Beruflich Dokumente
Kultur Dokumente
1 Structure Des Metaux
Hochgeladen von
KhaoulaKfoury0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
105 Ansichten10 SeitenCopyright
© © All Rights Reserved
Verfügbare Formate
PDF, TXT oder online auf Scribd lesen
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
105 Ansichten10 Seiten1 Structure Des Metaux
Hochgeladen von
KhaoulaKfouryCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
Sie sind auf Seite 1von 10
STRUCTURE ET COMPORTEMENT DES MATERIAUX
PENDANT LEUR TRANSFORMATION
IND 420-3 : PROCEDES DE FABRICATION
Filire INDUSTRIEL Anne 2013/2014
Niveau 3
me
Anne Session 2 Hiver 2014
Enseignant : M. ALI MAHOU, Professeur de Gnie Mcanique
INTRODUCTION
Le point de dpart de la conception d'un produit industriel est une ide innovante ou un besoin du
march. L'tape ultime correspond toutes les spcifications qui rendent la ralisation du produit
possible.
Il est impratif de dfinir prcisment ds le dpart le besoin satisfaire (sous la forme d'un nonc du
type il nous faut raliser une pice qui remplit telle fonction). Les traits classiques de conception
insistent sur la ncessit d'une spcification de la fonction indpendamment de toute solution
remplissant cette fonction, cette prcaution ayant pour but d'viter les limitations qui pourraient rsulter
d'ides prconues.
La dmarche de conception consiste ensuite dvelopper des concepts qui peuvent potentiellement
remplir la fonction demande. cette tape de la conception, toutes les options demeurent ouvertes, et
le concepteur se doit d'envisager tous les concepts possibles et toutes leurs combinaisons.
l'tape suivante, chaque concept est analys un niveau d'approximation qui permet de dterminer
grossirement la taille des pices, les contraintes mcaniques auxquelles elles sont soumises, les
tempratures et environnements dans lesquels elles doivent fonctionner. cette tape, le concepteur
doit slectionner les classes de matriaux qui peuvent ventuellement tre utiliss dans ces conditions.
Le concepteur passe ensuite de ce schma de faisabilit une tape de conception dtaille dans
laquelle les spcifications de chaque lment sont prcises. Les composants critiques sont alors
analyss en dtail (du point de vue mcanique et thermique), des mthodes d'optimisation sont
utilises pour maximiser la performance de composants ou de groupes de composants, et enfin un choix
dfinitif de la forme et des matriaux adapts est arrt.
L'aspect production et cot est alors analys et cela conduit clore la dmarche de conception par
des spcifications de production.
Cette dmarche de conception se dcline quelque peu diffremment si l'on a affaire non pas une
conception originale qui dmarre pour ainsi dire de rien, mais une conception adaptative, ou une
conception de variation qui, toutes deux, partent d'un produit dj existant.
CHOIX DES PROPRIETES DES METAUX :
Le choix des proprits des mtaux est impos par le mode de FABRICATION et par la
FONCTION des pices fabriques. Et lintrieur de ces deux grandes proprits on trouve :
des proprits PHYSIQUES, CHIMIQUES, MECANIQUES et PRATIQUES
Proprits lies la fabrication des pices :
Fusibilit : Cest le point de fusion. Physique
Fluidit : Trs important pour lobtention des pices par moulage. Physique
Mallabilit : Pour le laminage, le forgeage et le chaudronnage. Mcanique
Ductilit : Pour ltirage, et le trfilage. Mcanique
Soudabilit : Pour la liaison permanente par fusion locale. Pratique
Proprits lies la fonction des pices :
Tnacit : Pour la rsistance des organes aux efforts auxquels ils sont soumis. Mcanique
Elasticit : Pour absorber les dformations sans altration. Mcanique
Duret: Pour les outils de coupe ou de choc en particulier et pour les pices frottantes. Mcanique
Rsilience : Pour les pices soumises des chocs ou des efforts brusques. Mcanique
Masse volumique : En vue de la rduction du poids. Physique
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
2 / 10
Dilatabilit : Pour le frittage chaud ou froid. Physique
Conductibilit thermique: Pour le transfert de la chaleur ou pour viter sa dperdition. Physique
Conductibilit lectrique: Pour le transfert du courant lectrique et pour lisolement des conducteurs.
