Das könnte Ihnen auch gefallen
- Raw Material Challenges in Cement ProductionDokument12 SeitenRaw Material Challenges in Cement Productionm_verma21Noch keine Bewertungen
- Coating kiln refractory liningsDokument8 SeitenCoating kiln refractory liningsAnonymous NxpnI6jC100% (1)
- Viscosity PDFDokument1 SeiteViscosity PDFElwathig BakhietNoch keine Bewertungen
- Burnability and Clinkerization of Cement Raw-MixesDokument47 SeitenBurnability and Clinkerization of Cement Raw-MixesNguyen Tuan100% (4)
- Kiln System Operations - by Gerald L Young and F. M.millerDokument44 SeitenKiln System Operations - by Gerald L Young and F. M.millersadatjafari100% (2)
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDokument16 SeitenTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- Cement Follow Up FormulasDokument7 SeitenCement Follow Up FormulasSyed Kazam RazaNoch keine Bewertungen
- Cement Kiln Liquid PhaseDokument5 SeitenCement Kiln Liquid Phaseمعاوية محمد50% (2)
- Granulometry of ClinkerDokument18 SeitenGranulometry of ClinkerNael100% (12)
- Raw Material Charact-BurnabilityDokument37 SeitenRaw Material Charact-BurnabilityJohn Giannakopoulos100% (3)
- Calculation of Raw MixDokument35 SeitenCalculation of Raw MixIrshad HussainNoch keine Bewertungen
- Whitehopleman Com Coating Rings BallsDokument11 SeitenWhitehopleman Com Coating Rings BallsMomar Talla DiawNoch keine Bewertungen
- Raw Meal & Clinker Quality ControlDokument139 SeitenRaw Meal & Clinker Quality ControlserkalemtayeNoch keine Bewertungen
- Ask DR. CLARK - OdtDokument50 SeitenAsk DR. CLARK - Odtmauryaraj200750% (2)
- Circulation Phenomena in the Clinkerization ProcessDokument58 SeitenCirculation Phenomena in the Clinkerization ProcessZein Khalifa100% (2)
- Difference between ASR and MSO3 ratios for cement clinker productionDokument2 SeitenDifference between ASR and MSO3 ratios for cement clinker productionavisgop100% (2)
- SO3 Build Up and ControlDokument6 SeitenSO3 Build Up and ControlM. Ali Parvez100% (1)
- Alkali CyclesDokument14 SeitenAlkali CyclesElwathig BakhietNoch keine Bewertungen
- ASR vs MSO3 ratios for cement kiln alkali-sulfate balanceDokument2 SeitenASR vs MSO3 ratios for cement kiln alkali-sulfate balanceGsm Subramanian100% (12)
- 6.1 Determination of Raw Mixture BurnabilityDokument2 Seiten6.1 Determination of Raw Mixture BurnabilityVipan Kumar DograNoch keine Bewertungen
- Flame For Cement Kilns KP Pradeep KumarDokument62 SeitenFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- KilnOpBasics - Raw Mix Control - KFUIDokument12 SeitenKilnOpBasics - Raw Mix Control - KFUImustaf100% (1)
- Raw Mix Design SoftwareDokument6 SeitenRaw Mix Design SoftwareIrfan Ahmed100% (1)
- Clinker Vs Kiln Feed FactorDokument3 SeitenClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- Pradeepkumar - Rawmix Characteristics FinalDokument96 SeitenPradeepkumar - Rawmix Characteristics FinalJackson VuNoch keine Bewertungen
- Sulphur, Spurrite, and Rings in Cement Kilns PDFDokument4 SeitenSulphur, Spurrite, and Rings in Cement Kilns PDFAnonymous NxpnI6jC100% (2)
- Coal Flames For Cement KilnsDokument62 SeitenCoal Flames For Cement KilnsvvijaybhanNoch keine Bewertungen
- Alkali & Sulphur RatioDokument2 SeitenAlkali & Sulphur RatioManish KumarNoch keine Bewertungen
- Pillard Burners and FlamesDokument21 SeitenPillard Burners and FlamesIrshad HussainNoch keine Bewertungen
- Flow MeasurementsDokument19 SeitenFlow MeasurementsHazem DiabNoch keine Bewertungen
- Improve Kiln Feed Uniformity with KFUIDokument25 SeitenImprove Kiln Feed Uniformity with KFUIFranciscoCorreaJara100% (2)
