Das könnte Ihnen auch gefallen
- Aiag - Vda Fmea Handbook 1 Ed. 2019 - Cambios PrincipalesDokument2 SeitenAiag - Vda Fmea Handbook 1 Ed. 2019 - Cambios PrincipalesLuis Alejandro67% (3)
- Formato 5whyDokument1 SeiteFormato 5whyLuis Alejandro100% (3)
- Taller La Financiaciòn de ProyectosDokument10 SeitenTaller La Financiaciòn de ProyectosDuval Angel100% (4)
- Formato de Auditoría A ProcesoDokument4 SeitenFormato de Auditoría A ProcesoLuis AlejandroNoch keine Bewertungen
- Evaluación Del Caso de EstudioDokument2 SeitenEvaluación Del Caso de EstudioComando Guerra100% (3)
- 12.3-Diagramas de Procesos - Caso PracticoDokument6 Seiten12.3-Diagramas de Procesos - Caso PracticoWalt QP0% (1)
- Ingeniería de Métodos II - Balance de LíneaDokument20 SeitenIngeniería de Métodos II - Balance de LíneaAngel Miguel Delgado TapahuascoNoch keine Bewertungen
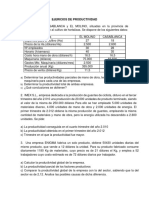
- EJERICIOS DE PRODUCTIVIDAD Nuevos PDFDokument3 SeitenEJERICIOS DE PRODUCTIVIDAD Nuevos PDFAna CarrasquillaNoch keine Bewertungen
- Pfmea Aiag Vda - FormularioDokument1 SeitePfmea Aiag Vda - FormularioLuis Alejandro0% (1)
- Matematicas Financieras AvanzadasDokument114 SeitenMatematicas Financieras AvanzadasHenry López Patiño0% (1)
- Rentas de Segunda CategoríaDokument18 SeitenRentas de Segunda CategoríaRonald WhiteNoch keine Bewertungen
- BALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS OrtDokument25 SeitenBALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS Ortcalin ortizNoch keine Bewertungen
- Balanceo de Lineas 2Dokument54 SeitenBalanceo de Lineas 2Javier Hernandez RomeroNoch keine Bewertungen
- Balance de LineaDokument8 SeitenBalance de LineaSayo JuanezNoch keine Bewertungen
- 06 UTP Estudio TiemposDokument12 Seiten06 UTP Estudio TiemposLARRY HERMES MATEO MUCHANoch keine Bewertungen
- F04 Instrumento de Evaluación Cuestionario G 11Dokument3 SeitenF04 Instrumento de Evaluación Cuestionario G 11Rey D Jesus Otero Vargas0% (1)
- Semana 06Dokument54 SeitenSemana 06Joe Gonzalez100% (1)
- Informe Laboratorio 1 ErgonomíaDokument9 SeitenInforme Laboratorio 1 ErgonomíaVictordae 13Noch keine Bewertungen
- Viltec TerminadoDokument45 SeitenViltec TerminadoMichelle HernándezNoch keine Bewertungen
- Problema de La ClaseDokument4 SeitenProblema de La ClaseEnrique PortillaNoch keine Bewertungen
- Ingeniería de Métodos - PRACTICAS TODASDokument10 SeitenIngeniería de Métodos - PRACTICAS TODASAlexis GualpaNoch keine Bewertungen
- Gestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeDokument36 SeitenGestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeLaura AbelloNoch keine Bewertungen
- Capitulo: Medición Del TrabajoDokument26 SeitenCapitulo: Medición Del TrabajoenriqueNoch keine Bewertungen
- EET S07.s1 - Estudio de Tiempos - Parte 2Dokument33 SeitenEET S07.s1 - Estudio de Tiempos - Parte 2Maribel TelloNoch keine Bewertungen
- Guias Laboratorio Metodos y TiemposDokument26 SeitenGuias Laboratorio Metodos y TiemposHenry E. HerreraNoch keine Bewertungen
- Estudio de TiempoDokument8 SeitenEstudio de TiempoDeysiMaribelCastilloGonzales0% (1)
- Balance de LineaDokument36 SeitenBalance de LineaJorgeNoch keine Bewertungen
- Ejercicios ProductividadDokument3 SeitenEjercicios ProductividadEdwar André Pgal100% (4)
- Ejercicios ProductividadDokument5 SeitenEjercicios ProductividadBastian CarrilloNoch keine Bewertungen
- Ejercicios Capitulos 6 6A y 7 Administracion de La Produccion y Las OperacionesDokument8 SeitenEjercicios Capitulos 6 6A y 7 Administracion de La Produccion y Las OperacionesMARIA CAMILA CAGUAZANGO MARTINEZNoch keine Bewertungen