Physique
Magntisme : Aptitude dtre attir par un aimant Physique
Comportement lair : Aptitude a rsist la corrosion. Chimique
Tenue aux agents chimiques : Rsistance aux agents chimiques. Chimique
Etat : Brute ou usine. Pratique
Aspect : Finition de la pice. Pratique
METAUX ET ALLIAGES
- Mtal pur :
Un mtal pur est un mtal exempt de toute impuret cest--dire contenant une puret de 100% dune
seule espce. Cela nexiste pas mais il peut atteindre une puret de 99,9% pour le nickel, 99,99% pour le
cuivre et 99,998% pour laluminium.
- Alliage :
Un alliage est un mtal pur dans lequel on a introduit volontairement un ou plusieurs lments
daddition. Il peut tre binaire, ternaire ou quaternaire selon quil renferme deux, trois ou quatre lments
daddition.
STRUCTURE DES MTAUX ET ALLIAGES :
Lobservation des mtaux et alliages montre que ceux-ci ont une organisation interne appele structure.
Lutilisation de certaines mthodes dinvestigation nous permet de connatre les dtails de la structure.
Suivant le mode dobservation, on peut distinguer :
La structure macrographique ou macrostructure
La structure micrographique ou microstructure
La structure cristalline
Structure macrographique :
Lexamen macrographique utilise lil ou la loupe et il met gnralement en exergue :
La grosseur et la forme des grains
les traitements mcaniques tels que laminage et forgeage
la structure des dendrites
(sciences de la terre : cristal mtallique produit dans un mtal en fusion se refroidissant et caractris par
une structure arborescente).
la rpartition des inclusions
(particule htrogne emprisonne (dans un mtal, un alliage ou un cristal))
la rpartition des cavits
(espace creux dans un corps solide)
La macrographie consiste faire un polissage qui comporte un dgrossissage la lime ou la meule,
suivi dun finissage et dune attaque laide de ractifs.
En plus de la macrographie, il existe la macrofractologie qui consiste faire lanalyse morphologique
des pices partir de leurs cassures en vue de dterminer la cause de celles-ci.
Structure micrographique :
La micrographie a pour objectif principal de mettre en vidence la structure de lchantillon sous forme
de grains cest--dire de dterminer les constituants de lalliage. Elle permet aussi de contrler les
traitements chimiques ou mcaniques subis par l'alliage.
La prparation de lchantillon aprs prlvement comporte gnralement trois phases :
Le meulage : Il a pour but dobtenir une surface bien dresse
Le dgrossissage : Il permet dobtenir un tat de poli presque parfait de la surface de lchantillon
obtenue par meulage
Le finissage : Lchantillon parfaitement poli est abondamment lav pour liminer toute trace
dalumine dont la prsence risquerait de compliquer linterprtation. Il se fait laide dune meule de
feutre
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
3 / 10
Structure cristalline :
Lutilisation des rayons X ou
, qui ont la possibilit de pntrer dans des mtaux et mme de les
traverser sous une paisseur de plusieurs centimtres, a permis dtablir que les grains sont forms de
matires cristallises appeles ions. Ceux-ci sont rgulirement disposs sous forme dun rseau
cristallin.
Structures cristallines de mtaux purs :
Les mtaux sont des solides cristalliss constitus de mailles lmentaires qui sont de groupements
ordonns datomes. Cest la rptition de ces mailles dans les trois dimensions qui compose la matire.
La plupart des mtaux cristallisent dans lun de trois systmes suivants.
Systme cubique centr :
Exemple de mtaux maille cubique centre : fer , chrome, tungstne, molybdne, vanadium.
