Beruflich Dokumente
Kultur Dokumente
Curso PLC - Saber Electrónica
Hochgeladen von
Sergio Andres Robayo PerezOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Curso PLC - Saber Electrónica
Hochgeladen von
Sergio Andres Robayo PerezCopyright:
Verfügbare Formate
PLC
CURSO DE AUTMATAS PROGRAMABLES
LECCIN N1: AUTMATAS Y AUTOMATISMOS
Saber Electrnica N 167
3
ARTICULO DE TAPA
E
l autmata programable (PLC) es el
equipo que en un sistema automtico
nos permite elaborar y modificar las
funciones que tradicionalmente se han
realizado con rels, contactores, tempori-
zadores, etc. Hay en el mercado autma-
tas que se adaptan a casi todas las nece-
sidades, con entradas/salidas digitales
y/o analgicas, pequeos y grandes. La
programacin suele ser sencilla, depen-
diendo bsicamente de lo que se preten-
da conseguir. A pesar de poder utilizar en
cada uno de los distintos lenguajes de
programacin la misma simbologa (es-
quema de contactos) no es fcil, apren-
diendo uno de ellos, saber manejar el de
cualquier otro fabricante ya que es aqu
donde radica el gran inconveniente, cada
fabricante tiene su propio lenguaje de pro-
gramacin. Lo importante es conocer las
posibilidades de un autmata y saber co-
mo llevarlas a la prctica con cualquiera
de los autmatas que existen en el merca-
do. Con este curso pretendemos ensear-
le qu es un PLC, cmo puede construir
autmatas, cmo se programan estos ele-
mentos, cules son las normas internacio-
nales que versan sobre el tema, qu es la
programacin LADDER, cmo se solucio-
nan conflictos producidos por ruidos e in-
terferencias, cmo se realiza el cableado
externo, qu tipos de entradas y salidas se
emplean, etc. Tambin daremos proyec-
tos con PLCs de distinta ndole. Al finalizar
cada captulo encontrar un cuestionario
correspondiente a cada leccin. Ud. Po-
dr realizar consultas por Internet, ingre-
sando a nuestra pgina WEB.
Autor: Horacio D. Vallejo
e-mail: hvquark@internet.siscotel.com
En la Web:
www.editorialquark.com.ar
I NTRODUCCI N AL PLC
La sigla PLC significa Pro-
gramable Logic Controler (en
ingls: Controlador Lgico Pro-
gramable).
Es un equipo electrnico, uti-
lizado para controlar automti-
camente, a travs de secuencias
lgicas, mquinas y equipos. Ba-
san su funcionamiento en las tc-
nicas digitales con microprocesa-
dores, empleando una estructura
similar a la de una computadora
hogarea.
En principio, el PLC debera
sustituir a un conjunto de rels
cableados adecuadamente para
que cumplan una funcin deter-
minada.
En forma general, podemos
decir que un rel es un electroi-
mn que al ser alimentado en los
extremos a y b empuja a
travs de la armadura, a un
contacto inversor; y lo fuerza
a cambiar de estado: es decir,
el contacto Normal Abier-
to (NA) pasa a cer cerrado y
el Normal Cerrado (NC),
pasa a ser abierto; cumple de
esta forma la funcin de in-
versin lgica de estado (fun-
cin NOT) y de multiplicacin
de cantidad de contactos, para
tener suficientes contactos li-
bres para armar las combina-
ciones Lgicas: AND (serie), OR
(paralelo), etctera.
En muchas ocasiones es pre-
ciso que el PLC aguarde deter-
minados momentos para que se
ejecute un proceso, es decir,
se requier un temporizador.
En procesos industriales
anteriores a la dcada del
70 un temporizador era un ele-
mento electromecnico que
cambiaba el estado de un contac-
to libre de conexin interna
despus de un tiempo de ser ali-
mentado elctricamente; con el
fin de proveer una seal de un
retardo o aguardar un tiempo
en medio de un proceso. Gene-
ralmente se implementaba me-
diante un motor, un electroimn
de activacin embrague y un
resorte que lo retornaba al ori-
gen al ser desexcitado; produ-
ciendo de esta forma el reset.
El disco giraba lentamente
llegando a dar casi una vuelta en
el mximo tiempo del rango, una
leva promontorio en el cami-
no, empujaba a un contacto in-
versor.
Note que para obtener un re-
tardo se necesitaba un esquema
electromecncio complejo que
era fcil de sustituir con la elec-
trnica del estado slido.
Sin embargo era necesario
crear un dispositivo que pudie-
ra parecerse a una lgica a rel.
Y esto era as porque al ser la
opcin de reemplazo de lgicas a
rel deba ser comprendido y
manejado por electricistas, ya
que ellos entendan muy bien las
lgicas electromecnicas existen-
tes.
An hoy este problema de la
transicin de tecnologa sigue
siendo un tema candente, ya
que los accionamienos de Fuerza
Motriz como motores trifsicos
comunes (asincrnicos o de jaula
de ardilla) son controlados eco-
nmicamente por contactores
(que son rels ms grandes y es-
pecializados para operar con ma-
yor corriente y tensin).
Normalmente los electricis-
tas entienden el funcionamieto
de un contactor pero no se
meten con dispositivos elec-
trnicos.
Ahora bien, el avance tecno-
lgico no se detiene, la revolu-
cin industrial en 1780 comenz
con el aumento de la produccin
a travs del automatismo de
los procesos de fabricacin, tra-
tando de depender cada vez me-
nos de la mano humana porque
en realidad somos ms aptos pa-
ra tareas inteligentes, como la
investigacin, desarrollo y bs-
queda de fallas para la crea-
cin; ms que para la mono-
tona; que es la que produce
una fatiga muy grande, que a
veces lleva a la muerte en
forma directa como el
stress, esta fatiga produce a
su vez fallas humanas (las
cuales producen cuantiosas
prdidas materiales).
La AUTOMATIZACION o
AUTOMACION se bas ini-
cialmente en lgicas mecnicas,
luego en electromecnicas (co-
mo rels timers a motor sincr-
nico y contadores electromec-
nicos) e incluso se presentaron
comercialmente lgicas neum-
ticas (AND, OR, NOT) que
competan en velocidad con los
rels.
Pero paulatinamente se impu-
sieron los rels, luego los timers,
los contadores, los programado-
res electrnicos y hoy se utilizan
microcontroladores lgicos pro-
4
Saber Electrnica N 167
Curso de PLCs
gramables que cumplen la misma
funcin lgica que los equipos
de ms de 1.000 rels.
En este curso describiremos
el funcionamiento de un PLC
paso a paso, comenzando a des-
cribir procesos con rels ya que
el sistema basado en microproce-
sadores intentar emular la
funcin electromagntica; y por
lo tanto la programacin se refe-
rir a un elemento electromec-
nico con todas sus limitaciones.
Si consideramos a un circuito
electrnico que va a formar par-
te de un autmata como el equi-
valente a un rel, estaremos
preparados a la hora de la pro-
gramacin y no tendremos in-
convenientes en realizar los pri-
meros programas de nuestros
PLCs.
El PLC posee interfaces de
entrada para la lectura de esta-
dos, interfaces de salida para el
manejo de tensiones y corrientes
que actuarn sobre un equipo o
proceso industrial, y un micro-
controlador con programa alma-
cenado en su memoria. Leer las
entradas y de acuerdo a las ins-
trucciones de procesamiento del
programa, se elaborarn las sali-
das.
LA AUTOMATI ZACI N
La automatizacin de un
equipo o proceso industrial con-
siste en la incorporacin de un
dispositivo tecnolgico que se
encarga de controlar su funcio-
namento en base a una serie de
elementos definidos con anterio-
ridad
El sistema que se crea con la
incorporacin del dispositivo,
denominado genricamente au-
tomatismo, es capaz de reaccio-
nar ante las situaciones que se
presentan, ejerciendo la funcin
de control para la que ha sido
concebido.
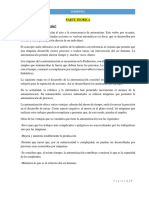
Vea en la figura 1 el esquema
en bloques que representa a un
sistema automtico. Existe una
unidad de control encargada de
realizar todas las operaciones re-
lacionadas con el proceso que
debe realizarse en forma auto-
mtica; dicha UC recibe las in-
formaciones procedentes de sen-
sores o captores que informan
cambios fsicos que tienen lugar
como consecuencia de la funcin
para la que se dise el sistema
automtico. En funcin de la in-
formacin recibida, la UC gene-
ra una serie de rdenes que se
transmiten al equipo o proceso a
travs de accionadores que trans-
forman las rdenes recibidas en
magnitudes o cambios fsicos en
el sistema.
Esto quiere decir que la auto-
matizacin consiste en un siste-
ma de lazo cerrado, en el que
existe un continuo flujo de infor-
macin, desde el equipo o proce-
so a la Unidad de Control, y
desde sta a aqul. La informa-
cin recibida en la UC se proce-
sa segn el programa que con-
tenga el sistema (denominado al-
goritmo), del que se obtienen las
rdenes que fijarn el funciona-
miento del equipo o proceso in-
dustrial.
Por otra parte, la Unidad de
Control es capaz de proporcio-
nar informacin ya elaborada so-
bre el estado y evolucin del sis-
tema, al operador mediante un
sistema de monitoreo.
Por otra parte el operador
puede intervenir en el desarrollo
del control mediante las consig-
nas que modifican los parme-
tros del algoritmo de control, o
puede tomar el mando total pa-
sando el sistema a control ma-
nual, con lo cual dejar de ope-
rar automticamente (esto signi-
fica que el sistema automtico
tambin puede operar en forma
manual).
Leccin N 1: Autmatas y Automatismos
Saber Electrnica N 167
5
Figura 1
Todo sistema automtico per-
sigue lo siguiente:
- Tener un buen sistema de
calidad y confiabilidad.
- I nterpretar cambios que se
produzcan, los que deben ocasio-
nar acciones que debe realizar el
proceso.
- Mejorar la productividad y
dismimuir los costos.
- Adaptarse con facilidad y
en breve tiempo a las cambios
del mercado (nuevos productos).
La evolucin tecnolgica ha
permitido la realizacin de auto-
matismos cada vez ms comple-
jos. El nivel de automatizacin
no ha dejado de elevarse, recuer-
do por ejemplo, que en 1978 tra-
bajaba en una compaa telefni-
ca en la que realizaba el mante-
nimiento de una central electro-
mecnica totalmente automtica;
a dicha central se incorpor una
nueva con tecnologa totalmente
electrnica, de programa alma-
cenado, que cost menos de la
mitad que la primera, ocupaba la
quinta parte del espacio que la
primera y tena 4 veces las pres-
taciones de la electromecnica.
En aquella poca desconoca los
alcances de un autmata progra-
mable, un PLC y ni que hablar
de una computadora personal.
Sin embargo, aprend rpida-
mente que estaba en las puertas
de un cambio importante, las
tecnologas cableadas (que eran
el corazn de la central electro-
mecnica) ya estaban siendo
reemplazadas por programas al-
macenados.
Esto nos lleva a decir que las
tecnologas empleadas en la au-
tomatizacin pueden clasificarse
en dos grandes grupos: tecnolo-
gas cableadas y tecnologas pro-
gramadas o programables, tal co-
mo puede apreciar en la figura 2.
Los automatismos cableados
se realizan en base a uniones fsi-
cas de los elementos que consti-
tuyen la Unidad de Control.
Tanto los sensores como los ac-
tuadores pueden ser neumticos,
hidrulicos o electrnicos, ya
sean mediante rels o elementos
electrnicos pasivos.
De lo dicho hasta ahora, y to-
mando como base el ejemplo da-
do con una central electromec-
nica, podemos decir que un au-
tomatismo cableado posee las si-
guientes desventas:
- Ocupa mucho espacio.
- Es muy difcil realizar mo-
dificaciones o ampliaciones.
- Es difcil la identificacin y
resolucin de problemas.
- Es casi imposible realizar
funciones complejas con mode-
rada cantidad de elementos.
Con el advenimiento de la
tecnologa programada, gran
parte de estos problemas fueron
rpidamente superados. Los mi-
niordenadores se aplicaron all
donde la cantidad de informa-
cin y la complejidad del algorit-
mo de control hacan extremada-
mente complicado el empleo de
equipos cableados; un campo
particularmente propicio fue el
de la industria de proceso (qu-
mica, petroqumica, etc.).
Cabe aclarar que la tecnologa
programada se hizo factible gra-
cias a la aparicin de los Aut-
matas Programables entre los
que se encuentran los PLC
(Controladores Lgicos Progra-
mables).
El autmata fue una alternati-
va a la aplicacin de los equipos
informticos en la industria ya
que stos, si bien paliaban los in-
convenientes de las tcnicas ca-
bleadas, aportaban una nueva
problemtica para su empleo ge-
neralizado en el control indus-
trial debido a que se adaptaban
poco a las condiciones del medio
6
Saber Electrnica N 167
Curso de PLCs
Figura 2
industrial, requeran personal es-
pecializado para la programa-
cin, tenan un costo elevado del
equipo, etc.
Los autmatas aportaron una
disminucin del costo del equipo
haciendo posible la aplicacin de
un equipo informtico en aplica-
ciones relativamente pequeas,
pero todava adoleca de la pro-
blemtica de adaptacin al medio
industrial y la necesidad de espe-
cialistas para su aplicacin y
mantenimiento.
ANTECEDENTES DE LOS PLCS
A mediados de la dcada de
los 60 la empresa General Mo-
tors, preocupada por los costos
elevados que implicaban los sis-
temas de control a base de rels
decidi investigar en nuevas tec-
nologas que se adaptara fcil-
mente a la tecnologa reinante
en aquella poca (vea Saber
Electrnica N 166).
El primer Autmata trabajaba
con una memoria de ferritas, f-
cilmente reprogramable, y supe-
raba las exigencias de la General
Motors. No tard en extenderse
su empleo a otras industrias. El
Autmata se mostr particu-
larmente adaptado al control en
las cadenas de montaje, es decir,
en los procesos secuenciales. Pa-
ra facilitar su programacin y
mantenimiento por parte del
personal de planta, el lenguaje
empleado era el de las ecuacio-
nes de Boole y posteriormente el
esquema de contactos.
El Autmata Programable de
uso industrial es un equipo elec-
trnico, programable en lengua-
je no informtico, diseado para
controlar, en tiempo real y en
ambiente industrial, procesos se-
cuenciales.
Hoy esta definicin ha queda-
do insuficiente por la evolu-
cin del producto, paralela al de-
sarrollo de los microprocesado-
res, extendindose sus aplicacio-
nes al campo del control de pro-
cesos que requieren operaciones
de regulacin, clculo, manipula-
cin y transmisin de datos y
hasta el control de equipos elec-
trnicos de consumo a travs de
Internet.
En la figura 3 podemos ver
una grfica que describe cmo
fue evolucionando la aplicacin
de autmatas programables con-
forme al avance del tiempo.
EVOLUCI N DE LOS
CONTROLADORES LGI COS
PROGRAMABLES
Los primeros equipos apare-
cen en 1968, emplean memoria
de ferritas y un procesador ca-
bleado a base de circuitos inte-
grados para construir la Unidad
Central. Su aplicacin se centra
en la sustitucin de maniobras de
rels que controlan mquinas o
procesos secuenciales (lneas de
montaje, cadenas de transporte,
almacenamiento de material,
etc.).
A principios de los 70 se in-
corpora la tecnologa del micro-
procesador lo que permite au-
mentar sus prestaciones.
As se logra mayor interac-
cin entre el hombre y la mqui-
na, aumentando los niveles de
seguridad, se comienzan a mani-
pular datos y con ello es ms f-
cil controlar procesos, se hizo
posible realizar operaciones arit-
mticas.
La aplicacin de los primeros
autmatas aument las prestacio-
nes de la mquina ya que con la
Leccin N 1: Autmatas y Automatismos
Saber Electrnica N 167
7
Figura 3
capacidad de tratamiento num-
rico el autmata pudo desarrollar
acciones correctivas sin detener
el funcionamiento del proceso.
En la segunda mitad de la d-
cada de los 70 se mejoran consi-
derablemente las prestaciones y
el desarrollo de elementos espe-
cializados. Se consiguen diferen-
tes prestaciones gracias al au-
mento de la capacidad de memo-
ria.
Los sistemas de transmisin
inalmbrico posibilitaron el ma-
nejo de entrada/salidas (E/S) re-
motas, tanto analgicas como
numricas, se consiguieron me-
joras en el lenguaje de progra-
macin (instrucciones potentes),
etc.
Sus aplicaciones se extienden
al control de procesos, al poder
efectuar lazos de regulacin tra-
bajando con dispositivos de ins-
trumentacin. En esta etapa, el
autmata desarrolla el control
adaptativo sin intervencin del
operador. Otros campos de apli-
cacin son el posicionamiento
mediante entradas lectoras para
codificadores y salidas de control
de motores paso a paso, la gene-
racin de informes de produc-
cin, el empleo de redes de co-
municacin, etc.
En los 80 aparecen los micro-
procesadores comerciales a bajo
costo, el 6800 de Motorola o el
Z80 de Intel (valuartes de la d-
cada del 70) fueron rpidamente
superados por prototipos indus-
triales, as aparecen los PICs, los
COP, etc.
Con el empleo de microcon-
troladores de estas caractersticas
se consiguieron PLCs (autma-
tas) con las siguientes caracters-
ticas:
- Alta velocidad de respuesta.
- Reduccin de las dimensio-
nes.
- Entradas y salidas inteli-
gentes.
- Mayor capacidad de diag-
nsticos de funcionamiento.
- Mayor capacidad de alma-
cenamiento de datos.
- Mejoras en el lenguaje: ins-
trucciones de bloque, instruccio-
nes de clculo matemtica con
datos en notacin de coma flo-
tante.
- Lenguajes alternativos:
Lenguaje de bloques funcionales,
lenguajes de diagrama de fases
(GRAFCET), y lenguajes de al-
to nivel (tipo BASI C).
As han aparecido equipos pe-
queos y compactos que, junto
con la reduccin de los precios,
ha hecho que la aplicacin se ex-
tienda a todos los sectores indus-
triales.
Los fabricanes han desarrolla-
do familias de productos que
comprenden equipos desde 10
entradas/salidas, hasta grandes
controladores capaces de gober-
nar hasta 10.000 E/S y memorias
de 128kB. El campo de aplica-
cin cubre desde el mnimo nivel
de automatizacin de una se-
cuencia de enclavamientos, hasta
el control completo de un proce-
so de produccin continua.
En la tabla 1 encontramos da-
tos tiles que podemos tener en
cuenta cuando hablamos de la
clasificacin de los PLCs o aut-
matas industriales.
CONSTI TUCI N BSI CA
DEL PLC
El Autmata Programable In-
dustrial es una mquina electr-
nica digital programable que est
constituida por dos elementos
bsicos:
- La unidad Central de Pro-
ceso (CPU).
- El sistema de Entradas y
Salidas (E/S).
Con estos dos elementos, se
puede accionar sobre la mquina
o proceso a controlar, pero exis-
ten otros componentes que aun-
que no forman parte del contro-
lador como equipo, son necesa-
rios para su aplicacin. Estos
8
Saber Electrnica N 167
Curso de PLCs
Tabla 1 Clasificacin de los PLCs comerciales
Factores cuantitativos
- Equipos pequeos: hasta 128 E/S; memoria de 1 a 4kB.
- Equipos medianos: 128<E/S<500; memoria hasta 32kB.
- Equipos grandes: ms de 500 E/S; memoria hasta 128kB.
Factores cualitativos
- Nivel 1: Control de variables discretas y numricas, opera-
ciones aritmticas, y comunicaciones a nivel elemental.
- Nivel 2: Control de variables discretas y numricas, opera-
ciones matemticas y manipulacin de gran cantidad de datos.
Empleo de E/S inteligentes y comunicaciones transparentes
procesador-procesador o en red.
componentes, generalmente de-
nominados perifricos, son los
equipos de programacin, las
unidades de dilogo y prueba, las
impresoras, etc. Tambin pueden
formar parte del sistema de con-
trol otros autmatas, equipos de
control numrico (CNC), robots
y ordenadores.
En la figura 4 se da el diagra-
ma que representa al PLC con
su entorno, lo que configura el
sistema automtico completo.
La Unidad Central de Proce-
so, que se considera formada por
el procesador y la memoria, es la
parte inteligente o el corazn
del sistema y se encarga de reali-
zar las tareas de control interno
y externo mediante la interpreta-
cin de las instrucciones o cdi-
gos de operacin almacenados en
la memoria, y los datos que ob-
tiene de las entradas y que gene-
ra hacia las salidas.
El Sistema de Entradas y Sa-
lidas se encarga de adaptar la
tensin de trabajo de los disposi-
tivos de campo a la tensin con
que trabajan los circuitos elec-
trnicos del PLC y proporciona
el medio de identificacin de esos
dispositivos ante el procesador.
Como equipo electrnico
constituido por circuitos que tra-
bajan con niveles de tensin ba-
jos, de 5 Vcc en general (aunque
los hay de 24V), en su diseo y
fabricacin se tiene en cuenta
que deben trabajar en un am-
biente industrial, lo que significa
condiciones adversas por la exis-
tencia de vibraciones, ruidos, hu-
medad, temperatura no controla-
da, y perturbaciones elctricas
producidas por la interferencia
electromagntica (EMI) debida a
la conmutacin de grandes car-
gas, y la interferencia de radio-
frecuencia (RFI).
CMO FUNCI ONA UN
CONTROLADOR PROGRAMABLE
Con el tiempo, los PLCs han
evolucionado para reducir los
problemas que causan las condi-
ciones adversas que se presentan
en la industria, con el objeto de
aumentar al mximo la fiabilidad
del controlador. Para ello, en el
diseo y fabricacin de un PLC
de uso industrial, se siguen entre
otros los siguientes procedimien-
tos:
- Se emplean componentes
electrnicos confiables, aptos pa-
ra uso en la industria (no po-
dra emplearse un CA555 co-
mn, por ejemplo, dado que se
disparara slo cada vez que
existe una interferencia produci-
da por el encendido de una m-
quina de potencia).
- Se proyectan los equipos pa-
ra condiciones extremas de tra-
bajo: pruebas de interferencias,
pruebas de acoplamiento elec-
trosttico, verificacin de funcio-
namiento bajo condiciones lmi-
tes de temperatura y humedad,
etc.
- Se comprueban los compo-
nentes con simuladores virtuales
y computadoras.
- Se emplean mtodos de
montaje automatizados.
- Se realiza la prueba con-
trolada por computadora de to-
dos los subconjuntos funcionales
y de los mdulos.
- Se proyectan operaciones de
autodiagnstico.
- Una vez en funcionamien-
to, se debe realizar una compro-
bacin constante del sistema de
entrada-salida de datos.
Dijimos que en los sistemas
con tecnologa cableada, las
ecuaciones de control (circuitos
Leccin N 1: Autmatas y Automatismos
Saber Electrnica N 167
9
Figura 4
lgicos), se realizan mediante
uniones fsicas entre los compo-
nentes, contactos de rel, resis-
tencia-transistor, etc. En esta
tecnologa, el tratamiento de la
informacin se realiza en parale-
lo de modo que todas las varia-
bles ingresadas se procesan de
acuerdo a una lgica establecida
por el programa con el objeto de
tener un resultado que definir
el funcionamiento del sistema
(figura 5).
Los controladores lgicos
programables emplean un proce-
sador binario que es capaz de in-
terpretar una serie de cdigos o
instrucciones que especifican las
acciones a realizar en funcin del
estado de las variables del siste-
ma. El procesador puede inter-
pretar una sla instruccin en
cada instante, aunque lo hace a
gran velocidad (microsegundos);
esta forma de actuar introduce el
concepto de tratamiento secuen-
cial de la informacin, que se
ilustra en la figura 6.
En el PLC las instrucciones
se almacenan en una memoria,
que recibe el nombre de memo-
ria de programa y que, general-
mente, es una EEPROM. El
procesador recoge los estados de
las seales de entrada y los alma-
cena en otra memoria denomi-
nada tabla de E/S.
Las instrucciones ingresa una
a continuacin de la otra para
ejecutar operaciones de acuerdo
con las sentencias grabadas en la
EEPROM, arrojando resultados
que tambin sern volcados en
posiciones de memoria de datos
para formar la tabla de E/S. Una
vez finalizada la lectura del pro-
grama, tiene lugar la actualiza-
cin de estados de E/S para lo
que se transfieren a las salidas los
resultados obtenidos y se vuelven
a almacenar los estados de las
entradas.
