Das könnte Ihnen auch gefallen
- Gear Box DesigningDokument38 SeitenGear Box DesigningAlpesh Panchal67% (3)
- Gear DesignDokument5 SeitenGear DesignKrishnadev Madhavan NairNoch keine Bewertungen
- GearboxesDokument24 SeitenGearboxesPrithviraj Daga100% (2)
- Gearbox SelectionDokument4 SeitenGearbox SelectionsanjushaNoch keine Bewertungen
- Module IV: Gears and Gear TrainsDokument38 SeitenModule IV: Gears and Gear TrainsSuraj VinayNoch keine Bewertungen
- Production Technology (IV Sem)Dokument24 SeitenProduction Technology (IV Sem)Shubham AgrawalNoch keine Bewertungen
- Gear Ratio Calculations PDFDokument4 SeitenGear Ratio Calculations PDFrechingatuputamadreNoch keine Bewertungen
- Gear ShavingDokument6 SeitenGear ShavingRuchira Chanda InduNoch keine Bewertungen
- The Application of Bevel GearsDokument6 SeitenThe Application of Bevel GearsPrasanth ThiagarajanNoch keine Bewertungen
- Gear Tooth ProfileDokument5 SeitenGear Tooth ProfilepremnathgopinathanNoch keine Bewertungen
- ME308 Second Project PDFDokument13 SeitenME308 Second Project PDFOzan OzgenNoch keine Bewertungen
- Metallurgical Aspects To Be Considered in Gear and Shaft DesignDokument7 SeitenMetallurgical Aspects To Be Considered in Gear and Shaft DesignSivaraman VisvanathanNoch keine Bewertungen
- Spur and Helical Gear Modeling in Pro-EDokument13 SeitenSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Gear TechnologyDokument31 SeitenGear TechnologyRishabh GawriNoch keine Bewertungen
- Profile & Longitudinal Corrections On Involute GearsDokument25 SeitenProfile & Longitudinal Corrections On Involute GearsRezende Julio100% (1)
- Gears and Gear TrainsDokument127 SeitenGears and Gear TrainsVikki KotaNoch keine Bewertungen
- Gearabc C PDFDokument40 SeitenGearabc C PDFmgualdi100% (1)
- Gear QualityDokument3 SeitenGear QualityMahender KumarNoch keine Bewertungen
- Tut 002 TwoStagePlanetaryGearbox EDokument44 SeitenTut 002 TwoStagePlanetaryGearbox Eardec_8Noch keine Bewertungen
- Gear Design & ManufacturingDokument12 SeitenGear Design & ManufacturingAbdulrahman AlkhowaiterNoch keine Bewertungen
- Design Procedure of Gear Box For Automobile and Machine ToolsDokument10 SeitenDesign Procedure of Gear Box For Automobile and Machine ToolsNAGU20090% (1)
- Determining Gear EfficiencyDokument56 SeitenDetermining Gear EfficiencyPetrescu FlorianNoch keine Bewertungen
- Design and Analysis of An Epicyclic Gearbox For An Electric DrivetrainDokument9 SeitenDesign and Analysis of An Epicyclic Gearbox For An Electric DrivetrainNajrul IslamNoch keine Bewertungen
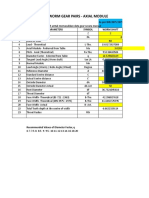
- Worm Gear PairDokument585 SeitenWorm Gear Pairer_winwibowoNoch keine Bewertungen
- Optimization of Gear Reduction Unit Through Ray DiagramDokument7 SeitenOptimization of Gear Reduction Unit Through Ray Diagramأحمد دعبس100% (1)
- Types of GearsDokument22 SeitenTypes of GearsAnonymous 2RbW9dNoch keine Bewertungen
- Gear and Gear Unit DesignDokument22 SeitenGear and Gear Unit Designaditya v s sNoch keine Bewertungen
- Design of Helical Gear With Involute ProfileDokument55 SeitenDesign of Helical Gear With Involute ProfileRavi TarunNoch keine Bewertungen
- 4319B - Flank Modifications in Bevel Gears Using A UMCDokument22 Seiten4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezNoch keine Bewertungen
- gt0519 PDFDokument68 Seitengt0519 PDFАндрей ГайнановNoch keine Bewertungen
- Gear Box Design Assignment S2 2012Dokument10 SeitenGear Box Design Assignment S2 2012Nang TruongNoch keine Bewertungen
- Gear MeasurementDokument10 SeitenGear MeasurementAnonymous D93QRwwYNoch keine Bewertungen
- Introduction To Universal Gear ShavingDokument48 SeitenIntroduction To Universal Gear ShavingNagesh KamannaNoch keine Bewertungen
