Das könnte Ihnen auch gefallen
- A Method For Obtaining and Analyzing Sensitivity DataDokument20 SeitenA Method For Obtaining and Analyzing Sensitivity Datatetay javier100% (1)
- ASTM C1421 - 10 Standard Methods For Determination of Toughness of CeramicsDokument31 SeitenASTM C1421 - 10 Standard Methods For Determination of Toughness of CeramicslubsalvianoNoch keine Bewertungen
- A Comparison of Laboratory Abrasion and Field Wear ResultsDokument11 SeitenA Comparison of Laboratory Abrasion and Field Wear ResultschrisnnnNoch keine Bewertungen
- Astm STPDokument1 SeiteAstm STPMasood AlamNoch keine Bewertungen
- 25 Macro Micro ExaminationDokument14 Seiten25 Macro Micro ExaminationAdhanom G.100% (1)
- Standard Test Method For Short Rod Fracture Toughness of Cemented CarbidesDokument8 SeitenStandard Test Method For Short Rod Fracture Toughness of Cemented CarbidesJohan GómezNoch keine Bewertungen
- Acceptance Criteria For Corrosion Resistance of Medical Devices - Statistical Analysis of Nitinol Pitting in in Vivo EnvironmentsDokument14 SeitenAcceptance Criteria For Corrosion Resistance of Medical Devices - Statistical Analysis of Nitinol Pitting in in Vivo EnvironmentsGennady Kozyukin100% (1)
- Trim Material Valve PlugDokument4 SeitenTrim Material Valve Plugalexmontell100% (1)
- Mini Project 1Dokument16 SeitenMini Project 1SadikAhmedNoch keine Bewertungen
- F1160 1479757-1Dokument8 SeitenF1160 1479757-1Thaweekarn ChangthongNoch keine Bewertungen
- Astm F 136 - 02Dokument6 SeitenAstm F 136 - 02Marcos Verissimo Juca de PaulaNoch keine Bewertungen
- Vickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForDokument8 SeitenVickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForAndres Cantillo S.Noch keine Bewertungen
- Norma ASTM E415 15 PDFDokument11 SeitenNorma ASTM E415 15 PDFCarlos VivesNoch keine Bewertungen
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Dokument5 SeitenMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNoch keine Bewertungen
- 1757 1988Dokument4 Seiten1757 1988Ramesh BNoch keine Bewertungen
- Sample Qap For NpcilDokument2 SeitenSample Qap For NpcilSuKHjiT SiNGhNoch keine Bewertungen
- Astm e 572 Rev A 2002 e 2006 R 2006Dokument10 SeitenAstm e 572 Rev A 2002 e 2006 R 2006Jorge ToribioNoch keine Bewertungen
- Microindentation Hardness of Materials: Standard Test Method ForDokument40 SeitenMicroindentation Hardness of Materials: Standard Test Method ForGian RemundiniNoch keine Bewertungen
- An Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicDokument12 SeitenAn Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicsaatehNoch keine Bewertungen
- A255-10 (2014) Standard Test Methods For Determining Hardenability of SteelDokument26 SeitenA255-10 (2014) Standard Test Methods For Determining Hardenability of SteelMohammed HilalNoch keine Bewertungen
- Report Failure STUB-rev-00Dokument38 SeitenReport Failure STUB-rev-00JORGE CAICEDONoch keine Bewertungen
- Astm C133Dokument6 SeitenAstm C133Teddy HariyantoNoch keine Bewertungen
- C 561Dokument2 SeitenC 561Asep TheaNoch keine Bewertungen
- C 467 - 14 PDFDokument2 SeitenC 467 - 14 PDFAquinoNoch keine Bewertungen
- Protective Coating and Lining Work For Power Generation FacilitiesDokument2 SeitenProtective Coating and Lining Work For Power Generation FacilitiesLuizao CabeloNoch keine Bewertungen
- Knoop and Vickers Hardness of Materials: Standard Test Method ForDokument43 SeitenKnoop and Vickers Hardness of Materials: Standard Test Method ForjorgeNoch keine Bewertungen
- A Review of Testing Methods For Thermal Spray Coatings 2014Dokument45 SeitenA Review of Testing Methods For Thermal Spray Coatings 2014Ngo BinhNoch keine Bewertungen
- Astm A455 A455m-90 (1996)Dokument2 SeitenAstm A455 A455m-90 (1996)FeteneNoch keine Bewertungen
- D4060.37296 - Taber Abraser TestDokument6 SeitenD4060.37296 - Taber Abraser TestJeremyNoch keine Bewertungen
