Das könnte Ihnen auch gefallen
- Slotting MachineDokument30 SeitenSlotting MachineUsman Zubair100% (1)
- Shaper MachineDokument81 SeitenShaper Machinesam clastineNoch keine Bewertungen
- X Axis Plate Front: DIY Modular CNC v2 Plates BDokument5 SeitenX Axis Plate Front: DIY Modular CNC v2 Plates BDani HpNoch keine Bewertungen
- Tube Rolling MachineDokument4 SeitenTube Rolling MachinePushpa Mohan RajNoch keine Bewertungen
- Identifying Lathe Cutting Tools and ToolholdersDokument38 SeitenIdentifying Lathe Cutting Tools and ToolholdersWilliam SalazarNoch keine Bewertungen
- Asme B5.11-1964 (2018)Dokument16 SeitenAsme B5.11-1964 (2018)vijay pawarNoch keine Bewertungen
- ZG AmerikaneriDokument5 SeitenZG AmerikaneriTom Whybother100% (1)
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDokument19 SeitenEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtNoch keine Bewertungen
- Dapra Biax Article Art of ScrapingDokument2 SeitenDapra Biax Article Art of ScrapingPedro Ernesto SilvaNoch keine Bewertungen
- LeBlond Regal Lathes Manuals AvailableDokument60 SeitenLeBlond Regal Lathes Manuals Availablejulie2420140% (1)
- Fresadora #12Dokument15 SeitenFresadora #12jmtortu100% (1)
- Lathebeddesign00hornrich PDFDokument56 SeitenLathebeddesign00hornrich PDFLatika KashyapNoch keine Bewertungen
- Machinist: 2 Year (Volume - I of II)Dokument146 SeitenMachinist: 2 Year (Volume - I of II)irshadNoch keine Bewertungen
- PowerTIG 250EX 2016Dokument32 SeitenPowerTIG 250EX 2016Bob john100% (1)
- WErbsen CourseworkDokument562 SeitenWErbsen CourseworkRoberto Alexis Rodríguez TorresNoch keine Bewertungen
- Rebuild ManualDokument55 SeitenRebuild Manualaccujack0% (1)
- Shaper Used As Surface GrinderDokument1 SeiteShaper Used As Surface Grinderradio-chaserNoch keine Bewertungen
- Lathes and Lathe Machining OperationsDokument18 SeitenLathes and Lathe Machining Operationssarasrisam100% (1)
- SICS ... : Basic Gear DesignDokument9 SeitenSICS ... : Basic Gear DesignadamtuongNoch keine Bewertungen
- Rebuild and Relocate a Vintage Bridgeport MillDokument15 SeitenRebuild and Relocate a Vintage Bridgeport Millwolviak100% (1)
- Syllabus For The Trade Of: Machinist (Grinder)Dokument27 SeitenSyllabus For The Trade Of: Machinist (Grinder)swami061009Noch keine Bewertungen
- Analog Parts Kit - DigilentDokument6 SeitenAnalog Parts Kit - DigilentMario AcostaNoch keine Bewertungen
- Bridgeport J-Head Series I RebuildDokument69 SeitenBridgeport J-Head Series I RebuildBasil Hwang100% (1)
- Muzzle Thread Sizes For Various FirearmsDokument2 SeitenMuzzle Thread Sizes For Various Firearmsrick55_55Noch keine Bewertungen
- Techcatalogue EbookDokument87 SeitenTechcatalogue EbookPablo Valenzuela ArredondoNoch keine Bewertungen
- BORINGDokument4 SeitenBORINGPandi VelanNoch keine Bewertungen
- Riding Mower PartsDokument17 SeitenRiding Mower PartsDwight MorrisonNoch keine Bewertungen
- Report Gundriling AAMAstakhovDokument27 SeitenReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- 01 ASME Thrufeed CenterlessDokument6 Seiten01 ASME Thrufeed CenterlessSachin AherNoch keine Bewertungen
- Mini Lathe Angular Contact Bearing Change GuideDokument5 SeitenMini Lathe Angular Contact Bearing Change GuidemallardfirstNoch keine Bewertungen