En un Autmata Programable
existe un tiempo de respuesta,
cuya magnitud es funcin de la
cantidad y complejidad de las
instrucciones que forman el pro-
grama y de la velocidad con que
se ejecutan; durante la resolucin
del programa el equipo ignora
la evolucin externa de la mqui-
na o proceso. En ciertas aplica-
ciones de evolucin muy rpida
esto puede llegar a ser un pro-
blema ya que llegar a perderse
alguna informacin, y en conse-
cuencia puede darse un funcio-
namiento errneo.
PROYECTO DE UN PLC
CON PI C
En el marco de este curso,
estamos preparando distintos
proyectos para controlar tanto
eventos sencillos como procesos
industriales, empleando lengua-
jes de programacin estndar y
10
Saber Electrnica N 167
Curso de PLCs
Figura 5
Figura 6
que sirvan como
entrenamiento
para aprender a uti-
lizar PLCs comer-
ciales de diferentes
empresas, tales
como OMRON,
BOSCH, EBERLY,
SIEMENS, etc.
Hasta la fecha
hemos confecciona-
do el diseo de 3
proyectos, todos
utilizando PICs,
dado que son los
microcontroladores
que ms estamos
empleando para
desarrollar las notas
de Saber
Electrnica.
Recordamos que el
hecho de que empleeemos PICs
cada vez que necesitamos micro-
controladores no significa que
para nosotros sean los mejores,
simplemente lo hacemos porque
creemos que son los que presen-
tan una mejor relacin costo-
beneficio, dado que existe
mucha bibliografa y utilitarios
gratuitos que permiten su mane-
jo. Por ejemplo, navegando por
Internet, encontramos el proyec-
to de un PLC con PIC desarrol-
lado por Juan Manuel
Rodrguez, quien dise su sis-
tema partiendo de las siguientes
premisas:
- Deba tener un lenguaje de
programacin compatible con el
estndard y soportar todo tipo
de instrucciones, contadores y
temporizadores.
- La memoria del PLC ten-
dra que ser no voltil para no
perder el programa por un corte
de tensin.
- Deba contemplar la posi-
bilidad del volcado de los pro-
gramas desde un PC o poder ser
en un entorno windows.
- Los componentes del hard-
ware deberan ser baratos y
fciles de localizar.
- El nmero de entradas y
salidas, en un principio sera de
8 E/S, ampliable en el futuro.
- La alimentacin se hara a
partir de la red elctrica de
220V ac o 12V DC de una
batera.
En la figura 7 se da el diagra-
ma circuital correspondiente a la
CPU de dicho proyecto.
Cabe aclarar que an no con-
tamos con la autorizacin del
autor para la publicacin del
autmata de su autora, razn
por la cual no podemos realizar
la descripcin del mismo.
Sin embargo, quienes deseen
conocer ms sobre el tema,
pueden dirigirse a nuestra pgina
WEB, donde encontrar un link
para el sitio del autor.
En la prxima edicin publi-
caremos la leccin N 2 de este
curso de PLCs, en la que se
vern ejemplos sencillos de aut-
matas con rels, veremos sis-
temas lgicos y analizaremos el
estndar IEC 1131-3 que define
caractersticas que Ud. debe
conocer acerca de los PLCs.
CUESTI ONARI O DE LA
LECCI N N1
1) Defina qu es un PLC
2) Cul es la diferencia entre
un PLC y un microcontrolador.
3) Un PLC siempre debe
tener entradas y salidas?, justi-
fique la respuesta.
4) A qu se denomina aut-
mata?
5) Qu tipo de progra-
macin se emplea en los PLCs
comerciales?
6) D 5 ejemplos en los que
utilizara un PLC.
Leccin N 1: Autmatas y Automatismos
Saber Electrnica N 167
11
Figura 7
PLC
LECCIN N2:
LGICA DEL PLC Y ESTNDAR INTERNACIONAL
Saber Electr nica N 168
99
CURSO DE AUTMATAS PROGRAMABLES
L
uego de haber ledo la primera entre-
ga ya tendr una idea clara de lo que
es un PLC, es decir, no caben dudas
que un autmata o un PLC es un dispositi-
vo que realiza determinadas funciones en
base a instrucciones que estn almace-
nadas en algn lado. Tambin sabemos
que hoy es comn encontrar a micropro-
cesadores que cumplen la funcin de
guardar datos, recibir otros desde las en-
tradas, procesar estas seales en funcin
del programa (datos guardados) y arrojar
un resultado conforme con todo el proce-
so y todo esto en forma automtica. En
esta nota veremos cmo es la lgica de
funcionamiento de un PLC realizando una
analoga con sistemas a rels y qu ele-
mentos deben ser tenidos en cuenta para
que el autmata cumpla con especifica-
ciones estandarizadas.
Por Horacio D. Vallejo
e-mail:hvquark@internet.siscotel.com
QU ES UN AUTMATA?
Hemos visto que los PLCs
nacieron con la necesidad de
emular a dispositivos construi-
dos con rels.
El PLC ms elemental es
quiz una compuerta AND co-
mo la de la figura 1. En este caso
se tienen dos contactos que al
accionarlos en forma simultnea
harn que se accione el rel de
salida que comanda a algn sis-
tema. Aqu la condicin es que
los dos contactos de entrada de-
ban estar presionados en forma
simultnea, el programa dice
que solo se activar el sistema si
presiono los contactos A y B si-
multneamente.
Aunque parezca muy elemen-
tal, es un caso tpico en que la
salida responde a una determina-
da condicin. Es decir, si se pre-
siona uno o el otro, entonces no
pasa nada, precisamos que se ac-
tiven ambos contactos para ha-
cer accionar el sistema.
En la figura 2 tenemos un
nuevo PLC elemental. Se trata
de un circuito con memoria que
posee dos entradas y una salida.
En este caso, basta con que se
active al menos una entrada para
que la salida ponga en marcha al
sistema y, una vez que el sistema
se ha activado, por ms que deje
de presionar el pulsador de en-
trada, la salida no cambiar de
estado gracias a la accin del
contacto del rel de salida que lo
mantiene activado.
Se trata de una compuerta
OR con memoria.
Ahora bien, hasta ahora esto
parece muy fcil e incluso, debe-
ra ser entendible por cualquier
electricista, sin embargo, nor-
malmente esto no es as ya que
los tcnicos poseen en una exce-
siva especializacin que les impi-
de abordar temas multidiscipli-
narios del control automtico
(mecnica hidrulica, neumtica,
electromecnica, electrnica,
matemticas superiores, conoci-
mientos sobre el proceso en par-
ticular a controlar papel, trata-
miento de efluentes, etc.), a me-
nos que reciban una formacin
especial.
Adems, el PLC requiere al-
gunos conocimientos bsicos en
electrnica y el lenguaje requiere
habilidad para la lectura de lgi-
ca de contactos con el cual estn
programados; y no poseen en ge-
neral una formacin para manejo
de conceptos abstractos.
Las ventajas de los PLC res-
pecto de los rels son las siguien-
tes:
1) Tamao reducido
2) Confiabilidad
3) Fcil de reemplazar
4) Fcil de programar
5) Costo reducido
6) Fcil monitoreo de seales,
tanto de entrada como de salida
7) Mantenimiento reducido
8) Mnimo tiempo muerto
QU SE CONSI GUE CON
ESTAS VENTAJ AS?
A los fines de dar un ejemplo,
digamos que un PLC de 10 x 7
x 5 centmetros contiene el equi-
valente a 16 "rels" de entrada, 8
rels reales de salida, ms de 100
rels ficticios internos (1 bit cada
uno), 20 temporizadores ti-
mers, o contadores , progra-
madores de tambor de 16 bits,
etc.
Los contactos de cada rel
ficticio pueden utilizarse indefi-
nidamente, por ejemplo hasta
completar la memoria de progra-
ma, (ms de 500 veces). En
cuanto a la confiabilidad, como
los PLC se fabrican en series, se
puede depurar la calidad del di-
seo colocando gabinetes ade-
cuados, borneras y conectores
adaptados a la necesidad indus-
trial, etc.
Por otra parte, existen much-
simos equipos similares comer-
ciales, que con slo cargar el
mismo programa guardado en
un "disquette", funciona exacta-
mente igual que el original.
Tambin, como son equipos nor-
malizados internacionalmente, se
asegura continuidad en el tiempo
y en cualquier parte del planeta.
100
Saber Electr nica N 168
Curso de PLCs
Figura 1
Figura 2
Durante la "puesta en marcha",
casi siempre hace falta corregir
la lgica, en estos casos intervie-
ne slo el experto que opera so-
bre el medio para programacin
y no necesita generalmente hacer
cambios en cableado, como suce-
de con las lgicas a rels. Esto, a
su vez, reduce costos ya que el
desarrollo de la aplicacin re-
quiere un experto, pero en las
sucesivas mquinas se ahorra to-
do el cableado de la lgica a re-
ls, pues basta con cargar el pro-
grama adecuado.
Otra ventaja que hemos enu-
merado se refiere a que no es ne-
cesario tener tiempos muertos
de parada prolongados ya que si
es preciso un mantenimiento, s-
te normalmente ser un testeo
interno, un cambio de programa,
mejor adaptacin de los recursos,
etc. No es preciso cambiar un
rel porque se gastaron sus con-
tactos.
Para el cambio de programa
por preelaboracin, ste se pue-
de estudiar y corregir mientras el
PLC est corriendo el programa
anterior (la mquina funcionan-
do). El nuevo programa se guar-
da en la PC, y se carga en unos
minutos.
Si la nueva versin no funcio-
na mejor, se para la mquina y se
recarga el programa anterior en
poco tiempo.
Note que este trabajo de car-
ga de programas es mucho ms
rpido y sencillo que el cableado
entre rels
En cuanto a la verificacin de
los estados del sistema durante
un determinado proceso, diga-
mos que todos los PLCs poseen
LEDs para indicar los estados
de las entradas y salidas, no se
requiere multmetro, ni punta
lgica y mediante un control de
acceso por PC, se pueden saber
los estados de los rels internos y
valores acumulados como tiem-
pos o cantidades (esto puede
apreciarlo mejor en el Artculo
de Tapa de esta edicin). El PLC
tambin puede ejecutar una tarea
mucho ms rpido que una lgi-
ca implementada con rels y esto
se entiende si pensamos que en
las lgicas a rel electromecni-
cos, en un grupo de contactos
NA de un mismo rel, "NO
TODOS ABREN Y CIERRAN
AL MISMO TIEMPO", esto es
conocido como "aleatorios de
unos y ceros". Si cableo un NA
en paralelo con un NC del mis-
mo rel, el circuito no debera
abrirse, pero en la realidad elec-
tromecnica puede abrirse; esto
virtualmente no sucedera en un
PLC ya que los tiempos de pro-
pagacin en los distintos estados
es el mismo. Del mismo modo si
coloco un NA en serie con un
NC del mismo rel, idealmente
el circuito no debera cerrarse,
pero en la realidad se puede ce-
rrar.
DESVENTAJ A DEL PLC
RESPECTO DE LA LGI CA A RELS
Aqu tengo un gran proble-
ma
Siendo poco catedrtico, dira
que la nica desventaja que le
veo al PLC respecto de un siste-
ma automtico con rel es que a
los primeros debo saber reparar-
los cuando fallan, precisando
personal especializado, mientras
que cuando hay problemas con
un rel un buen electricista pue-
de solucionarlo (en la jerga tc-
nica, muchas veces decimos lo
atamos con alambres para que si-
ga funcionando).
Es evidente que tambin de-
bemos realizar comparaciones
entre un PLC y un automatismo
realizado con lgica digital
CMOS o con un microcontrola-
dor, pero de esto nos ocupare-
mos en la prxima edicin, ahora
avanzaremos en los estndar in-
ternacionales.
EL ESTNDAR I EC 1131-3
La complejidad cada vez ma-
yor en la programacin de los
autmatas programables requiere
ms que nunca de la estandariza-
cin de la misma. El IEC defini
el estndar 1131-3 (IEC 65) para
la programacin de PLC's que
ha alcanzado el estado de Estn-
dar Internacional en Agosto de
1992. Los lenguajes grficos y
textuales definidos en el estndar
constituyen una base para entor-
nos de programacin potentes en
PLC's.
Con la idea de hacer el estn-
dar adecuado para un gran n-
mero de aplicaciones, se norma-
lizaron cinco tipos lenguajes:
Diagrama de contactos.
Diagrama de flujo.
Grfico secuencial de funcio-
nes (grafcet).
Lista de instrucciones (LDI o
AWL).
Texto estructurado.
En cuanto a la estructura de
los lenguajes, tenemos las si-
guientes posibilidades:
Diagrama de contactos (LD)
El diagrama de contactos
(ladder diagram LD) es un len-
Leccin N 2: Lgica del PLC y Estndar Internacional
Saber Electr nica N 168
101
guaje que utiliza un juego estan-
darizado de smbolos de progra-
macin. El estndar prevee un
nmero reducido de smbolos.
Diagrama de funciones
(FBD)
El diagrama de funciones
(function block diagram o FBD)
es un lenguaje grfico que per-
mite programar elementos que
aparecen como bloques para ser
cableados entre s de forma an-
loga al esquema de un circuito.
FBD es adecuado para muchas
aplicaciones que involucren el
flujo de informacin o datos en-
tre componentes de control.
Texto estructurado (ST)
El texto estructurado (struc-
tured text o ST) es
un lenguaje de alto
nivel estructurado
por bloques que po-
see una sintaxis pare-
cida al PASCAL.
Puede ser empleado
para realizar senten-
cias complejas que
manejen variables
con un amplio rango
de datos, incluyendo
valores analgicos y
digitales. Tambin se
especifican los tipos
de datos para el ma-
nejo de horas, fechas
y temporizaciones.
Grfico secuencial de
funciones (SFC)
El grfico secuencial
de funciones (SFC o
Grafcet) es un len-
guaje que proporcio-
na una representa-
cin en forma de
diagrama de las se-
cuencias del programa. Soporta
selecciones alternativas de se-
cuencias y secuencias paralelas.
Los elementos bsicos del len-
guaje son pasos y transiciones.
Los pasos consisten de piezas de
programa que son inhibidas has-
ta que se conoce una condicin
especificada por las transiciones.
Como consecuencia de que las
aplicaciones industriales funcio-
nan en forma de pasos, el SFC es
la forma lgica de especificar y
programar el ms alto nivel de
un programa para PLC.
Lista de instrucciones (I L)
La lista de instrucciones (IL o
AWL) es un lenguaje de bajo ni-
vel, similar al lenguaje ensambla-
dor. Con IL solo una operacin
es permitida por lnea (ej. alma-
cenar un valor en un registro).
Este lenguaje es adecuado para
pequeas aplicaciones y para op-
timizar partes de una aplicacin.
ORGANI ZACI N DE TAREAS
El estndar tambin define
una nueva arquitectura para la
organizacin e interaccin de ta-
reas con PLC's. Una tarea con-
trola la ejecucin de un progra-
ma ejecutndolo peridicamente
o en respuesta a un evento espe-
cfico. Para optimizar los recur-
sos del controlador, se puede
fragmentar una aplicacin en pe-
queos programas concretos.
Cada programa est bajo el con-
trol de una tarea que se ejecuta a
la velocidad que requiera la E/S
asociada.
BLOQUES DE FUNCI ONES
Los bloques de funciones
(FB's) son bloques estndar que
ejecutan algoritmos como regu-
ladores PID. El estndar IEC
asegura que los FB's son defini-
dos empleando una metodologa
estndar. Hay controles em-
pleando parmetros externos,
mientras que los algoritmos in-
ternos permanecen ocultos em-
pleando Programacin Orienta-
da a Objetos.
Lo dado hasta aqu es slo
una gua para que Ud. com-
prenda que un PLC comercial
debe reunir ciertos requisitos y
que a la hora de disear un au-
tmata, si ser para uso indus-
trial, tendr que preveer las es-
pecificaciones enmarcadas en el
estndar I EC1131-3.
102
Saber Electr nica N 168
Curso de PLCs Nuevo!!!
Elect r nica Audiovisual
Se compone de:
1 Video de Electrnica General
1 Video de Smbolos Electrnicos
1 Video sobre Transistores
1 Video sobre Circuitos Integrados
4 Manuales del Mundo de la Electrnica
1 Manual Multimedia de 150 Circuitos Prcticos en
Disquete
Todo
por slo
$50
Ideal para Estudiantes y Hobbistas
4 Videos + 4 Manuales a todo color + 150 Circuitos por slo: $50
Pdalos en Editorial Quark, Herrera 761, Capital o enve un giro postal
(cmprelo en el correo) o bancario a nombre de Editorial Quark SRL
por el valor de su pedido; agregue $5 por gastos de envo. No se olvi-
de de detallar todos sus datos para que podamos remitirle el pedido.
PLC
LECCIN N3:
COMPARACIN DEL PLC CON OTRAS TECNOLOGAS
Y COMPONENTES DEL PLC
Saber Electr nica N 169
89
CURSO DE AUTMATAS PROGRAMABLES
E
n la leccin anterior comenzamos
a describir las ventajas y desven-
tajas de un autmata programa-
ble, comparndolo con otras tecnolo-
gas, sin embargo, no evaluamos las
diferencias conceptuales con lgica
CMOS o con los clsicos microcon-
troladores, por ello, veremos a conti-
nuacin algunos de estos aspectos
para poder describir los elementos
componentes de un PLC.
Por Horacio D. Vallejo
e-mail:hvquark@internet.siscotel.com
PLC VERSUS CMOS
Cuando se disea un sistema
CMOS, normalmente se lo hace
para una determinada aplica-
cin, es decir, no podemos tener
un componente a medida. Es-
to muchas veces obliga a no uti-
lizar componentes demasiado
especficos, ya que stos pueden
quedar en desuso y cuando se
los debe reemplazar porque
existe algn problema, nos enc-
ontramos con una tarea dema-
siado difcil. Por otra parte, si
bien un sistema con lgica a
CMOS se puede desarrollar so-
bre cualquier elemento (placa
de circuito impreso, protoboard,
montaje araa, etc.) los cambios
"no siempre" se completan al
100%; y los cambios finales, por
ley de Murphy, aparecen des-
pus de terminado el circuito
impreso. El costo del rediseo y
el tiempo necesario para la re-
construccin son los dos puntos
"graves" que tiene en contra la
tecnologa CMOS, respecto de
un PLC.
Ahora bien, cualquier siste-
ma CMOS es rpido, mucho
ms rpido que el ms rpido de
los PLC. La respuesta de un
PLC puede ser a veces de 1s
(los PLCs modernos trabajan en
el modo "interrupcin" lo que
permite acelerar la respuesta),
en cambio con la lgica con
CMOS an la ms lenta se lo-
gran tiempos de solo 0,1S; y la
ms rpida: lnea 74HC, emplea
solo 0,02S.
PLC VERSUS
MI CROCONTROLADOR
En realidad, como ya hemos
dicho en otras oportunidades,
con un microcontrolador puedo
construir un PLC, pero de por
s slo, un micro dista mucho de
ser un autmata.
En general, un autmata
construido en base a estndares
internacionales, se puede reem-
plazar en el tiempo, mientras
que se debe conocer muy bien
al micro para reemplazarlo por
otro de una familia distinta. Por
otra parte si el equipo con mi-
crocomputador no est predesa-
rrollado o no se amortiza en
gran cantidad, el costo de desa-
rrollo es alto. Otra desventaja es
que el programa en lenguaje en-
samblador no es comprensible
por los electricistas de planta, y
no puede ser discutido o anali-
zado por ellos en caso de falla.
La dependencia del experto pro-
gamador en lenguaje ensambla-
dor es muy grande.
Sin embargo, hay que reco-
nocer que es mucho ms fcil
programar un micro que un au-
tmata porque a estos ltimos
se los debe programar en len-
guaje de contactos.
Pero hay ciertas aplicaciones
en las que los micro especfi-
cos superan a los PLC:
En el caso de ascensores, con
equipos programables con mi-
croprocesador
en "macroas-
sembler", para
aplicaciones en
edificios cuyos
pasillos poseen
dos o ms equi-
pos (elevado-
res), que deben
trabajar coordi-
nadamente, pa-
ra optimizar el
servicio, redu-
ciendo el tiem-
po de espera y
el viaje intil
del pasajero, debido a un pro-
grama muy bien elaborado.
Otro caso particular son los
controles numricos computa-
dos en los que se emplea un
mixer entre una interface in-
dustrial y programas similares al
"AutoCAD". En estos casos, el
equipo tiene suficiente inteli-
gencia como para hacer el me-
canizado a mitad de camino, pe-
dir al operador que verifique
una determinada magnitud, y a
partir de ese dato evaluar el des-
gaste de la herramienta para co-
rregir su maniobra y as obtener
la pieza con la medida exacta.
En casos como stos, los
equipos muy especficos se im-
ponen sobre el PLC.
Componentes de un PLC
Los equipos que responden
al concepto de Autmata Pro-
gramabe Industrial, se presentan
en diversas formas de construc-
cin fsica y organizacin inter-
na, pero en todas ellas se distin-
guen dos grandes grupos de
componentes: la Unidad Cen-
tral de Proceso (CPU), y el Sis-
tema de Entradas/Salidas (E/S).
Estos elementos se complemen-
tan con el conjunto de equipos
de programacin y perifricos.
La Unidad Central de Proce-
so de un Autmata se compone
de dos componentes principales
que son el microprocesador y la
memoria. La forma constructiva
con que se presentan las CPU
vara desde un mdulo nico
(incluye procesador y memoria),
pasando por un mdulo proce-
sador y un mdulo de memoria,
hasta un formato de rack o ar-
mario. En algunos modelos la
unidad incorpora la fuente de
alimentacin, y en los ms pe-
queos se incluye tambin parte
del sistema de E/S.
La Unidad Central de Proce-
so es el corazn del PLC, pues
realiza todas las tareas de con-
trol, tanto en lo que se refiere a
adquisicin de informacin y
control de los accionadores del
proceso a controlar, como en lo
que se refiere a funciones inter-
nas de vigilancia del adecuado
funcionamiento de los compo-
90
Saber Electr nica N 169
Curso de PLCs
Figura 1
nentes del equipo. En las tareas
que realiza la CPU tiene lugar
un intercambio continuo de in-
formacin entre los distintos
componentes de la misma.
El procesador es el encarcar-
gado de la adquisicin y actuali-
zacin de los estados de las en-
tradas y salidas, en base a la in-
terpretacin de las instrucciones
de la memoria de programa, o
de usuario, y teniendo en cuenta
funciones internas.
La memoria almacena las
instrucciones del programa, es-
tados de E/S estados internos y
datos.
En la figura 1 tenemos el dia-
grama en bloques de un aut-
mata programable. En dicho es-
quema la Interconexin de
E/S establece la comunicacin
efectiva entre la Unidad Central
y el Sistema de E/S, mientras
que la Interconexin a perifri-
cos establece la comunicacin
efectiva entre la Unidad Central
y los equipos perifricos de pro-
gramacin.
Generalmente, al procesador
lo constituyen una o varias pla-
cas de circuito impreso, en don-
de alrededor de un microproce-
sador se agrupan una serie de
circuitos integrados (chips),
principalmente memorias. En
esas memorias el fabricante ha
grabado una serie de programas
ejecutivos denominados firm-
ware, destinados a que el micro-
procesador realice las tareas
propias de procesador del PLC.
Entre las tareas de las que se
tiene que encargar la CPU se
encuentran las siguientes:
- Interpretacin de las ins-
trucciones del programa del sis-
tema.
- Revisin y actualizacin de
estados de las seales de entrada
y salida.
- Vigilancia y diagnstico del
funcionamiento del sistema.
- Comunicaciones con el ex-
terior a travs de perifricos.
En la figura 2 se ilustra una
posible configuracin de una
CPU, en este caso en formato
de rack, que incorpora la fuente
de alimentacin del sistema.
Se trata de una configuracin
con procesador y memoria en
un solo mdulo, que adems in-
corpora circuitos de intercone-
xin a E/S que pueden montarse
en el mismo rack.