- Determination of Zinc in Zinc Ores and Concentrates by Complexometric TitrimetryDokument4 SeitenDetermination of Zinc in Zinc Ores and Concentrates by Complexometric TitrimetryROHITNoch keine Bewertungen
- Reduction of Unforged Bar Bulb in Engine Valve ManufacturingDokument6 SeitenReduction of Unforged Bar Bulb in Engine Valve ManufacturingSurajNoch keine Bewertungen
- Gaseous NitridingDokument139 SeitenGaseous NitridingPaulo OliveiraNoch keine Bewertungen
- Notched Bar Impact Testing of Metallic Materials: Standard Test Methods ForDokument26 SeitenNotched Bar Impact Testing of Metallic Materials: Standard Test Methods ForJimmy MontalvanNoch keine Bewertungen
- A426A426MDokument5 SeitenA426A426Msandeep acharNoch keine Bewertungen
- B 92 - B 92M - 11Dokument3 SeitenB 92 - B 92M - 11phaindikaNoch keine Bewertungen
- D2990 01Dokument20 SeitenD2990 01alifaramarzNoch keine Bewertungen
- STP1165 Eb.1415051 1 PDFDokument450 SeitenSTP1165 Eb.1415051 1 PDFpaola100% (1)
- The Impact Resistance of Composite Materials PDFDokument16 SeitenThe Impact Resistance of Composite Materials PDFSergio A. Ardila ParraNoch keine Bewertungen
- Production and Evaluation of Field Metallographic Replicas: Standard Practice ForDokument6 SeitenProduction and Evaluation of Field Metallographic Replicas: Standard Practice Forcatalina mazoNoch keine Bewertungen
- Circumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateDokument5 SeitenCircumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateSinan ChenNoch keine Bewertungen
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDokument8 SeitenTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965Noch keine Bewertungen
- Comaparação A572 G50-A992Dokument4 SeitenComaparação A572 G50-A992Tiago CastelaniNoch keine Bewertungen
- B 863 PDFDokument5 SeitenB 863 PDFGrato Jr SingcoNoch keine Bewertungen
- ASTM E384-Standard Test Method For Microindentation Hardness of MaterialsDokument40 SeitenASTM E384-Standard Test Method For Microindentation Hardness of MaterialsNestor Leonardo Ayasta LevanoNoch keine Bewertungen
- Astm e 1251-2007Dokument10 SeitenAstm e 1251-2007Dina Pradina0% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDokument3 SeitenSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- Thermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesDokument7 SeitenThermal EMF Test of Single Thermoelement Materials by Comparison With A Reference Thermoelement of Similar EMF-Temperature PropertiesQualityNoch keine Bewertungen
- Plane Strain Fracture Toughness Data Handbook For MetalsDokument92 SeitenPlane Strain Fracture Toughness Data Handbook For Metalsmp87_ing100% (2)
- Raw vs. Part Heat Treatments - What Is The Difference.Dokument4 SeitenRaw vs. Part Heat Treatments - What Is The Difference.skluxNoch keine Bewertungen
- Determining Volume Fraction by Systematic Manual Point CountDokument7 SeitenDetermining Volume Fraction by Systematic Manual Point CountRahmat Ramadhan Pasaribu100% (1)
- ASTM C133 Test Methods For Cold Crushing Strength and Modulus of Rupture of RefractoriesDokument1 SeiteASTM C133 Test Methods For Cold Crushing Strength and Modulus of Rupture of RefractoriesAmanda Ariesta Aprilia0% (2)
- B 900 - 99 - QjkwmaDokument12 SeitenB 900 - 99 - QjkwmaLuis AndradeNoch keine Bewertungen
- JSG 0116-1996Dokument158 SeitenJSG 0116-1996Loknath MathnikarNoch keine Bewertungen
- ASTM D 1186 Pelicula SecaDokument3 SeitenASTM D 1186 Pelicula SecaFelipe montana100% (1)
- Astm E1558.24503Dokument13 SeitenAstm E1558.24503Juan Shevchenko100% (1)
- C633 617621-1 PDFDokument8 SeitenC633 617621-1 PDFAmy BurnsNoch keine Bewertungen
- Standard Test Method For Adhesion or Cohesion Strength of Thermal Spray CoatingsDokument8 SeitenStandard Test Method For Adhesion or Cohesion Strength of Thermal Spray CoatingsAkash PatelNoch keine Bewertungen
- F1044 1479757-1Dokument5 SeitenF1044 1479757-1Thaweekarn ChangthongNoch keine Bewertungen
- ASTM C 633 Adhesion or Cohesion Strength of Thermal Spray Coatings1Dokument8 SeitenASTM C 633 Adhesion or Cohesion Strength of Thermal Spray Coatings1Jose GasparNoch keine Bewertungen
