Das könnte Ihnen auch gefallen
- Esbm5a-B 1n261-s Aa RSWDokument37 SeitenEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- Is.3469.1-3.1974 Die Steel Forging StandardDokument62 SeitenIs.3469.1-3.1974 Die Steel Forging Standardsunilbhol100% (3)
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDokument11 SeitenIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARNoch keine Bewertungen
- Is 1079 - 2009Dokument10 SeitenIs 1079 - 2009Shradha SinghaniaNoch keine Bewertungen
- Analysis of The Yokeless and Segmented Armature MachineDokument7 SeitenAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNoch keine Bewertungen
- Is 14329 1995 PDFDokument13 SeitenIs 14329 1995 PDFSriram Subramanian100% (1)
- Resistance WeldingDokument13 SeitenResistance Weldingpavithra222Noch keine Bewertungen
- JIS Fasteners Lib PDFDokument312 SeitenJIS Fasteners Lib PDFNguyễnTúSơnNoch keine Bewertungen
- Casting Porosity Acceptance Criteria for Machined Sealing SurfacesDokument8 SeitenCasting Porosity Acceptance Criteria for Machined Sealing SurfacesmaheshNoch keine Bewertungen
- Metal Forming Process and DefectsDokument7 SeitenMetal Forming Process and DefectsPradeep Kumar BowmarajuNoch keine Bewertungen
- In-Die Tapping: by Chandan Kumar H.KDokument58 SeitenIn-Die Tapping: by Chandan Kumar H.KYuvaraj YuvarajNoch keine Bewertungen
- Jis G3113 1990Dokument11 SeitenJis G3113 1990TUAN NGUYEN VANNoch keine Bewertungen
- ISO 7040 Material A4-80Dokument1 SeiteISO 7040 Material A4-80rijalharunNoch keine Bewertungen
- Types of Strippers in Press ToolingDokument18 SeitenTypes of Strippers in Press Toolingnilam100% (1)
- All About Threads PDFDokument85 SeitenAll About Threads PDFSubodhNoch keine Bewertungen
- IFI 100 Prevailing Torque LocknutsDokument7 SeitenIFI 100 Prevailing Torque LocknutsMarceloGonçalvesNoch keine Bewertungen
- Parallel Key Calculation According To DIN 6892Dokument21 SeitenParallel Key Calculation According To DIN 6892zahirshah1436923Noch keine Bewertungen
- Basic Components & Elements of Surface TopographyDokument30 SeitenBasic Components & Elements of Surface TopographyXin YuNoch keine Bewertungen
- Permaglide Glijlagers LRDokument76 SeitenPermaglide Glijlagers LRVitor GodoyNoch keine Bewertungen
- DIN 908 PlugsDokument2 SeitenDIN 908 PlugsDani Quirante Flaaut EtcNoch keine Bewertungen
- Threads - Pre-Plate Vs Post Plate Class-MetricDokument3 SeitenThreads - Pre-Plate Vs Post Plate Class-MetricNaveen MaliNoch keine Bewertungen
- Is 11498 1985Dokument8 SeitenIs 11498 1985pramod100% (1)
- SKF Lock Nuts PDFDokument22 SeitenSKF Lock Nuts PDFgrupa2904Noch keine Bewertungen
- John Deere Design, Process, and Assembly ReviewDokument33 SeitenJohn Deere Design, Process, and Assembly ReviewcucuNoch keine Bewertungen
- Is.10716.2.1999 Es ISO 2162-2Dokument14 SeitenIs.10716.2.1999 Es ISO 2162-2Oscar AsistiriNoch keine Bewertungen
- Jdma17 2Dokument8 SeitenJdma17 2qualidadesider0% (1)
- Surface Vehicle Standard: Rev. SEP1997Dokument11 SeitenSurface Vehicle Standard: Rev. SEP1997Angel HernándezNoch keine Bewertungen
- Bossard Taptite Self Tapping Screw CatalogueDokument10 SeitenBossard Taptite Self Tapping Screw CataloguepmlmkpNoch keine Bewertungen
- The Manual of Fastening EN 8100 PDFDokument106 SeitenThe Manual of Fastening EN 8100 PDFOleh SmolovyiNoch keine Bewertungen
- IS 13099 1991 ISO 5458 1987 Technical Drawings - Geometrical Tolerancing Positional Tolerancing PDFDokument14 SeitenIS 13099 1991 ISO 5458 1987 Technical Drawings - Geometrical Tolerancing Positional Tolerancing PDFleovenuNoch keine Bewertungen