- Cement Expert Discusses Clinker Formation ProcessDokument30 SeitenCement Expert Discusses Clinker Formation Processamjed_de_enim100% (2)
- Rings & Buildups Formation in Cement KilnDokument13 SeitenRings & Buildups Formation in Cement KilnNael93% (14)
- Raw Mix Knowledge for Cement ProductionDokument43 SeitenRaw Mix Knowledge for Cement ProductionFranciscoCorreaJara100% (2)
- Cement Kiln Dust CKD Methods For ReductioDokument21 SeitenCement Kiln Dust CKD Methods For ReductiofaheemqcNoch keine Bewertungen
- Coatin &ring FormationDokument6 SeitenCoatin &ring FormationMustafa RamadanNoch keine Bewertungen
- Brown ClinkerDokument21 SeitenBrown ClinkerTamer Fathy0% (1)
- 1,2,6a - Flames and Gas FiringDokument29 Seiten1,2,6a - Flames and Gas FiringMohamed SaadNoch keine Bewertungen
- 03 QualityDokument22 Seiten03 QualityMKPashaPasha67% (3)
- The Chemistry of Kiln Feed and ClinkerDokument19 SeitenThe Chemistry of Kiln Feed and Clinkermahendra sen100% (1)
- Ring Formation in KilnDokument12 SeitenRing Formation in KilnAbul Qasim100% (2)
- Kiln control variables optimizationDokument50 SeitenKiln control variables optimizationElder A. Gutiérrez Villacorta100% (1)
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDokument10 Seiten7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograNoch keine Bewertungen
- By Pass SystemDokument56 SeitenBy Pass SystemIrshad Hussain100% (2)
- Kiln Control and OperationDokument45 SeitenKiln Control and Operationdina safiri100% (3)
- Mill Ventilation MeasurementDokument5 SeitenMill Ventilation MeasurementBùi Hắc HảiNoch keine Bewertungen
- Quality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFDokument74 SeitenQuality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFSiddharth Singh100% (1)
- Raw Mix DesignDokument22 SeitenRaw Mix DesignRizwanKhan100% (1)
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseVon EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Rotary Kilns: Transport Phenomena and Transport ProcessesVon EverandRotary Kilns: Transport Phenomena and Transport ProcessesBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Cement PropertiesDokument4 SeitenCement PropertiesDebendra Dev KhanalNoch keine Bewertungen
- CH-1 CementDokument27 SeitenCH-1 CementAbhishek ShuklaNoch keine Bewertungen
- Operacion 44Dokument44 SeitenOperacion 44Nelly Isabel Narvaez PachecoNoch keine Bewertungen
- Cement Aggregate Concrete Durability LectureDokument33 SeitenCement Aggregate Concrete Durability LectureManoj Kumar SinghNoch keine Bewertungen
- Portland CementDokument88 SeitenPortland CementMirosha NavaratnaNoch keine Bewertungen
- RAW MATERIAL PREPARATION IN CEMENT MANUFACTURINGDokument6 SeitenRAW MATERIAL PREPARATION IN CEMENT MANUFACTURINGMuhammed EmamiNoch keine Bewertungen
- Cement Chemistry Handbook - FullerDokument62 SeitenCement Chemistry Handbook - FullerNael91% (34)
- Transcript: Download Granulometry of ClinkerDokument4 SeitenTranscript: Download Granulometry of ClinkerfaheemqcNoch keine Bewertungen
- Chapter On1Dokument10 SeitenChapter On1Richard YeboahNoch keine Bewertungen
- Portland CementDokument88 SeitenPortland CementShrey Agarwal75% (4)
- FEECO Complete Offerings PDFDokument8 SeitenFEECO Complete Offerings PDFHazem DiabNoch keine Bewertungen
- Lecture 24 PDFDokument10 SeitenLecture 24 PDFBhavesh Dilip ChanchlaniNoch keine Bewertungen
- Cpoh6 Contents PDFDokument3 SeitenCpoh6 Contents PDFHazem DiabNoch keine Bewertungen
