Das könnte Ihnen auch gefallen
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesVon EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesBewertung: 5 von 5 Sternen5/5 (1)
- Electrochemical PolishingDokument10 SeitenElectrochemical Polishingeasch75Noch keine Bewertungen
- ElectropolishingDokument4 SeitenElectropolishinggopinath_rgsNoch keine Bewertungen
- Hull Cell Plating TestsDokument23 SeitenHull Cell Plating TestsDavidAlejandroGaona100% (3)
- Passivation Treatment of Stainless Steel AcomDokument10 SeitenPassivation Treatment of Stainless Steel Acomvijayarangam1984Noch keine Bewertungen
- Zinc Electroplating - Products FinishingDokument14 SeitenZinc Electroplating - Products FinishingSHYAM KAYALNoch keine Bewertungen
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingVon EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNoch keine Bewertungen
- Electropolishing PDFDokument30 SeitenElectropolishing PDFAnonymous uL3JlWfh100% (2)
- Electro-Polishing: Prepared byDokument44 SeitenElectro-Polishing: Prepared byMahesh Kumar100% (3)
- Astm b912 - 00 Passivation of Stainless Steels Using Electropolishing PDFDokument4 SeitenAstm b912 - 00 Passivation of Stainless Steels Using Electropolishing PDFcaballerolangNoch keine Bewertungen
- Science and Industry of Electropolishing: Galvanotechnik January 2015Dokument18 SeitenScience and Industry of Electropolishing: Galvanotechnik January 2015Ricardo Andres PabonNoch keine Bewertungen
- PRC-5009 - REV-A ElectropolishingDokument7 SeitenPRC-5009 - REV-A ElectropolishingHenryNoch keine Bewertungen
- Surface Finish Basics For Stainless Steel Rev 1Dokument30 SeitenSurface Finish Basics For Stainless Steel Rev 1Nitasana SilapornNoch keine Bewertungen
- Testing Methods For Plating BathsDokument3 SeitenTesting Methods For Plating BathsR.Subramanian100% (1)
- ANKURDokument20 SeitenANKURDevashish JoshiNoch keine Bewertungen
- Hull Cell Yamamoto MS PDFDokument16 SeitenHull Cell Yamamoto MS PDFHaydee VNoch keine Bewertungen
- Passivation With Trivalent ChromiumDokument24 SeitenPassivation With Trivalent Chromiumdarakulam100% (1)
- 304 Chromic Acid AnodizingDokument6 Seiten304 Chromic Acid AnodizingPuguh Cahpordjo BaeNoch keine Bewertungen
- The Hull CellDokument25 SeitenThe Hull CellCarlos Alberto Soto Ramirez100% (2)
- ElectropolishingDokument6 SeitenElectropolishingnagurvali65Noch keine Bewertungen
- Laton AtotechDokument6 SeitenLaton AtotechKaRenthLuNaNoch keine Bewertungen
- Electropolishing TheBenefitsOfElectropolishingDokument13 SeitenElectropolishing TheBenefitsOfElectropolishingAmit PanditaNoch keine Bewertungen
- Electro CoatingDokument2 SeitenElectro CoatingViswanathan SrkNoch keine Bewertungen
- Pickling HandbookDokument20 SeitenPickling HandbookCuteAssadNoch keine Bewertungen
- Coating and Deposition Processes - Chapter 29Dokument41 SeitenCoating and Deposition Processes - Chapter 29xharpreetxNoch keine Bewertungen
- Metal Finishing Processes Best PracticesDokument44 SeitenMetal Finishing Processes Best PracticesHoang TanNoch keine Bewertungen
- Bright Dip Manual PDFDokument47 SeitenBright Dip Manual PDFCicero Gomes de Souza100% (1)
- Nickel Plating HandbookDokument74 SeitenNickel Plating HandbookMuhammadImaduddienSalam100% (2)
- Decorative Chromium PlatingDokument8 SeitenDecorative Chromium Platingcauthon82Noch keine Bewertungen
- Surface Preparation Of: Aluminum, Copper, BrassDokument14 SeitenSurface Preparation Of: Aluminum, Copper, BrassGaneshNoch keine Bewertungen
- Pretreatment Training-EngDokument62 SeitenPretreatment Training-EngNethaji Mett100% (1)
- Anodizing ProcedureDokument4 SeitenAnodizing ProcedureGoran TesicNoch keine Bewertungen
- Nickel General Operating InstructionsDokument14 SeitenNickel General Operating InstructionsNicole fralixNoch keine Bewertungen
- Technical Data Sheet: Trichrome HB 1700 TDokument3 SeitenTechnical Data Sheet: Trichrome HB 1700 TLuuThiThuyDuong100% (1)
- ANODIZING (Autosaved)Dokument17 SeitenANODIZING (Autosaved)Sonu JajamNoch keine Bewertungen