- Iso 6410-3 Screw Threads Simplified Representation PDFDokument9 SeitenIso 6410-3 Screw Threads Simplified Representation PDFJorge Alonso FernandezNoch keine Bewertungen
- Is 1364 PDFDokument12 SeitenIs 1364 PDFpRAVIN0% (1)
- 2370 Ed1 ENDokument5 Seiten2370 Ed1 ENanhthoNoch keine Bewertungen
- Moment of Inertia of Stepped ShaftsDokument11 SeitenMoment of Inertia of Stepped ShaftsRakesh Nair A100% (2)
- M6x1.0x23 Long HHS Control PlanDokument2 SeitenM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsNoch keine Bewertungen
- BrassDokument1 SeiteBrassFred Duarte CaldeiraNoch keine Bewertungen
- 8400-A - External Painting & Protective CoatingsDokument19 Seiten8400-A - External Painting & Protective Coatingsamalhaj2013Noch keine Bewertungen
- FYH ZlockDokument2 SeitenFYH ZlockRodrigo Jechéla BarriosNoch keine Bewertungen
- Determination of Forming Limit Curves On ARGOMDokument58 SeitenDetermination of Forming Limit Curves On ARGOMEduardo Felippe de SouzaNoch keine Bewertungen
- External Metric ISO Thread Table Chart Sizes M20 - M55Dokument8 SeitenExternal Metric ISO Thread Table Chart Sizes M20 - M55dilipNoch keine Bewertungen
- Conversion of Degrees to Inches ChartDokument48 SeitenConversion of Degrees to Inches ChartShibnathLahiri100% (1)
- Mold and Die Casting Fit RecommendationsDokument6 SeitenMold and Die Casting Fit RecommendationsJyoti KaleNoch keine Bewertungen
- Hammer Drive ScrewDokument1 SeiteHammer Drive ScrewNisa BN QANoch keine Bewertungen
- Grease Nipple Is StandardDokument6 SeitenGrease Nipple Is StandardGanesan Thangasamy100% (1)
- GMW3359Dokument4 SeitenGMW3359lev501Noch keine Bewertungen
- ASTMB286Dokument5 SeitenASTMB286kamlesh vaishnavNoch keine Bewertungen
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Dokument52 Seiten1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangNoch keine Bewertungen
- METRIC THREADS - CHART For Higher SizesDokument2 SeitenMETRIC THREADS - CHART For Higher SizesramabhplNoch keine Bewertungen
- Circlip Dimensions PDFDokument71 SeitenCirclip Dimensions PDFBoobalan ShriNoch keine Bewertungen
- Is - 1862 - 1981Dokument5 SeitenIs - 1862 - 1981kumar QANoch keine Bewertungen
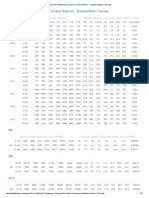
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDokument3 SeitenPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjNoch keine Bewertungen
- 11 Threadings UpdDokument33 Seiten11 Threadings UpdMarco RicardNoch keine Bewertungen
- General: According To ISO 724Dokument3 SeitenGeneral: According To ISO 724Muharrem BeyogluNoch keine Bewertungen
- Useful InfoDokument1 SeiteUseful InfoAlNoch keine Bewertungen
- Sae J755 PDFDokument1 SeiteSae J755 PDFJuniorJavier Olivo Farrera100% (1)
- Stainless Steel Flanges PDFDokument25 SeitenStainless Steel Flanges PDFhindro kusumantoNoch keine Bewertungen
- Jis Thread StandardsDokument1 SeiteJis Thread StandardsPaul Hammerstrom100% (1)
- Riken Europe Vol.01Dokument140 SeitenRiken Europe Vol.01miguelNoch keine Bewertungen
- Metric Screw Threads: Nissan Engineering StandardDokument90 SeitenMetric Screw Threads: Nissan Engineering StandardBea RiveraNoch keine Bewertungen
- Hexagon socket set screw technical dataDokument1 SeiteHexagon socket set screw technical datailo iloNoch keine Bewertungen
- Miniskaff Assembly Instructions PDFDokument2 SeitenMiniskaff Assembly Instructions PDFthailanNoch keine Bewertungen
