Das könnte Ihnen auch gefallen
- PSHP7506-08 Tdto 30 50Dokument4 SeitenPSHP7506-08 Tdto 30 50jizuNoch keine Bewertungen
- Conformacion de Carpeta Asfaltica en CalienteDokument22 SeitenConformacion de Carpeta Asfaltica en CalienteWildo Jose Chacon ParedesNoch keine Bewertungen
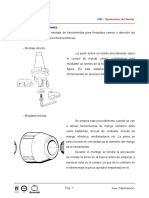
- Montaje Herramienta en Fresadora VerticalDokument1 SeiteMontaje Herramienta en Fresadora VerticalGilberto Andrés JuradoNoch keine Bewertungen
- Sillabus MATRICERIA 2013-IDokument4 SeitenSillabus MATRICERIA 2013-IAnonymous Uq56yDYNoch keine Bewertungen
- Guia Fresadora Convencional 2.0Dokument9 SeitenGuia Fresadora Convencional 2.0Pipa ToguidieNoch keine Bewertungen
- Reseteo Audis NuevosDokument19 SeitenReseteo Audis Nuevosasdfs7346Noch keine Bewertungen
- Deberes y Funciones de La SecretaríaDokument4 SeitenDeberes y Funciones de La SecretaríaGerson Zavala ZambranoNoch keine Bewertungen
- Riesgo en Trabajo en Talleres de MecanizaciónDokument23 SeitenRiesgo en Trabajo en Talleres de MecanizaciónOswaldo MuñozNoch keine Bewertungen
- Guia de Docente Matematica 9noDokument107 SeitenGuia de Docente Matematica 9noGerson Zavala Zambrano0% (1)
- Bombas de InfusionDokument15 SeitenBombas de InfusionlucasNoch keine Bewertungen
- Elementos de Taller 01Dokument7 SeitenElementos de Taller 01José Luis Caballero GómezNoch keine Bewertungen
- Metrología UMADokument280 SeitenMetrología UMAPerico LópezNoch keine Bewertungen
- Planificación de Clase Matricería Dual 2018Dokument37 SeitenPlanificación de Clase Matricería Dual 2018Jaime Cacpata BastidasNoch keine Bewertungen
- Maquinas-Herramientas. TrabajoDokument22 SeitenMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Arranque de VirutaDokument4 SeitenArranque de Virutamonica oñate100% (1)
- TorneadoDokument17 SeitenTorneadorosario100% (1)
- Escuadras 2°Dokument2 SeitenEscuadras 2°Manny AguilarNoch keine Bewertungen
- Jacques-Alain Miller - La Invencion PsicoticaDokument14 SeitenJacques-Alain Miller - La Invencion PsicoticaDamián Morelli100% (2)
- Herramientas de BancoDokument10 SeitenHerramientas de BancoMarco Chiroque EspinozaNoch keine Bewertungen
- Rectificadora cilíndrica: manual de operaciónDokument21 SeitenRectificadora cilíndrica: manual de operaciónjessi123456789Noch keine Bewertungen
- Ordenanza Ruido CastellónDokument77 SeitenOrdenanza Ruido Castellónisbro1788Noch keine Bewertungen
- Metodos de Ensayo de La MaquinabilidadDokument9 SeitenMetodos de Ensayo de La MaquinabilidadEry FreireNoch keine Bewertungen
- Mecanizado BásicoDokument20 SeitenMecanizado BásicowendyNoch keine Bewertungen
- RectificadoDokument7 SeitenRectificadoSamuel ArrNoch keine Bewertungen
- Clasificación de Las HerramientasDokument3 SeitenClasificación de Las HerramientasJorge AbantoNoch keine Bewertungen
- Operaciones básicas de limadoDokument11 SeitenOperaciones básicas de limadoMiguel AngelNoch keine Bewertungen
- Tipos de Torno y FresadoraDokument25 SeitenTipos de Torno y FresadoraNino Rojas ValverdeNoch keine Bewertungen
- Informe MatrizDokument9 SeitenInforme Matrizkenyo100% (1)
- Partes de Torno y NCNDokument9 SeitenPartes de Torno y NCNEnrique Gonzalez HerreraNoch keine Bewertungen
- Proceso construcción bastidores vehículosDokument38 SeitenProceso construcción bastidores vehículosFreddy SalazarNoch keine Bewertungen
- Engranes y trenes de engranes: clasificación, diseño y aplicacionesDokument32 SeitenEngranes y trenes de engranes: clasificación, diseño y aplicacionesFermin AnguloNoch keine Bewertungen