- Biax Electronic Scraper and AccessoriesDokument16 SeitenBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDokument38 SeitenAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNoch keine Bewertungen
- Planer Quick Return MechanismDokument21 SeitenPlaner Quick Return Mechanismlalagandu100% (1)
- Cold Setting The Valves On A 1953 Dodge M37 Power WagonDokument2 SeitenCold Setting The Valves On A 1953 Dodge M37 Power Wagoncriag100% (1)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDokument16 SeitenLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNoch keine Bewertungen
- NortonSuperabrasives NortonToolroomWheelsDokument33 SeitenNortonSuperabrasives NortonToolroomWheelsarminhecimovicNoch keine Bewertungen
- Forging Press Machinery Company ProfileDokument7 SeitenForging Press Machinery Company ProfileaguswNoch keine Bewertungen
- Sheet Metalworking Processes GuideDokument20 SeitenSheet Metalworking Processes GuidePrakash Muthachari MNoch keine Bewertungen
- BME Lecture 5 ShaperDokument6 SeitenBME Lecture 5 ShaperRoop LalNoch keine Bewertungen
- AFRICAN OX-CART DESIGNDokument62 SeitenAFRICAN OX-CART DESIGNreissmachinistNoch keine Bewertungen
- Walter Helitronic Tool Studio V1.9 BookletDokument39 SeitenWalter Helitronic Tool Studio V1.9 Bookletalmedin_hecimov8494100% (1)
- Machining FundamentalsDokument32 SeitenMachining FundamentalsCh TalhaNoch keine Bewertungen
- Lathe Diagram With ExplanationDokument3 SeitenLathe Diagram With ExplanationEnrico959Noch keine Bewertungen
- Fitting & Machining N2 Nodrm-1Dokument481 SeitenFitting & Machining N2 Nodrm-1Junior Khanya ApleniNoch keine Bewertungen
- US CAT Niagara Cutter Catalog GT17-136Dokument342 SeitenUS CAT Niagara Cutter Catalog GT17-136MANUEL VICTORNoch keine Bewertungen
- Wood Tooling CatalogDokument32 SeitenWood Tooling CatalogLam NguyenNoch keine Bewertungen
- Mini Mill Users GuideDokument28 SeitenMini Mill Users Guidechriswood_gmailNoch keine Bewertungen
- Cncpresentation PDFDokument37 SeitenCncpresentation PDFCorey YoungNoch keine Bewertungen
- Modification and Development of Work Holding Device - Steady-RestDokument6 SeitenModification and Development of Work Holding Device - Steady-RestInternational Journal of Innovative Science and Research Technology100% (1)
- Measuring tools and techniques in metalworkingDokument2 SeitenMeasuring tools and techniques in metalworkingInstruktur MesinNoch keine Bewertungen
- Grinding Machinery GuideDokument472 SeitenGrinding Machinery Guidetm100% (1)
- 1954 South Bend RebuildDokument182 Seiten1954 South Bend RebuildAnonymous SBMnBCNoch keine Bewertungen
- Accu-Finish II ManualDokument8 SeitenAccu-Finish II ManualOliver CollectorNoch keine Bewertungen
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- The Evolution of Modern Band Saw Mills for Sawing LogsVon EverandThe Evolution of Modern Band Saw Mills for Sawing LogsNoch keine Bewertungen
- Churchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneVon EverandChurchills Mauser C96: Notes on -The blow-up in Sydney Street- from the London DecameroneNoch keine Bewertungen
- 01chapter 5-1Dokument55 Seiten01chapter 5-1AhmNoch keine Bewertungen
- Micron Ezeprox Access Control KeypadDokument4 SeitenMicron Ezeprox Access Control KeypadThuy VuNoch keine Bewertungen