- Hyundai spare parts catalog download/TITLEDokument2 SeitenHyundai spare parts catalog download/TITLEthailanNoch keine Bewertungen
- Miniskaff Assembly Instructions PDFDokument2 SeitenMiniskaff Assembly Instructions PDFthailanNoch keine Bewertungen
- Norma Normaquick Quick ConnectorDokument16 SeitenNorma Normaquick Quick ConnectorthailanNoch keine Bewertungen
- AMastersGuidetoContainerSecuring2ndEdition 3 PDFDokument50 SeitenAMastersGuidetoContainerSecuring2ndEdition 3 PDFthailanNoch keine Bewertungen
- Possible Frame IssueDokument10 SeitenPossible Frame IssuethailanNoch keine Bewertungen
- 2016 Mining Catalogue MASTERDokument79 Seiten2016 Mining Catalogue MASTERthailanNoch keine Bewertungen
- Bul SAE J2044 PDFDokument8 SeitenBul SAE J2044 PDFthailanNoch keine Bewertungen
- MV99 - Load Sensing VVDokument46 SeitenMV99 - Load Sensing VVthailanNoch keine Bewertungen
- Ar Industrial Catalog en 2016 WebDokument120 SeitenAr Industrial Catalog en 2016 WebthailanNoch keine Bewertungen
- Portable Repair WorkshopsDokument24 SeitenPortable Repair WorkshopsthailanNoch keine Bewertungen
- 40 Foot Container DimensionsDokument3 Seiten40 Foot Container DimensionsthailanNoch keine Bewertungen
- Unc Unf Metric Thread Chart Northwest FastenerDokument1 SeiteUnc Unf Metric Thread Chart Northwest FastenerthailanNoch keine Bewertungen
- SERIES-90 180cc SERVICE BLN-2-41695 1997-05Dokument52 SeitenSERIES-90 180cc SERVICE BLN-2-41695 1997-05thailanNoch keine Bewertungen
- HILUX Electrical Wiring Diagram GuideDokument244 SeitenHILUX Electrical Wiring Diagram Guidethailan100% (2)
- Mounting Flange HZW EngDokument2 SeitenMounting Flange HZW EngthailanNoch keine Bewertungen
- 520L0893 PDFDokument240 Seiten520L0893 PDFthailanNoch keine Bewertungen
- Alemite CatalogDokument177 SeitenAlemite CatalogthailanNoch keine Bewertungen
- Cummins Heavy Duty Product Guide PDFDokument22 SeitenCummins Heavy Duty Product Guide PDFthailanNoch keine Bewertungen
- Alemite CatalogDokument177 SeitenAlemite CatalogthailanNoch keine Bewertungen
- NPTDokument6 SeitenNPTthailanNoch keine Bewertungen
- 38 Alemite Product Catalog PDFDokument277 Seiten38 Alemite Product Catalog PDFthailanNoch keine Bewertungen
- Type of ThreadDokument13 SeitenType of ThreadVils ArabadzhievaNoch keine Bewertungen
- 3c EngDokument2 Seiten3c EngthailanNoch keine Bewertungen
- How To Identify Fluid Ports and ConnectorsDokument24 SeitenHow To Identify Fluid Ports and ConnectorsKathryn WorkmanNoch keine Bewertungen
- Ourproductconcept Eng PDFDokument8 SeitenOurproductconcept Eng PDFthailan100% (1)
- 3 o Ring Guide Issue 7 PDFDokument32 Seiten3 o Ring Guide Issue 7 PDFthailanNoch keine Bewertungen
- Dseries Eng PDFDokument3 SeitenDseries Eng PDFthailanNoch keine Bewertungen
- Mounting Flange HZW EngDokument2 SeitenMounting Flange HZW EngthailanNoch keine Bewertungen
- RoyMech - Screw Thread CalculationsDokument6 SeitenRoyMech - Screw Thread CalculationsSalahiddin AbuselmiyaNoch keine Bewertungen
- CH 8: Screws, Fasteners, and The Design of Non-Permanent JointsDokument15 SeitenCH 8: Screws, Fasteners, and The Design of Non-Permanent JointsBhuwaneshwar DahalNoch keine Bewertungen
- Technical Data: Diameter - Pitch Combinations For Class of FitDokument1 SeiteTechnical Data: Diameter - Pitch Combinations For Class of FitecavalinNoch keine Bewertungen
- ISO 965-1 ISO General Purpose Metric Screw Threads-TolerancesDokument11 SeitenISO 965-1 ISO General Purpose Metric Screw Threads-TolerancesBatNoch keine Bewertungen
