Das könnte Ihnen auch gefallen
- Ejemplo Diseño Matriz CorteDokument0 SeitenEjemplo Diseño Matriz CorteFrancs PerezNoch keine Bewertungen
- Informe-Esquemas Tipicos de ControlDokument11 SeitenInforme-Esquemas Tipicos de ControlMichael BayehNoch keine Bewertungen
- Tesis TegnologadoDokument112 SeitenTesis TegnologadoLuysyñño ChNoch keine Bewertungen
- Libro de Dibujo Tecnico o de IngenieriaDokument290 SeitenLibro de Dibujo Tecnico o de Ingenieriagrmalejandro94% (18)
- Manual de Soldadura Electrica Mig y TigDokument65 SeitenManual de Soldadura Electrica Mig y TigJosua Obando98% (57)
- Fallas EstructuralesDokument43 SeitenFallas EstructuralesLiz Zarate50% (2)
- El Sistema de Encendido Electrónico Con DistribuidorDokument3 SeitenEl Sistema de Encendido Electrónico Con DistribuidorGonzalo Castillo AquimaNoch keine Bewertungen
- Banco de Pruebas de Viscosidad - ConveDokument12 SeitenBanco de Pruebas de Viscosidad - ConvebolodeoroNoch keine Bewertungen
- Cepilladora y Limadora PresentacionDokument15 SeitenCepilladora y Limadora PresentacionDante CordNoch keine Bewertungen
- Arranque Estrella TrianguloDokument2 SeitenArranque Estrella TrianguloDavid VargasNoch keine Bewertungen
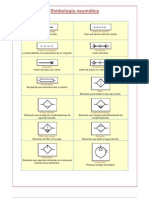
- Simbologia NeumaticaDokument17 SeitenSimbologia Neumaticavinchi53Noch keine Bewertungen
- Arranque Estrella-TrianguloDokument3 SeitenArranque Estrella-TrianguloCarlos CastroNoch keine Bewertungen
- CIZALLADODokument12 SeitenCIZALLADOFer IglesiasNoch keine Bewertungen
- MANUAL DE USO Y MANTENIMIENTO Elevador HidraulicoDokument4 SeitenMANUAL DE USO Y MANTENIMIENTO Elevador Hidraulicojuan maturinNoch keine Bewertungen
- Diseño y Construccion de Una Escarificadora de Quinua Por Via Seca en Un Flujo ContinuoDokument5 SeitenDiseño y Construccion de Una Escarificadora de Quinua Por Via Seca en Un Flujo ContinuoFiorella Herrera100% (1)
- Juntas Hidraulica TrelleborgDokument172 SeitenJuntas Hidraulica TrelleborgLuis Valenzuela100% (1)
- 4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaDokument3 Seiten4.1. - El Formato de La Hoja de Proceso. - DPMCM01. - Procesos de Mecanizado Por Arranque de VirutaOmar GarciaNoch keine Bewertungen
- Catalogo de Cadena de Transmision Mecanica para Elevador de CangilonDokument190 SeitenCatalogo de Cadena de Transmision Mecanica para Elevador de Cangilonvegamarco80100% (1)
- Curso Aceites Hidraulicos Componentes Equipo Pesado PDFDokument30 SeitenCurso Aceites Hidraulicos Componentes Equipo Pesado PDFWilder HuancachoqueNoch keine Bewertungen
- Sistema de SuspensionDokument1 SeiteSistema de SuspensionSantiago PeñafielNoch keine Bewertungen
- Práctica de Laboratorio III Soldadura OxigasDokument6 SeitenPráctica de Laboratorio III Soldadura OxigasKevin CruzNoch keine Bewertungen
- Alineacion Colineal y ParalelaDokument8 SeitenAlineacion Colineal y ParalelaRodrigo SotoNoch keine Bewertungen
- CHAVETASDokument12 SeitenCHAVETASSteeven Tutivén MoránNoch keine Bewertungen