El procesador dispone de un
conmutador/selector del modo
de trabajo que permite seleccio-
nar la actividad del mismo, co-
mo por ejemplo:
* Marcha
* Parada
* Programacin
* Emergencia
La CPU posee uno o varios
canales de comunicacin serie, y
los indicadores de diagnstico
del sistema, que permiten la vi-
sualizacin del resultado de las
operaciones de vigilancia del
procesador:
* Memoria
* Batera
* Funcionamiento OK
* Estados I/O
El procesador se comunica
con los distintos componentes
de la Unidad Central mediante
el bus, o barra de datos, direc-
ciones y seales de control (fi-
gura 1). Su tarea principal con-
siste en la lectura de las instruc-
ciones del programa de usuario,
o de aplicacin, y su resolucin
mediante el empleo de los esta-
dos de las entradas y salidas del
sistema.
Pero stas no son las nicas
funciones de la CPU, en la pr-
xima entrega continuaremos
analizando las tareas de los dis-
tintos bloques constituyentes de
un PLC.
Leccin N 3: Comparacin entre Tecnologas
Saber Electr nica N 169
91
Figura 2
PLC
LECCIN N4:
EL PROCESADOR Y LA MEMORIA
del Autmata
Saber Electr nica N 171
95
CURSO DE AUTMATAS PROGRAMABLES
E
n la leccin N 3 de este curso co-
menzamos a describir los compo-
nentes de un autmata progra-
mable. De ellos, los ms importantes
son los encargados de guardar la
informacin tanto de datos como de
programas y el encargado de llevar
las tareas en orden, es decir, el proce-
sador. Veremos entonces estos dos
elementos.
Por Horacio D. Vallejo
e-mail:hvquark@internet.siscotel.com
EL PROCESADOR
Ya hemos dicho que la Uni-
dad Central de Proceso es el co-
razn del PLC y hemos descrip-
to las tareas que debe realizar
este componente. Si bien ya
mencionamos cules son las
funciones principales de este
bloque, diremos que el proce-
sador se comunica con los dis-
tintos componentes de la Uni-
dad Central mediante el bus, o
barra de datos, direcciones y se-
ales de control.
Debe leer las instrucciones
del programa ya sea las corres-
pondientes al usuario o las de
aplicacin y luego debe ejecutar
el programa mediante el empleo
de los estados de las entradas y
salidas del sistema hasta obtener
los datos de la resolucin.
Esta tarea se efecta cclica-
mente ya que el tratamiento de
la informacin se realiza de for-
ma secuencial, es decir, instruc-
cin por instruccin. Cada ope-
racin se realiza en ciclo de
ejecucin del programa (scan)
que queda definido por un con-
junto de operaciones y un tiem-
po de ejecucin o tiempo de ci-
clo (scan time). Las operaciones
que definen el ciclo de ejecu-
cin de un autmata programa-
ble se pueden llevar a cabo de
distintas formas.
En la figura 1 vemos una for-
ma sencilla en la que se describe
Figura 1
que, en funcin del estado ini-
cial de una entrada se realiza el
tratamiento de la informacin y
se enva una orden a una salida.
Ahora bien, para la ejecucin
del prximo ciclo, se tiene en
cuenta el estado que ha adopta-
do cada salida para definir el
nuevo estado de las entradas.
En las figuras 2 y 3 vemos
otras sntesis de ejecucin de
operaciones.
Cabe aclarar entonces, que
cuando debamos programar un
autmata, encontraremos ins-
trucciones que nos permitirn
alterar el ciclo de operacin.
Son las instrucciones de "salto
condicional, salto a subrutinas o
subprogramas, interrupciones, o
actualizacin inmediata de esta-
dos de E/S".
Tenga en cuenta que al fina-
lizar cada ciclo, el procesador
debe actualizar el estado de las
entradas y salidas y debe atender
las tareas de diagnstico interno
y a las comunicaciones con peri-
fricos (con el exterior). En la
figura 4 se ilustra el desarollo de
un ciclo de ejecucin tpico de
un PLC.
Cada vez que se realiza
una puesta en marcha o
una parada del sistema,
el procesador debe eje-
cutar una serie de se-
cuencias, conforme con
el programa cargado en
su memoria. Algunas de estas
secuencias son las siguientes:
- Primero se energiza al
PLC, con lo cual se efectan
una serie de comprobaciones in-
ternas, tales como comproba-
ciones de la memoria, comuni-
caciones correctas entre los com-
ponentes, etc.
- Luego se verifica que est
correcto el programa de aplica-
cin.
- Se efecta una comproba-
cin de los elementos de E/S pa-
ra detectar posibles fallas.
- Tambin se chequea que
exista comunicacin entre el
PLC y los perifricos.
- Se debe comprobar que to-
das las salidas estn desactiva-
das.
Una vez que se realizan estas
96
Saber Electr nica N 171
Curso de PLCs
Figura 3
Figura 2
Figura 3
verificaciones internas se inicia
el ciclo de exploracin del pro-
grama. Cabe acotar que tambin
existen perodos de inhibicin
en el momento de la parada del
sistema, ya que en ese caso el
procesador deja de correr el
programa y se ponen a cero to-
das las salidas, excepto aquellas
variables internas que han sido
seleccionadas como retentivas.
El tiempo total del ciclo de
ejecucin est determinado por
los tiempos empleados en las
distintas operaciones. El tiempo
dedicado al final del ciclo para la
actualizacin de E/S y el auto-
diagnstico, suele estar en el or-
den de los milisegundos al que
habr que sumar el de atencin
a las comunicaciones entre peri-
fricos.
El tiempo de exploracin del
programa es variable en funcin
de la cantidad y tipo de las ins-
trucciones, y de la ejecucin de
subrutinas o saltos condiciona-
les.
El tiempo de ciclo es uno de
los parmetros que caracterizan
a un PLC y se expresa general-
mente en milisegundos por cada
mil instrucciones (ms/K).
Para reducir los tiempos de
ejecucin, algunas CPU se cons-
truyen alrededor de dos o ms
procesadores dedicados a fun-
ciones especficas, operaciones
lgicas, trabajos especiales, etc.
trabajando simultneamente.
Otra variante consiste en la
incorporacin de mdulos inte-
ligentes dedicados a tareas espe-
cficas.
Ahora bien, durante el fun-
cionamiento de un autmata,
mientras se siguen los pasos es-
tablecidos en el programa, se
realizan operaciones de auto-
diagnstico, tales como:
- Si el tiempo de ciclo de
ejecucin supera cierto valor, el
procesador detiene la ejecucin
del programa y realiza un che-
queo completo de sus circuitos
para verificar que no hay pro-
blemas.
- Se verifica la memoria de
programa mediante el chequeo
de la paridad de los cdigos de
instruccin.
- Comprobacin de la opera-
tividad del "bus" de E/S; cuan-
do el procesador ordena la acti-
vacin o desactivacin de una
salida, se comprueba que el m-
dulo correspondiente responde
adecuadamente y ejecuta la or-
den.
Cualquier problema detecta-
do acciona los indicadores de
diagnstico del procesador y se
genera un cdigo de error que
se almacena en el procesador, y
en su caso, dependiendo de la
importancia del fallo, se produce
la parada total del sistema.
LA MEMORI A
Todo PLC pose una memo-
ria organizada en reas de traba-
jo especficas, tal como se mues-
tra el esquema de la figura 5.
Dicha figura indica la organiza-
cin tpica de la memoria de un
autmata.
La memoria del sistema
generalmente no es accesible
por el usuario y es en donde se
almacenan los programas ejecu-
tivos o "firmware".
Scratch-Pades una por-
cin de memoria donde la infor-
macin se almacena en forma
Leccin N 4: El Procesador y la Memoria del Autmata
Saber Electr nica N 171
97
Figura 5
temporal y es empleado por los
programas ejecutivos (memoria
intermedia).
En la memoria de datos
se almacena informacin del es-
tado de las entradas y salidas (va-
riables de E/S), los estados inter-
nos intermedios originados por
la ejecucin del programa (varia-
bles internas), y los datos o n-
meros a ser considerados para
realizar una operacin (variables
numricas).
En la memoria de usuario
residen las instrucciones que de-
finen el algoritmo de control.
La memoria est organizada
en palabras y registros, consti-
tuidos por palabras de determi-
nada cantidad de bits (8, 12, 16 o
32), dependiendo del tipo de
procesador que se emplee. Cada
una de las palabras, denominadas
registros, constituye una infor-
macin completa que define una
instruccin o un dato numrico,
en funcin del rea de memoria
a la que pertenezca.
La cantidad de palabras de
que dispone la memoria se ex-
presa en kilobytes (1kilobyte =
1kB =1024 posiciones de me-
moria).
En las caractersticas del PLC
debe quedar claramente especifi-
cada la cantidad de memoria dis-
ponible para el programa de
usuario. El rea correspondiente
a la Memoria Ejecutiva son de
slo Lectura, ROM (Read Only
Memory).
Para las reas de Memoria
"scratch-pad", tablas de variables
de entradas y salidas, variables
internas y registro de datos, se
emplean unidades de Memoria
de Acceso Aleatorio - RAM
(Random Access Memory), por
su facilidad de escritura y borra-
do. Cabe aclarar que muchos
PLCs emplean otro tipo de me-
moria (EEPROM, por ejemplo)
para que la informacin conteni-
da en ella no se pierda cuando se
quita la alimentacin al equipo.
La Memoria de Usuario
normalmente est constituida
por memorias permanentes del
tipo EPROM (tambin llamadas
UVPROMUltraviolet Reprogra-
mable Read Only Memory) con
borrado por radiacin ultraviole-
ta o del tipo EEPROM (Electri-
cally Erasable Read Only Me-
mory) reprogramables elctrica-
mente, que tiene la ventaja de no
precisar batera para conservar el
programa pero adolecen de la
falta de flexibilidad de las me-
morias RAM.
Cabe aclarar que las instruc-
ciones que forman parte del pro-
grama que debe ejecutar el aut-
mata (el procesador), normal-
mente tienen que ver con opera-
ciones que deben tener en cuen-
ta los estados tanto de las entra-
das como de las salidas y como
estos datos normalmente se aso-
cian a variables internas o a da-
tos que se encuentran en regis-
tros, adems del cdigo de ope-
racin correspondiente a esa ins-
truccin deben llevar asociadas
las direcciones de esas varia-
bles.
En la prxima leccin vere-
mos la correspondencia entre las
direcciones de la tabla de entra-
das y salidas (en la memoria) y
los bornes del equipo para su co-
nexin, esto nos permitir el es-
tudio del sistema E/S en sus di-
ferentes variantes.
98
Saber Electr nica N 171
Curso de PLCs
PLC
LECCIN N5:
EL SISTEMA DE ENTRADA/SALIDA
del Autmata
Saber Electr nica N 172
95
CURSO DE AUTMATAS PROGRAMABLES
T
al como hemos definido al co-
mienzo de esta serie, un autmata
programable es un sistema que
basa su funcionamiento en el uso de
controladores lgicos programables
que realizan tareas de acuerdo con
un programa interno, en funcin de
determinados estados que se en-
cuentran en las entradas, sin descui-
dar la informacin de dichas salidas.
De esta manera, la forma en que es-
tn definidas tanto las entradas como
las salidas es fundamental para definir
el funcionamiento del equipo. En este
captulo nos ocuparemos del sistema
E/S (entradas y salidas).
Por Horacio D. Vallejo
e-mail:hvquark@internet.siscotel.com
L
as entradas y las salidas de
un PLC son los vnculos
con que se comunican los
registros de datos y las variables
definidas en la memoria de un
PLC. Las instrucciones que de-
be ejecutar la CPU, que se re-
fieren a operaciones con estados
tanto de las entradas como de
las salidas, mediante el uso de
registros de datos y variables in-
ternas, adems del cdigo que
define la operacin a efectuar
llevan asociada la direccin de
una variable.
Existe una correspondencia
directa entre las direcciones de
la tabla de E/S grabada en el in-
terior del autmata y los bornes
de los mdulos o tarjetas de en-
tradas y salidas, tal como se ilus-
tra en la figura 1. Los fabrican-
tes de PLCs comerciales indican
cul es la relacin, sealando
qu zonas corresponden a en-
tradas y cules a salidas.
Es muy importante tener
presente esta correspondencia
entre la tabla de datos de E/S y
los circuitos fsicos del sistema
de E/S, ya que segn como est
definida ser el tipo de instruc-
ciones que deberemos emplear
para la programacin; ya que al
leer las instrucciones, el proce-
sador acude a las direcciones de
la tabla de E/S para tomar el es-
tado de las variables asociadas al
cdigo de operacin (operan-
dos).
El estado de las variables se
almacena en la memoria de da-
tos como "1" (activado/ON)
cuando existe un nivel de ten-
sin en el borne del circuito de
entrada, y como "0" (desactiva-
do/OFF) cuando no hay ten-
sin.
Vea en la figura 1 que en las
entradas asignadas al registro n,
el valor del bit 12 corresponder
a 1 cuando se cierre el contac-
to del contacto conectado al
borne 12 del mdulo de entra-
das (tambin llamado dispositivo
de campo en distintos pases del
continente), y por tanto se apli-
que tensin al mismo, del mis-
mo modo, para las salidas asig-
nadas al registro m, cuando el
valor del bit 5 sea 1 se activar
el circuito correspondiente al
borne 5 del mdulo de salidas y
por tanto se energizar el dispo-
sitivo de salida asociado a ese
terminal.
Normalmente se establece
que el procesador vigila el esta-
do activado (ON) de las varia-
bles. Si se especifica la funcin
inversa o como elemento de la
variable, el procesador examina-
r el estado desactivado (OFF)
de la variable.
Para entender lo que estamos
diciendo, vea el dibujo de la fi-
gura 2.
Sea el estado de una salida Y
que corresponde a la ecuacin
lgica:
Y = X1 (negado)
La salida Y est activada, ya
que al espe-
cificar la
funcin in-
versa, el pro-
cesador exa-
mina el esta-
do desactiva-
do de la va-
riable asocia-
da a la fun-
cin (X1)
que se cum-
ple en dicha
situacin de
reposo.
Cuando se
accione el
interruptor
S1, se activa-
r el circuito
de entrada
(ON) tomando el valor 1 la va-
riable X1 con lo que dejar de
cumplirse la condicin de exa-
men programada (NO X1) y en
consecuencia se desactiva la sali-
da al tomar Y el valor 0.
El lector puede deducir en-
tonces, que el control de un
proceso manejado por un aut-
mata se basa en un continuo in-
tercambio de informacin entre
el equipo de control y dicho
96
Saber Electr nica N 172
Curso de PLCs
Figura 2
Figura 1
proceso. La informacin que se
recoge del entorno recibe el
nombre genrico de Entrada y
llega al PLC por medio del sis-
tema de ENTRADAS, mientras
que las acciones de control so-
bre el proceso se denominan Sa-
lida y se acciona mediante
las SALIDAS.
Los dispositivos de en-
trada corresponden a un
amplio conjunto de elemen-
tos como, interruptores co-
munes o tipo final de carre-
ra, pulsadores, reostatos, pi-
rmetros, detectores de hu-
mo, detectores de posicin,
sensores, etc., mientras que
los dispositivos de salida se
encargan de energizar a los
dispositivos constituyentes
del sistema de control y co-
rresponden a rels, triacs,
optoacopladores, electrovl-
vulas, etc.
El Sistema de E/S de un
Autmata Programable co-
mercial o industrial est for-
mado por un conjunto de
mdulos (rack) que tiene
las siguientes funciones:
1) Preparar los datos suminis-
trados por los diferentes sensores de
entrada (seales de entrada) a los
elementos electrnicos del PLC.
2) Actuar con una debida sepa-
racin (buffer) elctrica entre los
circuitos lgicos y los circuitos de po-
tencia.
3) Identificar, mediante el so-
porte fsico del "direccionamiento"
la identificacin de los dispositivos
de E/S para la correcta ejecucin de
las secuencias de control programa-
das.
Los bastidores , o racks, pro-
porcionan un soporte mecnico
a los mdulos donde se encuen-
tra la denominada "placa base"
en la que se encuentran los co-
nectores del bus de datos. En las
figuras 3, 4 y 5 se pueden obser-
var diferentes modelos de aut-
matas comerciales en los que se
puede apreciar el bastidor o rack
de E/S. Note que se pueden ver
Leccin N 5: El Sistema de Entradas/Salidas del PLC
Saber Electr nica N 172
97
Fig. 3
Fig. 4
Fig. 5
Fig. 6
equipos compactos y equipos en
el que el bastidor est separado
del resto del sistema.
Generalmente, los autmatas
pequeos poseen una configura-
cin compacta que incluye la
Unidad Central de Proceso y
parte del Sistema de E/S en un
slo gabinete, que a su vez son
expandibles mediante unidades
compactas o mdulos de E/S.
SI STEMAS E/S DI SCRETOS
La seal de entrada de
un PLC puede ser la que
suministra un interruptor
On-Off o diferentes nive-
les de tensin suministra-
dos por un sensor de tem-
peratura, por ejemplo. Lo
mismo ocurre con las sali-
das, es decir, una seal
procedente del PLC puede
ser simplemente un estado
1 o 0, pero tambin
puede tratarse de un
conjunto de bits que
representan una pala-
bra de informacin.
Los sistemas discretos
de E/S son aquellos en
los que, tanto las en-
tradas como las salidas,
pueden tener nica-
mente dos niveles, es
decir presencia o au-
sencia de un nivel de
tensin, ya sea en cc o
ca.
Los mdulos de entra-
das son tarjetas elec-
trnicas enchufables
en un rack de E/S que
en su parte frontal dis-
ponen de una regleta
de bornes para el co-
nexionado de los dispositivos de
entrada, tal como se muestra en
la figura 6, y un conjunto de
Leds que indican la presencia de
seal de entrada.
En la figura 7 se muestra el
esquema circuital tpico de los
circuitos de entrada de un m-
dulo, en el que se puede obser-
var el acoplador ptico que pro-
porciona la separacin elctrica
entre el circuito lgico y el de
campo.
Los mdulos de entrada pue-
den ser de 8, 16, o 32 circuitos,
y pueden trabajar con distintos
niveles de tensin de trabajo, ta-
les como: TTL, 24Vca/cc,
48Vca/cc, 110Vca/cc, y 220Vca,
etc.
Los mdulos de salidas son
tarjetas electrnicas que al igual
que las de entrada disponen de
una regleta de bornes enchufa-
bles y de indicadores LED para
la visualizacin del estado de la
salida. Normalmente incorporan
algn tipo de proteccin de la
etapa de potencia, que puede ser
un circuito de deteccin de so-
brecarga o simplemente un fusi-
ble. El estado del fusible nor-
malmente es indicado por el en-
cendido de un Led mediante la
conexin de un borne del mdu-
lo con un punto comn de las
cargas.
Los mdulos de salida pue-
den ser de 8, 16, o 32 circuitos,
y pueden trabajar con distintos
niveles de tensin de trabajo, ta-
les como: TTL, 24Vca/cc,
48Vca/cc, 110Vca/cc, y 220Vca,
etc. Tambin puede ser la activa-
cin de un rel o un triac.
La corriente mxima de salida
es variable en funcin del modelo
del autmata, pudiendo ser desde
0,5A hasta 10A o ms.
98
Saber Electr nica N 172
Curso de PLCs
Fig. 7
Realmente quiere
Aprender Electr nica Aprender Electr nica?
Esta es una nica oportunidad:
Enciclopedia Visual
de Electrnica
CONTIENE:
1) Enciclopedia de Electrnica a Color en 3 Tomos im-
presos en papel ilustracin a todo color.
2) Video Kit de Electrnica con el que aprende esta
materia fcilmente sin cansarse.
3) Video Kit de Computacin con el que aprende
computadoras y puede armar sus propios equipos.
4) CD Manual de Electrnica 2001 con ms de 1000
pginas de informacin y 300 Montajes de Electrnica.
No lo piense m s, hasta agotar stock (300 unidades), compre
este paquete por s lo $25 si es socio del Club Saber Electr nica
($40 si no es socio). En venta nicamente en nuestras oficinas.
Tambi n se lo enviamos a su domicilio, pag ndolo cuando recibe
esta obra (por contrarreembolso). Para adquirirlo llame al (011)
4301-8804 o env e una carta a Herrera 761 (1295), Capital
Federal o escriba un e-mail a: ateclien@vianetworks.net.ar
PLC
LECCIN N6:
CMO SE REALIZA EL CABLEADO DE LAS ENTRADAS /SALIDAS
del Autmata
CURSO DE AUTMATAS PROGRAMABLES
E
s bien sabido que un autmata va
a realizar una accin (mecnica,
neumtica, hidrulica, etc.) a
partir de determinadas seales en-
contradas en su entrada y de acuerdo
con un programa interno. Ya hemos
analizado una correspondencia entre
las tablas internas que definen el
comportamiento de las entradas/sali-
das del PLC y comenzamos a analizar
los mdulos discretos. En esta leccin
veremos brevemente qu dicen las
dos normas internacionales que regu-
lan el comportamiento de los aut-
matas y daremos las caractersticas
de los principales sistemas E/S que
suelen emplearse.
Por Horacio D. Vallejo
e-mail:hvquark@internet.siscotel.com
www.webelectronica.com.ar
EL CABLEADO EXTERNO DI N
Muchos problemas en insta-
laciones industrials se producen
en el diseo. Es imprescindible
prestar atencin a la confiabili-
dad y facilidad de reparacin,
ante eventuales fallas, del ca-
bleado de un autmata. Por
ejemplo, segn sea la norma
empleada para el cableado ex-
terno del PLC, se deben tener
en cuenta las posibles puesta a
masa de los contactos de un re-
l o de cualquier elemento de
control, dado que esta
es la falla ms comn
que suele presentarse
en una instalacin, es-
pecialmente cuando se
trabaja en ambientes
hmedos o de calor ex-
cesivo. Si no se siguen
determinadas reglas b-
sicas, la incertidumbre
que puede generarse a
partir de una falla puede ser tan
grande que a veces es hasta im-
Fig. 1
100
Saber Electr nica N 173
Curso de PLCs
posible reparar el sistema.
Por ejemplo, en la figura 1 se
muestra un circuito tpico a re-
ls en el cual no est definida
ninguna masa (cableado acepta-
do por normas ISO), es decir se
tiene un circuito de masa flo-
tante. Si por cualquier motivo
se pusieran a masa los contactos
del interruptor S4 (figura 2),
con el cierre de S3 se activara
el rel K2, situacin no deseada
ya que dicho rel solo se debera
cerrar en el caso en que ambos
contactos (S3 y S4 se cerraran).
Al intentar verificar la falla, slo
la encontraramos cuando mi-
diramos cada interruptor hasta
encontrar uno en corto y si esto
se produce en un sistema de
mltiples contactos, podramos
demorar das en encontrar la fa-
lla.
En la figura 3 se muestra una
nueva situacin
en la que se ha
definido una ma-
sa como cone-
xin de uno de
los bornes del
generador pero
existe un error
de criterio al
conectar los con-
tactos del lado de
masa. En este ca-
so, si se produce la puesta a ma-
sa de S1, el rel se activa aunque
ninguno de los dos contactos se
haya cerrado, lo que puede pro-
ducir infinidad de inconvenien-
tes y hasta accidentes lamenta-
bles, dado que alguno de los in-
terruptores podra haber sido de
seguridad y, al no actuar correc-
tamente, un motor se podra po-
ner en marcha aunque un ope-
rario est trabajando en el siste-
ma. Por lo tanto, SIEMPRE,
del lado de masa debe ir la bobi-
na del rel, segn lo establece la
norma DIN.
En la figura 4 vemos la re-
presentacin de un sistema de
cableado E/S segn la norma
DIN. Tenemos un rel de su-
pervisin de fuente que se en-
cuentra siempre activado mien-
tras la fuente no tenga proble-
mas; cuando el circuito posee
inconvenientes, salta el fusible y
se corta el suministro. Un rel
de seguridad dejar activar al
sistema de salida siempre que se
cumplan las condiciones de se-
guridad que en nuestro esquema
estn representadas por un inte-
rruptor de tal forma que en es-
tas condiciones, cada vez que se
acciona el interruptor de puesta
en marcha (el autmata autom-
ticamente puede realizar esta
funcin) se permitir, por ejem-
plo, el encendido de un motor.
Segn esta norma, si se pone
a masa la bobina del rel de
marcha, cuando ste se excite
saltar el fusible (figura 5).
Si se abre el cable del rel de
supervisin, no habr tensin y
la falla ser fcil de localizar. Si
hay problemas con los sensores
de alarma tambin podremos
detectar la falla sin problemas,
por ejemplo, si se pone un con-
tacto a masa, saltar el fusible y,
midiendo con el tster encon-
traremos rpido el desperfecto.