- Laboratorio 1 2022-2Dokument4 SeitenLaboratorio 1 2022-2CRISTINA ANTUANE CESPEDES SALAZAR100% (1)
- Ejercicios de Estudio Del TrabajoDokument6 SeitenEjercicios de Estudio Del TrabajoEstudiante INGNoch keine Bewertungen
- Gestion Takt TimeDokument4 SeitenGestion Takt TimeStefy VillarrealNoch keine Bewertungen
- Problemas Propuestos OeeDokument2 SeitenProblemas Propuestos Oeejandy garzonNoch keine Bewertungen
- Ejercicios de Balance de LineaDokument12 SeitenEjercicios de Balance de LineaJussep Gonzales Jn0% (1)
- Cronometraje - Separata PDFDokument5 SeitenCronometraje - Separata PDFSharmelyn OrtegaNoch keine Bewertungen
- EjerciciosDokument17 SeitenEjerciciosAYRTHON ANTONIO RIVAS CELISNoch keine Bewertungen
- SEM13 GTO Planeación de Requerimiento de Materiales 1 (JPCH)Dokument19 SeitenSEM13 GTO Planeación de Requerimiento de Materiales 1 (JPCH)Stefhanie ArandaNoch keine Bewertungen
- CLASE 8 Ejercicios Ejercicios de Tipos de Dist - Planta y Calculo de La EficienciaDokument42 SeitenCLASE 8 Ejercicios Ejercicios de Tipos de Dist - Planta y Calculo de La EficienciaMarilyn Steffanie Calderón LópezNoch keine Bewertungen
- Practica #4Dokument4 SeitenPractica #4Ale SuaznabarNoch keine Bewertungen
- Factor Material P-Q y ABC - Ingeniería de MétodosDokument20 SeitenFactor Material P-Q y ABC - Ingeniería de MétodosMishael Fransheska Campos ÑaupariNoch keine Bewertungen
- 07 Balance de LíneaDokument27 Seiten07 Balance de LíneaJoseph Stiven RiverosNoch keine Bewertungen
- Fuentes de Financiamiento Del GobiernoDokument25 SeitenFuentes de Financiamiento Del GobiernoJosé TunNoch keine Bewertungen
- Problemas Diagrama Hombre MaquinaDokument1 SeiteProblemas Diagrama Hombre MaquinaKarina Nuñez Hurtado100% (1)
- Practica Analisis PQDokument6 SeitenPractica Analisis PQNano Palacios CortoNoch keine Bewertungen
- 2 Peso PosicionalDokument6 Seiten2 Peso PosicionalMar Guadalupe Namzug100% (1)
- CuadrillaDokument2 SeitenCuadrillaAndrea AguiarNoch keine Bewertungen
- Problemas JITDokument1 SeiteProblemas JITCuachayo70Noch keine Bewertungen
- Ingeniería de Métodos - 3 PDFDokument47 SeitenIngeniería de Métodos - 3 PDFFëër EssiNoch keine Bewertungen
- Diseño Robusto (Tarea)Dokument5 SeitenDiseño Robusto (Tarea)Omar OlivaresNoch keine Bewertungen
- Ejercicios Toma de Tiemps AlumnosDokument4 SeitenEjercicios Toma de Tiemps AlumnosNestor Martinez Zapata100% (1)
- EET S08.s2 - Ejercicios Medicion Del TrabajoDokument14 SeitenEET S08.s2 - Ejercicios Medicion Del TrabajoMaribel TelloNoch keine Bewertungen
- Balanceo de LineasDokument17 SeitenBalanceo de LineasElssy Perez CastroNoch keine Bewertungen
- Lab IMMedicionTrabajoDokument4 SeitenLab IMMedicionTrabajoRenato Carlos Pulido100% (1)
- Clase 14 - Balance MúltipleDokument29 SeitenClase 14 - Balance MúltipleEstudiante INGNoch keine Bewertungen
- Semana 8 SolDokument18 SeitenSemana 8 SolAjgm JuniorNoch keine Bewertungen
- Diagrama de ProcesosDokument7 SeitenDiagrama de ProcesosKelly silvaNoch keine Bewertungen
- Ejercicios Hombre Maquina PDFDokument4 SeitenEjercicios Hombre Maquina PDFCriadero JD la HienaNoch keine Bewertungen
- PRÁCTICA Nº1.proyectosDokument8 SeitenPRÁCTICA Nº1.proyectosVanessa De La Cruz100% (1)
- Ingeniería - Diagrama de Análisis de ProcesoDokument5 SeitenIngeniería - Diagrama de Análisis de Procesopedro_e_ruizNoch keine Bewertungen
- Laboratorio de Diagrama BimanualDokument9 SeitenLaboratorio de Diagrama BimanualjuanNoch keine Bewertungen