- Mantenimiento A MotoresDokument2 SeitenMantenimiento A MotoresAdrian UlloaNoch keine Bewertungen
- Aceros y FundicionesDokument7 SeitenAceros y FundicionesPedro PizarroNoch keine Bewertungen
- 4 Cuaderno Alumno Inyeccion Motores DieselDokument7 Seiten4 Cuaderno Alumno Inyeccion Motores DieselPatricio Andres Muñoz LeivaNoch keine Bewertungen
- Tema 12 - Soldadura MIG MAGDokument96 SeitenTema 12 - Soldadura MIG MAGElmar CuellarNoch keine Bewertungen
- Informe Virutaje - AjustajeDokument17 SeitenInforme Virutaje - AjustajeMauricio BonillaNoch keine Bewertungen
- Componentes ElectroneumaticosDokument41 SeitenComponentes ElectroneumaticosJohan Roberto0% (1)
- Trabajo de FresaDokument9 SeitenTrabajo de FresaJhon CastroNoch keine Bewertungen
- Trabajo Practico Aire Comprimido - 1 2014Dokument2 SeitenTrabajo Practico Aire Comprimido - 1 2014Tcp's CenturiónNoch keine Bewertungen
- Corriente de Cortocircuito PresuntaDokument3 SeitenCorriente de Cortocircuito PresuntaLuis ToscaNoch keine Bewertungen
- Perfiles PlegadosDokument10 SeitenPerfiles PlegadosPedro Luis Choque MamaniNoch keine Bewertungen
- Diseño de Poleas y Correas TrapezoidalesDokument7 SeitenDiseño de Poleas y Correas Trapezoidalesalejandroozaeta100% (1)
- Tipos de CadenasDokument9 SeitenTipos de CadenasAntonio VazquezNoch keine Bewertungen
- Manual Inventor 2015 - Nivel 1 - LaboratorioDokument98 SeitenManual Inventor 2015 - Nivel 1 - Laboratoriomarvin candrayNoch keine Bewertungen
- Iluminación AdaptativaDokument1 SeiteIluminación AdaptativaOscar SotoNoch keine Bewertungen
- Normalización de Aceros, Soldaduras y Uniones HVDokument125 SeitenNormalización de Aceros, Soldaduras y Uniones HVElian MorantNoch keine Bewertungen
- Normas Perfil Eis-Pdm 2016Dokument17 SeitenNormas Perfil Eis-Pdm 2016Sixx Rod67% (3)
- CangilonesDokument8 SeitenCangilonesJohnny ValenciaNoch keine Bewertungen
- Proyecto Compresor 1 - 50Dokument53 SeitenProyecto Compresor 1 - 50javieraguilapi0% (1)
- Emulador Fx04 EsDokument11 SeitenEmulador Fx04 EsDerioNoch keine Bewertungen
- Transportadores de RodillosDokument5 SeitenTransportadores de RodillosHector PalmasNoch keine Bewertungen
- Investigacion CAD CAM CNCDokument35 SeitenInvestigacion CAD CAM CNCCarlos Francisco Arias100% (1)
- Estructura y Principales FresadoraDokument18 SeitenEstructura y Principales FresadoraLuis VelasquezNoch keine Bewertungen
- Guia Rapida Vacio SMCDokument104 SeitenGuia Rapida Vacio SMCMauricio NavarreteNoch keine Bewertungen
- Nte Inen - Iso 2631 Vibración Mecánica y Choque Evaluación de La Exposición Del Hombre A La Vibración PDFDokument8 SeitenNte Inen - Iso 2631 Vibración Mecánica y Choque Evaluación de La Exposición Del Hombre A La Vibración PDFJuanNoch keine Bewertungen
- INFORME-Rectificado en Superficies CilíndricasDokument22 SeitenINFORME-Rectificado en Superficies CilíndricasPatricio PilatasigNoch keine Bewertungen
- ElectroneumaticaDokument5 SeitenElectroneumaticaLuis Miguel BarrenoNoch keine Bewertungen
- Trabajo Arduino FinalDokument19 SeitenTrabajo Arduino FinalAnderson MarkNoch keine Bewertungen