- Leccion 2.5 Ajustes y ToleranciasDokument61 SeitenLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Taladrado: el proceso clave para la fabricación de agujerosDokument12 SeitenTaladrado: el proceso clave para la fabricación de agujerosJuan Mercado100% (1)
- Diseño de Elementos MecanicosDokument11 SeitenDiseño de Elementos MecanicosGabriel Cab PaatNoch keine Bewertungen
- Tema 10 Rectificadora, Cilindro Exterior Interior Superficies Planas, Cigueñales y Afiladora de HerramientasDokument25 SeitenTema 10 Rectificadora, Cilindro Exterior Interior Superficies Planas, Cigueñales y Afiladora de Herramientasjuan lopezNoch keine Bewertungen
- Guia MetrologiaDokument11 SeitenGuia MetrologiaEdward Chacon OrtizNoch keine Bewertungen
- Mecanica Industrial - Tornado de Piezas y Conjuntos MecanicosDokument84 SeitenMecanica Industrial - Tornado de Piezas y Conjuntos MecanicosAlex LoaizaNoch keine Bewertungen
- Generalidades del Ajuste MecánicoDokument24 SeitenGeneralidades del Ajuste MecánicoEdwin TeranNoch keine Bewertungen
- Máquinas-Herramientas y Referentes TeóricosDokument20 SeitenMáquinas-Herramientas y Referentes TeóricosYULYS NARANJONoch keine Bewertungen
- Informe Final PDFDokument36 SeitenInforme Final PDFdamian floresNoch keine Bewertungen
- Proceso de RectificadoDokument26 SeitenProceso de RectificadoDaniel DelgadoNoch keine Bewertungen
- Procesos de TorneadoDokument23 SeitenProcesos de TorneadoBeyker Quispe AguirreNoch keine Bewertungen
- El TornoDokument18 SeitenEl TornoBiankhita Parada100% (1)
- Rectificadora de Interiores y Rectificadora de Superficies PlanasDokument6 SeitenRectificadora de Interiores y Rectificadora de Superficies PlanasGerardo Ramirez GuerraNoch keine Bewertungen
- Guía Roscas, Tornillos y Elementos de UniónDokument33 SeitenGuía Roscas, Tornillos y Elementos de UniónJulio Cordero100% (1)
- Para Calcular El Área Total de Una Pirámide Es Necesario ConocerDokument27 SeitenPara Calcular El Área Total de Una Pirámide Es Necesario ConocerducoviNoch keine Bewertungen
- HTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#EjerciciosDokument7 SeitenHTTP Polamalu 50webs Com OF1 Mecanica Engranajes Htm#Ejerciciosjudas1432Noch keine Bewertungen
- Analisis y Seleccion de Proceso de Fabricacion - WilliamDokument5 SeitenAnalisis y Seleccion de Proceso de Fabricacion - WilliamKevin Barco SoplapucoNoch keine Bewertungen
- Ejercicio de ForjadoDokument16 SeitenEjercicio de ForjadoJhostin GallorNoch keine Bewertungen
- Ajustes y tolerancias: criterios fundamentalesDokument48 SeitenAjustes y tolerancias: criterios fundamentalesAdemir Aguilar Rios67% (6)
- Rasqueteado 401 - 4Dokument25 SeitenRasqueteado 401 - 4sergioNoch keine Bewertungen
- Planilla PLANIFICACION MENSUALDokument2 SeitenPlanilla PLANIFICACION MENSUALVera Seba100% (1)
- PROCESOS DE MANUFACTURA FRESADORA (Recuperado)Dokument22 SeitenPROCESOS DE MANUFACTURA FRESADORA (Recuperado)Yen FisherNoch keine Bewertungen
- Diferencia Entre Herramientas y Maquinas para 2 AñoDokument4 SeitenDiferencia Entre Herramientas y Maquinas para 2 AñoDaniela AsconaNoch keine Bewertungen
- 4 Orden de ServicioDokument13 Seiten4 Orden de ServicioMaria De Jesus Vazquez RamirezNoch keine Bewertungen
- Exposición IndicadoresDokument35 SeitenExposición IndicadoresBetito SerranoNoch keine Bewertungen
- Proceso de CepilladoDokument10 SeitenProceso de CepilladoMarvin Antonio López Anaya100% (1)
- Diapositivas ToleranciasDokument9 SeitenDiapositivas ToleranciasYamith RiveraNoch keine Bewertungen
