Das könnte Ihnen auch gefallen
- AssemblageDokument74 SeitenAssemblageKKDPNoch keine Bewertungen
- Boulons Dans Le BatimentDokument14 SeitenBoulons Dans Le BatimentAnonymous FBFoaVMuNoch keine Bewertungen
- Fiche 13 - Charpente Industrielle 2020Dokument8 SeitenFiche 13 - Charpente Industrielle 2020Frankie KowaNoch keine Bewertungen
- DS CM GCV2 2019 2020Dokument2 SeitenDS CM GCV2 2019 2020douoNoch keine Bewertungen
- Sélection de Récapitulatifs MUR 02Dokument10 SeitenSélection de Récapitulatifs MUR 02Bouaya oussamaNoch keine Bewertungen
- CH 4 Structure 2Dokument25 SeitenCH 4 Structure 2faty brddNoch keine Bewertungen
- Chapitre 1 LIC 3Dokument14 SeitenChapitre 1 LIC 3Marie NDOURNoch keine Bewertungen
- Estimation Des Pression Actives Sur Les Murs de SoutenementDokument145 SeitenEstimation Des Pression Actives Sur Les Murs de Soutenementaqwxszedc01Noch keine Bewertungen
- Resistance D'un Encastrement de Poutre Sur Poteau Par PlatineDokument9 SeitenResistance D'un Encastrement de Poutre Sur Poteau Par PlatineArt ScenoNoch keine Bewertungen
- Cours 3-CTN 318Dokument62 SeitenCours 3-CTN 318sbahadaNoch keine Bewertungen
- Chapitre 3 Partie 1Dokument40 SeitenChapitre 3 Partie 1rgh45Noch keine Bewertungen
- CM Deversement Elastique Construction Metallique GaleaDokument25 SeitenCM Deversement Elastique Construction Metallique GaleaNassim MthNoch keine Bewertungen
- Chap2 Cm2 Suptp 2022Dokument23 SeitenChap2 Cm2 Suptp 2022Elhadji Mayacine Nguirane100% (1)
- Correction D'examen Final CMDokument2 SeitenCorrection D'examen Final CMCara mellaNoch keine Bewertungen
- FONDATIONDokument45 SeitenFONDATIONHou AriNoch keine Bewertungen
- Aciers Construction PresentationDokument8 SeitenAciers Construction Presentationmohamed0167Noch keine Bewertungen
- Chapitre 1 GénéralitéDokument14 SeitenChapitre 1 GénéralitéOuleydiNoch keine Bewertungen
- 1 Conception Des Structures en AcierDokument47 Seiten1 Conception Des Structures en AcierHajar OhmadNoch keine Bewertungen
- Projet Tuteuré: M. Masson-M.AubernonDokument23 SeitenProjet Tuteuré: M. Masson-M.Aubernonapi-639697632Noch keine Bewertungen
- 1 PDFDokument21 Seiten1 PDFgonNoch keine Bewertungen
- Diapos APKDokument65 SeitenDiapos APKFarahNoch keine Bewertungen
- EX 7-10 Eléments Comprimés Et FléchisDokument10 SeitenEX 7-10 Eléments Comprimés Et FléchisLahlou DahmaniNoch keine Bewertungen
- OM - Contrôle 2014 - Correction - VBDokument8 SeitenOM - Contrôle 2014 - Correction - VBMarioNoch keine Bewertungen
- Cours MXG6 2016-17 EnligneDokument29 SeitenCours MXG6 2016-17 EnligneLounès Tarzalt100% (1)
- Les PontsDokument47 SeitenLes PontsÖthmànè BencheikhNoch keine Bewertungen
- RapportDokument28 SeitenRapportAnonymous jZJkoLNoch keine Bewertungen
- Aaa RMChap3 (Traction) ExSup PDFDokument6 SeitenAaa RMChap3 (Traction) ExSup PDFTriki BilelNoch keine Bewertungen
- Ebedd 0 DD 0 B 5 Ee 99Dokument10 SeitenEbedd 0 DD 0 B 5 Ee 99api-639697632Noch keine Bewertungen
- Membrures Comprimes PDFDokument21 SeitenMembrures Comprimes PDFMohamed IdmaneNoch keine Bewertungen
- Cours MXG4 2018-19 EnligneDokument59 SeitenCours MXG4 2018-19 Enligneloumed16Noch keine Bewertungen
- CH 06 Les Assemblages Soudés Sayeh 2018Dokument10 SeitenCH 06 Les Assemblages Soudés Sayeh 2018Ni NouchaNoch keine Bewertungen
- Exercice 1Dokument10 SeitenExercice 1Abdrzk ChkriNoch keine Bewertungen