- Actividades Del Módulo 7Dokument22 SeitenActividades Del Módulo 7Carlitos SalgadoNoch keine Bewertungen
- AutotransformadorDokument4 SeitenAutotransformadorJorge LopezNoch keine Bewertungen
- Daños de Válvulas y Sus Causas 52160Dokument1 SeiteDaños de Válvulas y Sus Causas 52160jairo caviedesNoch keine Bewertungen
- Angulo de AvanceDokument10 SeitenAngulo de AvanceCarlos LozadaNoch keine Bewertungen
- Práctica 5. Diagnostico de La CulataDokument13 SeitenPráctica 5. Diagnostico de La CulataVázquez Pérez CarlosNoch keine Bewertungen
- Instrumentos y Pruebas de DiagnósticoDokument48 SeitenInstrumentos y Pruebas de DiagnósticoSebastian CanalesNoch keine Bewertungen
- Motor Hibrido Antonio Sanchez PDFDokument60 SeitenMotor Hibrido Antonio Sanchez PDFAntonio SánchezNoch keine Bewertungen
- Manual de Operacion Reguladores de VoltajeDokument9 SeitenManual de Operacion Reguladores de VoltajeAnibal Quiroz SanchezNoch keine Bewertungen
- Mantenimiento de Una Prensa HidráulicaDokument2 SeitenMantenimiento de Una Prensa HidráulicaDavid Saorin Candel100% (1)
- RemachesDokument21 SeitenRemacheslizeth chacpiNoch keine Bewertungen
- Conformado D MetalesDokument21 SeitenConformado D MetalesEdgar FloresNoch keine Bewertungen
- Uniones Con RemachesDokument20 SeitenUniones Con RemachesANGEL RICARDO PeREZ ALVAREZNoch keine Bewertungen
- Formula Rio de Diploma de Bachiller CetamDokument1 SeiteFormula Rio de Diploma de Bachiller Cetammarco antoNoch keine Bewertungen
- Formula Rio de Diploma de Bachiller CetamDokument1 SeiteFormula Rio de Diploma de Bachiller Cetammarco antoNoch keine Bewertungen
- Formula Rio de Diploma de Bachiller CetamDokument1 SeiteFormula Rio de Diploma de Bachiller Cetammarco antoNoch keine Bewertungen
- Reforzamiento Cetam 2009Dokument4 SeitenReforzamiento Cetam 2009marco antoNoch keine Bewertungen
- Horario Reforzamiento Cetam 2009Dokument4 SeitenHorario Reforzamiento Cetam 2009marco antoNoch keine Bewertungen
- Horario Reforzamiento Cetam 2009Dokument4 SeitenHorario Reforzamiento Cetam 2009marco antoNoch keine Bewertungen
- Dibujo Tecnico-Jaime Garrido PerezDokument118 SeitenDibujo Tecnico-Jaime Garrido PerezHector Serrano Santos100% (2)
- Mesas de SoldarDokument2 SeitenMesas de Soldarmarco antoNoch keine Bewertungen
- Practica 26 de OctubreDokument1 SeitePractica 26 de Octubremarco antoNoch keine Bewertungen
- Texto Dit-20Dokument24 SeitenTexto Dit-20marco antoNoch keine Bewertungen
- Problemas de Resist en CIA de Materiales - A.volmirDokument484 SeitenProblemas de Resist en CIA de Materiales - A.volmirJuan Carlos Ojeda Yissi100% (10)
- Tecnologia Mecanica PDFDokument228 SeitenTecnologia Mecanica PDFBoris Solares100% (2)
- Torneado ConicoDokument12 SeitenTorneado Conicomarco anto75% (8)
- TALADRADORADokument15 SeitenTALADRADORAmarco antoNoch keine Bewertungen
- Informe Previo1 Tele2Dokument2 SeitenInforme Previo1 Tele2JesusAlainMedinaApaicoNoch keine Bewertungen