En definitiva, un anlisis por-
menorizado nos permitir com-
prender que cualquier falla ser
fcil de localizar. Esto significa
que al realizar el cableado de un
sistema E/S, siempre las bobinas
Saber Electr nica N 173
101
Curso de PLCs
Figura 4
Figura 2
Fig. 3
102
Saber Electr nica N 173
de rel deber tener un contacto
de referencia a masa y que todos
los circuitos de seguridad debe-
rn tener corriente en condicio-
nes normales de funcionamiento
para que el sistema haga saltar
el fusible en caso de alguna
puesta a masa involuntaria.
Ahora bien, analizando el
circuito de la figura 4, vemos
que sera posible detectar dnde
se produjo falla a masa, realiza-
ndo un reestablecimiento gra-
dual del sistema (es decir, una
vez apagado el autmata, se
pueden colocar las fusibles y se
realiza una puesta en marcha
gradual; hasta que vuelva a sal-
tar y as aislar el circuito
que presenta inconvenien-
tes).
Cuando se realiza el ca-
bleado de un sistema, nor-
malmente se deben poder
abrir todos los interrupto-
res de seguridad de modo
que al energizar el sistema
se puedan ir cerrando uno a
uno hasta detectar la falla.
Se deduce entonces que
es aconsejable agrupar con-
tactos por elementos de
proteccin (5 elementos por
fusible, por ejemplo) para
minimizar el tiempo de
reestablecimiento cuando se
produzca una falla.
Ahora bien, cuando se disea
un sistema es aconsejable que
las protecciones brinden in-
formacin sobre su funciona-
miento, esto significa que se po-
dra incluir un contacto de su-
pervisin que signifique una en-
trada adicional de supervisin
del PLC para que ste sepa que
hay inconvenientes.
Este agregado simplifica mu-
cho la bsqueda de fallas cuando
tenemos un sistema con muchas
entradas/salidas y, por lo tanto,
gran cantidad de fusibles.
Si cada sensor tiene un con-
tacto de supervisin, entonces
podemos darle al PLC una in-
formacin ALFA-NUMERICA
de AUTO-DIAGNOSTICO tal
que en el display del PLC quede
indicada la posicin del fusible
en falla para que sea fcil de lo-
calizar (tenga en cuenta que si
estoy en una fbrica de grandes
dimensiones, por ms que pon-
ga un sensor luminoso, el en-
contrarlo podra demandarnos
un tiempo excesivo).
Ahora bien, es posible que
nuestro autmata tenga pocas
entradas y yo tenga varios ele-
mentos de supervisin o seguri-
dad, en ese caso se pueden com-
binar los sensores mediante el
uso de diodos, tal como se
muestra en la figura 6. En este
caso, de producirse una falla, el
PLC no sabr discriminar cul
es el sensor en falla, slo podr
saber cul es la entrada con pro-
blemas, salvo que tengamos un
sistema de supervisin con mo-
dulacin tipo TDM, pero de ese
tema nos ocuparemos ms ade-
lante.
Veamos entonces qu sucede
Leccin N 6: Cmo se Realiza el Cableado del PLC
Fig. 6
Figura 5
cuando en lugar de tener siste-
mas DISCRETOS (interrupto-
res), nuestro autmata maneja
otros tipos de seales.
ENTRADAS/SALI DAS
NUMRI CAS
Las E/S numricas
son un conjunto de
mdulos que permi-
ten adquirir o gene-
rar informacin en
formato de datos, es
decir, que emplean
un registro completo
de la Memoria de
Datos del Autmata.
ENTRADAS/SALI DAS
ANALGI CAS
Son mdulos destina-
dos a la conversin de
una tensin o co-
rriente correspon-
diente a la medida de
una temperatura o de
una presin, que vara en el
tiempo (convierten en electrici-
dad variaciones de otro tipo de
magnitud).
En general la conversin se
hace a un cdigo binario de 11 a
12 bits, al que corresponde un
valor numrico, o bien desde el
valor numrico al cdigo bina-
rio.
En un mdulo de entradas
analgicas normalmente hay un
slo conversor analgico/digital
(A/D), y las magnitudes de en-
trada son multiplexadas para su
conversin.
Los mdulos suelen estar
controlados por su propio mi-
croprocesador, tal como pode-
mos ver en la figura 7.
Los fabricantes ofrecen dis-
tintas ejecuciones de los mdu-
los, pero las ms empleadas
corresponden a 4, 8, o 16 cana-
les analgicos para las entradas,
y cuatro canales para las salidas
(que incorporan un conversor
digital/analgico por cada canal).
Las bandas de trabajo que
Saber Electr nica N 173
103
Curso de PLCs
Fig. 7
Realmente quiere
Aprender Electr nica Aprender Electr nica?
Esta es una nica oportunidad:
Enciclopedia Visual
de Electrnica
CONTIENE:
1) Enciclopedia de Electrnica a Color en 3 Tomos im-
presos en papel ilustracin a todo color.
2) Video Kit de Electrnica con el que aprende esta ma-
teria fcilmente sin cansarse.
3) Video Kit de Computacin con el que aprende com-
putadoras y puede armar sus propios equipos.
4) CD Manual de Electrnica 2001 con ms de 1000
pginas de informacin y 300 Montajes de Electrnica.
No lo piense m s, hasta agotar stock (300 unidades), compre este
paquete por s lo $25 si es socio del Club Saber Electr nica ($40
si no es socio). En venta nicamente en nuestras oficinas. Tambi n
se lo enviamos a su domicilio, pag ndolo cuando recibe esta obra
(por contrarreembolso). Para adquirirlo llame al (011) 4301-8804 o
env e una carta a Herrera 761 (1295), Capital Federal o escriba un
e-mail a: ateclien@vianetworks.net.ar
permiten estos sistemas son los
usuales en instrumentacin.
ENTRADAS/SALI DAS DE
CDI GOS NUMRI COS
Para la adquisicin de datos
proporcionados a travs de codi-
ficadores rotativos (Thumbw-
heel Switches) o instrumentos
electrnicos digitales, y para ge-
nerar informacin numrica a
dispositivos visualizadores (dis-
play de 7 segmentos) y otros
equipos electrnicos, los fabri-
cantes ofrecen mdulos de E/S
numrica generalmente para el
cdigo BCD (tambin Gray o
complemento a 9). Estos mdu-
los son multiplexados (figura 8).
El mdulo adquiere la informa-
cin de cada uno de los datos y
la transfiere a los registros de la
memoria de datos del procesa-
dor en forma secuencial a una
frecuencia que puede ser de
100Hz.
Ahora bien, las E/S discretas
y numricas permiten el empleo
del PLC en un amplio campo de
aplicaciones, pero algunas de s-
tas requieren ciertas funciones
especiales, que si bien podran
realizarse con los elementos co-
mentados, exigiran un empleo
excesivo, tanto de material como
de instrucciones de programa.
Para la resolucin de
estas funciones espe-
ciales los fabricantes
ofrecen una serie de
mdulos "inteligen-
tes con los que se re-
duce la cantidad de
componentes del equi-
po y se descarga el tra-
bajo del procesador del
PLC.
En el caso particular
de termopares trans-
ductores de tempera-
tura, algunos fabrican-
tes ofrecen mdulos
que aceptan directa-
mente la seal dbil
(del orden de milivoltios) y ope-
ran como si se tratara de entra-
das analgicas. La figura 9
muestra la forma en que se co-
nectan los termopares a uno de
esos mdulos.
Leccin N 6: Cmo se Realiza el Cableado del PLC
104
Saber Electr nica N 173
Figura 8
Figura 9
PLC
LECCIN N7:
MDULOS ESPECIALES DE CONEXIN
PARA EL AUTMATA
Saber Electr nica N 174
97
CURSO DE AUTMATAS PROGRAMABLES
E
n lecciones anteriores vimos c-
mo es el sistema de entradas/sali-
das de un autmata clsico y di-
mos detalles de la forma en que se
debe realizar el cableado. Sin embar-
go, el lector debe tener en cuenta
que muchas veces el PLC debe con-
trolar mdulos especiales como ser-
vos, motores paso a paso, controles
proporcionales, etc.
En este captulo describiremos algu-
nos de estos sistemas y veremos algu-
nos aspectos a tener en cuenta sobre
las entradas en funcin de la tecnolo-
ga empleada.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
Mdulos Especiales
El control de un motor paso
a paso, el gobierno de un servo
o el control de un proceso re-
quiere del uso de mdulos espe-
cficos que en la industria suelen
venderse para su uso en aut-
matas.
El mdulo de control de un
motor paso a paso genera los
trenes de impulsos necesarios
para el control del motor, a tra-
vs de un amplificador (driver).
Este tipo de mdulo acepta da-
tos desde el programa de con-
trol que especifican la posicin,
el sentido, la aceleracin y la
desaceleracin del movimiento
del equipo. En la figura 1 se
muestra un diagrama en bloques
de este sistema de control en
forma simplificada.
Generalmente disponen de
entradas de control manual del
movimiento para efectuar el po-
sicionado en las condiciones ini-
ciales.
Un mdulo de servo control
permite el control de posiciona-
miento en un eje (o de varios
ejes), proporcionando tiempos
cortos de posicionado, alta pre-
cisin, buena fiabilidad y alta
repetibilidad. Resultan una al-
ternativa econmica al empleo
del control numrico en peque-
as aplicaciones que no requie-
ren gran precisin, como m-
Curso de PLCs
quinas, herramientas, sis-
temas de embalaje, etc.
Los fabricantes de estos
mdulos suelen dar deta-
lles de conexionado que,
en general, siguen linea-
mientos bsicos.
Por otra parte, en apli-
caciones de control de
proceso en las que se re-
quiere una alta precisin
en el control de una fun-
cin de regulacin, se hace
necesario la aplicacin de
un Control Proporcional,
Integral y Derivativo, de
forma que la variable de
proceso se mantenga lo
ms ajustada posible al
punto de consigna, o a los
distintos puntos de consig-
na que se establezcan a lo
largo de la evolucin del
proceso. Las desviaciones
de la variable de proceso respec-
to del punto de consigna, pue-
den producir una reduccin de
la calidad del producto obtenido
adems de provocar la prdida
de control del sistema. En la fi-
gura 2 se puede ver el diagrama
en bloques de un mdulo de
control proporcional integral y
derivativo donde la variable que
pone en marcha el proceso se
obtiene a travs de una entrada
analgica y despus de ser trata-
da se compara con el valor de
referencia. La seal de error re-
sultante (desviacin respecto al
punto de consigna), se procesa a
travs de las componentes del
mdulo, y los resultados se su-
man para obtener la variable de
control, que se aplica sobre el
sistema para anular el error.
Como hemos supuesto una
variable analgica, note la forma
98
Saber Electr nica N 174
Curso de PLCs
Figura 2
Figura 1
en que se realiza el conexionado
entre el autmata y el mdulo
de control que incorpora una
entrada y una salida analgica
correspondiente a la variable de
proceso y a la variable de con-
trol. Adems el sistema incorpo-
ra una estacin de control ma-
nual de la variable de control, de
forma que el operador pueda ac-
tuar a voluntad sobre el proceso.
Otra forma de ejecucin del
control PID es mediante el em-
pleo de Unidades de Control de
Proceso independientes, que se
conectan a la Unidad Central
del Autmata mediante un enla-
ce de comunicaciones como se
indica en la parte inferior de la
figura.
El tcnico de procesos pro-
gramar los parmetros de con-
trol necesarios para la ecuacin
de regulacin, y el mdulo pro-
porcional, integral y derivativo
realizar todos los clculos sin
recurrir a programas residentes
en el PLC.
Tenga en cuenta que en todo
caso dependemos de la forma en
que el fabricante ha armado su
equipo. Por eso, las posibilida-
des de comunicacin de un au-
tmata dependen del intercam-
bio de informacin entre distin-
tos proce-
sadores de
un mismo
fabricante
o con ter-
minales in-
teligentes
capaces de
generar el
mismo
protocolo
que ellos
utilizan.
Para permitir el intercambio de
datos con perifricos no inteli-
gentes, los fabricantes ofrecen
los mdulos ASCII, con uno o
ms canales de comunicacin,
configurables en cuanto a la ve-
locidad de transmisin, estructu-
ra de la informacin, y cdigos
de control o protocolo. De este
tema nos ocuparemos ms ade-
lante pero da la sensacin que
cada vez que debo tomar un da-
to por medio de un sensor, ste
se limita a brindar una informa-
cin binaria, por eso nos pre-
guntamos: es lo mismo que se em-
plee un circuito TTL u otro CMOS
para comunicar a los diversos blo-
ques controladores conectados a la
entrada y la salida de un PLC?.
A continuacin haremos una
breve comparacin entre tecno-
logas.
Las Diferentes Tecnologas
Empleadas para las Entradas
del Autmata
Las seales binarias, son las
ms utilizadas por la mayora de
los sensores, que son las termi-
nales nerviosas de un PLC. Co-
nocer sus limitaciones y la forma
de solucionarlas, ayudar a dar
confiabilidad a la instalacin del
autmata. En la figura 1 pode-
mos observar las caractersticas
principales de las distintas tec-
nologas empleadas para la cons-
truccin de circuitos integrados.
Cuando mayor es la frecuen-
cia de trabajo, ms angosto pue-
de ser el pulso que perturbe el
funcionamiento; por eso la tec-
nologa ECL ( Emitter Coupled
Logic, acoplamiento lgico por
emisor ) que es muy rpida, es
tambin muy susceptible al rui-
do razn por la cual no se em-
plea en aplicaciones industriales
y, por ello, no aparece en la ta-
bla 1.
Se debe comparar la "suscep-
tibilidad" al ruido, note en la ta-
bla que es decreciente (de iz-
quierda a derecha), es decir, el
menor riesgo de que un estado
lgico sea considerado errneo
(que un 0 sea interpretado co-
mo 1 y biceversa) en una me-
moria, por una perturbacin
elctrica externa se obtiene para
la familia CMOS, que es muy
lenta.
Tenga en cuenta que en un
equipo digital, una perturbacin
o ruido puede producir cambios
indeseados en los estados de su
memoria.
Leccin N 7: Mdulos Especiales de Conexin
Saber Electr nica N 174
99
Tabla 1
En un PLC con microproce-
sador, la forma en que ste va a
operar depende del estado de las
entradas y del paso de programa
que est ejecutando, luego si en
una memoria guard un dato
errneo como consecuencia de
un ruido indeseado, entonces to-
do el proceso que sigue estar
equivocado.
Muchas veces esta alteracin
en el programa, puede interpre-
tarse errneamente como el co-
mienzo de una instruccin, den-
tro de una instruccin real de
dos o ms bytes; y puede ser,
que no llegue a "encarrilarse" ja-
ms; a no ser por la accin del
"watch dog" (perro guardin),
ste espera un "estmulo" de
parte del micro y si no lo re-
cibe enva un pulso de "re-
set" sobre el micro indicando
que algo no anda bien. Pero
este proceso slo cubre el
descarrilamiento del progra-
ma y no la alteracin de las
variables, por ello debemos
saber cmo se realiza la pro-
gramacin de un PLC, para
luego explicar cmo se re-
suelve el problema.
Como el sistema menos rui-
doso es aquel que emplea l-
gica CMOS, en la figura 3
vemos un circuito con entra-
da directa a la compuerta de
un PLC que emplea un con-
ductor comn conectado a
masa.
Podramos decir que es el
sistema menos ruidoso. Aho-
ra bien, si a la entrada del
equipo se conecta el sensor
por medio de un atenuador
que lleve la tensin del sen-
sor a los 24V requeridos por
el PLC y un filtro para evitar
seales espreas, como se
muestra en la figura 4, el sis-
tema es algo ms vulnerable
al ruido.
Note que continuamos te-
niendo un conductor comn
de tierra.
La figura 5 muestra una al-
ternativa conocida como
aislacin galvnica que em-
plea un optoacoplador para co-
nectar al sensor con la compuer-
ta de entrada del PLC.
Este circuito posee mayor
susceptibilidad al ruido que los
anteriores.
En la prxima edicin vere-
mos detalles de cmo el ruido
puede interferir con el funciona-
miento del autmata.
100
Saber Electr nica N 174
Curso de PLCs
Fig. 3
Fig. 4
Fig. 5
PLC
LECCIN N8:
CIRCUITO UNIVERSAL PARA LAS
ENTRADAS DE LOS AUTMATAS
Saber Electrnica N 175
CURSO DE AUTMATAS PROGRAMABLES
T
al como hemos visto en leccio-
nes anteriores, los PLC comer-
ciales pueden operar con en-
tradas y salidas tanto analgicas
como digitales, empleando dife-
rentes tecnologas; sin embargo,
existen configuraciones tpicas a
las que el tcnico puede recurrir
en ms de una oportunidad. En es-
ta seccin veremos circuitos para
corriente continua y corriente al-
terna.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
I NTRODUCCI N
Un PLC precisa de sensores
que determinen estados en sus
entradas para que pueda proce-
sar la informacin y activar las
salidas correspondientes. Ahora
bien, entre las entradas propia-
mente dichas del PLC y los sen-
sores, pueden haber circuitos
que acten de interfases, de mo-
do que un problema en una en-
trada no ponga en riesgo la vida
del autmata. Estas interfases
pueden alimentarse con tensio-
nes de corriente continua o co-
rriente alterna, por lo cual dare-
mos sugerencias para ambos ca-
sos.
CI RCUI TO DE ENTRADA PARA
CORRI ENTE CONTI NUA
Vimos que los autmatas ge-
neralmente disponen de tensio-
nes de 5V, 12V y 24V para ali-
mentar a sus perifricos. Si bien
en las entradas podemos tener
diferentes circuitos, una buena
solucin para esquemas de co-
rriente continua con una ali-
mentacin de 24V es la mostra-
da en la figura 1.
En todos los autmatas sen-
cillos la fuente conmutada gene-
ral que opera desde la lnea de
220V entrega una salida de 24V
para "auto-alimentar" los circui-
tos de entrada; de modo que no
es necesario armar una fuente
Curso de PLCs
externa, de ah que el sistema se
simplifica.
En el esquema, la resistencia
R EXT es generalmente de
2200 (2k2), lo que por ley de
Ohm nos da una corriente de
unos 10mA (descontando apro-
ximadamente 1V de cada en el
opto-acoplador y 1V en bornes
del Led indicador de encendi-
do). Esta corriente es el 50% del
valor mximo que puede circular
por un opto-acoplador clsico y
tambin por el LED, coinci-
diendo con el criterio recomen-
dado por IEEE. (Comit Inter-
nacional de Ingenieros Electr-
nicos y Elctricos) para lograr
mxima confiabilidad en el dise-
o del aparato.
R EXT junto con el capacitor
CEXT forman un filtro pasabajos
con una frecuencia de corte de
1kHz que se encarga de eliminar
la posibilidad de disparo por
seales espurias. Tenga en cuen-
ta que si vamos a considerar
eventos muy rpidos, no podre-
mos utilizar este filtro, debiendo
colocar un esquema conforme a
las circunstancias.
Volviendo al esquema de la
figura 1, el circuito representa el
dispositivo que se colocar en
una entrada cuando el sensor a
tomar en cuenta se alimenta con
una tensin continua de 24V. El
sensor puede ser un simple inte-
rruptor (como el mostrado en la
figura) o un circuito que en defi-
nitiva comandar a un interrup-
tor.
El empleo de un optoacopla-
dor cualquiera de usos genera-
les y econmico, permite aislar
al sensor de la entrada del PLC
y, debido a la configuracin cir-
cuital, se puede conectar tanto a
una entrada analgica como di-
gital, ya sea TTL o CMOS.
El diodo conectado en anti-
paralelo protege al opto-acopla-
dor de tensiones inversas, ya que
la especificaciones de los fabri-
cantes las fijan en 3V. En algu-
nos PLC comerciales, D1 apare-
ce luego del capacitor (D1 pro-
tege al circuito de conexiones
inversas).
La corriente en el opto-tran-
sistor es del orden de los 5 mA.
Cuando el opto-transistor se sa-
tura , entre colector y emisor de
dicho transistor habr una ten-
sin (de saturacin) del orden de
1V, de modo tal que al conectar
una resistencia de 820 y ali-
mentando al optoacoplador con
5V, se tiene una corriente de
emisor de saturacin del orden
de 5mA, lo que resulta un mar-
gen adecuado de saturacin.
Como sabemos, cuando el
transistor del opto-acoplador es-
t saturado, entre colector y
emisor hay una tensin de 1V,
por tal motivo siem-
pre el optoacopla-
dor se debe colocar
sobre el lado positivo
de la tensin de ali-
mentacin y el resis-
tor limitador de co-
rriente (R IN) debe
conectarse del lado
de emisor.
Esto adquiere relevada im-
portancia cuando trabajamos
con autmatas cuyas entradas
poseen niveles TTL, es decir, si
el nivel de transicin es el que
maneja un microcomputador
8751 (lgica TTL), la coloca-
cin del optoacoplador del lado
de masa superara los 0,8V nece-
sarios como mximo para que
un 0 lgico sea considerado
como tal.
Para que se entienda mejor, si
el optoacoplador debe dar una
seal correspondiente a un 0
lgico, en la familia TTL, el va-
lor de tensin mximo debera
ser 0,8V. En lgica CMOS no
hay problema dado que el 0 es
considerado como tal hasta el
40% de la tensin de alimenta-
cin, lo que significa que con
una tensin de alimentacin de
5V, una tensin de 1V es consi-
derada un 0 lgico (hasta 2V
es considerado como 0 lgico).
CI RCUI TO DE ENTRADA PARA
CORRI ENTE ALTERNA
Muchos PLCs utilizan senso-
res que se alimentan directa-
mente con la tensin de red de
220V e, incluso, la falta de sumi-
nistro de energa es una seal a
tener en cuenta. Tambin hay
que considerar el caso en que no
Saber Electrnica N 175
Curso de PLCs
Figura 1
contamos con los 24V de co-
rriente continua y para ello, la
opcin disponible es una tensin
de corriente alterna de 220V o
de 117V segn la red local.
Si nos basamos en el circuito
de la figura 1, ahora sobre la re-
sistencia en serie con el optoa-
coplador (R EXT) debera caer
casi toda la tensin con una co-
rriente de 10mA. Aplicando ley
de Ohm, la resistencia sera de:
220V
R = = 22.000
R = 22k
La potencia en el resistor se-
ra de:
P = V x I =
P = 220V x 0,01A = 2,2W
Esto implica que cada entra-
da consumira una potencia de
2,2W slo para limitar la ten-
sin en el optoacoplador. Si tu-
viramos un PLC de 8 entradas,
estaramos utilizando ms de
17W slo para transformarlos
en calor, lo que indica que no es
una buena opcin.
Para evitar este inconvenien-
te se emplean configuraciones
circuitales diferentes y como
ejemplo podemos dar el circuito
de la figura 2. Aqu, la limitacin
de corriente se realiza por un ca-
pacitor, luego del cual se coloca
un puente rectificador que en-
trega la tensin continua nece-
saria para el funcionamiento del
diodo del optoacoplador. Como
en el caso anterior, el capacitor
C EXT cumple la funcin de fil-
tro de espreos y hace que la
tensin a la salida del puente se
convierta en continua constante.
El funcionamiento es muy senci-
llo; se coloca un capacitor que
haga que a la frecuencia de la
tensin de red presente una
reactancia equivalente a 22k,
luego, esto nos asegura que la
corriente a la salida del puente
tengamos una corriente de
10mA continua.
Si bien tendremos una poten-
cia consumida de 2,2W, sta no
ser activa (ser reactiva) y la
potencia no se disipar en calor.
Para la red de 220V y 50Hz
ser necesario un capacitor de
0,15F x 630V de tensin de
trabajo. Para la red de 117V y
60Hz ser preciso un capacitor
de 0,068F x 400V de tensin
de trabajo.
En la figura 3 se muestra un
circuito alternativo en el que se
ha reemplazado el puente de
diodos por un slo componente.
Sobre este circuito se pueden
realizar las mismas consideracio-
nes que para el circuito anterior.
PARA TENER EN CUENTA
Para evitar o disminuir la in-
sidencia de ruidos e interferen-
cias, se deben tomar
precauciones tales
como proteccin por
medios de circuitos,
como aislacin galv-
nica, filtros pasabajos,
tomas de tierra en to-
da la instalacin y ca-
bles bifilar retorcidos
y mallados, en casos
extremos.