Systme cubique faces centres :
Systme Hexagonal Compact (H.C) :
8x1/8 + 1 = 2 ions
8x1/8 + 1 = 2 ions
Chaque maille est constitue par
neuf atomes (assimilables de
minuscules sphres) centres
respectivement aux huit sommets et
au centre du cube
8x1/8 + 6x1/2 = 4ions
12x1/6 + 2x1/2 + 3 = 6ions
La maille est un prisme droit ayant
pour base un hexagone rgulier. Les
atomes sont centrs aux nuds, aux
centres des bases, ainsi quen trois
points rgulirement disposs aux
sommets dun triangle trac dans la
base mdiane.
Exemple de mtaux maille H.C :
Magnsium, cobalt, Titane
Les atomes sont disposs
aux sommets et au centre des
faces du cube appel maille.
Exemple de mtaux
mailles C.F.C : fer
aluminium, nickel, cuivre,
plomb,.
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
4 / 10
Structures cristallines des alliages :
Si nous considrons des alliages binaires forms de deux corps A et B ; A tant le solvant et B le solut.
Il existe deux types de solutions solides.
Les solutions solides dinsertion :
Les solutions solides de substitution :
TRAITEMENTS THERMIQUES
INTRODUCTION
Lutilisation des matriaux conduit dfinir les proprits qualitatives que lon attend deux.
Les principales qualits sont:
la rsistance lextension ou la compression.
la rsistance aux chocs
la rsistance lusure
Chacune de ces trois qualits correspond respectivement une proprit mcanique bien dtermine:
la tnacit. la rsilience. la duret.
* But du traitement thermique ?
Le traitement thermique (TTH) a pour but de modifier la structure du matriau, pour que celui-ci
obtienne les caractristiques mcaniques souhaites pour son utilisation ultrieure.
Cette modification est obtenue aprs un temps de chauffe du matriau, puis refroidi plus ou
moins vite.
Il faut savoir que lon peut avoir un TTH ngatif, cest--dire par le froid, puis ramen
temprature ambiante.
Le faible diamtre de lion du solut permet son insertion
dans les interstices du rseau atomique.
Exemple dinsertion : le carbone dans le fer (voir diagramme
dquilibre fer-carbone.
Les solutions de substitution sont obtenues par remplacement du
solvant par des atomes du solut.
Il existe aussi des combinaisons intermtalliques du type AxBx
ou x et y sont des nombres entiers. Exemple : Fe3C ; Cu2Mg.
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
5 / 10
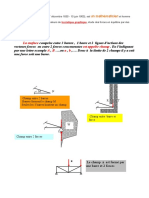
* Schma dun TTH:
Matriaux Initiales avec ses caractristiques brutes.
Zone de TTH
Les caractristiques mcaniques du matriau sont modifies.
Mode opratoire
Lopration consiste :
1) Chauffer un acier a une temprature comprise entre le point Ac1 (700) et le point Ac3 (906)
2) Maintenir celle-ci pendant un certain temps, pour chauffer toute la masse de la pice.
3) Refroidir le mtal plus ou moins brusquement dans un bain de trempe, celui-ci est constitu soit
dhuile ou deau.
Pourquoi le refroidissement est-il important ?
Il permet de conserver froid la structure molculaire particulire que lacier a acquise haute
temprature.
C
h
a
u
f
f
e
1
Pice
En cours
De Traitement
Thermique
2 Maintient en Temprature
R
e
f
r
o
i
d
i
s
s
e
m
e
n
t
3
Pice aprs Traitement Thermique
Pice avant Traitement Thermique
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
6 / 10
Exemple dune molcule dun acier ayant subi un TTH.
Cmentite
Austnite
* Incidence de la temprature
Sur la transformation de lalliage FER CARBONE, en fonction de ce dernier, jusqu 0.85%, nous
devons considrer 3 points appels Ac1, Ac2 et Ac3.