- The Standard Coal Analysis: M M M WDokument6 SeitenThe Standard Coal Analysis: M M M WHazem Diab100% (1)
- Coal PreparationDokument42 SeitenCoal PreparationHazem DiabNoch keine Bewertungen
- Chapter7 PDFDokument78 SeitenChapter7 PDFHazem DiabNoch keine Bewertungen
- Cement Production Technology PapersDokument0 SeitenCement Production Technology PapersBruno Vilas BoasNoch keine Bewertungen
- Coal Sieving ProcedureDokument3 SeitenCoal Sieving ProcedureMiguel PalominoNoch keine Bewertungen
- Espectrofotómetro Unico 2100Dokument51 SeitenEspectrofotómetro Unico 2100Jocelyn Gallardo50% (2)
- Bing Coal Analysis, EnglishDokument6 SeitenBing Coal Analysis, EnglishHazem Diab100% (1)
- Astm E11 - 1995 (Mallas)Dokument7 SeitenAstm E11 - 1995 (Mallas)Armando Fuentes BenitesNoch keine Bewertungen
- Timetable Coal HandlingDokument1 SeiteTimetable Coal HandlingHazem DiabNoch keine Bewertungen
- Variation of Feed Chemical Composition and Its Effect On Clinker Formation-Simulation ProcessDokument7 SeitenVariation of Feed Chemical Composition and Its Effect On Clinker Formation-Simulation Processmohamadi42Noch keine Bewertungen
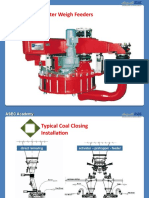
- ASEC Academy Guide to Pfister Feeder MaintenanceDokument19 SeitenASEC Academy Guide to Pfister Feeder MaintenanceHazem DiabNoch keine Bewertungen
- Safety Precautions in Coal Handling and FiringDokument35 SeitenSafety Precautions in Coal Handling and FiringHazem Diab50% (4)
- Determination of Major Oxide in Clinker by EDTA MethodsDokument3 SeitenDetermination of Major Oxide in Clinker by EDTA MethodsHazem DiabNoch keine Bewertungen
- Coal Mill PartDokument59 SeitenCoal Mill PartHazem DiabNoch keine Bewertungen
- Coal Mill PartDokument24 SeitenCoal Mill PartHazem Diab100% (1)
- Important Cement Factors Under 40 CharactersDokument1 SeiteImportant Cement Factors Under 40 CharactersHazem DiabNoch keine Bewertungen
- Basic Coal InformationDokument23 SeitenBasic Coal InformationHazem DiabNoch keine Bewertungen
- Effect of Free SilicaDokument2 SeitenEffect of Free SilicaHazem DiabNoch keine Bewertungen
- Coal Grinding OptionDokument24 SeitenCoal Grinding OptionHazem Diab100% (1)
- Rise 2CDokument18 SeitenRise 2CHazem DiabNoch keine Bewertungen
- Filter ManualDokument53 SeitenFilter ManualHazem DiabNoch keine Bewertungen
- Partical Size DistributionDokument2 SeitenPartical Size DistributionHazem DiabNoch keine Bewertungen
- Snow Ballformation PradeepkumarDokument12 SeitenSnow Ballformation PradeepkumarHazem DiabNoch keine Bewertungen
- KH N P 0.85 1.80 1.40: Cao Mgo Loi Limestone Clay Iron Sio Al O Fe O SoDokument4 SeitenKH N P 0.85 1.80 1.40: Cao Mgo Loi Limestone Clay Iron Sio Al O Fe O SoHazem DiabNoch keine Bewertungen
- Coating, Rings and BallsDokument8 SeitenCoating, Rings and BallsHazem Diab100% (1)
- Chemical Reagents Their Purity and Tests - E. MerckDokument255 SeitenChemical Reagents Their Purity and Tests - E. Merckimax8vNoch keine Bewertungen
- XRF Consumables GuideDokument26 SeitenXRF Consumables GuideHazem DiabNoch keine Bewertungen
- Test Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar MurrayDokument36 SeitenTest Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar Murraywitchingmazybs7k7100% (39)
- TVL ICT IllustrationNCII Q1Module2Dokument12 SeitenTVL ICT IllustrationNCII Q1Module2Kimberly Trocio Kim100% (1)
- Geoheritage of Labuan Island: Bulletin of The Geological Society of Malaysia December 2016Dokument14 SeitenGeoheritage of Labuan Island: Bulletin of The Geological Society of Malaysia December 2016songkkNoch keine Bewertungen