Tomando las debidas
precuaciones y te-
niendo en cuenta que
el microprocesador
del autmata est to-
mando slo muestras
de lo que sucede con
un sensor, es muy
poco probable que se
reconozca una per-
Leccin N 8: Circuito Universal para las Entradas de los Autmatas
Saber Electrnica N 175
Figura 3
Figura 2
turbacin. Por ejemplo, si esta-
mos tomando 3.000.0000 de
muestras por minuto y una per-
turbacin dura menos de 1ns,
casi seguro que sta no va a apa-
recer. Sin embargo, esta posibili-
dad no es nula y cuando la deci-
sin que debe tomar el micro
del PLC es en base a una seal
memorizada, es posible que una
perturbacin modifique las deci-
siones a tomar, brindando una
respuesta errnea.
Se puede aumentar el rechazo
de una perturbacin mediante
un diseo adecuado del progra-
ma.
Recordando el concepto de
"scan" y el de memoria imagen
en donde se registran los estados
anteriores de las seales, es posi-
ble detectar que algo no anda
bien.
Por ejemplo, durante la eje-
cucin del programa una seal
es muestreada durante tres esca-
neos sucesivos (pueden ser ms
si se desea aumentar la seguri-
dad) para verificar que todos
poseen el nivel esperado.
Durante el "barrido" del pro-
grama, las sentencias, son ledas
de arriba hacia abajo y de iz-
quierda a derecha (vea el circuito
de la figura 4).
En nuestro primer scan a
considerar la seal S1 de una en-
trada est en cero, se comienza a
recorrer la lnea pero falla la pri-
mera condicin por lo que la bo-
bina A09 y el bit imagen corres-
pondiente no son excitados.
En la segunda lnea sucede lo
mismo con A08 y luego con
A07. Por lo tanto los tres rels
auxiliares estn desexcitados.
Pero si se cierra el contacto
externo que excita la entrada y
produce a travs del sistema
operativo la excitacin del bit
imagen correspondiente, al em-
pezar a recorrer la primera lnea
est la condicin inicial S1, pero
falta A07 y A08, y la bobina A09
no se excita. Lo mismo sucede
con la bobina A08. Pero en la
tercera lnea las condiciones del
programa son suficientes para
excitar la bobina A07.
Al volver a recorrer el pro-
grama, en el segundo scan, esta
bobina est excitada pero no es
suficiente junto a la presencia de
S1 para excitar a A09, pues falta
A08, que an no fue excita-
do. En la segunda lnea estn
completas las condiciones S1
y A07, y se produce la excita-
cin de A08. En la tercera se
ratifica lo del scan anterior.
De esta forma las bobinas
A07 y A08 quedan excitadas
durante la segunda vuelta
escaneo y al recorrer la pri-
mera lnea del programa por
tercera vez, las condiciones
S1, A07, A08, se cumplen y
as se excita la bobina A09;
que producir la accin final
despus de tres scan consecu-
tivos con presencia del evento
S1.
Si durante este proceso en
algn momento desaparece S1,
cae toda la secuencia en ese es-
caneo y no se produce el resulta-
do deseado.
Esto es slo un ejemplo de
cmo se puede evitar una accin
indeseada mediante un escaneo
mltiple. Dicho de otra forma,
las seales espurias, los ruidos o
las condiciones inestables hacen
que los errores se minimicen si
se toman los recaudos necesarios
mediante la adecuada progra-
macin. !
Saber Electrnica N 175
Curso de PLCs
Fig. 4
PLC
LECCIN N9:
CARACTERSTICAS DE LOS PLCS COMERCIALES
Y EQUIPOS DE PROGRAMACIN
Saber Electrnica
CURSO DE AUTMATAS PROGRAMABLES
E
n este curso hemos dado los
aspectos generales que ha-
cen a los autmatas progra-
mables. A partir de este momento
nos dedicaremos a explicar cmo
se programa un PLC, para ello, en
esta leccin veremos qu equipos
se precisan para esta tarea y cu-
les son las caractersticas que los
fabricantes brindan sobre sus equi-
pos.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
E
n las primeras lecciones de
este curso hemos dado as-
pectos generales que hacen
a los autmatas programables. Sa-
bemos, por ejemplo, que estos
equipos poseen una unidad de
control central y sistemas de en-
tradas y salidas para comunicarse
con el exterior. Tambin hemos
dicho que tanto las entradas como
las salidas pueden manejar dife-
rentes tecnologas con el objeto
de realizar un determinado proce-
so.
Vimos que existen Autmatas
comerciales para ser aplicados di-
rectamente a la industria pero
tambin publicamos el esquema
completo de un PLC de 8 entra-
das y 8 salidas.
Ahora debemos encarar la di-
fcil tarea de programacin pero
para ello, primero veremos qu
equipos son necesarios para pro-
gramar un PLC comercial y cu-
les son las caractersticas que nos
brindan los fabricantes de estos
equipos.
A partiur de la prxima leccin
veremos entonces cmo son los
pasos a seguir para desarrollar
diagramas de flujo con el objeto
de aprender a programar un PLC.
EQUI POS DE PROGRAMACI N
El equipo de programacin de
un PLC debe proporcionar el
medio para que puedan grabarse
en la memoria las instrucciones
que definen las secuencias de con-
Curso de PLCs
trol del equipo, en un lenguaje
explcito (esquemas de contactos,
bloques funcionales, ecuaciones de
Boole, etc.), que no es directa-
mente interpretable por el proce-
sador.
A diferencia de lo que ocurre
en una computadora, el trabajo de
produccin del programa se reali-
za en un procesador y la ejecucin
del mismo es tarea de otro P.
Precisamente, la programacin se
realiza en la Unidad de Programa-
cin y la ejecucin del programa
se lleva a cabo en la Unidad de
Proceso Central del autmata.
El equipo de programacin
puede producir cdigos de ins-
trucciones directamente ejecuta-
bles por el procesador central o
bien un cdigo intermedio, que
ser interpretado por un programa
residente en el procesdor central.
Este es el caso de los fabrican-
tes que ofrecen procesadores con
distintas capacidades, basados en
diferentes microprocesadores, pe-
ro que emplean el mismo equipo
de programacin para todos ellos.
Un equipo de programacin debe
realizar las siguientes tareas:
1) La programacin del aut-
mata mediante la introduccin
de las instrucciones, ya sea en la
memoria del procesador o en
una memoria especfica del equi-
po de programacin. Luego debe
visualizacin del programa en
memoria, realizar la modifica-
cin y edicin del programa y
hasta detectar los errores de sin-
taxis o formato.
2) Realizar un back-up de todo
el proceso que lleva a cabo el au-
tmata.
3) Visualizar y verificar la din-
mica del programa.
4) Visualizar los cdi-
gos de error en el siste-
ma.
5) Realizar tareas de
mantenimiento tendien-
tes a corregir posibles
averas.
Para realizar la pro-
gramacin se suelen em-
plear consolas especficas
que no son ms que
computadoras tipo PC con teclado
y pantalla, construidas de forma
robusta para poder ser empleadas
en el lugar de trabajo. En general
disponen de un dispositivo de ar-
chivo de los programas, en cinta o
disco, y de salida a impresora para
poder obtener listados del progra-
ma.
Las ms modernas poseen la
capacidad de realizar determinadas
funciones como las operaciones de
edicin, anlisis de secuencias de
E/S, acceso a la memoria de datos,
etc. Cabe aclarar que existen ter-
minales de programacin que me-
diante tcnicas de CAD permiten
la programacin directa de circui-
tos elctricos en formato DIN.
Con el objeto de reducir cos-
tos, los diseadores han desarro-
llado componentes de intercone-
xin y paquetes de programas que
permiten que se emplee una com-
putadora PC cualquiera como ter-
minal de programacin.
Los autmatas comerciales
pueden trabajar en forma autno-
ma, es decir, sin estar conectados
al procesador; as la programacin
y edicin pueden desarrollarse en
reas de oficina, y posteriormente
se puede realizar una transferencia
de informacin a la memoria del
Autmata en la fbrica.
La conexin de la Unidad de
programacin a la Unidad Central
se hace mediante un enlace serie
(RS-232C o RS-422).
Otra alternativa es el uso de
pequeos terminales tipo calcula-
dora de sobremesa, que ofrecen la
mayora de operaciones de progra-
macin, edicin, visualizacin y
acceso a datos del programa. La
figura 1 muestra un microaut-
mata con su terminal para cone-
xin con la Unidad de Programa-
cin mientras que en la figura 2 se
puede ver un PLC de mejores
prestaciones que tambin posee su
unidad de programacin y visuali-
zacin.
Un programador tipo calcula-
dora (como puede ver en la figura
3), dispone de un teclado de ins-
trucciones y un numrico y un pe-
queo display en el que se visuali-
za el programa, instruccin por
instruccin, o en otros ms capa-
ces se visualiza un grupo de ins-
trucciones o un circuito lgico.
CARACTER STI CAS DE PLCS
COMERCI ALES
Son muchos los faricantes de
autmatas, entre los que podemos
nombrar Omron, Dadac, Honey-
well, Square, etc.
Todos ellos suelen dar caracte-
Saber Electrnica
Curso de PLCs
Figura 1
rsticas de sus equipos, por ejem-
plo, el autmata de la figura 1 po-
see las siguientes caractersticas:
Micro PLC de altas presta-
ciones y conforme a las directivas
CE.
Funciones: contadores de al-
ta velocidad, control de sincronis-
mo, control anlogico, etc.
Comunicaciones Host Link
con ordenador personal va RS-
232C y RS-422.
Enlaces punto a punto con
otros PLCs.
Juego de Instrucciones: 79
instrucciones.
Capacidad de Programacin:
2.048 palabras.
N max. de puntos de E/S:
100 puntos.
Velocidad de proceso: 0.72 a
16.2 s instruccin.
Los equipos de la figura 2, mo-
delos CPM1, poseen las siguien-
tes caractersticas:
Micro PLC de altas presta-
ciones y conforme a las directivas
CE.
Funciones: contadores de al-
ta velocidad, control de sincronis-
mo, control analgico, etc.
Comunicaciones Host Link
con ordenador personal va RS-
232C y RS-422.
Enlaces punto a punto con
otros PLCs.
Juego de Instrucciones: 79
instrucciones.
Capacidad de Programacin:
2, 048 palabras.
N mx. de puntos de E/S:
100 puntos.
Velocidad de proceso: 0.72 a
16,2s instruccin.
En la tabla 1 se dan los valores
nominales correspondientes a las
caractersticas generales de algu-
Leccin N 9: Caractersticas de los PLCs y Equipos de Programacin
Saber Electrnica
Tabla 1
Figura 2 Figura 3
nos modelos de Omron. Cabe
aclarar que el fabricante aclara que
los componentes internos pueden
sufrir desperfectos si se repiten va-
rias veces los ensayos de resisten-
cia de aislamiento con los termi-
nales LG y GR conectados.
En la tabla 2 se dan las dimen-
siones de los bastidores y en la ta-
bla 3 las caractersticas que hacen
al area de programacin.
Las unidades de E/S de alta
densidad disponen de 32 puntos
de entrada o de salida, mientras
que las unidades de E/S mixtas
disponen de 16 puntos de entrada
y 16 de salida ms una serie de
funciones especiales descritas a
continuacin (vea la tabla 4).
Entradas rpidas
La funcin de entrada de res-
puesta rpida permite leer con to-
tal seguridad seales de impulsos
de corta duracin, tales como las
procedentes de fotomicrosensores.
Operacin y diagrama de tiempos
Con unidades de E/S estndar,
una entrada debe estar en ON du-
rante el periodo de refresco de
E/S para que pueda ser leda por
el PLC. Las seales de entrada de
menor duracin pueden perderse a
no ser que se produzcan durante
el refresco de E/S. Con las unida-
des de E/S de alta densidad lista-
das anteriormente, se utiliza un
buffer de entrada rpida para rete-
ner seales de entrada de duracin
1 ms 4 ms (seleccionable) para
que puedan ser ledas en el rea de
IR en el siguiente refresco de E/S.
Cualquier impulso que sea igual o
superior que el tiempo mnimo se-
leccionado puede afectar al pro-
grama durante la siguiente ejecu-
cin.
Entradas dinmicas
Las unidades de E/S mixtas lis-
Saber Electrnica
Curso de PLCs
Tabla 2
Tabla 3
tadas en la tabla 5 se pueden utili-
zar para entrada dinmica de 128
puntos. Cablear seales de entrada
de hasta 36 dgitos, significa que
se pueden introducir al PLC en-
tradas de teclado, dcadas de se-
leccin, etc.
Operacin en modo de entrada di-
nmico
Con entradas dinmicas, las se-
ales de datos DATA0 a DATA15
se combinan con seales de strobe
STB0 a STB15 para reducir el ca-
bleado y aumentar considerable-
mente la capacidad de entrada.
Por ejemplo, cuando STB0 est en
ON, como se muestra a continua-
cin, los datos deberan leerse de
DATA0 a DATA7 y el estado de
los interruptores A a D deberan
reflejarse en bits 00 a 03 del canal
1n0, donde n es el nmero de la
unidad de E/S especial.
Salidas dinmicas
Las unidades de E/S de alta
densidad listadas a continuacin se
pueden utilizar para salida dinmi-
ca de 128 puntos, reduciendo con-
siderablemente las necesidades de
cableado para dispositivos de sali-
da de mltiples dgitos. Con sali-
das dinmicas, las seales de datos
DATA0 a DATA15 se combinan
con seales de strobe STB0 a
STB15 para reducir cableado y
aumentar considerablemente la ca-
pacidad de salida. El dispositivo de
salida debe ser capaz de recibir se-
ales dinmicas.
Por ltimo, en la tabla 6 el fa-
bricante indica la tecnologa em-
pleada para el sistema E/S para ca-
da modelo. !
Leccin N 9: Caractersticas de los PLCs y Equipos de Programacin
Saber Electrnica
Tabla 4
Tabla 5
Tabla 6
Saber Electrnica
PLC
LECCIN N10:
EL LENGUAJE DE PROGRAMACIN
CURSO DE AUTMATAS PROGRAMABLES
E
n los artculos publicados has-
ta la fecha ha quedado esta-
blecido que en un PLC se rea-
liza el intercambio permanente de
informacin entre el proceso y el
sistema de control (magnitudes y
acciones fsicas), que tienen lugar
a nivel del sistema de entradas-
/salidas. A su vez existe una inte-
raccin entre el operador y el sis-
tema de control para el estableci-
miento de pasos a seguir, para
modificar sentencias de control
manual, para la obtencin de in-
formacin de las variables del pro-
ceso, etc. Todo intercambio de in-
formacin precisa de una codifi-
cacin del mensaje que sea com-
prensible, tanto para quien da la
orden como para quien la recibe;
esta codificacin constituye un
"lenguaje" y de este tema nos ocu-
paremos en adelante.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
S
e denomina lenguaje de pro-
gramacin, a todo intercam-
bio de informacin codificada
que implique un mensaje que sea
comprensible, tanto para quien da
la orden como para quien la recibe
y establece un medio sencillo, pero
suficientemente preciso, para que
el programador pueda especificar
la secuencia de tratamiento de la
informacin que se requiere del
sistema de control.
El lenguaje de programacin
no asegura la ejecucin de las se-
cuencias especificadas por el pro-
gramador ya que puede crearse un
lenguaje muy claro pero que sirve
de muy poco si no es coherente
con las necesidades del autmata,
es decir, si no es capaz de explotar
los recursos de la Unidad de Con-
trol con la que se establece el di-
logo.
El lenguaje de programacin
que vayamos a utilizar en un PLC
se debe caracterizar por responder
en forma clara a los problemas de
automatizacin para los que se di-
se la CPU (Unidad Central de
Proceso), y debe ser coherente con
Curso de PLCs
las capacidades de sta.
Se denomina programaa un
conjunto de sentencias definidas
por el lenguaje de programacin,
que son convenientemente ordena-
das para definir una tarea a efec-
tuar por la Unidad Central de Pro-
ceso.
Para que un PLC comercial tra-
baje normalmente, generalmente
posee un conjunto de programas
residentes (firmware), que se sumi-
nistran con el propio dispositivo.
Estos programas deben establecer
las condiciones de trabajo de los
componentes de entrada y salida
del sistema, ejerciendo funciones
de vigilancia sobre stos para lo-
grar el correcto funcionamiento del
equipo. Tambin tiene que seguir
las secuencia de proceso y ejecutar
las directivas especificadas en el
programa de aplicacin.
Para ello se debe definir el pro-
grama llevando a cabo una meto-
dologa de programacingene-
ralmente con el empleo de los de-
nominados diagramas de flujo (te-
ma del que nos ocuparemos ms
adelante). Una vez definido el pro-
grama, el programador las transcri-
bir en forma de instrucciones de
acuerdo con el lenguaje de progra-
macin, asociando a cada tarea
(instruccin o sentencia) la corres-
pondiente identificacin de las va-
riables de entrada y salida, las va-
riables internas y los registros de
trabajo correspondientes.
Dicho de otra forma, primero
tenemos que saber qu es lo que
debe hacer el autmata, luego
definir un diagrama coherente que
explique justamente lo que debe
hacer y luego se deber escribir el
programa en un lenguaje de usua-
rio utilizando cualquier sistema de
programacin, acorde con el PLC
con que estamos trabajando.
Una vez escrito el programa. Se
lo debe grabar en la memoria del
Autmata para lo cual se precisa un
equipo de programacin. En la
memoria del Autmata se almace-
nan las instrucciones en forma de
cdigos binarios, o lenguaje de m-
quina, que es el nico capaz de ser
interpretado por el procesador de
la Unidad Central. Es decir que el
Equipo de Programacin debe
traducir o compilarlas instruc-
ciones del programa escrito por el
programador en un lenguaje de c-
digo binario o lenguaje de mqui-
na.
Esto quiere decir que el Equipo
de Programacin debe realizar dos
tareas a saber:
1) Debe traducir las instrucciones
del lenguaje de programacin a len-
guaje de mquina (cdigos binarios).
2) Debe grabar el lenguaje de m-
quina en la memoria del PLC.
Para llevar a cabo la primer ta-
rea primero realiza un anlisis de la
sintaxis o formato del programa
para poder generar un cdigo in-
termedio. El cdigo intermedio es
un programa intrpreteque es-
t almacenado previamente en la
memoria, para interpretar esos c-
digos y traducirlos al cdigo m-
quina.
En conclusin, podemos decir
lo siguiente:
El lenguaje de programacin
de un autmata es un lenguaje es-
pecializado para resolver determi-
nados problemas, dado que el PLC
es un dispositivo programable
orientado a entradas y salidas.
Para programar un PLC hace
falta un conjunto de instrucciones
nico, aunque la forma de esas ins-
trucciones pueda variar en funcin
del origen del equipo y del tipo de
lenguaje que se emplee. Ahora
bien, cuando el programador reali-
ce su trabajo, puede que no sepa en
qu autmata se va a utilizar, inclu-
so hasta es posible que no sepa na-
da de control de sistemas y, por
otra parte, el tcinco encargado del
rea de control es posible que no
sepa nada de programacin, sin
embargo, es posible ensamblar lo
hecho por el programador con el
circuito establecido por el tcnico.
Dependiendo de la capacidad
de la CPU, el autmata podr in-
terpretar las instrucciones y tradu-
cirlas a un lenguaje propio. Ade-
ms, en funcin de la tecnologa
disponible y de las nuevas aplica-
ciones de los PLC, el conjunto de
instrucciones se va ampliando con
nuevas sentencias, especficas de
esas nuevas reas de control, deno-
minados lazos de regulacin PID.
Cuando se va a realizar un pro-
grama el programador tiene en
cuenta que existen distintos tipos
de instrucciones ya que no es lo
mismo ejecutar una sentencia de
temporizacin que una manipula-
cin de datos con el objeto de to-
mar una decisin.
En el conjunto de instrucciones
del PLC se pueden considerar los
siguientes grupos:
- Instrucciones que hacen referen-
cia a funciones lgicas.
- Instrucciones de temporizacin.
- Instrucciones aritmticas.
- Instrucciones que permiten el
manejo y la transferencia de datos.
- Instrucciones de control del ciclo
de ejecucin.
- Instrucciones de comunicacin.
Saber Electrnica
Curso de PLCs
Saber Electrnica
Una instruccin es una senten-
cia que debe llevar a cabo la CPU
de acuerdo a determinadas varia-
bles, asi tenemos los siguientes ti-
pos de variables:
- Variables de entrada y salida dis-
cretas (todo-nada).
- Variables de entrada y salida nu-
mricas.
- Variables internas o auxiliares
(que son siempre binarias, dado que es
el lenguaje que entiende el procesador).
- Variables internas numricas
(que a su vez sern compiladas dentro
del procesador).
A cada variable, la instruccin
le debe asociar la correspondiente
"direccin" de una E/S (entrada-
/salida) o de un registro.
Las instrucciones que hacen re-
ferencia a funciones lgicas defi-
nen, en el lenguaje empleado, los
operadores lgicos booleanos: Y
(AND), O (OR) e inversin (NO).
Algunos PLC permiten otras ope-
raciones lgicas como la O-Exclu-
siva. Estas instrucciones permiten
la resolucin de los tratamienos de
informacin correspondientes a
procesos lgicos secuenciales, me-
diante la implementacin de las
funciones lgicas o ecuaciones de
Boole.
Las instrucciones de tempori-
zacin hacen uso de una variable
temporizada, que adquiere el esta-
do de una variable de control (esta-
do 0 o 1) transcurrido un tiempo t
preestablecido.
Por ejemplo, cuando una varia-
ble temporizada adquiere el estado
lgico 1 de la variable de control,
luego de un retardo t, se trata de
un temporizador con retardo en la
activacin lo que significa que una
vez recibida la orden se deber es-
perar un tiempo t definida por la
variable para que la misma tome
un estado lgico 1.
Ahora, si partimos del estado
1 la variable temporizada alcan-
za el estado 0 de la variable de
control con un retardo t, tenemos
un temporizador que se desacti-
var luego de un tiempo t de re-
cibida la instruccin. Es posible
encontrar instrucciones de tem-
porizacin con otra seal de con-
trol adicional que les permite ac-
tuar como acumuladores de
tiempo; en este caso acta como
un cronmetro con control
"start/stop" y control de puesta a
cero.
Por ejemplo, en el sistema de
riego automtico de un campo, ca-
da X horas se emplear esta ins-
truccin (lgicamente tambin se
tomarn en cuenta otras variables
como humedad del suelo, por
ejemplo). En esta ocasin, la varia-
ble que acta como "start/stop" es
la variable que activa la vlvula de
apertura del sistema de riego.
En la figura 1 se puede apreciar
un diagrama de tiempo que explica
estos procesos. X es una variable
temporizada; Y representa un re-
tardo en la activacin y Z un retar-
do en la desactivacin.
Dentro de este juego de ins-
trucciones tambin se encuentran
aquellas que hacen referencia a
cuentas particulares por ejemplo,
que una variable se ponga a 0
luego de n cuentas del ciclo de re-
loj. Se dice que son funciones en
las que la variable de salida Y ad-
quiere el estado 1, cuando han te-
nido lugar n transiciones de 0 a
1 del estado de la variable de
conteo X. Normalmente, para que
las transiciones sean contabilizadas,
es preciso que la variable de con-
trol V (validacin y puesta a cero)
permanezca en el estado 1. Vea
en la figura 2 cmo responde una
variable cuando est asociada a
una acumulacin de tiempo.
Tambin hay instrucciones de
conteo que permiten la funcin
contador/descontador (UP-
/DOWN); en este caso hay dos va-
Leccin N 10: El Lenguaje de Programacin
Figura 1
Saber Electrnica
riables, X de conteo y X' de des-
cuento. Esto es muy til en un sis-
tema de control de existencia en la
que es preciso que se d una alerta
cuando un determinado suministro
se est por acabar, pero que es po-
sible que un operador cargue di-
cho suministro antes de que
se d dicha alarma (y por
supuesto el sistema debe
contabilizar la nueva exis-
tencia). En la figura 3 se
muestra lo explicado, aqu
hemos supuesto que la va-
riable Up/Down cuenta o
descuenta pulsos mientras
existe una variable X pero
sta puede no existir y la va-
riable X siempre estar o
bien contando o bien des-
contando hasta que llegue a
la cuenta que le permita
cambiar de estado su salida.