- Design and Analysis Procedures For Shafts and Splines: Paul E. BurkeDokument21 SeitenDesign and Analysis Procedures For Shafts and Splines: Paul E. BurkeBalasrinivasan Murugan100% (3)
- Spur GearsDokument8 SeitenSpur GearstopjobNoch keine Bewertungen
- Hobbing Time CalculationDokument6 SeitenHobbing Time Calculationsosu_sorin3904100% (2)
- Design of Gearbox (Speed Reducers) : Motor Machine Tools & Engine Road WheelsDokument19 SeitenDesign of Gearbox (Speed Reducers) : Motor Machine Tools & Engine Road WheelsSurya Prakash100% (5)
- Kisssoft Tut 015 E BevelgearDokument22 SeitenKisssoft Tut 015 E BevelgearJorge Ronald Cabrera ÑaupaNoch keine Bewertungen
- GB - T 10095.2-2008Dokument5 SeitenGB - T 10095.2-2008taghdirimNoch keine Bewertungen
- SKF Rolling Bearings InformationDokument117 SeitenSKF Rolling Bearings InformationchoongzjNoch keine Bewertungen
- Gearmanufacturing MethodsDokument9 SeitenGearmanufacturing Methodskumar pNoch keine Bewertungen
- Bevel GearDokument9 SeitenBevel GearAadil KhanNoch keine Bewertungen
- Gears - Gear EfficiencyDokument4 SeitenGears - Gear Efficiencyavinashchauhan2695Noch keine Bewertungen
- Reverse Engineering of Spur GearDokument4 SeitenReverse Engineering of Spur GearInaamNoch keine Bewertungen
- Rack and Pinion Gears InformationDokument6 SeitenRack and Pinion Gears InformationifyNoch keine Bewertungen
- Transmission System of Gear BoxDokument86 SeitenTransmission System of Gear BoxAmit Kumar Uke100% (4)
- Lecture - 3 - SHAFT DESIGNDokument48 SeitenLecture - 3 - SHAFT DESIGNHammad RazaNoch keine Bewertungen
- Prepared By:-Sumesh Vijayan 08626 GDokument22 SeitenPrepared By:-Sumesh Vijayan 08626 GSumesh Vijayan0% (1)
- Gears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedDokument35 SeitenGears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedsyampnaiduNoch keine Bewertungen
- Planetary GearingDokument68 SeitenPlanetary Gearingrelbuhm100% (3)
- Gears, Splines, and Serrations: Unit 24Dokument8 SeitenGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Multi-Motor DrivesDokument6 SeitenMulti-Motor DrivessriabolfazlNoch keine Bewertungen
- Extreme Dynamics On Electronic Cam Linear DriveDokument8 SeitenExtreme Dynamics On Electronic Cam Linear Drivepacojones8Noch keine Bewertungen
- Distributed Motion ControlDokument6 SeitenDistributed Motion ControlzoltanskaNoch keine Bewertungen
- Multi-Stage PWM DC Servo Motor Control: SugiyamaDokument5 SeitenMulti-Stage PWM DC Servo Motor Control: SugiyamaLandung AntoroNoch keine Bewertungen
- Active Magnetic Bearings For Frictionless Rotating Machineries by Joga Dharma SetiawanDokument6 SeitenActive Magnetic Bearings For Frictionless Rotating Machineries by Joga Dharma SetiawanNikkizGogasNoch keine Bewertungen
- Advanced CFD Tools For Multi-Stage Turbine Analysis: AlgebraicDokument12 SeitenAdvanced CFD Tools For Multi-Stage Turbine Analysis: AlgebraicEr M HnNoch keine Bewertungen
- Archive of SID: Performance Analysis of A Cost Effective 4-Switch 3-Phase Inverter Fed IM DriveDokument6 SeitenArchive of SID: Performance Analysis of A Cost Effective 4-Switch 3-Phase Inverter Fed IM DrivePranav VyasNoch keine Bewertungen
- Blue Prism Data Sheet - Provisioning A Blue Prism Database ServerDokument5 SeitenBlue Prism Data Sheet - Provisioning A Blue Prism Database Serverreddy_vemula_praveenNoch keine Bewertungen
- The Use of Air Cooled Heat Exchangers in Mechanical Seal Piping Plans - SnyderDokument7 SeitenThe Use of Air Cooled Heat Exchangers in Mechanical Seal Piping Plans - SnyderJaime Ocampo SalgadoNoch keine Bewertungen
- Elements of ArtDokument1 SeiteElements of Artsamson8cindy8louNoch keine Bewertungen
- Agco Serie 800 PDFDokument24 SeitenAgco Serie 800 PDFJohnny VargasNoch keine Bewertungen
- GT-N7100-Full Schematic PDFDokument67 SeitenGT-N7100-Full Schematic PDFprncha86% (7)