- Suvarnabhumi Airport Trial OperationDokument4 SeitenSuvarnabhumi Airport Trial Operationfwmching0% (1)
- As ISO 128.23-2005 Technical Drawings - General Principles of Presentation Lines On Construction DrawingsDokument9 SeitenAs ISO 128.23-2005 Technical Drawings - General Principles of Presentation Lines On Construction DrawingsSAI Global - APAC0% (3)
- Deventer04 MACDokument201 SeitenDeventer04 MACFrancisco Solano Reyes EspinozaNoch keine Bewertungen
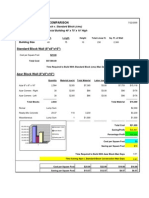
- AZAR Block CostcomparisonDokument8 SeitenAZAR Block CostcomparisontckittuNoch keine Bewertungen
- SW-TS40T Sub-Miniature Toggle SwitchesDokument4 SeitenSW-TS40T Sub-Miniature Toggle SwitchesVALTERNoch keine Bewertungen
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDokument7 SeitenStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05Noch keine Bewertungen
- PVT Correlations McCain - ValkoDokument17 SeitenPVT Correlations McCain - ValkoAlejandra Maleja RivasNoch keine Bewertungen
- Catalog Advantys AS-I IP20-IP67 - 803510 - DIA3ED2040909EN - 200408Dokument30 SeitenCatalog Advantys AS-I IP20-IP67 - 803510 - DIA3ED2040909EN - 200408Jean MarzanNoch keine Bewertungen
- Hard Disk DriveDokument4 SeitenHard Disk DriveAbhishek AbhiNoch keine Bewertungen
- TV Compatibility with Verbatim HDDsDokument2 SeitenTV Compatibility with Verbatim HDDsmirciulicacatyNoch keine Bewertungen
- DR System ConciseDokument37 SeitenDR System ConciseJiten KarmakarNoch keine Bewertungen
- Equilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsDokument24 SeitenEquilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsAtef NazNoch keine Bewertungen
- WPD Flotationdrying PDFDokument19 SeitenWPD Flotationdrying PDFVvbjNoch keine Bewertungen
- Power and Simplicity: Pace ScientificDokument16 SeitenPower and Simplicity: Pace ScientificAnonymous mNQq7ojNoch keine Bewertungen
- Fem Question PaperDokument4 SeitenFem Question PaperARSNoch keine Bewertungen
- Experiment 3: Temperature Measurement MethodDokument12 SeitenExperiment 3: Temperature Measurement Methodmohamad munzirNoch keine Bewertungen
- Sru Flow DiagramDokument1 SeiteSru Flow Diagrampppppp5Noch keine Bewertungen
- Lec 958975Dokument19 SeitenLec 958975Rajasekar PichaimuthuNoch keine Bewertungen
- FH400 73158464 Pca-6.140Dokument431 SeitenFH400 73158464 Pca-6.140IgorGorduz100% (1)
- Sodium Citrate AUDokument3 SeitenSodium Citrate AUKrishna OgotNoch keine Bewertungen
- Magnum 3904 DatasheetDokument3 SeitenMagnum 3904 DatasheetbobNoch keine Bewertungen
- Lesson 7: Cylinders: Basic Hydraulic SystemsDokument12 SeitenLesson 7: Cylinders: Basic Hydraulic Systemsoscar el carevergaNoch keine Bewertungen
- Struts by Kamalakar DanduDokument237 SeitenStruts by Kamalakar DanduKamalakar DanduNoch keine Bewertungen
- Customize ADFS sign-in page brandingDokument4 SeitenCustomize ADFS sign-in page brandingmicu0% (1)
- Civil DEMOLITION OF BUILDINGDokument12 SeitenCivil DEMOLITION OF BUILDINGShaik Abdul RaheemNoch keine Bewertungen
- Structural Systems Engineering GuideDokument67 SeitenStructural Systems Engineering Guidejucar fernandezNoch keine Bewertungen
- DiodeDokument22 SeitenDiodeSaurabh Mittal100% (1)
- GaN technology powers bright LEDsDokument13 SeitenGaN technology powers bright LEDsluciowwNoch keine Bewertungen