Las instrucciones arim-
ticas involucran las opera-
ciones bsicas: suma (+),
resta (-), multiplicacin (X)
y divisin (/). En estas instruccio-
nes, se especifica una variable nu-
mrica de destino de la operacin
que tiene lugar entre otras dos va-
riables numricas llamadas regis-
tros. As, si desea sumar un nmero
A con otro B habr un registro
donde se encuentre el nmero A,
otro donde se encuentre el B y un
tercero donde se almacenar el re-
sultado (que puede ser alguno de
los dos anteriores, en cuyo caso se
perder el nmero anterior).
En el programa, la instruccin
se completa con una seal de con-
trol u orden de ejecucin; algunos
equipos permiten programar ins-
trucciones con operaciones mlti-
ples, es decir, la variable destino
adquiere el valor resultante de ope-
raciones aritmticas distintas entre
ms de dos operandos.
En equipos de prestaciones su-
periores hay instrucciones de clcu-
lo, como la extraccin de la "raz
cuadrada", operaciones matemti-
cas complejas, y el empleo de nota-
cin en coma flotante, para aumen-
tar la precisin de los clculos.
Las instrucciones que permiten
el manejo y la transferencia de da-
tos trabajan con variables numri-
cas o contenidos de los registros de
datos. Entre ellas hay que conside-
rar las funciones de comparacin
Curso de PLCs
Figura 2
Figura 3
de variables numricas, funciones
de conversin del cdigo de repre-
sentacin de la variable (binario,
BCD, etc.), funciones con operado-
res lgicos a nivel de registro
(AND, OR, etc.) y funciones de ro-
tacin o desplazamiento de la in-
formacin (bits) en un registro o
grupo de registros.
En el tratamiento de variables
numricas muchas veces es preciso
comparar dichas variables con
listas de datos o grupos de datos,
que deben ser distintos en funcin
de la secuencia que se est ejecu-
tando, o del valor de otra variable
discreta o numrica.
Para esto es necesario disponer
de instrucciones que permiten tras-
ladar o copiar, uno o varios datos
contenidos en la memoria de datos
a otros registros de la misma me-
moria, o a un conjunto de variables
numricas; stas son las instruccio-
nes de transferencia que operan a
nivel de registro o grupo de regis-
tros y con variables numricas in-
ternas, de entrada o de salida.
Las instrucciones de control
permiten alterar la ejecucin se-
cuencial del programa, mediante
saltos condicionales a otras subpar-
tes del programa, o mediante el
salto a las denominadas subruti-
nas.
Utilizando estas instrucciones se
puede optimizar el tiempo de eje-
cucin del programa, atendiendo a
la resolucin de ciertas instruccio-
nes slo cuando es necesario.
Por ltimo, las instrucciones de
comunicacin permiten la transfe-
rencia de informacin entre dos o
ms Controladores Lgicos, por
medio del enlace a travs de un ca-
nal de comunicaciones serie. En es-
te caso se reservan determinadas
zonas de la memoria del autmata
para recibir y transmitir datos al
exterior.
Tambin es posible constituir
redes de comunicaciones, en las
que el acceso a la memoria de datos
es prcticamente libre.
Para las instrucciones de comu-
nicacin es necesario especificar
parmetros tales como, nmero de
datos a transmitir, direccin del
primer registro en origen y direc-
cin del primer registro en desti-
no, identificacin de los lugares de
comunicaciones, velocidad de
transmisin, control de la transfe-
rencia de datos, etc.
En una comunicacin de este ti-
po existen dos tipos de instruccio-
nes: lectura de datos de otro proce-
sador, y escritura de datos en otro
procesador, y para llevar a cabo es-
tas tareas normalmente se cuenta
con los denominados protocolos de
comunicaciones. !
Leccin N 10: El Lenguaje de Programacin
Esta es una nica oportunidad:
Enciclopedia Visual
Enciclopedia Visual
de Electrnica
de Electrnica
CONTIENE:
1) Enciclopedia de Electrnica a Color en 3 Tomos impresos en papel
ilustracin a todo color.
2) Video Kit de Electrnica con el que aprende esta materia fcilmente
sin cansarse.
3) Video Kit de Computacin con el que aprende computadoras y puede
armar sus propios equipos.
4) CD Manual de Electrnica 2001 con ms de 1000 pginas de infor-
macin y 300 Montajes de Electrnica.
Oportunidad nica para tener una enciclope-
dia de consulta constante con informacin a
todo color, ms de 400 proyectos para armar y
una gua en videos sobre los temas de mayor
inters. Compre los 6 productos por slo $25
si es socio del Club Saber Electrnica
El CD es El CD es AUT AUTORUN y muy f ci l de expl or ar ORUN y muy f ci l de expl or ar . Cuent a con un vi deo expl i cat i vo y apoyo i nt er act i vo a t r avs de Int er net . . Cuent a con un vi deo expl i cat i vo y apoyo i nt er act i vo a t r avs de Int er net .
Pdalo en nuestras oficinas o por telfono al (011)4301-8804 (gastos de envo certificado: $10)
o por Internet a: ateclien@webelectronica.com.ar. Tambin pdalos por pago contrarreembolso
A slo
$25
Saber Electrnica
PLC
LECCIN N11:
LENGUAJE DE CONTACTOS Y
LENGUAJE LITERAL
CURSO DE AUTMATAS PROGRAMABLES
E
s indudable que cada disea-
dor emplear una forma per-
sonal para programar el au-
tmata que est creando, incluso
cada fabricante de equipos co-
merciales establece un lenguaje
de programacin propio. Sin em-
bargo, se puede considerar que
existen dos formas definidas para
definir un proyecto (lenguaje). En
esta nota nos encargaremos del
tema.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
C
uando un proyectista debe
dejar por escrito las funcio-
nes y caractersticas que
posee el PLC que ha creado, bsi-
camente emplea uno de los dos si-
guientes lenguajes:
1) lenguaje de circuitos de contac-
tos;
2) lenguajes literales.
Veamos entonces en qu se di-
ferencian unos de otros para luego
establecer ejemplos con circuitos
reales, a los efectos de aprender
una metodologa de programacin.
LENGUAJ E DE ESQUEMA DE
CONTACTOS
Un proyecto expresado en este
lenguaje constituye el denominado
Ladder diagram o circuito maes-
tro. Se trata de un lenguaje grfico
que emplea smbolos para repre-
sentar contactos, rels, registros,
etc.
Cada smbolo est identificado
con la direccin de una variable de
entrada o salida de modo que se
los puede combinar conveniente-
mente para definir una condicin
que fije el estado de una variable
de salida. Dicho de otra forma, da-
das una o ms variables, mediante
smbolos se establecen condiciones
que definen el estado de una sali-
da.
Los smbolos empleados deben
seguir normas internacionales de
forma que un plano pueda ser in-
Curso de PLCs
terpretado por cualquier especialis-
ta. Se puede utilizar la convencin
americana segn normas NEMA
para la representacin de esquemas
elctricos. Esta norma establece un
lenguaje que expresa las secuencias
de control de forma grfica similar
a la empleada en la tecnologa ca-
bleada de rels.
Las funciones bsicas se expre-
san mediante combinaciones de
smbolos como los mostrados en la
tabla 1. Note el empleo de smbo-
los que poseen operaciones literales
que describen una funcin (suma,
lectura de un valor, temporizacin,
etc.).
En la figura 1 hemos reproduci-
do el esquema de un autmata en
base a un lenguaje de contactos.
A, B, C y D representan con-
tactos normal abiertos (NA), es de-
cir, variables discretas que pondrn
en marcha la operacin que se de-
sencadena en la lnea de la que for-
man parte.
Por ejemplo, si se activa el con-
tacto A, entonces se compara el va-
lor almacenado en el registro A
con el del registro V, luego si A>V,
entonces se activa la salida B.
Cada una de las cuatro lneas
del diagrama de la figura 1 perte-
necen al mismo autmata, de for-
ma tal que si ahora se activa el con-
tacto o variable B (segunda lnea)
se realiza la suma del contenido de
los registros B y W, almacenando
el resultado en el registro H.
Si se activa el contacto C, se ve-
rifica el valor de los registros C y
X, de forma tal que si stos son
iguales se acciona la salida F. Por
ltimo, si el
contacto D est
cerrado, se
compara el va-
lor del registro
D con el del re-
gistro Z de ma-
nera que si D<Z
se accionar la
salida G.
Esto quiere
decir que el es-
quema de la fi-
gura 1 representa una operacin de
comparacin que desencadena una
accin de control sobre una o va-
rias variables discretas de salida.
El esquema de contactos permi-
te la programacin de secuencias
de una cierta complejidad, pero
muchas veces el grfico se compli-
ca, especialmente cuando se deben
realizar muchas operaciones, para
simplificar el esquema se introdu-
cen instrucciones que manejan da-
tos y registros; pero en todos los
casos, las variables discretas de
control de estas funciones (expresa-
das en bloque) continan graficn-
dose en smbolos de contactos.
En la figura 2 podemos apreciar
cmo se representa una instruccin
Saber Electrnica
Curso de PLCs
Tabla 1
-] [- Contacto NA
-] \ [- Contacto NC
-( )- Salida (variable discreta de salida)
-(+)- Operacin suma de contenido de registros
-] CMP< [- Comparacin (menor que)
-] GET [- Lectura del valor (dato) de un registro
-( JSB )- Salto a subrutina
-( TON )- Temporizador
Figura 1
Figura 2
Saber Electrnica
en formato de bloque. Dos varia-
bles discretas pueden incidir sobre
una misma salida ya que con la ac-
tivacin de cualquiera de ellas se
procede a sumar las cantidades al-
macenadas en dos registros para
guardar el resultado en un tercer
registro.
Hasta se puede indicar el estado
de desborde.
Se confirma que el formato de
bloques permite agrupar en una
sola instruccin varias opciones
funcionales, tal como queda repre-
sentado en el smbolo de la figura
3; en este caso en el bloque funcio-
nal se especifican una serie de va-
riables. Por ejemplo, si la lnea de
RESET est en 0 (bloque habili-
tado) y hay una validacin en la l-
nea de Inicio/Parada, entonces co-
mienza a funcionar un temporiza-
dor interno.
En el registro DESTINO est
el valor del tiempo transcurrido o
acumulado, mientras que en el re-
gistro de REFERENCIA est al-
macenado el valor que debe alcan-
zar la base de tiempo para activar
la salida de HABILITACION.
El bloque temporizador" grafi-
cado permite seleccionar la base de
tiempos TB, es decir, el rango y
precisin del temporizador; de he-
cho el temporizador no es otra co-
sa que un contador que cuenta los
impulsos de un generador o reloj
interno del PLC y la base de tiem-
pos permite seleccionar la frecuen-
cia de ese generador. El bloque
proporciona dos salidas de forma
que una est activada cuando se al-
canza el tiempo preseleccionado
(HABILITACION), desactivndo-
se la otra que est activada mien-
tras el temporizador temporiza y
no se ha alcanzado el valor de refe-
rencia.
Leccin N 11: Lenguaje de Contactos y Lenguaje Literal
Figura 3
Figura 4
Saber Electrnica
Como puede apreciar, el esque-
ma de contactos es un lenguaje que
facilita una tarea de programacin,
dado que en l se expresa clara-
mente qu es lo que se quiere lo-
grar.
En la figura 4 se muestra el blo-
que que representa una transferen-
cia de datos, en este caso, en una
sola instruccin o smbolo se esta-
blece que cuando llega la instruc-
cin de transferencia a travs de
una lnea de control, se produce el
traspaso de informacin desde un
registro ORIGEN a un registro
DESTINO.
LENGUAJ ES LI TERALES
Estos lenguajes describen di-
rectamente o en forma literal las
ecuaciones que permiten que se lle-
ve a cabo una operacin y reciben
el nombre de lenguajes boolea-
nos ya que proporcionan un me-
dio literal para la transcripcin di-
recta de las ecuaciones de Boole o
funciones lgicas que definen una
secuencia de control.
Para aquellos que estn acos-
tumbrados a realizar tareas de pro-
gramacin, este tipo de lenguajes
representa la transcripcin de sen-
tencias acordes con el set de ins-
trucciones que va a manejar el au-
tmata que describen funciones de
suma, carga de registros, operacio-
nes lgicas AND, OR, etc.
Es por esto que el lenguaje
boolenao o literal se denomina
tambin de lista de instrucciones
o de nemnicos. Por ejemplo,
En la tabla 2 se representa un
conjunto de instrucciones con las
que se construye el programa de
un microcontrolador PIC, mien-
tras que en la tabla 3 podemos
ver algunas instrucciones de un
lenguaje booleano empleado en
autmatas.
Por ejemplo, una variable de sa-
lida cuyo estado responde a la
ecuacin de Boole:
Z1= Y1 + (X1 . X2)
Esta ecuacin se transcribir en
lenguaje nemnico de la forma
mostrada en la tabla 4.
En general podemos decir que
habr tantos lenguajes como equi-
pos e, incluso, diferentes versiones
para distintos desarrollos tecnol-
gicos de un PLC.
Los lenguajes basados en el es-
quema de contactos (ladder dia-
gram) se hallan preferentemente en
los equipos de fabricacin america-
na, mientras que los europeos han
desarrollado los lenguajes literales,
como evolucin de las ecuaciones
de Boole y los lenguajes de bloques
funcionales.
Podemos decir entonces que lo
que se define con cada lenguaje
particular es una ecuacin booleana
que expresa la condicin de estado
de una variable de salida del siste-
ma. !
Curso de PLCs
Tabla 3 Lenguaje booleano tpico
Instruccin Descripcin
(Nemnico)
ADD Suma
AND Funcin lgica Y
AND NOT Funcin lgica NO Y
AND LD Funcin lgica Y condicionada
BCD Convertidor binario a BCD
BIN Convertidor BCD a binario
CMP Comparacin de variables numricas
CNT Contador
JME Retorno o fin de salto
JMP Salto condicional
LD Variable de funcin lgica
LD NOT Variable de funcin lgica negada
MOV Transferir datos entre registros
OUT Variable de salida
SUB Resta
END Fin de un programa
Tabla 4 Ejemplo de aplicacin del lenguaje Booleano.
Instrucciones Descripcin
LD X1 Cargo X1
AND X2 Hago Operacin AND con X2
OR Y1 Al resultado hago operacin lgica OR con Y1
OUT Y1 El resultado lo envo a la variable Z1
Saber Electrnica
PLC
LECCIN N12:
EL LENGUAJE LADDER
PRIMERA PARTE
CURSO DE AUTMATAS PROGRAMABLES
L
os controladores lgicos progra-
mables son controladores electr-
nicos digitales aparecidos a co-
mienzos de los 70 para reemplazar a
los circuitos de rels electromecni-
cos, interruptores y otros componen-
tes utilizados para el control de los
sistemas de lgica combinacional. El
uso de un lenguaje de programacin
con una estructura o representacin
similar a la de los arreglos de releva-
dores en escalera (diagramas de es-
calera), fue una buena eleccin para
construir programas que manejen a
estos dispositivos, ya que facilit el
entrenamiento de los operadores que
ya conocan estos diagramas. As, el
primer lenguaje de programacin
para PLC's, considerado de bajo ni-
vel, fue el "Lenguaje LADDER o de Es-
calera". An hoy se utiliza este len-
guaje, as como el "lenguaje Boolea-
no" que se basa en los mismos princi-
pios del lgebra booleana. Este lti-
mo utiliza nemnicos (AND, OR, NOT,
NAND, etc.) enteramente equivalen-
tes al Lenguaje de Escalera. En este
captulo hablaremos de los principios
de programacin LADDER.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
INTRODUCCIN
En todo proceso industrial existe
una secuencia de operaciones en
las que las variables del proceso
(temperatura, humedad, nivel de un-
lquido, tiempos, etc.) estn defini-
dos para obtener resultados espera-
dos.
Los procesos industriales requie-
ren algn tipo de programa de coor-
dinacin, supervisin o control, lo
cual hace necesario un proceso de
automatizacin de estas funciones
que se pueden llevar a cabo de mu-
chas formas. Hace slo un par de
dcadas este proceso requera una
secuencia de operacin en base a
rels que comandaban mdulos de
control de variables continuas y ta-
bleros indicadores, estos indicado-
res le decan al operador lo que de-
ba hacer, es decir, el sistema era
semiautomtico. Si se deba modifi-
car el proceso de control por algn
motivo, normalmente esto requera
un desembolso importante de dinero
y realizar el cambio podra demorar-
se bastante.
Para atender a los sistemas que
precisaban cambios constantes, se
pens en un sistema donde las va-
riables pudieran ser gobernadas
mediante el accionamiento de rels,
levas, o algn otro mecanismo.
Es evidente que con el avance
Curso de PLCs
de la tecnologa, es posible realizar
modificaciones con el simple coman-
do a travs del teclado de una com-
putadora, con lo cual es posible rea-
lizar el sensado de contactos, actua-
cin de rels y contactores, conteo
de variables, temporizacin, proce-
samiento de seales continuas, etc.
El uso de una computadora per-
mite cambiar la funcionalidad del
control del proceso si ms que cam-
biar el programa, pues los elementos
clsicos de control del sistema ta-
les como rels, temporizadores, etc.,
se definen dentro del programa inter-
no de la computadora que ahora rea-
liza el control del proceso industrial.
Es ms, muchas veces las modi-
ficaciones son tantas que es preciso
aumentar la capacidad del sistema y
en ese caso slo se puede expandir
el hardware para cumplir con las
nuevas exigencias.
La computadora o mejor dicho:
el sistema de control computariza-
do debe ser programable con facili-
dad por los tcnicos que suelen ope-
rar el sistema y, adems, se debe
poder disponer de todos los compo-
nentes de control sin demoras y con
bajo costo.
En los sistemas de lgica combi-
nacional, el estado de una salida
queda determinado por el estado de
una cierta combinacin de entradas
sin importar la historia de stas. Los
PLC's resultaron muy prcticos ya
que, a diferencia de los antiguos cir-
cuitos pueden ser reprogramados en
proceso, ocupan muy poco espacio,
consumen poca potencia, poseen
sistemas de auto-diagnstico y tie-
nen un reducido en funcin de las
prestaciones que ofrecen. Los PLC's
pueden realizar operaciones aritm-
ticas, tratamientos complejos de da-
tos, poseen mayor capacidad de al-
macenamiento y pueden comunicar-
se ms eficientemente con el progra-
mador y con otros controladores y
computadoras en redes de rea local
(LAN).
Adems, ahora muchos PLC's in-
corporan instrucciones y mdulos
para manejar seales anlogas y pa-
ra realizar estrategias de control,
ms sofisticados que el simple ON-
OFF, tales como el control PID, inclu-
sive con mltiples procesadores.
Precisamente, un PLC es una
computadora fcilmente programa-
ble para realizar tareas de control,
pensada para ser utilizada en un am-
biente industrial
Dicho de otra manera, un contro-
lador lgico programable (PLC) es
toda mquina electrnica diseada
para controlar en tiempo real y en
medio industrial procesos secuen-
ciales.
Sin embargo, esta definicin est
quedando obsoleta, ya que han apa-
recido los micro-plc's, destinados a
pequeas necesidades y al alcance
de cualquier persona.
Tal como comentamos, un PLC
suele emplearse en procesos indus-
triales que tengan una o varias de
las siguientes necesidades:
Espacio reducido.
Procesos de produccin varia-
bles.
Procesos de produccin se-
cuenciales.
Instalaciones de procesos
complejos.
Necesidades de chequeo de
programacin centralizada de las
partes del proceso.
De esta manera, son ampliamen-
te utilizados en el control de manio-
bras de mquinas, maniobra de ins-
talaciones y en aplicaciones de se-
alizacin y control.
No podemos dejar de lado los pe-
queos PLCs para uso ms personal
(que se pueden emplear, incluso, pa-
ra automatizar procesos en el hogar,
como la puerta de un cochera o las
luces de la casa).
Cabe aclarar que, si bien uno de
los inconvenientes de utilizar estos
dispositivos radica en la capacitacin
del personal que los va a utilizar, en
la mayora de las universidades de la
especialidad se ensea tanto el fun-
cionamiento como su empleo por lo
cual es un tema superado. En cuan-
to al costo tampoco hay problema,
ya que hay PLCs para todas las ne-
cesidades y a precios bajos.
Los PLC poseen una CPU, me-
moria, perifricos, etc.
La CPU, es la encargada de eje-
cutar el programa almacenado en la
memoria por el operador. La CPU to-
ma, una a una, las instrucciones car-
gadas por el usuario y las va ejecu-
tando. Cuando termina la secuencia
de instrucciones programadas, el
contador de programa de la CPU re-
torna al principio y sigue ejecutndo-
las de manera cclica.
La memoria almacena el progra-
ma de aplicacin o de usuario y
guarda el estado de las variables in-
ternas del programa como por ejem-
plo el haber alcanzado una tempera-
tura determinada o haber procesado
un nmero de piezas estndar.
Los perifricos constituyen la in-
terfaz entre el PLC y el sistema con-
trolado. Constituyen entradas y sali-
das lgicas y pueden tambin, de-
pendiendo de la complejidad de ca-
da PLC, incluirse entradas y salidas
analgicas (o sea, capaces de tomar
cualquier valor entre determinados
mximo y mnimo) o entradas espe-
ciales para pulsos de alta frecuencia
como los producidos por codificado-
res, o salidas para lazos de 4 a
20mA.
El tipo ms comn de entrada l-
gica es la dada por un interuptor o la
optoacoplada, en la que la corriente
de entrada acta sobre un LED, que
a su vez ilumina un fototransistor que
da el dato a la CPU sobre el estado
de dicha variable (entrada).
La salida ms comn es el rel,
que permite el manejo de corrientes
aceptables, tanto continuas como al-
ternas. Su principal desventaja es el
tiempo de respuesta, que puede re-
sultar alto para algunas aplicaciones;
en dicho caso se emplean rels elec-
trnicos (tiristores o triacs), transisto-
res, etc.
El triac es una llave de estado s-
Curso de PLCs
Saber Electrnica
Saber Electrnica
lido para manejo de tensiones alter-
nas. Al igual que el transistor es rpi-
do y menos robusto que el rel que
puede manejar corriente alterna.
Las salidas del PLC deben prote-
gerse contra las sobretensiones que
pueden aparecer sobre ellas, por in-
finidad de causas, como ser seales
interferentes, tensiones inducidas,
etc.
Un PLC fijo consiste en un solo
gabinete en el que se integran la
CPU, la fuente de alimentacin (para
el propio PLC y con capacidad de re-
serva que le permite tambin alimen-
tar algunos sensores), y una deter-
minada cantidad de entradas y sali-
das. Un PLC fijo es creado con un
propsito determinado y no se pue-
de expandir.
Los PLC modulares son una al-
ternativa que permite la expansin
del sistema. En ellos, la CPU, la
fuente de alimentacin, las entradas,
las salidas, etc., son cada una un
mdulo que se elige en funcin de la
aplicacin y se montan sobre un rack
para conseguir la capacidad de pro-
cesamiento adecuada, con entradas
y salidas acordes con las necesida-
des del sistema.
En funcin de lo dado en este
curso, el lector puede dedcir que un
sistema bsico de control con PLC
posee una arquitectura como la
mostrada en la figura 1.
El proceso posee N variables,
con una determinada cantidad de
entradas (correspondiendo cada una
a un sensor de alguna de las varia-
bles del proceso) y otras tantas sali-
das que comandan los diferentes ac-
tuadores. Por ejemplo, cuando la
temperatura de un horno est baja,
un sensor dar la informacin al PLC
por medio de una entrada, el progra-
ma interno del procesador ejecutar
las instrucciones apropiadas y dar
una orden a una salida para que se
ponga en marcha el mecanismo que
acciona el mechero del horno para
que levante la temperatura.
Los actuadores son dispositivos
de diferente tipo que permiten modi-
ficar el estado del sistema tal como
lo define el conjunto de sus variables
caractersticas .
Con la estructura mostrada en el
esquema de la figura 1, la operacin
de nuestro control de temperatura
con PLC sera la siguiente:
El PLC lee permanentemente la
entrada correspondiente al sensor
de temperatura, cuando encuentra
que la temperatura es menor a la de-
seada, conecta el calefactor y lo des-
conecta cuando es mayor que la de-
seada. Podra, adems utilizarse
otra salida para activar un sistema
de aviso cuando la temperatura est
fuera del nivel de tolerancia por un
tiempo superior al mximo permiti-
do.
Si tuviramos la posibilidad de
trabajar con un PLC con entradas y
salidas analgicas, podramos im-
plementar estrategias de control mu-
cho ms elaboradas, como por
ejemplo control PID, control adapta-
tivo, etc.