- ENPC - Procedes Generaux de ConstructionDokument73 SeitenENPC - Procedes Generaux de Constructionstruc-engNoch keine Bewertungen
- Cours PDFDokument260 SeitenCours PDFDimitri NtimbaneNoch keine Bewertungen
- Résistance Des ÉlémentsDokument7 SeitenRésistance Des Élémentsaams_sNoch keine Bewertungen
- Assemblages Sous Chargement StatiqueDokument21 SeitenAssemblages Sous Chargement StatiquemlamourNoch keine Bewertungen
- 2 Ec01 Ec0Dokument121 Seiten2 Ec01 Ec0Fayza BELOUAFINoch keine Bewertungen
- Ccma 97 Et Ec3 Pot Flechis Et CompDokument63 SeitenCcma 97 Et Ec3 Pot Flechis Et Compbrrakoto9094Noch keine Bewertungen
- Cours CM CGV2Dokument138 SeitenCours CM CGV2sahar omraneNoch keine Bewertungen
- 6 Pieds de PoteauxDokument4 Seiten6 Pieds de Poteauxعہبد الہحہلہيہمNoch keine Bewertungen
- Iosis Ec3 1 8 A PDFDokument135 SeitenIosis Ec3 1 8 A PDFAmineNoch keine Bewertungen
- CHEC - OM - Application N°3 - Etude de La Connexion - VDDokument12 SeitenCHEC - OM - Application N°3 - Etude de La Connexion - VDMarioNoch keine Bewertungen
- 2011 12 Stabilite Laterale Des Pannes Et Lisses de Bardage1 PDFDokument7 Seiten2011 12 Stabilite Laterale Des Pannes Et Lisses de Bardage1 PDFMohamed Zakaria ZaidiNoch keine Bewertungen
- 4 MDC AcierDokument100 Seiten4 MDC AcierD ZabotaNoch keine Bewertungen
- Polycopie Final CMIDokument124 SeitenPolycopie Final CMIzouhirNoch keine Bewertungen
- Charpente MétaliqueDokument9 SeitenCharpente MétaliqueH-a HichemNoch keine Bewertungen
- Thèse Comparaison Entre Le CM66 Et LDokument208 SeitenThèse Comparaison Entre Le CM66 Et LCastiglianoNoch keine Bewertungen
- Cours AssemblageDokument154 SeitenCours AssemblagesirineNoch keine Bewertungen
- 1-Chem Ba 2018 2019Dokument275 Seiten1-Chem Ba 2018 2019guessousNoch keine Bewertungen
- 537 PDFDokument69 Seiten537 PDFvsdfsd258Noch keine Bewertungen
- Poutre Non Maintenue Latéralement PDFDokument12 SeitenPoutre Non Maintenue Latéralement PDFzango19Noch keine Bewertungen
- B7chapitre11 PDFDokument27 SeitenB7chapitre11 PDFHorri HamzaNoch keine Bewertungen
- Calcul de Structure Chap 4 Archi 3%Dokument84 SeitenCalcul de Structure Chap 4 Archi 3%joelboyom601Noch keine Bewertungen
- L'aluminium Dans Le BTPDokument22 SeitenL'aluminium Dans Le BTPSamer BousabaNoch keine Bewertungen
- Examen Session Rattrapage CM Et CAC GCV2 2020 2021Dokument3 SeitenExamen Session Rattrapage CM Et CAC GCV2 2020 2021douoNoch keine Bewertungen
- TP3 CM Introduction IGIDokument64 SeitenTP3 CM Introduction IGIAYYOUB ESSAKKAKINoch keine Bewertungen
- ENSIT Les Assemblages MecaniquesDokument8 SeitenENSIT Les Assemblages MecaniquesIheb KahouachNoch keine Bewertungen
- 1a04fr Acier Au Carbone D'usage Courant, Destiné Au Forage PDFDokument13 Seiten1a04fr Acier Au Carbone D'usage Courant, Destiné Au Forage PDFMehdi SalahNoch keine Bewertungen
- Traité d'économétrie financière: Modélisation financièreVon EverandTraité d'économétrie financière: Modélisation financièreNoch keine Bewertungen
- CONSIGNES DE SÉCURITÉ Plasma FrenchDokument4 SeitenCONSIGNES DE SÉCURITÉ Plasma FrenchJohakim974Noch keine Bewertungen
- Fiscalite Du Costa Rica 2015Dokument5 SeitenFiscalite Du Costa Rica 2015Johakim974100% (1)
- TP Soudage1Dokument11 SeitenTP Soudage1Johakim974Noch keine Bewertungen
- MS - HPSM - HPS - Sécurité Soudage - V1 PDFDokument10 SeitenMS - HPSM - HPS - Sécurité Soudage - V1 PDFJohakim974Noch keine Bewertungen