- The Construction of Optimal Portfolio Using Sharpe's Single Index Model - An Empirical Study On Nifty Metal IndexDokument9 SeitenThe Construction of Optimal Portfolio Using Sharpe's Single Index Model - An Empirical Study On Nifty Metal IndexRevanKumarBattuNoch keine Bewertungen
- Principals' Leadership Styles and Student Academic Performance in Secondary Schools in Ekiti State, NigeriaDokument12 SeitenPrincipals' Leadership Styles and Student Academic Performance in Secondary Schools in Ekiti State, NigeriaiqraNoch keine Bewertungen
- IMS Objectives Targets 2Dokument2 SeitenIMS Objectives Targets 2FaridUddin Ahmed100% (3)
- Benevisión N15 Mindray Service ManualDokument123 SeitenBenevisión N15 Mindray Service ManualSulay Avila LlanosNoch keine Bewertungen
- Theory GraphDokument23 SeitenTheory GraphArthur CarabioNoch keine Bewertungen
- CT SizingDokument62 SeitenCT SizingMohamed TalebNoch keine Bewertungen
- LM74680 Fasson® Fastrans NG Synthetic PE (ST) / S-2050/ CK40Dokument2 SeitenLM74680 Fasson® Fastrans NG Synthetic PE (ST) / S-2050/ CK40Nishant JhaNoch keine Bewertungen
- Android Developer PDFDokument2 SeitenAndroid Developer PDFDarshan ChakrasaliNoch keine Bewertungen
- PR KehumasanDokument14 SeitenPR KehumasanImamNoch keine Bewertungen
- 8.ZXSDR B8200 (L200) Principle and Hardware Structure Training Manual-45Dokument45 Seiten8.ZXSDR B8200 (L200) Principle and Hardware Structure Training Manual-45mehdi_mehdiNoch keine Bewertungen
- of Thesis ProjectDokument2 Seitenof Thesis ProjectmoonNoch keine Bewertungen
- The JHipster Mini Book 2Dokument129 SeitenThe JHipster Mini Book 2tyulist100% (1)
- Project Scheduling and TrackingDokument47 SeitenProject Scheduling and TrackingArun VinodhNoch keine Bewertungen
- Chapter 13 Exercises With AnswerDokument5 SeitenChapter 13 Exercises With AnswerTabitha HowardNoch keine Bewertungen
- Lesson 6 ComprogDokument25 SeitenLesson 6 ComprogmarkvillaplazaNoch keine Bewertungen
- User Manual For Speed Control of BLDC Motor Using DspicDokument12 SeitenUser Manual For Speed Control of BLDC Motor Using DspicTrung TrựcNoch keine Bewertungen
- Lesson 5 Designing and Developing Social AdvocacyDokument27 SeitenLesson 5 Designing and Developing Social Advocacydaniel loberizNoch keine Bewertungen
- PED003Dokument1 SeitePED003ely mae dag-umanNoch keine Bewertungen
- CAT 320D2: Hydraulic ExcavatorDokument5 SeitenCAT 320D2: Hydraulic Excavatorhydeer 13Noch keine Bewertungen
- Pt3 English Module 2018Dokument63 SeitenPt3 English Module 2018Annie Abdul Rahman50% (4)
- FAMOUS PP Past TenseDokument21 SeitenFAMOUS PP Past Tenseme me kyawNoch keine Bewertungen
- Introduction-: Microprocessor 68000Dokument13 SeitenIntroduction-: Microprocessor 68000margyaNoch keine Bewertungen
- Farmer Producer Companies in OdishaDokument34 SeitenFarmer Producer Companies in OdishaSuraj GantayatNoch keine Bewertungen
- CH 1 - Democracy and American PoliticsDokument9 SeitenCH 1 - Democracy and American PoliticsAndrew Philip ClarkNoch keine Bewertungen
- History of The Sikhs by Major Henry Cour PDFDokument338 SeitenHistory of The Sikhs by Major Henry Cour PDFDr. Kamalroop SinghNoch keine Bewertungen
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Von EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Noch keine Bewertungen
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsVon EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNoch keine Bewertungen
- Certified Solidworks Professional Advanced Weldments Exam PreparationVon EverandCertified Solidworks Professional Advanced Weldments Exam PreparationBewertung: 5 von 5 Sternen5/5 (1)
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesVon EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesBewertung: 4 von 5 Sternen4/5 (4)
- SolidWorks 2015 Learn by doing-Part 1Von EverandSolidWorks 2015 Learn by doing-Part 1Bewertung: 4.5 von 5 Sternen4.5/5 (11)