VerinsSeVILLA8DzNoch keine Bewertungen
- TP 4 FrettageDokument9 SeitenTP 4 FrettagekldmntNoch keine Bewertungen
- M5 - TD Dynamique de RotationDokument4 SeitenM5 - TD Dynamique de RotationkldmntNoch keine Bewertungen
- 3-Durée de Vie Des Outils de CoupeDokument5 Seiten3-Durée de Vie Des Outils de Coupekldmnt100% (2)
- Effort de CoupeDokument17 SeitenEffort de CoupekldmntNoch keine Bewertungen
- Cours Sur Les AlgorigrammesDokument8 SeitenCours Sur Les Algorigrammeskldmnt100% (1)
- Chaine D ActionDokument47 SeitenChaine D ActionkldmntNoch keine Bewertungen
- Entité D'usinageDokument10 SeitenEntité D'usinagekldmntNoch keine Bewertungen
- Sujet Technologie AutomobileDokument33 SeitenSujet Technologie AutomobilekldmntNoch keine Bewertungen
- Analyfonct LampebureauDokument16 SeitenAnalyfonct LampebureaukldmntNoch keine Bewertungen
- Cinematique Graphique PDFDokument5 SeitenCinematique Graphique PDFTriki BilelNoch keine Bewertungen
- Guide Utilisateur AutomgenDokument15 SeitenGuide Utilisateur AutomgenkldmntNoch keine Bewertungen
- Guide Utilisateur AutomgenDokument15 SeitenGuide Utilisateur AutomgenkldmntNoch keine Bewertungen
- Limiteurs EmbrayagesDokument8 SeitenLimiteurs EmbrayageskldmntNoch keine Bewertungen
- Moulage ProfDokument5 SeitenMoulage Profkldmnt50% (2)
- Application 01 - Etude Des SystemesDokument4 SeitenApplication 01 - Etude Des SystemeskldmntNoch keine Bewertungen
- Bro ChesDokument73 SeitenBro CheskldmntNoch keine Bewertungen
- Nomenclature Nationale Des DiplômesDokument29 SeitenNomenclature Nationale Des DiplômesFa KoNoch keine Bewertungen
- TP CCF 3h Programmation Centrale ELA 3000 2010-01Dokument4 SeitenTP CCF 3h Programmation Centrale ELA 3000 2010-01Alain GeoffroyNoch keine Bewertungen
- 20 03 F - Fondations Profondes - PieuxDokument6 Seiten20 03 F - Fondations Profondes - PieuxArthur KamsoNoch keine Bewertungen
- Devis Cana Oued D'houssDokument4 SeitenDevis Cana Oued D'houssZiad DjchNoch keine Bewertungen
- TP6 CorrectionDokument3 SeitenTP6 CorrectionPROF PROF100% (1)
- Carnet de Prescriptions de Sécurité Électrique Pour Le Personnel Du BTP Habilité BS-1Dokument16 SeitenCarnet de Prescriptions de Sécurité Électrique Pour Le Personnel Du BTP Habilité BS-1Naourez Ben HadjNoch keine Bewertungen
- Memoire 6 PDFDokument246 SeitenMemoire 6 PDFChaour Fati100% (1)
- O253918j FreDokument80 SeitenO253918j FreRomain SinegreNoch keine Bewertungen
- Mémoire de PFE - Claire CASENAVEDokument85 SeitenMémoire de PFE - Claire CASENAVENaceri SaidNoch keine Bewertungen
- ConceptDokument83 SeitenConceptAnonymous xog6ZA4taNoch keine Bewertungen
- Travaux Dirigés DElectronique Analogique 5Dokument4 SeitenTravaux Dirigés DElectronique Analogique 5omar benani100% (1)
- CURSEURDokument19 SeitenCURSEURaziz khemiraNoch keine Bewertungen
- Cours SiemensDokument25 SeitenCours SiemensABDERRAHMANE AOUSSAYNoch keine Bewertungen
- ArmementDokument6 SeitenArmementLormier JosseNoch keine Bewertungen
- MasterDokument18 SeitenMasteramine ghadoui100% (1)
- Simulation Exo1Dokument19 SeitenSimulation Exo1Layla JhNoch keine Bewertungen
- CIVILMANIADokument3 SeitenCIVILMANIAKerby Pierre LouisNoch keine Bewertungen
- Cour Sur Logiciel Sage ComptaDokument27 SeitenCour Sur Logiciel Sage ComptaNajib EssedikNoch keine Bewertungen
- TD 2 - Analyse de Vitesse Du Son - EnnoncéeDokument3 SeitenTD 2 - Analyse de Vitesse Du Son - Ennoncéesanaa.aitNoch keine Bewertungen
- VRD en Zone SismiqueDokument129 SeitenVRD en Zone Sismiquesofyann17Noch keine Bewertungen
- Visserie US Filetage Americain UN UNFDokument4 SeitenVisserie US Filetage Americain UN UNFAchraf MoutaharNoch keine Bewertungen
- Chapter3-Protocoles de TransportDokument49 SeitenChapter3-Protocoles de TransportMohamad BakirNoch keine Bewertungen
- MAI83 Chap3 4 Traitement-Des-Valeurs-AnalogiquesDokument16 SeitenMAI83 Chap3 4 Traitement-Des-Valeurs-AnalogiquesAmi NeNoch keine Bewertungen
- TP5 Sy08Dokument9 SeitenTP5 Sy08Alexis MendezNoch keine Bewertungen
- Syllabus Master EEADokument16 SeitenSyllabus Master EEAarbibatmaNoch keine Bewertungen
- Crevettes CongeléesDokument21 SeitenCrevettes CongeléesAnass ElNoch keine Bewertungen
- Java Swing 4Dokument62 SeitenJava Swing 4Zizou PoissonNoch keine Bewertungen
- C G sOCIALEDokument10 SeitenC G sOCIALEsaidNoch keine Bewertungen