* Analyse du diagramme :
Ac1, correspond une temprature de 721C, dbut de transformation des constituants.
Ac2, temprature de 768C, perte de magntisme des aciers ayant un pourcentage de carbone
< 0.35% (Point de Curie). Pour les aciers > 0.35% de Carbone, Ac2 se confond avec Ac3.
Ac3, fin de transformation, temprature de 906C.
* Les phases de modification du matriau:
- Un matriau subissant un TTH, passe par 3 tapes, Echauffement, Maintient la temprature et
Refroidissement, ce qui provoque au niveau molculaire des modifications importantes.
- Ces changements molculaires sont retranscrits dans un graphe, qui suivant la zone dans laquelle on se
trouve, donne un nom la molcule.
906 Ac3
T
O
768 Ac2
721 Ac1
Reprsentation
schmatique du
graphe de
temprature.
=
-
+
=
-
AVANT
APRES
2
.
8
7
m
i
3
.
6
3
m
i
Systme
cubique
centr
Systme
cubique
faces
centres
Austnite
Dure
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
7 / 10
* Leffet de trempe
Les avantages de la trempe :
Elle permet daugmenter la rsistance la rupture, rsistance la pntration par un autre corps, (La
Duret) et la rsistance llasticit.
Les inconvnients de la trempe :
Elle diminue lallongement et la rsistance aux chocs, (rsilience), ce qui fragilise le mtal.
Graphe de temprature :
200C
Ac3
T
Dure
O
A B C D E
Dtails des priodes
A-B prchauffage
B-C Chauffage
C-D Maintien en temprature
D-E Refroidissement
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
8 / 10
Polymres et lastomres
Une troisime classe de matriaux est constitue de macromolcules squelette covalent, lies entre
elles par des liaisons faibles (liaisons de Van der Waal ou liaison hydrogne). Leurs proprits dpendent
fortement du comportement de ces liaisons faibles et voluent considrablement avec la temprature. Ils
auront gnralement un faible module lastique, et une limite dlasticit d'autant plus faible qu'ils seront
ports (dans une limite raisonnable qui respecte l'intgrit chimique du polymre) plus haute
temprature.
Ils seront donc faciles mettre en forme et auront souvent une bonne tnacit. Mais ils ont aussi,
malgr leur bonne dformabilit, une bonne rsistance l'usure. Ils sont faciles assembler et ont une
bonne tenue la corrosion. Enfin, ce sont des matriaux lgers qui peuvent tre trs bon march.
Il existe une trs grande varit de polymres que l'on peut grossirement classer en trois catgories, en
fonction de leur architecture molculaire.
_ Les thermoplastiques sont constitus de chanes linaires ou branches selon le procd de
polymrisation. Ils sont ramollis par un prchauffage. Ils prsentent une grande varit de proprits
en fonction de la nature et de la taille des molcules, ainsi que de leur degr de branchement.
_ Les thermodurcissables (rsines) sont forms par raction chimique entre de grands monomres
fonctionnels et de petites molcules de liaison, ce qui dveloppe des liaisons transverses, formant un
squelette qui donne l'ensemble sa rigidit. Ils ne fondent pas, ne se ramollissent pas de faon
rversible au chauffage : ils se dcomposent. Ils rsistent aux solvants mais, une fois polymriss, ils
ne peuvent tre mis en forme aussi facilement que les thermoplastiques.
_ Les lastomres (caoutchoucs) se placent entre les deux catgories prcdentes. Ils sont moins rigides
que les thermodurcissables grce un plus faible degr de polymrisation, et les liaisons transverses y
sont moins nombreuses.
Matriaux composites
Les matriaux composites sont des matriaux qui associent des lments de deux classes de matriaux
pour obtenir une combinaison de proprits qui tire avantage de chaque classe. Les plus frquemment
utiliss sont les composites matrice polymre et renfort fibreux qui prsentent des proprits
spcifiques exceptionnelles.