- Instrumentos de Medicion 2014F.ppsxDokument14 SeitenInstrumentos de Medicion 2014F.ppsxDulce LeónNoch keine Bewertungen
- TALADRADODokument22 SeitenTALADRADOFeer SimóNoch keine Bewertungen
- Teoria MecanismosDokument16 SeitenTeoria MecanismoslopezmirianNoch keine Bewertungen
- Acoplamientos y AlineaciónDokument18 SeitenAcoplamientos y AlineaciónJavier Solís FernándezNoch keine Bewertungen
- Afilado de Brocas y Cálculo de Velocidad de CorteDokument23 SeitenAfilado de Brocas y Cálculo de Velocidad de Cortesofia castrogNoch keine Bewertungen
- Tec. Mecanica Luis Bernal 8-992-78Dokument20 SeitenTec. Mecanica Luis Bernal 8-992-78Luis BernalNoch keine Bewertungen
- Mantenimiento a procesos de manufactura: Afilado de herramientas de corteDokument11 SeitenMantenimiento a procesos de manufactura: Afilado de herramientas de corteCesar Valle Vizcaya LBsNoch keine Bewertungen
- Escuela Politécnica Ing. MecánicaDokument24 SeitenEscuela Politécnica Ing. MecánicaRafita GaiborNoch keine Bewertungen
- Informe Laboratorio 3 - Grupo 9Dokument22 SeitenInforme Laboratorio 3 - Grupo 9Alison Massiel Ortiz QuispeNoch keine Bewertungen
- Proyecto 1er Parcial - Sig - 8 4Dokument9 SeitenProyecto 1er Parcial - Sig - 8 4Gerson Zavala ZambranoNoch keine Bewertungen
- Geo ServerDokument1 SeiteGeo ServerGerson Zavala ZambranoNoch keine Bewertungen
- Clausura de Los Deportes 2018Dokument34 SeitenClausura de Los Deportes 2018Angelica CruzNoch keine Bewertungen
- Uso de La ComaDokument6 SeitenUso de La ComaGerson Zavala ZambranoNoch keine Bewertungen
- Alta DisponibilidadDokument20 SeitenAlta Disponibilidadgjd2008Noch keine Bewertungen
- 6 Enrutamiento Proxy OpenLDAP PDFDokument44 Seiten6 Enrutamiento Proxy OpenLDAP PDFGerson Zavala ZambranoNoch keine Bewertungen
- Curriculum Vitae-Actualizado 2019Dokument1 SeiteCurriculum Vitae-Actualizado 2019Gerson Zavala ZambranoNoch keine Bewertungen
- SquidDokument4 SeitenSquidGerson Zavala ZambranoNoch keine Bewertungen
- Legislación InformáticaDokument17 SeitenLegislación InformáticaGerson Zavala ZambranoNoch keine Bewertungen
- Alta DisponibilidadDokument20 SeitenAlta Disponibilidadgjd2008Noch keine Bewertungen
- AdivinanzasDokument4 SeitenAdivinanzasGerson Zavala ZambranoNoch keine Bewertungen
- Alta DisponibilidadDokument20 SeitenAlta Disponibilidadgjd2008Noch keine Bewertungen
- Tabla de SímbolosDokument3 SeitenTabla de SímbolosGerson Zavala ZambranoNoch keine Bewertungen
- Casas Inteligentes Del FuturoDokument2 SeitenCasas Inteligentes Del FuturoGerson Zavala ZambranoNoch keine Bewertungen
- Formato Plan de Reducción de Riesgos para Instituciones EducativasDokument15 SeitenFormato Plan de Reducción de Riesgos para Instituciones EducativasGerson Zavala ZambranoNoch keine Bewertungen
- Yasuni 1Dokument3 SeitenYasuni 1Gerson Zavala ZambranoNoch keine Bewertungen
- Lacomunicaci0n en La EmpresaDokument8 SeitenLacomunicaci0n en La EmpresaGerson Zavala ZambranoNoch keine Bewertungen
- Como Conectar ParlantesDokument2 SeitenComo Conectar ParlantesGerson Zavala ZambranoNoch keine Bewertungen
- Metódo Clasico Del Ciclo de Vida para El Desarrollo de Sistemas de InformaciónDokument1 SeiteMetódo Clasico Del Ciclo de Vida para El Desarrollo de Sistemas de InformaciónGerson Zavala ZambranoNoch keine Bewertungen
- Plan Anual de ArtisticaDokument46 SeitenPlan Anual de ArtisticaGerson Zavala ZambranoNoch keine Bewertungen
- Visual BasicDokument4 SeitenVisual BasicGerson Zavala ZambranoNoch keine Bewertungen