- Astm C633 01Dokument3 SeitenAstm C633 01Krisna Hutomo Aditya (ETSI)Noch keine Bewertungen
- Usage of D6T-44L - 8L - 1A Thermal SensorDokument23 SeitenUsage of D6T-44L - 8L - 1A Thermal SensorEduardo ggNoch keine Bewertungen
- VMware Site Recovery Manager (SRM) 5.0 Step by Step Setup GuideDokument110 SeitenVMware Site Recovery Manager (SRM) 5.0 Step by Step Setup Guidehj192837Noch keine Bewertungen
- NAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Dokument50 SeitenNAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Shaheryar KhanNoch keine Bewertungen
- Time of Setting of Hydraulic Cement by Vicat NeedleDokument6 SeitenTime of Setting of Hydraulic Cement by Vicat NeedleAbdullah TrwanshyNoch keine Bewertungen
- 3.5 Dump Valve PDFDokument5 Seiten3.5 Dump Valve PDFBaciu NicolaeNoch keine Bewertungen
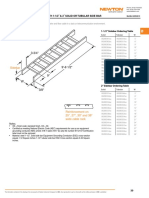
- Newton B CableRackDokument48 SeitenNewton B CableRackjuliocastNoch keine Bewertungen
- Cooling Load Pasig GymnasiumDokument62 SeitenCooling Load Pasig GymnasiumHenry San PedroNoch keine Bewertungen
- Gl300a 20180718Dokument2 SeitenGl300a 20180718Essam AhmedNoch keine Bewertungen
- FU2185011009 Description PICO With Bayonet Connector ENDokument10 SeitenFU2185011009 Description PICO With Bayonet Connector ENDonny Wierya pratamaNoch keine Bewertungen
- Understanding The Harmony Information in The Preset DisplayDokument2 SeitenUnderstanding The Harmony Information in The Preset DisplaymileroNoch keine Bewertungen
- Evaporador Alfa Laval PDFDokument26 SeitenEvaporador Alfa Laval PDFcarlos342asd100% (2)
- Black Box Software Testing: Introduction To Test DocumentationDokument29 SeitenBlack Box Software Testing: Introduction To Test DocumentationMohamed SaleemNoch keine Bewertungen
- Practical Organic BookDokument148 SeitenPractical Organic Bookliang102009Noch keine Bewertungen
- VGP - Book1Dokument94 SeitenVGP - Book1Chirag DesaiNoch keine Bewertungen
- Liebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDokument4 SeitenLiebherr Hydraulic Components For Heavy Duty On Highway Engines Application Flyer Es WebDaniel Castillo PeñaNoch keine Bewertungen
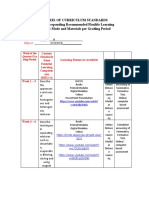
- Matrix of Curriculum Standards With Corresponding Recommended Flexible Learning Delivery Mode and Materials Per Grading PeriodDokument2 SeitenMatrix of Curriculum Standards With Corresponding Recommended Flexible Learning Delivery Mode and Materials Per Grading PeriodNora HerreraNoch keine Bewertungen
- LBS SchneiderDokument20 SeitenLBS SchneiderTien Dang ThanhNoch keine Bewertungen
- Design and Build Contract TemplateDokument9 SeitenDesign and Build Contract TemplateAlexanderNoch keine Bewertungen
- Guide To Single Point Moorings Old PDFDokument456 SeitenGuide To Single Point Moorings Old PDFsarifin100% (1)
- Fighting To Win - Tank in Australian ArmyDokument38 SeitenFighting To Win - Tank in Australian ArmyLeo Purdy100% (1)
- PowerLogic ION 8600 Product Part Number Guide 052006Dokument2 SeitenPowerLogic ION 8600 Product Part Number Guide 052006Magistra AkbarNoch keine Bewertungen
- GLR EstimateDokument2 SeitenGLR EstimateanbujeNoch keine Bewertungen
- IMAC XXVII Conf s22p008 Automated Estimation Aircrafts Center Gravity Using Static DynamicDokument10 SeitenIMAC XXVII Conf s22p008 Automated Estimation Aircrafts Center Gravity Using Static DynamicatommotaNoch keine Bewertungen
- Report Torsion TestDokument27 SeitenReport Torsion TestCherif ChokeirNoch keine Bewertungen
- Sintech Pumps For Sugar Processing PlantDokument18 SeitenSintech Pumps For Sugar Processing Plantsahildhingra100% (2)
- InFocus Thunder Speakerphone DatasheetDokument2 SeitenInFocus Thunder Speakerphone Datasheetpinke01Noch keine Bewertungen
- Case/Duct System (Automobile)Dokument7 SeitenCase/Duct System (Automobile)Tran xuan ThuyNoch keine Bewertungen
- Road Note 06Dokument32 SeitenRoad Note 06hessian123Noch keine Bewertungen