Les composites cramique/cramique, qui sont moins fragiles que les cramiques massives, sont
trs intressants pour leur tenue en temprature ; les composites matrice mtallique renfort
cramique ont pour vocation de tirer parti la fois de la ductilit des mtaux et de la raideur du renfort
cramique. Enfin, il convient de citer pour mmoire les matriaux tels que le bois (qui est, ne
loublions pas, un matriau structural de toute premire importance dans le btiment), les ciments et les
btons, les mousses polymres, cramiques ou mtalliques, qui sont tous en quelque sorte des matriaux
composites.
Les grandes familles de procds
Chacune des grandes classes de matriaux voques ci-dessus possde des proprits physico-
chimiques spcifiques qui se traduisent par des rponses spcifiques aux diffrentes tentatives de
mise en uvre. Nous basons donc cette prsentation gnrale sur les grandes filires de mise en
uvre qui ont t dveloppes en adaptation au type de matriau travaill.
Il est souligner que, dans la ralit industrielle et artisanale, ces filires correspondent des
mtiers diffrents, dont les savoir-faire, les technologies, les langages, les circuits technico-
conomiques se sont dvelopps presque indpendamment, en adaptation troite aux particularits du
matriau travaill. Mme l'heure actuelle, l'instar du menuisier, du maon ou du forgeron de
l'poque prindustrielle, ces mtiers sont encore rarement intgrs au sein d'une mme entreprise.
Les dtails technologiques sur les diffrents procds de fabrication qui sont voqus ici seront trouvs
par le lecteur dans les traits Gnie mcanique, Matriaux mtalliques et Plastiques et Composites
des Techniques de l'Ingnieur. Nous nous contenterons de donner ici des visions schmatiques de leurs
articulations et de leurs utilisations pour les diffrents matriaux.
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
9 / 10
Procds de mise en uvre des matriaux mtalliques
Ces procds exploitent pour lessentiel deux caractristiques spcifiques des mtaux et alliages :
leur temprature de fusion relativement accessible aux technologies actuelles ;
leur ductilit intrinsque, ventuellement favorise par llvation de temprature.
Procds de mise en uvre des polymres et des lastomres
Ces procds diffrent dans leurs principes selon que le polymre travaill est thermoplastique,
donc mallable chaud, ou thermodurcissable, donc polymrisant chaud (les lastomres tant mis en
forme par des procds similaires ceux des polymres thermodurcissables).
POLYMERES THERMOPLASTIQUES
POLYMERES THERMODURCISSABLES
ET ELASTOMERES
Granuls : polymres + charges + colorant
Chauffage : pate plastique
Poudre partiellement
Polymrise
Liquide (rsine +
catalyseur, ou bien
composant ractif)
Produits longs
(profils, fils,
tuyaux)
extrusion
Produits plats
(films, gaines,
plaques),
extrusion,
gonflage,
calandrage
Pices de forme :
frittage, rotomoulage,
extrusion, soufflage,
injection, injection
soufflage
Estampage,
thermoformage
Compression,
compression-transfert
Moulage par coule
ou injection
Etuvage : polymrisation complte
Finition : reprise dusinage, bavurage
Assemblage : emboitement, collage, soudage, vissage
Finition : usinage, bavurage
Assemblage : emboitement, collage, vissage
Principaux procds de mise en uvre des polymres
Composs mtalliques
MATERIAUX METALIQUES
Mtal ou alliage liquide
Coule en lingots
Coule continue
Fabrication des demi-
produits courant (tles,
plaques, barres, fils, tubes,
