Das könnte Ihnen auch gefallen
- Pravilnik o Tehničkim Normativima Za Pokretne Zatvorene Sudove Za Komprimirane Tečne I Pod Pritiskom Rastvorene GasoveDokument13 SeitenPravilnik o Tehničkim Normativima Za Pokretne Zatvorene Sudove Za Komprimirane Tečne I Pod Pritiskom Rastvorene GasoveSrbislav GenicNoch keine Bewertungen
- RS 70 - Conexel - Relé de InterposiçãoDokument1 SeiteRS 70 - Conexel - Relé de InterposiçãoKim Nicolas SaikiNoch keine Bewertungen
- 8.1 - 5 MvaDokument4 Seiten8.1 - 5 MvafaharaNoch keine Bewertungen
- Interni Standard 37 Trajno Dozvoljene Struje Faznih Provodnika Nadzemnih VodovaDokument8 SeitenInterni Standard 37 Trajno Dozvoljene Struje Faznih Provodnika Nadzemnih Vodovacommunist88Noch keine Bewertungen
- BTB Network 2005-1 PDFDokument135 SeitenBTB Network 2005-1 PDFĐể Mai TắmNoch keine Bewertungen
- R5Sr&Ttug Gu% Vur Uw: Cap. 5,51,21 DRF 19,35,04 WMS 3,43,77Dokument2 SeitenR5Sr&Ttug Gu% Vur Uw: Cap. 5,51,21 DRF 19,35,04 WMS 3,43,77Ashish Kumar PandeyNoch keine Bewertungen
- UNIT Conversion FactorsDokument22 SeitenUNIT Conversion FactorsGuillermo Lopez-FloresNoch keine Bewertungen
- 8.01 Manufacturer'S Guaranteed Technical Data Schedule For 33/11 KV, 5/6.67 Mva Power TransformerDokument5 Seiten8.01 Manufacturer'S Guaranteed Technical Data Schedule For 33/11 KV, 5/6.67 Mva Power TransformerfaharaNoch keine Bewertungen
- NCSI HLT-BrochureDokument8 SeitenNCSI HLT-BrochureahmetNoch keine Bewertungen
- 36 มยผ.8116-52 มาตรฐานแผงควบคุมเครื่องสูบน้ำดับเพลิงDokument21 Seiten36 มยผ.8116-52 มาตรฐานแผงควบคุมเครื่องสูบน้ำดับเพลิงappril26Noch keine Bewertungen
- Nit 1987 2Dokument31 SeitenNit 1987 2kunaldeoraNoch keine Bewertungen
- TCP SpecDokument23 SeitenTCP SpecGiridharan GanesanNoch keine Bewertungen
- Transmission Line Design For IOE StudentsDokument20 SeitenTransmission Line Design For IOE StudentsKiran PanthaNoch keine Bewertungen
- Cuptoare Electr&Electromecanice GastronomieDokument23 SeitenCuptoare Electr&Electromecanice GastronomieEugen VasileNoch keine Bewertungen
- LaserGas II SP CompactDokument2 SeitenLaserGas II SP CompactualassefernandoNoch keine Bewertungen
- Red 670Dokument28 SeitenRed 670Mahmoud Shafie100% (1)
- Data Sheet BDokument22 SeitenData Sheet BtceterexNoch keine Bewertungen
- Noi Hap Tiet Trung Sa 500aDokument19 SeitenNoi Hap Tiet Trung Sa 500aBIOMED HCCNoch keine Bewertungen
- Activity: Power HouseDokument6 SeitenActivity: Power HousePrakash MuthukrishnanNoch keine Bewertungen
- GE3139-03 Ung Suat Trong DaDokument100 SeitenGE3139-03 Ung Suat Trong DaBùi Mạnh SangNoch keine Bewertungen
- GTG 1690gr Brushgen 50hzDokument3 SeitenGTG 1690gr Brushgen 50hzAntonio DsfvsdcNoch keine Bewertungen
- Operator'S Manual 72633-D: 35 LB DrumDokument4 SeitenOperator'S Manual 72633-D: 35 LB DrumSaul PerezNoch keine Bewertungen
- June 7 & 8 - MOVED To Rockin' A ArenaDokument1 SeiteJune 7 & 8 - MOVED To Rockin' A ArenaKathy766Noch keine Bewertungen