- Securité SoudageDokument121 SeitenSecurité SoudageJohakim974Noch keine Bewertungen
- Décret N° 2002-1554 Du 24 Décembre 2002 D2002-1554Dokument2 SeitenDécret N° 2002-1554 Du 24 Décembre 2002 D2002-1554Johakim974Noch keine Bewertungen
- Les Assemblages PDFDokument5 SeitenLes Assemblages PDFJohakim974Noch keine Bewertungen
- Soudage OxyacetyleniqueDokument30 SeitenSoudage OxyacetyleniqueJohakim974Noch keine Bewertungen
- Circulaire N1-2012Dokument3 SeitenCirculaire N1-2012Johakim974Noch keine Bewertungen
- Adh Telereg PDFDokument1 SeiteAdh Telereg PDFJohakim974Noch keine Bewertungen
- Arrêté Du 8 Juillet 2003 Relatif À La Signalisation de Sécurité Et de Santé Au Travail 8-07-03Dokument3 SeitenArrêté Du 8 Juillet 2003 Relatif À La Signalisation de Sécurité Et de Santé Au Travail 8-07-03Johakim974Noch keine Bewertungen
- Guide de Bonne PratiqueDokument96 SeitenGuide de Bonne PratiqueJohakim974Noch keine Bewertungen
- Cours MS Excel 2010Dokument104 SeitenCours MS Excel 2010OTHMAN32Noch keine Bewertungen
- QW 5229Dokument6 SeitenQW 5229Johakim974Noch keine Bewertungen
- Réglementation de Sécurité Pour Les Pipelines À Hydrocarbures Liquides Ou Liquéfiés PDFDokument37 SeitenRéglementation de Sécurité Pour Les Pipelines À Hydrocarbures Liquides Ou Liquéfiés PDFhamza2085Noch keine Bewertungen
- Guide GESIP - Risques Depot Liquid Inflam 2008Dokument171 SeitenGuide GESIP - Risques Depot Liquid Inflam 2008Johakim974Noch keine Bewertungen
- Fiscalite Du Costa Rica 2015Dokument5 SeitenFiscalite Du Costa Rica 2015Johakim974100% (1)
- Starting-A-business CR Comparatif Nbre Temps ProcéduresDokument12 SeitenStarting-A-business CR Comparatif Nbre Temps ProcéduresJohakim974Noch keine Bewertungen
- Fiscalité Au CR (2009)Dokument3 SeitenFiscalité Au CR (2009)Johakim974Noch keine Bewertungen
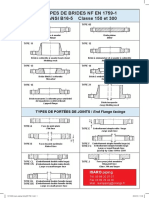
- Types de Brides NF en 1759-1Dokument2 SeitenTypes de Brides NF en 1759-1Johakim974Noch keine Bewertungen
- Fiche 1 Classement Des Liquides InflammablesDokument9 SeitenFiche 1 Classement Des Liquides InflammablesJohakim974Noch keine Bewertungen
- Évaluation Du Coef Cient de Débit Et Du Diamètre de PassageDokument8 SeitenÉvaluation Du Coef Cient de Débit Et Du Diamètre de PassageJohakim974Noch keine Bewertungen
- Reglementation LevageDokument16 SeitenReglementation Levagemail_younes6592Noch keine Bewertungen
- DAHIR 1953 Reglementation VapeurDokument29 SeitenDAHIR 1953 Reglementation VapeurJohakim974Noch keine Bewertungen
- Rubrique 1432. Stockage en Réservoirs Manufacturés de Liquides InflammablesDokument2 SeitenRubrique 1432. Stockage en Réservoirs Manufacturés de Liquides InflammablesJohakim974Noch keine Bewertungen
- Decret Relatif A La Protection Contre Les RXDokument22 SeitenDecret Relatif A La Protection Contre Les RXRachidNoch keine Bewertungen
- Synthese Obligations Sécurité Levage MarocDokument1 SeiteSynthese Obligations Sécurité Levage MarocJohakim974Noch keine Bewertungen
- Conversion Des UnitésDokument19 SeitenConversion Des UnitésJohakim974Noch keine Bewertungen
- User Manual HDM EC122Dokument30 SeitenUser Manual HDM EC122Johakim974Noch keine Bewertungen
- Glossaire PortuaireDokument7 SeitenGlossaire PortuaireRIHANI Mohamed100% (2)
- Vents Du LémanDokument8 SeitenVents Du LémandanielbouwmeesterNoch keine Bewertungen