- Proposed Rule: Airworthiness Directives: Bell Helicopter Textron CanadaDokument3 SeitenProposed Rule: Airworthiness Directives: Bell Helicopter Textron CanadaJustia.comNoch keine Bewertungen
- Antox Pickling Paste MSDSDokument10 SeitenAntox Pickling Paste MSDSKrishna Vacha0% (1)
- Periodic Table of Personality ElementsDokument1 SeitePeriodic Table of Personality Elementslilian_vera_1Noch keine Bewertungen
- 004 VSL Datasheets US-ADokument22 Seiten004 VSL Datasheets US-Akmabd100% (1)
- How Time Management Impacts Working Students' Academic AchievementDokument13 SeitenHow Time Management Impacts Working Students' Academic AchievementJames RayNoch keine Bewertungen
- Genie Z45.25 J Internal Combustion - Service Manual - Part No. 219418Dokument331 SeitenGenie Z45.25 J Internal Combustion - Service Manual - Part No. 219418marciogianottiNoch keine Bewertungen
- GEK_30375M Lubrication SpecificationsDokument34 SeitenGEK_30375M Lubrication SpecificationsMARITZA GABRIELA ARIZABAL MEDINANoch keine Bewertungen
- Establishment of Retirement PlanDokument3 SeitenEstablishment of Retirement PlanVioleta StancuNoch keine Bewertungen
- Pub - New Directions in Progressive Relaxation TrainingDokument176 SeitenPub - New Directions in Progressive Relaxation TrainingRafael Bagus100% (1)
- Specifications of TES-593Dokument2 SeitenSpecifications of TES-593symasiNoch keine Bewertungen
- 1 s2.0 S0149763418301957 MainDokument24 Seiten1 s2.0 S0149763418301957 MainjackNoch keine Bewertungen
- Chad Yakobson ThesisDokument5 SeitenChad Yakobson Thesiscrystaltorresworcester100% (2)
- Precision Forging Processes GuideDokument35 SeitenPrecision Forging Processes GuideRiski RamadhanNoch keine Bewertungen
- Duties and Responsibilities of Housekeeping Staff:-1) Executive Housekeeper/Director of HousekeepingDokument8 SeitenDuties and Responsibilities of Housekeeping Staff:-1) Executive Housekeeper/Director of HousekeepingsachinNoch keine Bewertungen
- 1 s2.0 S2667345222000104 MainDokument19 Seiten1 s2.0 S2667345222000104 MainJosiah MwashitaNoch keine Bewertungen
- 08-05-2021 JR - Super60 ActP (In Coming) Jee-Main WTM-01 Question PaperDokument14 Seiten08-05-2021 JR - Super60 ActP (In Coming) Jee-Main WTM-01 Question Paperpurandar puneetNoch keine Bewertungen
- John Taylor Case Study ENP and EPPDokument11 SeitenJohn Taylor Case Study ENP and EPPAhata Sham NewazNoch keine Bewertungen
- Unit 23 The Interior LandscapeDokument21 SeitenUnit 23 The Interior LandscapesNoch keine Bewertungen
- ABO BLOOD GROUP Part 1Dokument104 SeitenABO BLOOD GROUP Part 1Taladua Cayla Grace O.Noch keine Bewertungen
- Thermax ION Exchange Resins SDS BrochureDokument8 SeitenThermax ION Exchange Resins SDS Brochureparthibanemails5779Noch keine Bewertungen
- Everything You Need to Know About Gas Metal Arc Welding (GMAWDokument31 SeitenEverything You Need to Know About Gas Metal Arc Welding (GMAWAhmetDuranCeyhanNoch keine Bewertungen
- Home Study Report of Resident Indian Parent: Name of The Social WorkerDokument4 SeitenHome Study Report of Resident Indian Parent: Name of The Social WorkerVmksNoch keine Bewertungen
- Spark VS CaDokument18 SeitenSpark VS CaMarianne Hope VillasNoch keine Bewertungen
- Whats That TreeDokument2 SeitenWhats That Treeapi-223191715100% (1)
- Butterfly Valve ConcentricDokument6 SeitenButterfly Valve ConcentricpramodtryNoch keine Bewertungen
- Types of Industrial DisputesDokument12 SeitenTypes of Industrial DisputesAntony MwangiNoch keine Bewertungen
- Jurnal ResinDokument8 SeitenJurnal ResinRizky Febrian SatrianiNoch keine Bewertungen