- Labour Productivity Chart 1Dokument12 SeitenLabour Productivity Chart 1Mc Rolly RombaoaNoch keine Bewertungen
- Rfi Checklist NokiaDokument6 SeitenRfi Checklist NokiaBaba HimanathNoch keine Bewertungen
- Lm3886-Egizmo DesignDokument7 SeitenLm3886-Egizmo DesignKarloff AutencioNoch keine Bewertungen
- Nuclear CostDokument2 SeitenNuclear CostSouthern Alliance for Clean Energy100% (1)
- Ejercicios Tema FuncionesDokument2 SeitenEjercicios Tema Funcionesguille.camib06Noch keine Bewertungen
- Isolated Footing Design (IS 456-2000)Dokument12 SeitenIsolated Footing Design (IS 456-2000)Divya TadepalliNoch keine Bewertungen
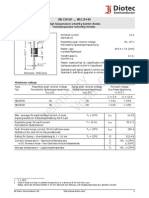
- SB12H30 ... SB12H40: High Temperature Schottky Barrier Diodes Hochtemperatur-Schottky-DiodenDokument2 SeitenSB12H30 ... SB12H40: High Temperature Schottky Barrier Diodes Hochtemperatur-Schottky-DiodenselocaNoch keine Bewertungen
- Buy Emerson 0.65-168 (KVA-VAH) Interactive UPS Online - GeMDokument4 SeitenBuy Emerson 0.65-168 (KVA-VAH) Interactive UPS Online - GeMArun Chand C VNoch keine Bewertungen
- Dokumen - Tips Atr 72 500 Pilot HandbookDokument27 SeitenDokumen - Tips Atr 72 500 Pilot HandbookRokas JankauskasNoch keine Bewertungen
- Datasheet Search Site - WWW - AlldatasheetDokument3 SeitenDatasheet Search Site - WWW - Alldatasheetpanagosp66Noch keine Bewertungen
- Service Manual 3781-84 KVG - 98 Supplied 2008 - 2014Dokument326 SeitenService Manual 3781-84 KVG - 98 Supplied 2008 - 2014Miguel LopezNoch keine Bewertungen
- The Deputy Manager 220kv GIS G/S Ravi LahoreDokument9 SeitenThe Deputy Manager 220kv GIS G/S Ravi LahoreJavaid IqbalNoch keine Bewertungen
- Procedure For Fab, Erec & Testing of Abovegroud PipingDokument16 SeitenProcedure For Fab, Erec & Testing of Abovegroud Pipingvpsimbu86Noch keine Bewertungen
- Change Request - 8.4.0: 25.306 CR 0200 RevDokument3 SeitenChange Request - 8.4.0: 25.306 CR 0200 Revtech_geekNoch keine Bewertungen
- Iec 439-1 Iec 947-2Dokument13 SeitenIec 439-1 Iec 947-2zuma zaiamNoch keine Bewertungen
- Ex 9, Punching ShearDokument4 SeitenEx 9, Punching ShearMohafisto SofistoNoch keine Bewertungen
- The Contents of The Presentation Are ©EPC-UKDokument24 SeitenThe Contents of The Presentation Are ©EPC-UKMILIAPUTRINoch keine Bewertungen
- 1453126373ps pgs011816 PDFDokument8 Seiten1453126373ps pgs011816 PDFCoolerAdsNoch keine Bewertungen
- Final Teaching Scheme & Syllbus ME Electrical SplitDokument21 SeitenFinal Teaching Scheme & Syllbus ME Electrical SplitvagoliyoNoch keine Bewertungen
- Node Voltage and Current AIM: Write A Program To Find The Node Voltage and CurrentDokument40 SeitenNode Voltage and Current AIM: Write A Program To Find The Node Voltage and Currentirenezach88Noch keine Bewertungen