- Greaves Price List MRP - W e F 23-11-2017Dokument139 SeitenGreaves Price List MRP - W e F 23-11-2017dulichand50% (2)
- Ch01 Standard Methods and PractisesDokument44 SeitenCh01 Standard Methods and PractisesUsman FarooqNoch keine Bewertungen
- Handbook: Overhaul InstructionsDokument30 SeitenHandbook: Overhaul InstructionsJacksonNoch keine Bewertungen
- Iso 68 1Dokument10 SeitenIso 68 1Kapil Enterprises BigboltnutNoch keine Bewertungen
- FZ150 Vixion NVL Fuel TankDokument3 SeitenFZ150 Vixion NVL Fuel TankmuhammadhasanibmtNoch keine Bewertungen
- 90° Anchor BoltDokument2 Seiten90° Anchor BoltJovito EdillonNoch keine Bewertungen
- High Tensile BoltsDokument5 SeitenHigh Tensile BoltssteelfaceNoch keine Bewertungen
- Iso 21670 2003 PDFDokument9 SeitenIso 21670 2003 PDFGiuseppeNoch keine Bewertungen
- Saf-T-Liner C2 Parts Reference Manual (Interior)Dokument116 SeitenSaf-T-Liner C2 Parts Reference Manual (Interior)cesarsegura57Noch keine Bewertungen
- Mounted Ball Bearings Dimensions and SpecsDokument1 SeiteMounted Ball Bearings Dimensions and SpecsLuis VallejoNoch keine Bewertungen
- ThreadsDokument11 SeitenThreadsBuddha PrakashNoch keine Bewertungen
- PC160LC 7 S N B20001 and UpDokument372 SeitenPC160LC 7 S N B20001 and UpJerônimo RafaelNoch keine Bewertungen
- NAVIGATION ECHO SOUNDER PARTSDokument19 SeitenNAVIGATION ECHO SOUNDER PARTSsamee 692Noch keine Bewertungen
- Backhoe Controls W/hand Swing, Lower Control Levers W/nonextend Dipper Used W/180378a1 Control Supp.Dokument2 SeitenBackhoe Controls W/hand Swing, Lower Control Levers W/nonextend Dipper Used W/180378a1 Control Supp.juan jesus pineda hernandezNoch keine Bewertungen
- 2 0 Engine AssemblyDokument29 Seiten2 0 Engine AssemblyMiguel Angel Santos PintadoNoch keine Bewertungen
- 9A21301 Aircraft Engineering Drawing With CADDokument9 Seiten9A21301 Aircraft Engineering Drawing With CADsivabharathamurthyNoch keine Bewertungen
- 2017 Husqvarna Pz60 Parts Book I2013 - Aaen - pz60 - 115518027bDokument28 Seiten2017 Husqvarna Pz60 Parts Book I2013 - Aaen - pz60 - 115518027bestebanNoch keine Bewertungen
- Ce Papers - 2021 - Strangh Ner - Weathering Impacts On The Tightening Behaviour of HV HR Bolting Assemblies For PreloadingDokument8 SeitenCe Papers - 2021 - Strangh Ner - Weathering Impacts On The Tightening Behaviour of HV HR Bolting Assemblies For PreloadingbalamuruganNoch keine Bewertungen
- New JACK Sewing Machine: 2013 4 Revised Edition in April, 2013Dokument51 SeitenNew JACK Sewing Machine: 2013 4 Revised Edition in April, 2013PE TruNoch keine Bewertungen
- Din 929 NutsDokument1 SeiteDin 929 NutsvpjagannaathNoch keine Bewertungen
- GE Renewal Parts: Resistor Model 17Em49U2Dokument3 SeitenGE Renewal Parts: Resistor Model 17Em49U2Rafael Dutil LucianaNoch keine Bewertungen
- 3D Printer A6 Assembly Parts List-2016-7-2 PDFDokument5 Seiten3D Printer A6 Assembly Parts List-2016-7-2 PDFAnonymous vzsPCPDF6bNoch keine Bewertungen
- CM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM VersionDokument80 SeitenCM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM Versionbasheer almetwakelNoch keine Bewertungen
- EUPEN Radiating Cables Installation Guide Ed 1Dokument24 SeitenEUPEN Radiating Cables Installation Guide Ed 1Carlos BritoNoch keine Bewertungen
- 7 - Material List - Jembatan Gantung 40 M - 2Dokument5 Seiten7 - Material List - Jembatan Gantung 40 M - 2wahyuokkNoch keine Bewertungen
- Din 13-7Dokument6 SeitenDin 13-7rajeskumarNoch keine Bewertungen