Como puede apreciar y tal como
venimos describiendo desde la lec-
cin N 10, el PLC precisa un progra-
ma adecuado para funcionar con su
mximo rendimiento (vimos en Sa-
ber N 177 cmo debe ser el lengua-
je de programacin de un PLC y en
Saber N 178 el lenguaje de contac-
tos y el lenguaje literal).
Lenguajes de Programacin
de un PLC
Como dijimos al comienzo de es-
ta nota, el uso de un lenguaje de pro-
gramacin con una estructura o re-
presentacin similar a la de los arre-
glos de relevadores en escalera (dia-
gramas de escalera), fue una buena
eleccin para construir progra-
mas que manejen a estos dispositi-
vos, ya que facilit el entrenamiento
de los operadores que ya conocan
estos diagramas. As, el primer len-
guaje de programacin para PLC's,
considerado de bajo nivel, fue el
"Lenguaje LADDER o de Escalera".
An hoy se utiliza este lenguaje, as
como el "lenguaje Booleano" que se
basa en los mismos principios del l-
gebra booleana. Este ltimo utiliza
nemnicos (AND, OR, NOT, NAND,
etc.) enteramente equivalentes al
Lenguaje de Escalera.
Luego aparecieron los lenguajes
de alto nivel como el "lenguaje de es-
calera" pero, con la adicin de fun-
ciones especiales complejas, que en
el diagrama de escalera aparecen
Leccin N 12: Programacin LADDER
Figura 1
Saber Electrnica
en el lugar de las salidas. En base a
esta tcnica se desarrollaron los
Lenguajes Especiales de Computa-
dora, tambin de alto nivel, que son
muy similares a los lenguajes de pro-
gramacin de computadoras como el
Basic y el C, para hacer cada vez
ms amigable la programacin.
Los lenguajes de lgica de rele-
vadores en escalera, utilizan un mar-
co de programacin que obliga al
programador a centrarse en cada sa-
lida individualmente, en lugar de ha-
cerlo en el flujo y operacin del pro-
ceso o sistema que se controla. La
programacin con un mtodo escale-
ra requiere el uso de soluciones de
casos especiales, eliminando la posi-
bilidad de una programacin sencilla.
Sin embargo, los programas resul-
tantes son difciles de modificar por
no tener una estructura modular. Pa-
ra disminuir este inconveniente, se
realizan programas a medida basa-
dos en reglas que, muchas veces,
obedecen a una lgica de estado.
La lgica de estado hace referencia
a lenguajes de alto nivel o lenguajes
de mquina. Con estos lenguajes, el
desarrollo y modificacin del sistema
es mucho ms fcil y rpida que con
lenguajes de nivel ms bajo. El pro-
gramador puede olvidarse de los c-
digos concentrndose simplemente
en conocer a fondo el sistema de
control.
Si se emplea esta lgica de pro-
gramacin, el proceso en un sistema
real, atraviesa una secuencia de es-
tados y cada mquina o proceso es
un conjunto de dispositivos o compo-
nentes fsicos. Adems la operacin
de cualquiera de estos dispositivos,
puede ser descrita como una se-
cuencia de pasos con respecto al
tiempo. Inclusive los procesos conti-
nuos pasan por estados (arranque-
manual o automtico, operacin nor-
mal y parada). Las condiciones de
prueba o eventos que causan que un
dispositivo cambien de estado tam-
bin son fciles de programar, por
ejemplo: "si la temperatura est por
debajo de T1, arranque el calefactor
1 y encienda la luz indicadora". As,
todas las actividades fsicas pueden
ser explicitadas en esta forma.
Aqu se utiliza un modelo jerr-
quico, en el cual existen tareas
(tasks), subdivididas en estados (sta-
tes), los cuales son enunciados (sta-
tements) por comandos.
Los TASKS o Tareas son el ele-
mento primario del modelo de lgica
de estado. Una tarea es una descrip-
cin de una actividad del proceso,
expresada secuencialmete y en rela-
cin al tiempo. Si estuvisemos des-
cribiendo el proceso de horneado de
pan tendramos, la tareas de carga
del horno, la tarea de control de tem-
peratura, la tarea de encendido de
los calefactores, la tarea de apagado
del horno, etc.
Los STATES o Estados describen
el valor de una salida. Cada estado
implica un conjunto de "tiempos" por
los cuales pasa la tarea. Cada esta-
do contiene tambin las reglas de
transicin de estados.
Los SATEMENTS o Enunciados
describen la actividad relacionada
con la salida de cada estado. Es el
conjunto de comandos que descri-
ben los estados.
Con el fin de simplificar la tarea
de programacin, y de hacerla acce-
sible a quienes no han tenido ex-
periencia previa con computadoras,
se han concebido distintos mtodos
ms o menos estndard de progra-
macin de PLC.
Uno de estos mtodos, es la utili-
zacin de cdigos de operacin en la
forma de listado que le indica al PLC
la secuencia exacta de operaciones
a realizar. Estas operaciones son del
tipo MNEMONICOS, es decir, cdi-
gos que indican sentencias: GOTO
(vaya a), LOAD (cargue), etc.
Otro mtodo consiste en la utili-
zacin de smbolos grficos que re-
presentan determinadas operacio-
nes bsicas del PLC. Este sistema
est estandarizado y no depende de
la marca de PLC que se est progra-
mando.
Por otra parte, existen programas
para computadora que permiten
construir los programas de PLC de
forma grfica, por manipulacin de
estos smbolos. Dicho de otra mane-
ra, se puede tener en la pantalla de
una computadora una grfica o dibu-
jo que represente el sistema que se
est controlando y, por ejemplo, cli-
car sobre un smbolo que representa
a una canilla para controlar la apertu-
ra de una vlvula. Pero, como veni-
mos diciendo en este curso, el mto-
do de programacin ms usado es
quiz el LADDER, por poder aseme-
jarlo a diagramas elctricos (en la
leccin anterior definimos al lenguaje
escalera como un lenguaje de con-
tactos, vea la figura 1 de dicha lec-
cin - Saber Electrnica N 178 -).
En la prxima edicin daremos la
segunda parte de esta leccin, en la
que describiremos la estructura del
lenguaje LADDER, para que este-
mos en condiciones de dar ejemplos
Curso de PLCs
QuiereAprender a Disear Circuitos con PIC?
Ya est a la venta el segundo texto del Ing. Vallejo que tra-
ta sobre los Microcontroladores PIC, que le ensea a cons-
truir programas mediante circuitos prcticos reales, utili-
zando el set de instrucciones del C.
La obra se divide en tres partes:
Arquitectura de un PIC
Ma nejo de la s Instrucciones
Aprendiendo a Progra ma r con
Sistema s Pr cticos Rea les
Ya se encuentra en los mejores puestos de venta de revis-
tas: Argentina: $15 - Otros Pases: U$S 9
Saber Electrnica
PLC
LECCIN N12:
EL LENGUAJE LADDER
SEGUNDA PARTE
CURSO DE AUTMATAS PROGRAMABLES
E
n la edicin anterior dijimos
que an hoy se sigue utilizando
la programacin tipo escale-
ra o Ladder, por ser un lenguaje
comprensible por electricistas y
tcnicos en electrnica que reali-
zan el mantenimiento de empresas
que han incorporado automatis-
mos electrnicos en sus procesos
de produccin. Es por este motivo
que decidimos introducirnos al
mundo de la programacin a tra-
vs de este mtodo. A continua-
cin veremos qu es el lenguaje
Ladder y cul es la sintaxis de la
programacin.
Por Horacio D. Vallejo
e-mail: hvquark@ar.inter.net
www.webelectronica.com.ar
INTRODUCCIN
Cuando decid escribir artculos
sobre PLC, al principio cre conve-
niente hablar sobre equipos comer-
ciales pero las primeras consultas
realizadas por los lectores me hizo
caer en la cuenta que la gran mayo-
ra de las personas que trabajan con
autmatas desconocen la capaci-
dad de estos equipos. Es por eso
que a lo largo de las 12 primeras
lecciones de este curso he intentado
definir qu es un automatismo, c-
mo son las entradas y salidas, de
qu forma debe conectarse un PLC
con el mundo exterior y cmo pue-
den ser los equipos comerciales. Sin
embargo, en la leccin N 10 co-
menzamos a describir los lenguajes
de programacin, introduciendo los
conceptos de seal y variable,
entre otras cosas; luego estudiamos
el lenguaje de contactos, tal como
se conoce a la forma grfica de des-
cribir la programacin escalera (lad-
der). En este captulo volveremos a
redefinir los elementos de esta
programacin, tratando de emplear
el lxico comprendido internacional-
mente, dando ejemplos que le per-
mitan al lector comprender fcilmen-
te su sintaxis.
El nombre del mtodo de progra-
macin ladder (que significa esca-
lera en ingls) proviene de su seme-
janza con el diagrama del mismo
nombre que se utiliza para la docu-
mentacin de circuitos elctricos de
mquinas, etc. (que nosostros he-
mos llamado lenguaje de contac-
tos). En estos diagramas se em-
plean smbolos cuyo significado fue
estudiado en la leccin N 10 y que
sintetizamos en la figura 1.
Un diagrama que explica un
ejemplo de programacin ladder se
muestra en la figura 2. Para enten-
der la estructura debemos consi-
derarlo como un circuito elctrico.
La lnea vertical izquierda represen-
Curso de PLCs
ta un conductor que posee una ten-
sin aplicada respecto de masa, y la
lnea vertical derecha representa
precisamente el conductor de tierra
o masa.
El smbolo l l representa un
contacto normalmente abierto y el
smbolo l/l representa un con-
tacto normalmente cerrado. El sm-
bolo ( ) representa una carga,
por lo general bobinas de rels, lm-
paras indicadoras, etc.
Las lneas horizontales represen-
tan ramas de circuitos que suelen
denominarse lneas de escaneo o
rungs. Muchas veces, la carga co-
nectada en un rung puede ser la bo-
bina de un rel cuyos contactos aso-
ciados estn en el mismo rung o en
otro y en ese caso, la denominacin
de la bobina y sus contactos suele
ser la misma para que el operador
pueda asociarla con facilidad. En el
ejemplo de la figura 2 no hay ningn
contacto asociado a las cargas (bo-
binas de rel).
Con esta simbologa,
la salida 1 (carga 1),
en el primer rengln,
lnea escaneada o
RUNG, est conectada cuando se
activa la bobina del rel 12 (no est
presente en el grfico) cuyos contac-
tos normal abiertos estn en serie
con dicha carga.
En el segundo rung, la carga 2 se
activar slo cuando el contacto 10
est cerrado, ya que slo as podr
circular corriente. En el tercer rung,
las cargas 3 y 4 (conectadas en pa-
ralelo) se activarn cuando el con-
tacto 20 no est actuado (20 es un
contacto normalmente cerrado, por
lo cual no debe estar actuado si que-
remos que por l circule corriente).
El cuarto rung representa la co-
nexin en serie de dos contactos
(denominados 10 y
30) para que slo se
conecte la carga 5
cuando ambos estn
cerrados.
En el quinto y l-
timo rung, la carga 6
se activar si el con-
tacto 40 no est actuado (vea que es
un contacto normal cerrado) y si
adems estn cerrados los contac-
tos 30 50 ambos.
Recuerde que, cuando las cargas
son bobinas de rels, sus contactos
reciben el nombre de la carga. Para
entender esto, vea el grfico de la fi-
gura 3.
Segn la programacin ladder, la
carga 1 se activar cuando no est
actuado el contacto 5 y se active la
bobina del rel 4 (no presente en el
circuito) para que se cierren sus con-
tactos. Una vez que se activa la car-
ga 1, se cierran las contactos 1 y ya
no hace falta que est activado 4 pa-
ra mantener la carga activada.
Es decir, supongamos que la car-
ga no se encuentra activada, por lo
que el contacto 1 est abierto y el
contacto 5 est cerrado. En estas
Saber Electrnica
Figura 1
Figura 2
Curso de PLCs
Figura 3
Saber Electrnica
condiciones si se acta moment-
neamente el contacto 4, la carga 1
queda energizada y el contacto auxi-
liar 1 se cierra. Ahora, si se libera el
contacto 4, sigue existiendo un cami-
no para la corriente, por lo que una
vez conectada la carga slo se la
puede desconectar actuando el con-
tacto 5. Por lo dicho, este esquema
elctrico representa un sistema de
encendido y apagado de una carga
con un pulsador de arranque y otro
de parada.
Antes de continuar con la expli-
cacin de nuestra forma de progra-
macin, observe atentamente el cir-
cuito elctrico representado en la fi-
gura 4 e intente explicar su funciona-
miento
Bien, veamos si lo que ha dedu-
cido es lo correcto. Suponemos que
inicialmente ninguna de las salidas
est activada, ya que acabamos de
alimentar al sistema, por lo que el
contacto 10 permite el paso de co-
rriente y se activa la carga 20. Esto
permite que se cierren los contactos
20 del segundo rung con lo cual se
activa la carga 10, haciendo que se
abran los contactos del primer rung.
Al suceder esto, se interrumpe la ali-
mentacin de la bobina 20, con la
consecuente liberacin de su con-
tacto auxiliar y la desconexin poste-
rior de la bobina 10. A partir de este
momento el ciclo se repite indefini-
damente por lo cual hemos construi-
do un oscilador a re-
ls cuyo ciclo de ac-
tivacin depende de
la demora en la acti-
vacin de los con-
tactos una vez que
hemos energizado
la carga.
Con este tipo de dia-
gramas se describe normalmente la
operacin elctrica de distintos tipos
de mquinas, y puede utilizarse para
sintetizar un sistema de control y,
con las herramientas de software
adecuadas, realizar la programacin
del PLC o autmata. Esto es particu-
larmente til para quienes estn ha-
bituados a realizar proyectos o el
mantenimiento elctrico de mqui-
nas.
Ahora bien, a la hora de tener
que construir o interpretar el progra-
ma de un PLC debemos recordar
que mientras que en el diagrama
elctrico todas las acciones ocurren
simultneamente, en el programa se
realizan en forma secuencial, si-
guiendo el orden en el que los rungs
fueron escritos, y que a diferencia de
los rels y contactos reales (cuyo n-
mero est determinado por la imple-
mentacin fsica de estos elemen-
tos), en el PLC podemos considerar
que existen infinitos contactos auxi-
liares para cada entrada, salida, rel
auxiliar, carga, etc.
Adems, todo PLC cumple con
un determinado ciclo de operaciones
que consiste en leer las entradas,
ejecutar todo el programa y actuali-
zar las salidas tal como hayan resul-
tado de la ejecucin del programa.
Como consecuencia, si una determi-
nada salida toma dos valores dife-
rentes durante la ejecucin de una
rutina del programa, solo apare-
cer a la salida el l-
timo de los valores
calculados, excepto
que en el programa
se especifique lo
contrario.
Para entender esto,
vea el programa
descripto por el circuito de la figura
5. El contacto 1 se encuentra abierto
y la salida 2 aparece como perma-
nentemente desactivada. Sin embar-
go, internamente el PLC puede ha-
cer que 2 oscile, pero por actualizar
la salida slo una vez por ciclo de
programa, este efecto no es visible.
Se deduce entonces que el pro-
cesamiento de entradas y salidas de
un PLC no es "en paralelo" como en
un sistema no programado sino que
debe seguirse una secuencia de ins-
trucciones denominado programa y
que suele llevarse a cabo a una gran
velocidad. Por lo dicho, el tiempo
empleado por el PLC en ejecutar el
programa es un parmetro importan-
te ya que de eso depende muchas
veces la eficiencia de un sistema au-
tomtico.
El tiempo empleado por el PLC
para ejecutar determinado programa
es lo que se conoce como TIEMPO
DE SCAN (scan = barrido en ingls).
Los fabricantes de autmatas suelen
especificar este tiempo de diversas
formas, como por ejemplo indicando
el tiempo necesario para ejecutar
una sola instruccin y el tiempo para
ejecutar un programa completo en
toda su longitud (tiempo de ciclo y
perodo total de ejecucin respecti-
vamente). Cuando se habla del tiem-
po de ejecucin de una sola instruc-
cin, este NO es el mismo tiempo
que el necesario para ejecutar un
programa completo.
LA SINTAXIS Y EL VOCABULARIO
DEL LADDER
No quedan dudas que hasta aho-
ra, el sistema de programacin lad-
der tiene una gran similitud con un
circuito elctrico. De esta manera se
simplifica muchsimo el aprendizaje
por parte de personas que tengan
una mnima familiaridad con siste-
mas elctricos y electromecnicos.
Por otra parte, todos los lengua-
jes, sean naturales como el castella-
no o el ingls; o artificiales, como lo
Leccin N 12: Programacin LADDER
Figura 4
Fig. 5
Saber Electrnica
son todos los lenguajes de progra-
macin, tienen un vocabulario y un
conjunto de reglas para combinar las
palabras en sentencias comprensi-
bles.
No pretendo que aprenda a pro-
gramar un PLC pero si quiere mane-
jarlo es preciso que conozca cules
son los elementos disponibles por el
programador para expresar lo que la
mquina debe hacer y la sintaxis del
lenguaje que ha de utilizar o sea, las
formas permitidas de conectar los
elementos para poder expresar ac-
ciones que no resulten redundantes
o ambiguas.
Cada rung del programa ladder,
tiene en el margen izquierdo un con-
junto de condiciones que deben
cumplirse para activar las salidas
que se encuentran en el margen de-
recho.
Por lo tanto, la primera regla
consiste en saber que todas las
entradas deben escribirse sobre
el margen izquierdo y todas las
salidas sobre el margen derecho.
Tambin dijimos que los elemen-
tos a evaluar para decidir si se debe
activar o no las salidas en determina-
do rung, son variables lgicas o bina-
rias, que pueden tomar slo dos es-
tados: abierto o cerrado (1 0), y
que provienen de entradas asocia-
das al autmata o de rels internos
del PLC. En la programacin ladder,
estas variables se representan por
contactos, que pueden estar en solo
dos estados: abierto o cerrado.
La combinacin de las variables
de entrada se realiza a travs de las
llamadas "Funciones Lgicas",
que suelen representarse por cua-
dros conocidos como "Tablas de
Verdad".
Existe una equivalencia entre las
tablas de verdad, la lgica de contac-
tos y la forma en que expresamos
verbalmente la operacin de una fun-
cin lgica.
En la figura 6 se observa la equi-
valencia entre la funcin negacin y
la lgica de contactos empleada por
ladder, vea que esta funcin repre-
senta un contacto normal cerrado de
modo que la salida est activada s-
lo si la entrada est desactivada.
En la figura 7 se observa la fun-
cin lgica AND que se representa
por medio de dos contactos en serie
con la carga de modo que hace falta
Curso de PLCs
QuiereAprender a Disear Circuitos con PIC?
Ya est a la venta el segundo texto del Ing.
Vallejo que trata sobre los Microcontroladores
PIC, que le ensea a construir programas me-
diante circuitos prcticos reales, utilizando el
set de instrucciones del C.
La obra se divide en tres partes:
Arquitectura de un PIC
Ma nejo de la s Instrucciones
Aprendiendo a Progra ma r con
Sistema s Pr cticos Rea les
Ya se encuentra en los mejores puestos de venta de
revistas: Argentina: $15 - Otros Pases: U$S 9
Figura 6
Figura 7
que ambos contactos (entradas) es-
tn activados para que se active la
salida.
En la figura 8 se observa la fun-
cin lgica OR que se representa por
medio de dos contactos en paralelo
que estn en serie con la carga de
modo que hace falta que slo un
contacto (entradas) est activado pa-
ra que se active la salida.
Para construir el diagra-
ma de lgica de contactos
debemos fijarnos en los ren-
glones de la tabla de verdad
en los que la salida debe es-
tar activada. En la figura 8
resultan ser el primero, el se-
gundo y el cuarto.
Como existe ms de una
situacin en la que la salida
debe activarse, vemos que
la salida se activar cuando
se cumpla la condicin del
primer rengln de la tabla de
verdad, O (OR) la condicin
del segundo rengln, O (OR)
la condicin del cuarto ren-
gln.
Comparando esto con la
tabla de verdad de la funcin
OR, vemos que tendremos
que poner circuitos en para-
lelo. Cada una de las ramas
de este circui-
to paralelo, re-
presentar el
cumplimiento
de uno solo de
los renglones,
sin embargo,
si se cumplen
los dos renglo-
nes tambin
se activar la
salida Z.
Las salidas de
un programa
ladder son
equivalentes a
las cargas (bo-
binas de rels,
lmparas, etc.)
en un circuito
elctrico. Co-
mo indica esta analoga, dos o ms
salidas pueden programarse en pa-
ralelo siempre que querramos acti-
varlas y desactivarlas a la vez. Como
salidas en el programa del PLC to-
mamos no slo a las salidas que el
equipo provee fsicamente hacia el
exterior, sino tambin las que se co-
nocen como "Rels Internos". Los re-
ls internos son simplemente varia-
bles lgicas que podemos usar para
memorizar estados o como acumula-
dores de resultados que utilizaremos
posteriormente en el programa.
Existen dos formas bsicas de
activar o desactivar las salidas: con
retencin y sin retencin. La forma
ms comn es la de salida no reteni-
da, lo que significa que la salida es
activada si se cumplen las condicio-
nes del rung en el que est progra-
mada y se desactiva inmediatamen-
te cuando las condiciones dejan de
cumplirse.
Las salidas retenidas se activan y
desactivan en rungs diferentes y por
instrucciones diferentes. Cuando se
cumple el rung en el que la salida de-
be activarse, sta lo hace y perma-
nece as, an cuando la condicin de
activacin deje de cumplirse. El ni-
co modo de apagar o desactivar la
salida retenida es programar un rung
con la correspondiente instruccin
de apagado de la salida en cuestin.
Las instrucciones de retencin y libe-
racin de salidas se usan siempre
por pares tal como estudiaremos
oportunamente. !
Leccin N 12: Programacin LADDER
Saber Electrnica
Figura 8
ste es el CD N 1 de la Enciclopedia
T Teora, Servicio y Montajes eora, Servicio y Montajes
Si Ud. es suscriptor de la obra, reclmelo GRATIS!!!
C CONTIENE ONTIENE: :
Fascculos 1 a 4 de la Enciclopedia
Tomo 1 de Electrnica en Accin (que trata temas tales como:
Cmo evaluar las caractersticas de un equipo de audio, Memorias, Sintetiza-
dor para Msica Electrnica, Tecnologa de fabricacin de componentes,
Montajes, etc.).
Tomo 1 de Circuitos Integrados con la explicacin, caractersti-
cas y montajes con los integrados ms utilizados en electrnica.
Video Presentacin: a travs del cual el Ing. Vallejo lo gua paso a pa-
so para el estudio de la obra.
Video de Electrnica Bsica: para que Ud. aprenda electrnica mediante un
mtodo audiovisual sencillo y fcil de comprender.
Programas: 1) Laboratorio Virtual con la posibilidad de disear circuitos
impresos. 2) DEMO clsico del laboratorio explicado en Saber Electrnica. 3) Programa para crear el circuito impre-
so de los proyectos creados en el Workbench. 4) Compresor-descompresor de archivos+parche para espaol+vi-
deo demostrativo. 5) Programador de microcontroladores y memorias. 6) Lector de Tarjetas: carpeta que contiene
diferentes archivos sobre tarjetas telefnicas, incluyendo varios programas lectores.
Valor del CD: Argentina: $15, Mxico: $10 M.N., Otros Pases: U$S15. Si es suscriptor, reclmelo GRATIS.
Si an no est suscripto a esta enciclopedia, hgalo llamando ahora al 4301-8804 y reciba sin cargo los 6 CDs de la obra.
Saber Electrnica
INTRODUCCIN
En las mquinas controladas por
sistemas informticos, el lenguaje es el
medio que utiliza el hombre para gober-
nar su funcionamiento, por lo que su co-
rrecta adaptacin con la tarea a realizar
y la sencillez de manejo, son factores
determinantes del rendimiento obtenido
en los robots industriales.
Hay varias maneras de comunicarse
con un robot, y tres soluciones genera-
les para lograrlo, que son reconocimien-
to de palabras separadas, enseanza y
repeticin y lenguajes de programacin
de alto nivel.