- NATACIONDokument12 SeitenNATACIONGerson Zavala ZambranoNoch keine Bewertungen
- Batalla del Pichincha que marcó la independencia del EcuadorDokument1 SeiteBatalla del Pichincha que marcó la independencia del EcuadorGerson Zavala ZambranoNoch keine Bewertungen
- Primeros Pasos en La Reparación de Un TVDokument3 SeitenPrimeros Pasos en La Reparación de Un TVGerson Zavala ZambranoNoch keine Bewertungen
- TrigonometríaDokument307 SeitenTrigonometríaGerson Zavala ZambranoNoch keine Bewertungen
- Manual DurockDokument13 SeitenManual DurockOmegacool100% (5)
- Clase 4 Definición de PlagasDokument19 SeitenClase 4 Definición de PlagasEduardo Carrasquel StekelenburgNoch keine Bewertungen
- Capitulo 9 - Desarrollo de Nuevos ProductosDokument6 SeitenCapitulo 9 - Desarrollo de Nuevos ProductosKatty Mendoza SotomayorNoch keine Bewertungen
- Trabajo Grupal de Intervencion Social MadsDokument6 SeitenTrabajo Grupal de Intervencion Social MadsmontillaneyraNoch keine Bewertungen
- Guia Patrones Ritmicos y NumericosDokument6 SeitenGuia Patrones Ritmicos y Numericosevelyn riverosNoch keine Bewertungen
- Módulo 1 Diplomado. TeamsDokument42 SeitenMódulo 1 Diplomado. TeamsLuis Alberto Quiroz GranadosNoch keine Bewertungen
- Impacto tecnología productividad humanaDokument7 SeitenImpacto tecnología productividad humanaFLORENCIA TOSSONoch keine Bewertungen
- Mercado Meta y PosicionamientoDokument16 SeitenMercado Meta y PosicionamientoJULIO CESAR IBARRA ARAUJO (:-)Noch keine Bewertungen
- Webquest Grupal BullyingDokument2 SeitenWebquest Grupal Bullyingapi-358290810Noch keine Bewertungen
- PD 11 Sist de Part - Choques 2023-I Fis 1Dokument4 SeitenPD 11 Sist de Part - Choques 2023-I Fis 1DAIVID JHUNIOR ALELUYA UNCHUPAICONoch keine Bewertungen
- La Escala Binet-Simon en Estados UnidosDokument1 SeiteLa Escala Binet-Simon en Estados UnidosHernandez Mendez Monica Lucia 202107160Noch keine Bewertungen
- 06 Textos ReferenciasDokument24 Seiten06 Textos ReferenciasSamy PaezNoch keine Bewertungen
- Auto 12 - Turbo de Geometría VariableDokument14 SeitenAuto 12 - Turbo de Geometría VariableMartínez IrahetaNoch keine Bewertungen
- PeroxidasasDokument18 SeitenPeroxidasasJesús SolísNoch keine Bewertungen
- Plano Topografico ..Dokument1 SeitePlano Topografico ..Jaime andres Jimenez mesaNoch keine Bewertungen
- Laboratorio #4Dokument22 SeitenLaboratorio #4Marlon SepúlvedaNoch keine Bewertungen
- Codex - Astra MilitarumDokument5 SeitenCodex - Astra Militarumfernando.fernandes.fernandes03Noch keine Bewertungen
- Procesos psicológicos básicos IIDokument33 SeitenProcesos psicológicos básicos IImartinaNoch keine Bewertungen
- Silabo Envases y EmbalajesDokument8 SeitenSilabo Envases y EmbalajesLiliana ChamorroNoch keine Bewertungen
- KAINZDokument6 SeitenKAINZAlexander RyuuNoch keine Bewertungen
- D. INTERNACIONAL PRIVADO Examen - (APEB1-20%) CP. Cuestionario - "Naturalización y Nacionalidad de Las Sociedades"Dokument3 SeitenD. INTERNACIONAL PRIVADO Examen - (APEB1-20%) CP. Cuestionario - "Naturalización y Nacionalidad de Las Sociedades"Comandante MAFLOCNoch keine Bewertungen
- Guia 1. SOCIALES 2o.Dokument3 SeitenGuia 1. SOCIALES 2o.lizkatherine1981Noch keine Bewertungen
- Mapa ConceptualDokument2 SeitenMapa ConceptualOscar Alejandro Flórez BarajasNoch keine Bewertungen
- Laboratorio 4 I 2023 601Dokument6 SeitenLaboratorio 4 I 2023 601JOELNoch keine Bewertungen
- Actividad de Aprendizaje 1. Cuadro ComparativoDokument2 SeitenActividad de Aprendizaje 1. Cuadro ComparativoOmar Bustos DíazNoch keine Bewertungen