- Accesorios de VoladuraDokument41 SeitenAccesorios de VoladuraSteven Ztifler RoccoNoch keine Bewertungen
- Informe de Laboratorio QuimicaDokument6 SeitenInforme de Laboratorio QuimicaArley PazNoch keine Bewertungen
- Una Máquina Que Genera Energía A Partir Del Éter - Barcelona Alternativa PDFDokument3 SeitenUna Máquina Que Genera Energía A Partir Del Éter - Barcelona Alternativa PDFnoipcoNoch keine Bewertungen
- Sr2015 Heatcraft HELP ESPDokument8 SeitenSr2015 Heatcraft HELP ESPLuis María50% (2)
- El Campo Magnetico - Lang PDFDokument36 SeitenEl Campo Magnetico - Lang PDFRoberth Andres Martinez AlzateNoch keine Bewertungen
- PARTE 1 - La Dilatacion Termica de Los Materiales Teoria y FormulasDokument4 SeitenPARTE 1 - La Dilatacion Termica de Los Materiales Teoria y FormulasMiguel DiazNoch keine Bewertungen
- Previo 4Dokument7 SeitenPrevio 4Bit ClodeNoch keine Bewertungen
- Guia para El DocenteDokument43 SeitenGuia para El DocenteJennifer Szeinkierman San MartinNoch keine Bewertungen
- Aldehídos y CetonasDokument4 SeitenAldehídos y Cetonasjammy cerrograndeNoch keine Bewertungen
- Detector de Humo PDFDokument2 SeitenDetector de Humo PDFantonioNoch keine Bewertungen
- El Mito Tibetano de La CreaciónDokument2 SeitenEl Mito Tibetano de La CreaciónLi Angelica RodriguezNoch keine Bewertungen
- Cadena de Frio Pai 2014Dokument68 SeitenCadena de Frio Pai 2014NancyJohanaArdilaNaranjoNoch keine Bewertungen
- Experimento-No 2Dokument6 SeitenExperimento-No 2Fredo BahenaNoch keine Bewertungen
- Tanques para Almacenamiento PDFDokument58 SeitenTanques para Almacenamiento PDFDebye101100% (1)
- TRABAJO PRACTICO N°2 ResueltoDokument17 SeitenTRABAJO PRACTICO N°2 ResueltoJavitoAcevedo100% (3)
- p4 Combustion DefinicionesDokument13 Seitenp4 Combustion DefinicionesAlan LazarteNoch keine Bewertungen
- Cap 01 - Analisis Dimensional (Casi)Dokument13 SeitenCap 01 - Analisis Dimensional (Casi)Genrry Gatuno Aguilar0% (1)
- Configuración Electrónica, 4to CCLL, EjerciciosDokument4 SeitenConfiguración Electrónica, 4to CCLL, Ejerciciosfer50% (2)
- La Pelota Saltarina de Meg PDFDokument2 SeitenLa Pelota Saltarina de Meg PDFLaura Gomez AnzaldoNoch keine Bewertungen
- Funciones Matemáticas JAVA Java - Lang.mathDokument15 SeitenFunciones Matemáticas JAVA Java - Lang.mathCarlos Aram0% (1)
- Brazo HidráulicoDokument3 SeitenBrazo HidráulicoDelia IngaNoch keine Bewertungen
- Especificaciones TécnicasDokument28 SeitenEspecificaciones Técnicasjabrito40-1Noch keine Bewertungen
- Det Cte EquilibrioDokument3 SeitenDet Cte EquilibrioYolanda CastroNoch keine Bewertungen
- ExperimentosDokument5 SeitenExperimentosAndyNoch keine Bewertungen
- Informe 003 AserrioDokument10 SeitenInforme 003 AserrioJuan Carlos Cobos VelaNoch keine Bewertungen
- Tiempo de Vida Acelarado para Mayonesa Q10Dokument16 SeitenTiempo de Vida Acelarado para Mayonesa Q10ClaudiaNoch keine Bewertungen
- Celebracion ESENCIALDokument7 SeitenCelebracion ESENCIALVictoria Malvar100% (2)
- Psicologia Del ColorDokument22 SeitenPsicologia Del ColorDeny Borda Perez100% (4)