- NCZ PDFDokument19 SeitenNCZ PDFnirai101259Noch keine Bewertungen
- CED Coating Defect That Affect Your CarsDokument1 SeiteCED Coating Defect That Affect Your CarsOliver Reazon Ruelo100% (1)
- MacDermid - Trivalent Chrome PDFDokument21 SeitenMacDermid - Trivalent Chrome PDFLukeNoch keine Bewertungen
- Salt Spray TestDokument13 SeitenSalt Spray TestSreedhar Patnaik.M100% (1)
- Bright Chrome HR 75Dokument12 SeitenBright Chrome HR 75Ringga sonifaNoch keine Bewertungen
- Black PassivationDokument12 SeitenBlack PassivationZineb100% (1)
- HR S 50 B (Bright Nickel Bath)Dokument8 SeitenHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiNoch keine Bewertungen
- Titanium Nitride Based Coatings On Implantable Medical Devices PDFDokument21 SeitenTitanium Nitride Based Coatings On Implantable Medical Devices PDFDavid ToroNoch keine Bewertungen
- Color On JewelleryDokument13 SeitenColor On JewellerynithansaNoch keine Bewertungen
- Guidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumDokument2 SeitenGuidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumAnwar100% (1)
- Chromium PlatingDokument66 SeitenChromium PlatingManikandan SudharsanNoch keine Bewertungen
- Anodize ProcessDokument42 SeitenAnodize ProcessJigar GalaNoch keine Bewertungen
- Tin Additive ElectroplatingDokument7 SeitenTin Additive ElectroplatingIvan Ignacio Montecino Bacigalupo100% (1)
- TALAT Lecture 5105: Surface Treatment of AluminiumDokument15 SeitenTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNoch keine Bewertungen
- SilverPlating ProcessDokument7 SeitenSilverPlating ProcessTravis WoodNoch keine Bewertungen
- 2023-Nickelplatinghandbooka5 Printablepdf PDFDokument104 Seiten2023-Nickelplatinghandbooka5 Printablepdf PDFKodagnanaso kodagNoch keine Bewertungen
- Spectra 977 Process: Technical Data SheetDokument2 SeitenSpectra 977 Process: Technical Data SheetLuuThiThuyDuongNoch keine Bewertungen
- HC 80 (Hard Chromium Process)Dokument5 SeitenHC 80 (Hard Chromium Process)Sinar Cemaramas AbadiNoch keine Bewertungen
- Electroplating Costs CalculationDokument19 SeitenElectroplating Costs CalculationmosesNoch keine Bewertungen
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDokument4 SeitenATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Phospating Guide PDFDokument19 SeitenPhospating Guide PDFkarthik venkatachalamNoch keine Bewertungen
- Electrocoating ProcessDokument4 SeitenElectrocoating Processema asriNoch keine Bewertungen
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyVon EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyNoch keine Bewertungen
- 2018 Anec Conference ProgrammeDokument48 Seiten2018 Anec Conference ProgrammetetirichieNoch keine Bewertungen
- L Crous 684391 PHD FinalDokument257 SeitenL Crous 684391 PHD FinaltetirichieNoch keine Bewertungen
- 11 Christmals Original 12 3 1Dokument13 Seiten11 Christmals Original 12 3 1tetirichieNoch keine Bewertungen
- Factors Affecting Utilization of University Health Services in A Tertiary Institution in South-West NigeriaDokument4 SeitenFactors Affecting Utilization of University Health Services in A Tertiary Institution in South-West NigeriatetirichieNoch keine Bewertungen
- Beng Metallurgical Engineering (12130005) : University of Pretoria Yearbook 2017Dokument26 SeitenBeng Metallurgical Engineering (12130005) : University of Pretoria Yearbook 2017tetirichieNoch keine Bewertungen
- Iso 2768-1Dokument1 SeiteIso 2768-1Roberto Mota100% (1)
- Alloy Data Sheet: Heat Resistant Alloy REVISION: 03/91Dokument2 SeitenAlloy Data Sheet: Heat Resistant Alloy REVISION: 03/91tetirichieNoch keine Bewertungen
- Metal Powder Report: Fifty Years ofDokument2 SeitenMetal Powder Report: Fifty Years oftetirichieNoch keine Bewertungen
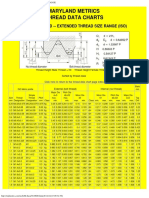
- Tolerancia de Rosca Metrica 6G PDFDokument20 SeitenTolerancia de Rosca Metrica 6G PDFRodrigo Tikim0% (3)
- Materials DIN Sim Sinterformteile Tabelle E2Dokument1 SeiteMaterials DIN Sim Sinterformteile Tabelle E2tetirichieNoch keine Bewertungen
