Das könnte Ihnen auch gefallen
- .002.1. - Wps-Reparación FiltDokument1 Seite.002.1. - Wps-Reparación FiltLuis SotoNoch keine Bewertungen
- Reporte de Liquidos Penetrantes PDFBJHFVDokument2 SeitenReporte de Liquidos Penetrantes PDFBJHFVPedroNoch keine Bewertungen
- Ficha Tecnica OxicorteDokument4 SeitenFicha Tecnica OxicorteGwen Hinton100% (4)
- Api 1104 DDokument6 SeitenApi 1104 DaspoiaspoiNoch keine Bewertungen
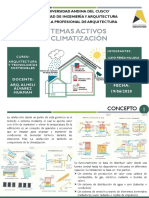
- Sistemas Activos de ClimatizaciónDokument13 SeitenSistemas Activos de Climatizaciónmilu cayoNoch keine Bewertungen
- Ast 003 Soldadura y OxicorteDokument5 SeitenAst 003 Soldadura y OxicorteLizeth Yadira Silva Rondon100% (5)
- Calculos SoldaduraDokument6 SeitenCalculos SoldaduraGaboCaicedoNoch keine Bewertungen
- Quiz - AWS D1-1 - Clause3 - 20120615Dokument2 SeitenQuiz - AWS D1-1 - Clause3 - 20120615Mario MolinaNoch keine Bewertungen
- TFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedDokument2 SeitenTFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedsergioNoch keine Bewertungen
- PRESENTACION TREN DE RODAJE RH200 (1) .PPSXDokument8 SeitenPRESENTACION TREN DE RODAJE RH200 (1) .PPSXTERONoch keine Bewertungen
- Silabo de SoldadiraDokument5 SeitenSilabo de SoldadiraAfsc AlvaroNoch keine Bewertungen
- Formato Aws d1.1 PQR - WpsDokument10 SeitenFormato Aws d1.1 PQR - Wpsdavid holguinNoch keine Bewertungen
- Curriculum Renzo Con CalificacionesDokument6 SeitenCurriculum Renzo Con CalificacionesMakarena Jaqueline Herrera DuarteNoch keine Bewertungen
- Plan de CalidadDokument2 SeitenPlan de CalidadALEJANDRO VEGA MORALESNoch keine Bewertungen
- Reporte Alta CursosDokument3 SeitenReporte Alta CursosCarlos AguilarNoch keine Bewertungen
- Clasificación de Los Procesos de SoldaduraDokument11 SeitenClasificación de Los Procesos de SoldaduraLuis BalladaresNoch keine Bewertungen
- Modulo 04-2 Geometría de Juntas y SimbologíaDokument8 SeitenModulo 04-2 Geometría de Juntas y SimbologíaAngel Fernando Bautista BarreraNoch keine Bewertungen
- Diagramas 2Dokument19 SeitenDiagramas 2Eduardo LLERENA LOPEZNoch keine Bewertungen
- Informe Técnico Placa Oml953Dokument7 SeitenInforme Técnico Placa Oml953Javier H Durán ValeroNoch keine Bewertungen
- WeldDokument86 SeitenWeldCOCONEITORNoch keine Bewertungen
- SSAB Hardox Welding Brochure 103 ESDokument20 SeitenSSAB Hardox Welding Brochure 103 ESchristianNoch keine Bewertungen
- PETS 653 MEP Cambio de Cuchilla y Cantoneras Tractor OKDokument2 SeitenPETS 653 MEP Cambio de Cuchilla y Cantoneras Tractor OKJeyson Minaya PantojaNoch keine Bewertungen
- Soldadura Por PlasmaDokument10 SeitenSoldadura Por PlasmaSAENZ PAUCAR MIGUEL MELANIONoch keine Bewertungen
- Monografia Reysol 2024 ADokument16 SeitenMonografia Reysol 2024 AMaria AyolNoch keine Bewertungen
- Soldadura Con Electrodo RevestidoDokument4 SeitenSoldadura Con Electrodo RevestidoDenilson Pichihua SerratoNoch keine Bewertungen
- Catalogo Resistencias LiquidosDokument38 SeitenCatalogo Resistencias LiquidosAlfredo Romero EchevarriaNoch keine Bewertungen
- Estándar AWS 3.0Dokument9 SeitenEstándar AWS 3.0José DavidNoch keine Bewertungen
- El ABC de La Soldadura Por Arco - CENTRO EDUCACIONAL - KOBELCO - KOBE STEEL, LTD.Dokument3 SeitenEl ABC de La Soldadura Por Arco - CENTRO EDUCACIONAL - KOBELCO - KOBE STEEL, LTD.edixon garciaNoch keine Bewertungen
- Proceso de Ensamble Soldadura Con RobotDokument2 SeitenProceso de Ensamble Soldadura Con RobotIvan AlvarezNoch keine Bewertungen
- Homologacion 3G Reynaldo Frias SifuentesDokument1 SeiteHomologacion 3G Reynaldo Frias SifuentesSamuel CuzmaNoch keine Bewertungen