- Nordøytrål: Imo No.: 9219771 Fishing Id: M-HØ359 SP Shipbase No.: K115606 Last UpdateDokument7 SeitenNordøytrål: Imo No.: 9219771 Fishing Id: M-HØ359 SP Shipbase No.: K115606 Last UpdateWahyuNoch keine Bewertungen
- DM74LS138 - DM74LS139 Decoder/Demultiplexer: General Description FeaturesDokument6 SeitenDM74LS138 - DM74LS139 Decoder/Demultiplexer: General Description FeaturesSetiawan Bima Adi SaputraNoch keine Bewertungen
- KEEMYAADokument406 SeitenKEEMYAAkhNoch keine Bewertungen
- Calculate Cable Size and VoltageDokument5 SeitenCalculate Cable Size and Voltageechiechi28082011Noch keine Bewertungen
- Bai6 2Dokument27 SeitenBai6 2Trịnh HòaNoch keine Bewertungen
- Cx. Vel. 16S 2221 ToDokument85 SeitenCx. Vel. 16S 2221 ToClaudemiro CostaNoch keine Bewertungen
- Engineering Info CompleteDokument14 SeitenEngineering Info CompleteIvanNoch keine Bewertungen
- PHYS 352 Energy Loss by ElectronsDokument8 SeitenPHYS 352 Energy Loss by Electronssamuel_07Noch keine Bewertungen
- Differential and Comparative Cost AnalysisDokument41 SeitenDifferential and Comparative Cost AnalysisjungvoltNoch keine Bewertungen
- Exp No: Usage of Cursor Date:: Branch Name, House No (PK), AmountDokument6 SeitenExp No: Usage of Cursor Date:: Branch Name, House No (PK), AmountaaanathanNoch keine Bewertungen
- 1202 Detail SheetsDokument61 Seiten1202 Detail SheetsUcok DedyNoch keine Bewertungen
- Olaplex SephoraDokument1 SeiteOlaplex SephoraAlessiaNoch keine Bewertungen
- Innovative Mechanical Final Projects List 2013 SooxmaDokument6 SeitenInnovative Mechanical Final Projects List 2013 SooxmaRajKumawatNoch keine Bewertungen
- Datasheet SKHI 22A PDFDokument12 SeitenDatasheet SKHI 22A PDFGlauber GoncalvesNoch keine Bewertungen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Divided States: Strategic Divisions in EU-Russia RelationsVon EverandDivided States: Strategic Divisions in EU-Russia RelationsNoch keine Bewertungen
- Creativity and Change in Nigerian ChristianityVon EverandCreativity and Change in Nigerian ChristianityNoch keine Bewertungen
- Stonco Illustrated Price Guide LP-11 1972Dokument100 SeitenStonco Illustrated Price Guide LP-11 1972Alan MastersNoch keine Bewertungen
- DLP ScienceDokument5 SeitenDLP ScienceRochelle Ann Ramilo GonzalesNoch keine Bewertungen
- Garcia Welding: Filler Metal Selection GuideDokument8 SeitenGarcia Welding: Filler Metal Selection GuideGustavo MorilloNoch keine Bewertungen
- Lecture 1aDokument23 SeitenLecture 1aSaritaNoch keine Bewertungen
- A Practical Guide For EN 61000-4-6: Test & Measurement TechniquesDokument29 SeitenA Practical Guide For EN 61000-4-6: Test & Measurement TechniquesRanganokNoch keine Bewertungen
- How Solar Flares Affect Communication - SciencingDokument2 SeitenHow Solar Flares Affect Communication - SciencingchelseyNoch keine Bewertungen
- Lightning Is A Naturally OccurringDokument1 SeiteLightning Is A Naturally OccurringenergyNoch keine Bewertungen