- Teaching Zulu Online For L2 Learners: Possibilities and ProblemsDokument4 SeitenTeaching Zulu Online For L2 Learners: Possibilities and ProblemstetirichieNoch keine Bewertungen
- 3 Properties of Sea WaterDokument73 Seiten3 Properties of Sea WaterMarissa RamonNoch keine Bewertungen
- 1.8 Gas Well Testing PDFDokument3 Seiten1.8 Gas Well Testing PDFHATEMNoch keine Bewertungen
- Study of Effect of Potassium Bisulphite As A Food PreservativeDokument14 SeitenStudy of Effect of Potassium Bisulphite As A Food PreservativeAntarctic SaverNoch keine Bewertungen
- Tutorial 1 - Conduction in Cartiesian System: Thermal ConductivityDokument2 SeitenTutorial 1 - Conduction in Cartiesian System: Thermal ConductivityJoe Ford MoralesNoch keine Bewertungen
- 11.4 Dyeing of Cotton With Azoic DyesDokument13 Seiten11.4 Dyeing of Cotton With Azoic DyesPraveen NagarajanNoch keine Bewertungen
- Technological Advancements in The Drying of Fruits and Vegetables: A ReviewDokument14 SeitenTechnological Advancements in The Drying of Fruits and Vegetables: A ReviewMaria MadanNoch keine Bewertungen
- What Is Polymer Chemistry?Dokument8 SeitenWhat Is Polymer Chemistry?ハジャ 咲良Noch keine Bewertungen
- Kohl Surma Galena CollyriumDokument5 SeitenKohl Surma Galena CollyriumjivasumanaNoch keine Bewertungen
- MT 2 4Dokument10 SeitenMT 2 4Ramakrishna ReddyNoch keine Bewertungen
- Tangential Flow Filtration BasicsDokument19 SeitenTangential Flow Filtration BasicsKarthik VijayakumarNoch keine Bewertungen
- Homemade FoundryDokument9 SeitenHomemade FoundryHerman HeseNoch keine Bewertungen
- DS4B - (1988) Physical Constants of Hydrocarbon and Non-Hydrocarbon CompoundsDokument216 SeitenDS4B - (1988) Physical Constants of Hydrocarbon and Non-Hydrocarbon CompoundsJacques Strappe0% (1)
- Induction FurnaceDokument16 SeitenInduction FurnaceMURSELIM ALINoch keine Bewertungen
- NanoSteel Technology Overview - Lincoln PDFDokument74 SeitenNanoSteel Technology Overview - Lincoln PDFrajeevkrishna10Noch keine Bewertungen
- Firetex M90: Product Technical DataDokument2 SeitenFiretex M90: Product Technical DatalambtranNoch keine Bewertungen
- Trumpf Whitepaper Laser Welding BatteryboxDokument14 SeitenTrumpf Whitepaper Laser Welding Batteryboxxafat53862Noch keine Bewertungen
- TiO2 Synthesis Using GlycineDokument5 SeitenTiO2 Synthesis Using GlycineRanjit KumarNoch keine Bewertungen
- Oil-Dri Catalog v.17Dokument24 SeitenOil-Dri Catalog v.17Jelly TepskincareNoch keine Bewertungen
- Iso 2063 2 2017 en PDFDokument11 SeitenIso 2063 2 2017 en PDFMichael Hii0% (1)
- Requirements of Dental Cements For Lining ApplicationsDokument28 SeitenRequirements of Dental Cements For Lining ApplicationsShahzadi SamanaNoch keine Bewertungen
- RSE110 eDokument6 SeitenRSE110 eRaghunath MajeeNoch keine Bewertungen
- Tetragenococcus Halophilus in Soy Sauce FermentationDokument6 SeitenTetragenococcus Halophilus in Soy Sauce FermentationTâm Dương ĐứcNoch keine Bewertungen
- Basic Principles of Sanitary/Plumbing Design: Engineering Utilities IiDokument22 SeitenBasic Principles of Sanitary/Plumbing Design: Engineering Utilities IiKarl Cristian DaquilNoch keine Bewertungen
- Experience With Lined and Clad PipelinesDokument17 SeitenExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- Tablet Technology EditedDokument42 SeitenTablet Technology EditedPramod Kc100% (1)
- ME8792 - Notes by EasyEngineering - Net 1Dokument127 SeitenME8792 - Notes by EasyEngineering - Net 1Akash smartNoch keine Bewertungen
- 2007 12 20 Foam Engl 03Dokument48 Seiten2007 12 20 Foam Engl 03Rajesh Kumar100% (3)
- MMMM Co Located Show Exhibtor List 2022Dokument12 SeitenMMMM Co Located Show Exhibtor List 2022Aamir SaleemNoch keine Bewertungen
- 7 markscheme-SL-paper1Dokument33 Seiten7 markscheme-SL-paper1Onur YavuzcetinNoch keine Bewertungen
- Ger 3751a Understanding Diagnosing Repairing Leaks h20 Gen Stator WindingsDokument28 SeitenGer 3751a Understanding Diagnosing Repairing Leaks h20 Gen Stator Windingsnareshvkkd100% (1)