- Ejercicios de Productividad GoDokument1 SeiteEjercicios de Productividad Goboris velastegui sanchezNoch keine Bewertungen
- Balanceo de LíneasDokument5 SeitenBalanceo de LíneasJexssj MuñosNoch keine Bewertungen
- Balanceo de Líneas Metodo NormalDokument15 SeitenBalanceo de Líneas Metodo Normaljosehern192001Noch keine Bewertungen
- Generalidades Balanceo de LineaDokument9 SeitenGeneralidades Balanceo de LineaNMDG2014Noch keine Bewertungen
- Balanceo de LineasDokument12 SeitenBalanceo de LineasSara Daniela Oliva PérezNoch keine Bewertungen
- Balance de LíneaDokument9 SeitenBalance de LíneaJair Espino AlcarrazaNoch keine Bewertungen
- Plantilla Check List APQPDokument1 SeitePlantilla Check List APQPLuis Alejandro0% (1)
- Ejemplo Gráfico I-MRDokument8 SeitenEjemplo Gráfico I-MRLuis AlejandroNoch keine Bewertungen
- Acciones CorrectivasDokument10 SeitenAcciones CorrectivasLuis AlejandroNoch keine Bewertungen
- Ejemplo SPC Plantilla XbarDokument59 SeitenEjemplo SPC Plantilla XbarLuis AlejandroNoch keine Bewertungen
- Formato de Compensación ECDokument4 SeitenFormato de Compensación ECLuis AlejandroNoch keine Bewertungen
- A3 Formato 11 X 17Dokument1 SeiteA3 Formato 11 X 17Luis AlejandroNoch keine Bewertungen
- Actividad 1 - Aportacion Individual Alejandro GalvanDokument5 SeitenActividad 1 - Aportacion Individual Alejandro GalvanLuis AlejandroNoch keine Bewertungen
- Auditoría Dirección ISO 9001Dokument1 SeiteAuditoría Dirección ISO 9001Luis Alejandro100% (1)
- Formato de MinutaDokument1 SeiteFormato de MinutaLuis AlejandroNoch keine Bewertungen
- Actividad 3 Planteamiento Del ProyectoDokument5 SeitenActividad 3 Planteamiento Del ProyectoLuis AlejandroNoch keine Bewertungen
- Cómo Identificar Las Necesidades de Los ClientesDokument3 SeitenCómo Identificar Las Necesidades de Los ClientesLuis AlejandroNoch keine Bewertungen
- Actividad 3 Planteamiento Del ProyectoDokument5 SeitenActividad 3 Planteamiento Del ProyectoLuis AlejandroNoch keine Bewertungen
- Control Del Producto No ConformeDokument15 SeitenControl Del Producto No ConformeLuis AlejandroNoch keine Bewertungen
- Control Del Producto No ConformeDokument15 SeitenControl Del Producto No ConformeLuis AlejandroNoch keine Bewertungen
- Diplomado Ventas Con PNLDokument36 SeitenDiplomado Ventas Con PNLLuis AlejandroNoch keine Bewertungen
- Indicadores de La Direccion - Matriz y Tablero de ControlDokument21 SeitenIndicadores de La Direccion - Matriz y Tablero de ControlLuis AlejandroNoch keine Bewertungen
- Control Del Producto No ConformeDokument15 SeitenControl Del Producto No ConformeLuis AlejandroNoch keine Bewertungen
- Objeciones MercadotecniaDokument2 SeitenObjeciones MercadotecniaLuis AlejandroNoch keine Bewertungen
- Homologación de ProveedoresDokument4 SeitenHomologación de ProveedoresLuis AlejandroNoch keine Bewertungen
- Ventas Con PNLDokument34 SeitenVentas Con PNLLuis AlejandroNoch keine Bewertungen
- CXP - 047s Transporte de Alimentos A Granel y Alimentos SemienvasadosDokument6 SeitenCXP - 047s Transporte de Alimentos A Granel y Alimentos SemienvasadosKatherineNoch keine Bewertungen
- General Food Defense Plan SpanishDokument13 SeitenGeneral Food Defense Plan SpanishLuis Alejandro100% (1)
- Diplomado Ventas Con PNLDokument40 SeitenDiplomado Ventas Con PNLLuis AlejandroNoch keine Bewertungen
- Modulo 2 Diplomado Ventas Con PNLDokument38 SeitenModulo 2 Diplomado Ventas Con PNLLuis AlejandroNoch keine Bewertungen