profiles) : laminage, trfilage,
extrusion
Fabrication des pices de
forme : forgeage, estampage
Moulage de pices de
forme : en sable, en
coquilles, en
carapace, sous
pression, la cire
perdue
Coule centrifuge :
rhomoulage
Ebauches
moules
Elaboration
de poudre :
atomisation
de liquide
Mtallurgie
des poudres :
Frittage,
compression
isostatique
chaud
Formage de
prcision :
A froid,
chaud,
haute
temprature
Formage
superplastique,
calibrage
Usinage : dcoupage, chaudronnerie : repoussage,
Perage, tournage fluotournage, emboutissage,
Fraisage, filetage pliage, dcoupage,
Poinonnage, cisaillage
Traitement dans la masse : traitement thermique (recuit, trempe, revenus),
Traitement magntiques, autres traitements physiques
Trempe sur
rouleau
(Alliages
amorphes ou
micro-
cristalliss
Mise en forme Directe
Par dpt Sur substrats :
Dpts lectrolytique,
dpts en phase vapeur
(CVD, PVD) jet de
poudre, jet de plasma
Traitement de surface :
Diffusion thermochimique,
implantation ionique,
passivation
Finition : rectification, polissage, grenaillage, rodage, placage, peinture. Assemblage : soudage, collage,
Assemblage par lments de jonction
Principaux procds de mise en uvre des matriaux mtalliques
ECOLE POLYTHENIQUE
PRIVEE DAGADIR
STRUCTURE ET COMPORTEMENT DES
MATERIAUX PENDANT LEUR
TRANSFORMATION
IND 420-3
PROCEDES DE FABRICATION
3
me
Anne
INDUSTRIEL
10 / 10
Procds de mise en uvre des composites
La plupart des techniques voques au paragraphe ci-dessus sont compatibles avec l'incorporation au
polymre de particules ou de fibres courtes, et constituent de ce fait des procds possibles pour la mise
en forme des composites renfort particulaire ou par fibres courtes, et matrice organique.
Les procds employs pour les autres types de composites diffrent essentiellement en fonction de la
nature de la matrice du composite (mtallique, cramique ou polymre), qui impose le recours
des technologies de mise en forme compatibles avec la classe de matriau laquelle elle appartient.
Moulage au contact, projection simultane,
stratification sous vide, sous pression, chaud,
drapage en autoclave, injection RMT, injection et
raction RRIM ou SRIM, moulage la presse,
enroulement filamentaire, stratification en continu,
centrifugation
MATRICE METALLIQUE
Alliage liquide Alliage solide Composs gazeux
Fibres courtes :
Mlange lalliage
liquide coul, injection,
forgeage liquide,
rhomoulage, extrusion
Fibres longues :
Imprgnation dune
prforme
Aspiration, injection,
forgeage, liquide
Elaboration in situ :
solidification dirige
dun alliage biphas
Compression chaud :
empilement de couches de
filaments et de feuillards
mtalliques, puis soudage par
compression haute
temprature
Imprgnation : en phase
vapeur dune prforme de
fibres longues
Finition : calibrage, reprise dusinage, bavurage
Assemblage : soudage, brasage, collage, lments de jonction
MATRICE CERAMIQUE MATRICE ORGANIQUE
Composes gazeux
Imprgnation en phase
vapeur dune prforme
de fibres longues
Finition : rectification,
polissage
Assemblage : colles,
ciments
Voie humide : imprgnation de fibres courtes, mates
ou tissues par une rsine liquide
Voie sche : mat ou
fibres courtes pr-
imprgns de rsine
thermodurcissable
catalyse et inhibe :
SMC, BMC
Finition : reprise dusinage, bavurage
Assemblage : emboitement, collage, vissage
Principaux procdes de mise en uvre des matriaux composites
Das könnte Ihnen auch gefallen