- CaféineDokument7 SeitenCaféinehocine bariNoch keine Bewertungen
- Barrages Emna GargouriDokument89 SeitenBarrages Emna GargourimiheinnouNoch keine Bewertungen
- Module 3 Comptabilité Stocks Cas PratiquesDokument3 SeitenModule 3 Comptabilité Stocks Cas PratiquesYounes Zoubir0% (1)
- Fiche Technique DLU Design Et Pilotage Des Processus de La Logistique Et Des TransportsDokument2 SeitenFiche Technique DLU Design Et Pilotage Des Processus de La Logistique Et Des TransportsboukirNoch keine Bewertungen
- TH4215Dokument269 SeitenTH4215Anouar HaffafNoch keine Bewertungen
- Chapitre 4 Partie 1Dokument21 SeitenChapitre 4 Partie 1MzoughiNoch keine Bewertungen
- Ton Journal de Coaching de VieDokument20 SeitenTon Journal de Coaching de ViehermacehounyeNoch keine Bewertungen
- 4eme - T13 - Activité 2Dokument2 Seiten4eme - T13 - Activité 2Ilan LenetteNoch keine Bewertungen
- TD 4Dokument2 SeitenTD 4hdjs5Noch keine Bewertungen
- TD2 ArchitectureDokument10 SeitenTD2 ArchitecturemezghaniNoch keine Bewertungen
- Limites Géographique de La DRF-ANNABADokument1 SeiteLimites Géographique de La DRF-ANNABAbelgo007Noch keine Bewertungen
- Caracteristiques Cisailles Guillotines HGA HGNDokument1 SeiteCaracteristiques Cisailles Guillotines HGA HGNkacem_387504731Noch keine Bewertungen
- C10Chim - Esterification - Hydrolyse - Equilibre - Exos - Fischer - 2 PDFDokument7 SeitenC10Chim - Esterification - Hydrolyse - Equilibre - Exos - Fischer - 2 PDFAzizElheniNoch keine Bewertungen
- Conventional Boiler Brochure FRDokument4 SeitenConventional Boiler Brochure FRAbdo GrandayzerNoch keine Bewertungen
- Droites Remarquables Du TriangleDokument2 SeitenDroites Remarquables Du TriangleHamid Hamza100% (1)
- Solutions Serie 03 Deformations Des SolsDokument19 SeitenSolutions Serie 03 Deformations Des Solszakaria ziko ZNoch keine Bewertungen
- Cartes Mentales SONSDokument11 SeitenCartes Mentales SONSMaryse Dechoz100% (1)
- Evaluation Des StocksDokument24 SeitenEvaluation Des StocksSoulaiman HarrakNoch keine Bewertungen
- Rapport Principal FinalDokument111 SeitenRapport Principal FinalBabii TihouNoch keine Bewertungen
- Raison Humaine Et Intelligence Animale Dans La Philosophie GrecqueDokument13 SeitenRaison Humaine Et Intelligence Animale Dans La Philosophie GrecqueAna Maria RaducanNoch keine Bewertungen
- L'inconscientDokument2 SeitenL'inconscientMymy JordanNoch keine Bewertungen
- De La Grammaire À La LinguistiqueDokument56 SeitenDe La Grammaire À La LinguistiqueFreriza BoutahriNoch keine Bewertungen
- Profiling Et Connaissance de SoiDokument6 SeitenProfiling Et Connaissance de Soishayma MensiNoch keine Bewertungen
- Business PlanDokument26 SeitenBusiness PlanUlrich Koudjoume100% (1)
- Le Carnet de Santé, Les Vaccinations Et Le Suivi de L'enfant. Les Principaux Messages de Prévention Comité Éditorial Pédagogique de l'UVMaFDokument18 SeitenLe Carnet de Santé, Les Vaccinations Et Le Suivi de L'enfant. Les Principaux Messages de Prévention Comité Éditorial Pédagogique de l'UVMaFdomsonNoch keine Bewertungen
- Contes Amazigh: Loqman Le Bérbère (René Basset)Dokument521 SeitenContes Amazigh: Loqman Le Bérbère (René Basset)Tasedlist100% (2)
- Corrigé 000 Ep2 v2021Dokument5 SeitenCorrigé 000 Ep2 v2021preciousbenzNoch keine Bewertungen
- Book1 2010 PDFDokument25 SeitenBook1 2010 PDFfloare de coltNoch keine Bewertungen