- SunspotsDokument9 SeitenSunspotsThe Physics SocietyNoch keine Bewertungen
- Welding ProcessesDokument28 SeitenWelding ProcessesJitendra UmaraliyaNoch keine Bewertungen
- Holophane Bantam Prismpack Series Brochure 3-75Dokument4 SeitenHolophane Bantam Prismpack Series Brochure 3-75Alan MastersNoch keine Bewertungen
- PlasmaDokument2 SeitenPlasmaMurthy ChavaliNoch keine Bewertungen
- Gas Tungsten Arc WeldingDokument1 SeiteGas Tungsten Arc WeldingabhibawaNoch keine Bewertungen
- Form Request OvertimeDokument21 SeitenForm Request OvertimeAndika ArdaNoch keine Bewertungen
- Curriculum Vitae Hans-Stephan Bosch: EducationDokument2 SeitenCurriculum Vitae Hans-Stephan Bosch: EducationDNoch keine Bewertungen
- Presto Predictability of The Variable Solar-Terrestrial CouplingDokument25 SeitenPresto Predictability of The Variable Solar-Terrestrial CouplinghassanNoch keine Bewertungen
- Precios Dogo Labor Rapifix - 14fDokument111 SeitenPrecios Dogo Labor Rapifix - 14fgustavoNoch keine Bewertungen
- The SunDokument40 SeitenThe SunKaren Vanessa Magada MendozaNoch keine Bewertungen
- Stellarator Fusion Rectors OverviewDokument7 SeitenStellarator Fusion Rectors OverviewroberoayonNoch keine Bewertungen
- Dielectric BreakdownDokument8 SeitenDielectric BreakdownPranjal RathoreNoch keine Bewertungen
- (For PKG2 Only Applicable) : Uop Lines Applicable Post Heat RequirementDokument1 Seite(For PKG2 Only Applicable) : Uop Lines Applicable Post Heat RequirementMuhammad SawadNoch keine Bewertungen
- Annex 4Dokument36 SeitenAnnex 4Ann Matinong Dela Cruz100% (1)
- Plasma (Physics)Dokument14 SeitenPlasma (Physics)Shubham BansalNoch keine Bewertungen
- New 01. Price List VS Online Welding Mechine Professional 290123Dokument4 SeitenNew 01. Price List VS Online Welding Mechine Professional 290123Deta PutraNoch keine Bewertungen
- Sample Welding Map Project Kecil PDFDokument1 SeiteSample Welding Map Project Kecil PDFMuhammad Fitransyah Syamsuar Putra100% (1)
- V.E. Lukash and R.R. Khayrutdinov - Model of Real Time ITER Plasma Position, Shape and Current Control On Base of DINA CodeDokument4 SeitenV.E. Lukash and R.R. Khayrutdinov - Model of Real Time ITER Plasma Position, Shape and Current Control On Base of DINA CodeMsdsxNoch keine Bewertungen
- 6.2.5 Understanding The Physics of The Moon's WakeDokument7 Seiten6.2.5 Understanding The Physics of The Moon's WakeWaleedSubhanNoch keine Bewertungen
- 6118 19036 1 PBDokument9 Seiten6118 19036 1 PBmuhamad bastianNoch keine Bewertungen
- Coronal Heating and EnergeticsDokument55 SeitenCoronal Heating and EnergeticsAjay TiwaryNoch keine Bewertungen
- The Layers of The Sun Cheat Sheet: by ViaDokument1 SeiteThe Layers of The Sun Cheat Sheet: by ViaSteve DonaldsonNoch keine Bewertungen
- 4.co - DMB 2243 Welding Process 2Dokument6 Seiten4.co - DMB 2243 Welding Process 2azmi yusofNoch keine Bewertungen