- Cahier de Soudage ImportantDokument74 SeitenCahier de Soudage ImportantSara Swikira100% (2)
- Diagnostics de Pannes. Guide Des Anomalies de Fonctionnement Du Système D Embrayage PDFDokument48 SeitenDiagnostics de Pannes. Guide Des Anomalies de Fonctionnement Du Système D Embrayage PDFmabrouk100% (1)
- Qualification Des SoudeursDokument28 SeitenQualification Des SoudeursDanem HalasNoch keine Bewertungen
- Manutention Poutre PS86 V5Dokument7 SeitenManutention Poutre PS86 V5AbdelaliElFaiz100% (1)
- Diapositives PFE Etude D'un StadeDokument53 SeitenDiapositives PFE Etude D'un StadeZakariya BsraouiNoch keine Bewertungen
- Cours Actions Sur Les StructuresDokument33 SeitenCours Actions Sur Les StructuresBELSNoch keine Bewertungen
- Rapport Proctor CBR FinalDokument18 SeitenRapport Proctor CBR FinalAdam100% (1)
- Rappel de RDM Et Formules Ec2Dokument10 SeitenRappel de RDM Et Formules Ec2SCRIBDCOM9Noch keine Bewertungen
- Résistance Mécanique Des VisDokument5 SeitenRésistance Mécanique Des VisRMLNoch keine Bewertungen
- Sommaire TRIPDokument5 SeitenSommaire TRIPMouad Bensada100% (1)
- Dosage ComplexometriquesDokument2 SeitenDosage ComplexometriquesGalileoNewtonAristideNoch keine Bewertungen
- Le Lexique Des Patrimoines Architecturaux Dans La Régence D'alger Support de ThesaurusDokument11 SeitenLe Lexique Des Patrimoines Architecturaux Dans La Régence D'alger Support de ThesaurusabdouhNoch keine Bewertungen
- Mémoire de Fin de Cycle-PM-20180730 NewsDokument69 SeitenMémoire de Fin de Cycle-PM-20180730 NewsmangomaNoch keine Bewertungen
- Compte Rendu TP3Dokument6 SeitenCompte Rendu TP3Abd El Basset BeNmansour100% (1)
- Cours Analyse Blaine Master-1 2015Dokument6 SeitenCours Analyse Blaine Master-1 2015abdou naimineNoch keine Bewertungen
- Vérification Et Choix Des Vis de Fixation Du Vérin Sur Son SupportDokument5 SeitenVérification Et Choix Des Vis de Fixation Du Vérin Sur Son Supportyassinn95Noch keine Bewertungen
- Essai Triaxial - WikipédiaDokument21 SeitenEssai Triaxial - WikipédiaMoussa100% (1)
- Bieber PVC FenetresDokument16 SeitenBieber PVC Fenetresgermain_r6373Noch keine Bewertungen
- Cours de ThermiqueDokument51 SeitenCours de Thermiquelosirika100% (1)
- NCCI: Dimensionnement Initial Des Assemblages Articulés Par Platine D'extrémitéDokument8 SeitenNCCI: Dimensionnement Initial Des Assemblages Articulés Par Platine D'extrémitésaidgénie01Noch keine Bewertungen
- Poltergeist RosenheimDokument4 SeitenPoltergeist Rosenheimapi-263056553Noch keine Bewertungen
- Raport de Stage Ingenieur SanaDokument51 SeitenRaport de Stage Ingenieur SanaNidhal BousrihNoch keine Bewertungen
- Corespondente Stas DinDokument13 SeitenCorespondente Stas DinDaria MarianNoch keine Bewertungen
- TAB Analyse Des ContraintesDokument4 SeitenTAB Analyse Des ContraintesHasibKaabiNoch keine Bewertungen
- Caractéristiques Du Béton AutoplaçantDokument5 SeitenCaractéristiques Du Béton Autoplaçantmezdou moumeneNoch keine Bewertungen
- TeléxDokument5 SeitenTeléxSekaNoch keine Bewertungen
- 250 Titre1Dokument12 Seiten250 Titre1Rida LagNoch keine Bewertungen
- Errata Resist Tome 1Dokument8 SeitenErrata Resist Tome 1YounsNoch keine Bewertungen
- 08 Section MTDokument31 Seiten08 Section MTAli LabidiNoch keine Bewertungen
- Cours de Construction en Bois Poly ETSHER Assemblage Bois CALLAUD 2002Dokument33 SeitenCours de Construction en Bois Poly ETSHER Assemblage Bois CALLAUD 2002magassouba100% (1)