- CXP - 047s Transporte de Alimentos A Granel y Alimentos SemienvasadosDokument6 SeitenCXP - 047s Transporte de Alimentos A Granel y Alimentos SemienvasadosKatherineNoch keine Bewertungen
- El Top Ten BRCDokument5 SeitenEl Top Ten BRCLuis AlejandroNoch keine Bewertungen
- Auditoria Por Ciclos de TransaccionesDokument16 SeitenAuditoria Por Ciclos de TransaccionesEdgar ColóNoch keine Bewertungen
- Guia Taller Sistemas de Manufactura 3Dokument5 SeitenGuia Taller Sistemas de Manufactura 3Todo FreeNoch keine Bewertungen
- 07 Evolución Historica Concepto de CalidadDokument16 Seiten07 Evolución Historica Concepto de CalidadcuchagomezNoch keine Bewertungen
- Consolidando Una Nueva Idea de Negocio InnovadorDokument12 SeitenConsolidando Una Nueva Idea de Negocio InnovadorTatiana Garcia LoaizaNoch keine Bewertungen
- El Premio MayorDokument1 SeiteEl Premio MayorAndrea López CruzadoNoch keine Bewertungen
- TP 3Dokument3 SeitenTP 3MAGALY MELISA PEREZ IBAÑEZNoch keine Bewertungen
- MS213Dokument7 SeitenMS213eddy1588Noch keine Bewertungen
- INTRODUCCION PanaderiaDokument10 SeitenINTRODUCCION Panaderiaharbe strad100% (1)
- Capítulo I Tesis Control InternoDokument9 SeitenCapítulo I Tesis Control InternoMARIA BEATRIZ MARTINEZ83% (6)
- Checkmytrip For TACA - Su Plan de Viaje2Dokument2 SeitenCheckmytrip For TACA - Su Plan de Viaje2Matias CANoch keine Bewertungen
- Cuestionario de HSE para Contratistas V - 0Dokument16 SeitenCuestionario de HSE para Contratistas V - 0Viry Diana100% (1)
- Plan de Exportación de Cuba Libre A República DominicanaDokument15 SeitenPlan de Exportación de Cuba Libre A República DominicanaStefan Suxs MolinaNoch keine Bewertungen
- Diagnostico Ambiental Mueblería EsperanzaDokument44 SeitenDiagnostico Ambiental Mueblería EsperanzaRuben C. LoboNoch keine Bewertungen
- Taller 3 Henry FordDokument2 SeitenTaller 3 Henry FordAdrii Dussán CoronadoNoch keine Bewertungen
- Metodología Pci, Ejemplos PrácticosDokument38 SeitenMetodología Pci, Ejemplos PrácticosOscar Daniel Alfonso Salazar100% (2)
- Aplicacion de Ecuaciones Difernciales-Final-2KATHERINE1Dokument16 SeitenAplicacion de Ecuaciones Difernciales-Final-2KATHERINE1Eswin RumarioNoch keine Bewertungen
- Conceptos de Proyecto y de PresupuestoDokument2 SeitenConceptos de Proyecto y de PresupuestoAndresito Paz100% (5)
- Manual Clasificacion Canales Vacuno PesadoDokument55 SeitenManual Clasificacion Canales Vacuno PesadoGabriela Arciniega100% (1)
- Gmaf U3 A1Dokument7 SeitenGmaf U3 A1Leo GutiérrezNoch keine Bewertungen
- El Otro SenderoDokument11 SeitenEl Otro SenderoEmerson Jack Centurion VasquezNoch keine Bewertungen
- Que Es El Leasing? Es Una Forma de Arrendamiento en La Cual El Cliente Paga Su Activo Por Medio de Cuotas.Dokument7 SeitenQue Es El Leasing? Es Una Forma de Arrendamiento en La Cual El Cliente Paga Su Activo Por Medio de Cuotas.Edwar Carrillo DuranNoch keine Bewertungen
- Departamentalización de Los CIFDokument1 SeiteDepartamentalización de Los CIFapi-3710234100% (1)
- Ejercicios de Razones FinancierasDokument4 SeitenEjercicios de Razones FinancierasElayne Mota MuñozNoch keine Bewertungen
- Memoria CG e 2016Dokument130 SeitenMemoria CG e 2016Vincent Horn BengoaNoch keine Bewertungen
- TAREA Ejercicio de Nomina Contabilidad de CostosDokument5 SeitenTAREA Ejercicio de Nomina Contabilidad de CostosAlgo CentroNoch keine Bewertungen
- 3.6. ClustersDokument5 Seiten3.6. ClustersLuisMadrigal100% (1)
- 2013 PDFDokument171 Seiten2013 PDFEsther N. NinaNoch keine Bewertungen