Los sistemas de reconocimiento de
la voz en la tecnologa moderna son
bastante primitivos y suelen depender
de quien habla. Estos sistemas pueden
reconocer un conjunto de palabras con-
cretas de un vocabulario muy limitado y
en general exigen al usuario una pausa
entre las palabras, aunque en la actuali-
dad es posible reconocer las palabras
separadas en tiempo real debido a los
cada vez ms rpidos componentes de
las computadoras y algoritmos de proce-
samiento ms eficientes, la utilidad del
reconocimiento de palabras separadas
para describir la tarea de un robot es
bastante limitada.
La enseanza y repeticin, tambin
conocido como guiado, es la solucin
ms comn utilizada en el presente pa-
ra los robots industriales. Este mtodo
implica ensear al robot dirigindole los
movimientos que el usuario desea que
realice. La enseanza y repeticin se lle-
va a cabo normalmente con los siguien-
tes pasos:
1) dirigiendo al robot con un movi-
miento lento utilizando el control manual
para realizar la tarea completa y graban-
do los ngulos del movimiento del robot
en los lugares adecuados para que vuel-
va a repetir el movimiento;
2) reproduciendo y repitiendo el mo-
vimiento enseado;
3) si el movimiento enseado es co-
rrecto, entonces se hace funcionar al ro-
bot a la velocidad correcta en el modo
repetitivo.
Guiar al robot en movimiento lento,
puede ser en general llevado a cabo de
varias maneras: usando un joystick, un
conjunto de botones (uno para cada mo-
vimiento) o un sistema de manipulacin
maestro-esclavo.
Los lenguajes de programacin de
alto nivel suministran una solucin ms
general para resolver el problema de co-
municacin hombre-robot. En la dcada
anterior, los robots fueron utilizados con
xito en reas tales como soldadura por
arco voltaico o pintura con spray utilizan-
do el guiado (Engelberger [1980]). Estas
tareas no requieren interaccin entre el
robot y su entorno y pueden ser progra-
madas fcilmente por guiado. Sin em-
bargo, la utilizacin de robots para llevar
a cabo las tareas requieren tcnicas de
programacin en lenguajes de alto nivel
ya que el robot de la lnea de produccin
suele confiar en la realimentacin de los
sensores y este tipo de interaccin slo
puede solo puede ser mantenida por
mtodos de programacin que conten-
gan condiciones.
Los lenguajes clsicos empleados
en informtica, como el FORTRAN, BA-
SIC, PASCAL, etc., no disponen de las
instrucciones y comandos especficos
que necesitan los robots, para aproxi-
marse a su configuracin y a los traba-
jos que han de realizar. Esta circunstan-
cia, ha obligado a los constructores de
robots e investigadores a disear len-
guajes propios de la Robtica. Sin em-
bargo, los lenguajes desarrollados hasta
el momento, se han dirigido a un deter-
minado modelo de manipulador y a una
tarea concreta, lo que ha impedido la
PLC
Leccin N 1 3
Lenguaje de Programacin de los Robot s
Un autmata programable es una mquina que recibe rdenes y acta en consecuencia
para cumplir un proceso en funcin del programa almacenado. Existen tanto en la indus-
tria como en el mercado, PLCs que responden al diseo de robots y stos a su vez, son
programados mediante tcnicas usuales. En esta leccin volcamos los conceptos verti-
dos por el autor en su monografa redactada para la UNAM Campus Aragn.
Autor: Samuel Candelas Rodrguez
email: scaronline@hotmail.com
CURSO DE AUTMATA PROGRAMABLE
Saber Electrnica
PROGRAMACIN TEXTUAL EXPLCITA
El programa queda constituido por
un texto de instrucciones o sentencias,
cuya confeccin no requiere de la inter-
vencin del robot; es decir, se efectan
"off-line". Con este tipo de programa-
cin, el operador no define, prctica-
mente, las acciones del brazo manipula-
do, sino que se calculan en el programa,
mediante el empleo de las instrucciones
textuales adecuadas.
En una aplicacin tal como el en-
samblaje de piezas, en la que se requie-
re una gran precisin, los posiciona-
mientos seleccionados mediante la pro-
gramacin gestual no son suficientes,
debiendo ser sustituidos por clculos
ms perfectos y por una comunicacin
con el entorno que rodea al sistema.
En la programacin textual, la po-
sibilidad de edicin es total. El robot
debe intervenir, slo, en la puesta a
punto final.
Segn las caractersticas del len-
guaje, pueden confeccionarse progra-
mas de trabajo complejos, con inclusin
de saltos condicionales, empleo de ba-
ses de datos, posibilidad de creacin de
mdulos operativos intercambiables, ca-
pacidad de adaptacin a las condiciones
del mundo exterior, etc.
Dentro de la programacin textual,
existen dos grandes grupos, de caracte-
rsticas netamente diferentes:
1. Programacin textual explcita.
2. Programacin textual especificati-
va.
En la programacin textual explcita,
el programa consta de una secuencia de
rdenes o instrucciones concretas, que
van definiendo con rigor las operaciones
necesarias para llevar a cabo la aplica-
cin. Se puede decir que la programa-
cin explcita engloba a los lenguajes
que definen los movimientos punto por
punto, similares a los de la programa-
cin gestual, pero bajo la forma de un
lenguaje formal. Con este tipo de pro-
gramacin, la labor del tratamiento de
las situaciones anormales, colisiones,
etc, queda a cargo del programador.
Dentro de la programacin explcita,
hay dos niveles:
1. Nivel de movimiento elemental
Comprende los lenguajes dirigidos a
controlar los movimientos del brazo ma-
nipulador. Existen dos tipos de movi-
mientos:
a. Articular, cuando el lenguaje se di-
rige al control de los movimientos de las
diversas articulaciones del brazo.
b. Cartesiano, cuando el lenguaje
define los movimientos relacionados con
el sistema de manufactura, es decir, los
del punto final del trabajo (TCP).
Los lenguajes del tipo cartesiano uti-
lizan transformaciones homogneas.
Este hecho confiere "popularidad" al
programa, independizando a la progra-
macin del modelo particular del robot,
puesto que un programa confeccionado
para uno, en coordenadas cartesianas,
puede utilizarse en otro, con diferentes
coordenadas, mediante el sistema de
transformacin correspondiente. Son
lenguajes que se parecen al BASIC, sin
poseer una unidad formal y careciendo
de estructuras a nivel de datos y de con-
trol.
Por el contrario, los lenguajes del ti-
po articular indican los incrementos an-
gulares de las articulaciones. Aunque
esta accin es bastante simple para mo-
tores de paso a paso y corriente conti-
nua, al no tener una referencia general
PLC
Leccin N 1 3 - Conclusin
Caract erst icas del Lenguaje Ideal para Robt ica
En la edicin anterior dimos la primera parte de esta leccin
en la que procuramos delinear las caractersticas de un len-
guaje de programacin ptimo para utilizar en un robot o un
autmata. A continuacin seguiremos con el anlisis de los
diferentes lenguajes en busca de nuestros objetivo.
Autor: Samuel Candelas Rodrguez
email: scaronline@hotmail.com
CURSO DE AUTMATA PROGRAMABLE
de la posicin de las articulaciones con
relacin al entorno, es difcil relacionar al
sistema con piezas mviles, obstculos,
cmaras de TV, etc.
Los lenguajes correspondientes al
nivel de movimientos elementales aven-
taja, principalmente, a los de punto a
punto, en la posibilidad de realizar bifur-
caciones simples y saltos a subrutinas,
as como de tratar informaciones senso-
riales.
2. Nivel estructurado
Intenta introducir relaciones entre el
objeto y el sistema del robot, para que
los lenguajes se desarrollen sobre una
estructura formal.
Se puede decir que los lenguajes
correspondientes a este tipo de progra-
macin adoptan la filosofa del PASCAL.
Describen objetos y transformaciones
con objetos, disponiendo, muchos de
ellos, de una estructura de datos arbo-
rescente.
El uso de lenguajes con programa-
cin explcita estructurada aumenta la
comprensin del programa, reduce el
tiempo de edicin y simplifica las accio-
nes encaminadas a la consecucin de
tareas determinadas. En los lenguajes
estructurados, es tpico el empleo de las
transformaciones de coordenadas, que
exigen un cierto nivel de conocimientos.
Por este motivo dichos lenguajes no son
populares hoy en da.
PROGRAMACIN TEXTUAL
ESPECIFICATIVA
Se trata de una programacin del ti-
po no procesal, en la que el usuario des-
cribe las especificaciones de los produc-
tos mediante una modelizacin, al igual
que las tareas que hay que realizar so-
bre ellos.
El sistema informtico para la pro-
gramacin textual especificativa ha de
disponer del modelo del universo, o
mundo donde se encuentra el robot. Es-
te modelo ser, normalmente, una base
de datos ms o menos compleja, segn
la clase de aplicacin, pero que requie-
re, siempre , computadoras potentes pa-
ra el procesado de una abundante infor-
macin.
El trabajo de la programacin con-
sistir, simplemen-
te, en la descripcin
de las tareas a reali-
zar, lo que supone
poder llevar a cabo
trabajos complica-
dos.
Actualmente, los
modelos del univer-
so son del tipo geo-
mtrico, no fsico.
Dentro de la progra-
macin textual es-
pecificativa, hay dos
clases, segn que la
orientacin del mo-
delo se refiera a los
objetos a los objeti-
vos.
Si el modelo se
orienta al nivel de
los objetos, el len-
guaje trabaja con
ellos y establece las
relaciones entre ellos. La programacin
se realiza "off-line" y la conexin CAM
es posible.
Dada la inevitable imprecisin de los
clculos del ordenador y de las medidas
de las piezas, se precisa de una ejecu-
cin previa, para ajustar el programa al
entorno del robot.
Los lenguajes con un modelo del
universo orientado a los objetos son de
alto nivel, permitiendo expresar las sen-
tencias en un lenguaje similar al usado
comnmente.
Por otra parte, cuando el modelo se
orienta hacia los objetivos, se define el
producto final.
La creacin de lenguajes de muy al-
to nivel transferir una gran parte del tra-
bajo de programacin, desde el usuario
hasta el sistema informtico; ste resol-
ver la mayora de los problemas, com-
binando la Automtica y la Inteligencia
Artificial.
LENGUAJE DE PROGRAMACIN
GESTUAL PUNTO A PUNTO
Se aplican con el robot "in situ", re-
cordando a las normas de funciona-
miento de un magnetofn domstico, ya
que disponen de unas instrucciones si-
milares: PLAY (reproducir), RECORD
(grabar), FF (adelantar), FR (atrasar),
PAUSE, STOP, etc. Adems, puede dis-
poner de instrucciones auxiliares, como
INSERT (insertar un punto o una opera-
cin de trabajo) y DELETE (borrar).
Conceptualmente, al estar el mani-
pulador en lnea funciona como un digi-
talizador de posiciones.
Los lenguajes ms conocidos en
programacin gestual punto a punto son
el FUNKY, creado por IBM para uno de
sus robots, y el T3, original de CINCIN-
NATI MILACROM para su robot T3.
En el lenguaje FUNKY se usa un
mando del tipo "joystick" para el control
de los movimientos, mientras que el T3
dispone de un dispositivo de enseanza
("teach pendant").
Como en un grabador de cassettes,
y en los dos lenguajes mencionados, los
movimientos pueden tener lugar en sis-
PLC
Saber Electrnica
...LANZAMIENTO..EXTRAORDINARIO...
KI T . . . AUDI 6 0 W KI T . . . AUDI 6 0 W . . . . . . . .
KIT CONSISTENTE EN:
AMPLIFICADOR DE AUDIO
DE 60W SOBRE 8 OHM;
QUE INCLUYE: PLANOS DE
ARMADO Y LISTA DE MA-
TERIALES
TEXTO CON LA TEORIA DE
FUNCIONAMIENTO
ARCHIVOS DE SIMULA-
CIN COMPUTADA, INDI-
CACIONES DE PRUEBAYAJUSTE, MANUAL DE REPARACIONES,
PLACA DE CIRCUITO IMPRESO Y COMPONENTES. Adquiera el
curso de amplificadores con el kit completo por slo $100
FORMA PARTE DE UN FUTURO
PROYECTO COMPLETO QUE INCLUYE:
PREAMPLIFICADOR SIN POTENCIOMETROS, CONTROLADO DIGITALMENTE CON
TONO DE GRAVES Y AGUDOS. EN DIFERENTES MODELOS PARA ELHOGAR, ES-
TUDIOS DE GRABACION, GUITARRA, RADIOS DE FM DE BAJA POTENCIA, ETC.
EN VENTA EN EDITORIAL QUARK Y LOCALES AUTORIZADOS.
CONSULTE PRECIOS PARA SOCIOS DEL CLUB SABER ELEC-
TRONICA. TAMBIEN DISPONIBLE LA PLAQUETA ARMADA (su
costo es de $125).
Saber Electrnica
Caractersticas del Lenguaje Ideal para Robots
temas de coordenadas cartesianas, ciln-
dricas o de unin, siendo posible insertar
y borrar las instrucciones que se desee.
Es posible, tambin, implementar funcio-
nes relacionadas con sensores externos,
as como revisar el programa paso a pa-
so, hacia delante y hacia atrs.
El lenguaje FUNKY dispone de un
comando especial para centrar a la pin-
za sobre el objeto.
El procesador usado en T3 es el
AMD 29000 ("bit slice"), mientras que en
el FUNKY est constituido por el IBM
SYSTEM-7 (Macintosh).
LENGUAJES DE PROGRAMACIN
A NIVEL DE MOVIMIENTOS ELEMENTALES
Como ya se mencion, se tratan los
movimientos de punto a punto, expresa-
dos en forma de lenguaje. Se citan, en-
tre los ms importantes:
ANORAD
EMILY
RCL
RPL
SIGLA
VAL
MAL
Todos ellos mantienen el nfasis en
los movimientos primitivos, ya sea en
coordenadas articulares, o cartesianas.
En comparacin, tienen, como ventajas
destacables, los saltos condicionales y a
subrutina, adems de un aumento de las
operaciones con sensores, aunque si-
guen manteniendo pocas posibilidades
de programacin "off-line".
Estos lenguajes son, por lo general,
del tipo intrprete, con excepcin del
RPL, que tiene un compilador. La mayo-
ra dispone de comandos de tratamiento
a sensores bsicos: tacto, fuerza, movi-
miento, proximidad y presencia. El RPL
dispone de un sistema complejo de vi-
sin, capaz de seleccionar una pintura y
reconocer objetos presentes en su base
de datos.
Los lenguajes EMILY y SIGLA son
transportables y admiten el proceso en
paralelo simple.
Otros datos interesantes de este
grupo de lenguajes son los siguientes:
ANORAD.- Se trata de una transfor-
macin de un lenguaje de control num-
rico de la casa ANORAD CORPORA-
TION, utilizado para robot ANOMATIC.
Utiliza, como procesador, al microproce-
sador 68000 de Motorola de 16/32 bits
(figura 1). El Motorola MC68000 es un
microprocesador de 16/32 bits (16 bits
externos, 32 bits internos) cabeza de la
familia M68K.
Posee 19 registros de los cuales 17
pueden ser usados por el programador,
su espacio de direccionamiento es de 16
MBytes, tiene 56 instrucciones con 14
modos de direccionamiento. Hay mode-
los para frecuencias de reloj de 8, 10,
12,5 y 16MHz.
Viene en varios encapsulados, pero
el ms usado es el DIP de 64 Pines.
VAL.- Fue diseado por UNIMATION
INC para sus robots UNIMATE y PUMA.
(figura 2). Emplea, como CPU, un LSI-
II, que se comunica con procesadores
individuales que regulan el servocontrol
de cada articulacin. Las instrucciones,
en idioma ingls, son sencillas e intuiti-
vas, como se puede apreciar por el pro-
grama siguiente:
LISPT
PROGRAM PICKUP
1. APRO PART, 25.0
2. MOVES PART
3. CLOSE, 0.0.0
4. APRO PART, -50.0
5. APRO DROP, 100.0
6. MOVES DROP
7. OPEN, 0.0.0
8. APRO DROP, -100.0
.END
RPL.- Dotado con un LSI-II como
procesador central, y aplicado a los ro-
bots PUMA, ha sido diseado por SRI
INTERNATIONAL.
EMILY.- Es un lenguaje creado por
IBM para el control de uno de sus ro-
bots. Usa el procesador IBM 370/145
SYSTEM 7 y est escrito en Ensambla-
dor.
SIGLA.- Desarrollado por OLIVETTI
para su robot SUPER SIGMA, emplea
un mini-ordenador con 8 K de memoria.
Escrito en Ensamblador, es del tipo in-
trprete.
MAL.- Se ha creado en el Politcni-
co de Miln para el robot SIGMA, con un
Mini-multiprocesador. Es un lenguaje del
tipo intrprete, escrito en FORTRAN.
RCL.- Aplicado al robot PACS y de-
sarrollado por RPI, emplea, como CPU,
un PDP 11/03. Es del tipo intrprete y
est escrito en Ensamblador.
LENGUAJES ESTRUCTURADOS DE
PROGRAMACIN EXPLCITA
Teniendo en cuenta las importantsi-
mas caractersticas que presenta este ti-
Figura 1
Figura 2
po de programacin, merecen destacar-
se los siguientes lenguajes:
AL
HELP
MAPLE
PAL
MCL
MAL EXTENDIDO
Un sencillo ejemplo, de carcter di-
dctico, utilizando el lenguaje AL, puede
mostrar el inters del control estructura-
do. Partiendo de la definicin de unos
objetos, se puede lograr una estructura
superior que los relacione.
Supongamos que se dispone de los
objetos 01 y 02, y se intenta colocar al
primero encima del segundo. En la figu-
ra 3 se muestra la configuracin del sis-
tema de este ejemplo. 01T y 01B sea-
lan, respectivamente, la parte superior e
inferior del objeto 01, mientras que 01AS
indica su posicin de asimiento. Las par-
tes del objeto 02 se denominan de la
misma forma.
Un programa "orientativo", en AL,
que coloque 01 sobre 02, podra ser:
MOVE ARM TO 01AS El brazo se
desplaza hasta la posicin de asimiento
de 01.
GRASP agarra a 01.
AFFIX 01B TO ARM Fija el sistema
de coordenadas de 01 con el de la pinza
del brazo.
MOVE 01B TO 02T Mueve la parte in-
ferior de 01 hasta la parte superior de 02.
RELEASE Suelta 01 sobre 02.
UNIFIX 01 Destruye la relacin en-
tre el sistema de coordenadas del bra-
zo y 01.
Con excepcin de HELP, todos los
lenguajes de este grupo estn provistos
de estructuras de datos del tipo comple-
jo. As, el AL utiliza vectores, posiciones
y transformaciones; el PAL usa, funda-
mentalmente, transformaciones y el MA-
PLE permite la definicin de puntos, l-
neas, planos y posiciones.
Slo el PAL, y el HELP carecen de
capacidad de adaptacin sensorial. Los
lenguajes AL, MAPLE y MCL, tienen co-
mandos para el control de la sensibilidad
del tacto de los dedos (fuerza, movi-
miento, proximidad, etc.). Adems, el
MCL posee comandos de visin para
identificar e inspeccionar objetos.
A continuacin, se exponen las ca-
ractersticas ms representativas de los
lenguajes dedicados a la programacin
estructurada.
AL.- Trata de proporcionar definicio-
nes acerca de los movimientos relacio-
nados con los elementos sobre los que
el brazo trabaja.
Fue diseado por el laboratorio de
Inteligencia Artificial de la Universidad
de Stanford, con estructuras de bloques
y de control similares al ALGOL, lengua-
je en el que se escribi. Est dedicado al
manipulador de Stanford, utilizando co-
mo procesadores centrales, a un PDP
11/45 y un PDP KL-10.
HELP.- Creado por GENERAL
ELECTRIC para su robot ALLEGRO y
escrito en PASCAL/FORTRAN, permite
el movimiento simultneo de varios bra-
zos. Dispone, asimismo, de un conjunto
especial de subrutinas para la ejecucin
de cualquier tarea. Utilizando como
CPU, a un PDP 11.
MAPLE.- Escrito, como intrprete,
en lenguaje PL-1, por IBM para el robot
de la misma empresa, tiene capacidad
para soportar informaciones de senso-
res externos. Utiliza, como CPU a un
IBM 370/145 SYSTEM 7.
PAL.- Desarrollado por la Universi-
dad de Purdure para el manipulador de
Stanford, es un intrprete escrito en
FORTRAN y Ensamblador, capaz de
aceptar sensores de fuerza y de visin.
Cada una de sus instrucciones, para
mover el brazo del robot en coordena-
das cartesianas, es procesada para que
satisfaga la ecuacin del procesamien-
to. Como CPU, usan un PDP 11/70.
MCL.- Lo cre la compaa MC DO-
NALL DOUGLAS, como ampliacin de
su lenguaje de control numrico APT. Es
un lenguaje compilable que se puede
considerar apto para la programacin de
robots "off-line".
MAL EXTENDIDO.- Procede del Po-
litcnico de Miln, al igual que el MAL, al
que incorpora elementos de programa-
cin estructurada que lo potencian nota-
blemente. Se aplica, tambin, al robot
SIGMA.
LENGUAJES DE PROGRAMACIN
ESPECIFICATIVA A NIVEL OBJETO
En este grupo se encuentran tres
lenguajes interesantes:
RAPT
AUTOPASS
LAMA
RAPT.- Su filosofa se basa en defi-
nir una serie de planos, cilindros y esfe-
ras, que dan lugar a otros cuerpos deri-
PLC
Saber Electrnica
Figura 3
Saber Electrnica
Caractersticas del Lenguaje Ideal para Robots
vados. Para modelar a un cuerpo, se
confecciona una biblioteca con sus ras-
gos ms representativos. Seguidamen-
te, se define los movimientos que ligan a
los cuerpos a ensamblar (alinear planos,
encajar cilindros, etc.).
As, si se desea definir un cuerpo
C1, se comienza definiendo sus puntos
ms importantes, por ejemplo:
P1 = < x, 0, 0 >
P2 = < 0, y, 0 >
P3 = < x/2, y, 0 >
P4 = < 0, 0, z >
Si, en el cuerpo, existen crculos de
inters, se especifican seguidamente:
C1 = CIRCLE/P2, R;
C2 = CIRCLE/P4, R;
A continuacin, se determinan sus
aristas:
L1 = L/P1, P2;
L2 = L/P3, P4;
Si, anlogamente al cuerpo C1, se
define otro, como el C2, una accin en-
tre ambos podra consistir en colocar la
cara inferior de C1 alineada con la supe-
rior de C2. Esto se escribira.
AGAINST / BOT / OF C1, TOP / OF C2;
El lenguaje RAPT fue creado en la
Universidad de Edimburgo, departa-
mento de Inteligencia Artificial; est
orientado, en especial, al ensamblaje de
piezas. Destinado al robot FREDY, utili-
za, como procesador central, a un PDP
10. Es un intrprete y est escrito en
lenguaje APT.
AUTOPASS.- Creado por IBM para
el ensamblaje de piezas; utiliza instruc-
ciones, muy comunes, en el idioma in-
gls. Precisa de un ordenador de varios
Megabytes de capacidad de memoria y,
adems de indicar, como el RAPT, pun-
tos especficos, prev, tambin, colisio-
nes y genera acciones a partir de las si-
tuaciones reales.
Un pequeo ejemplo, que puede
proporcionar una idea de la facilidad de
relacionar objetos, es el programa si-
guiente, que coloca la parte inferior del
cuerpo C1 alineada con la parte superior
del cuerpo C2. Asimismo, alinea los ori-
ficios A1 y A2 de C1, con los correspon-
dientes de C2.
PLACE C1
SUCH THAT C1 BOT CONTACTS C2TOP
AND B1 A1 IS ALIGNED WITH C2A1
AND B1 A2 IS ALIGNED WITH C2A2
El AUTOPASS realiza todos sus cl-
culos sobre una base de datos, que de-
fine a los objetos como poliedros de un
mximo de 20,000 caras. Est escrito en
PL/1 y es intrprete y compilable.
LAMA.- Procede del laboratorio de
Inteligencia Artificial del MIT, para el ro-
bot SILVER, orientndose hacia el ajus-
te de conjuntos mecnicos.
Aporta ms inteligencia que el AU-
TOPASS y permite una buena adapta-
cin al entorno.
La operatividad del LAMA se basa
en tres funciones principales:
1 Creacin de la funcin de trabajo.
Operacin inteligente.
2 Generacin de la funcin de ma-
nipulacin.
3 Interpretacin y desarrollo, de una
forma interactiva, de una estrategia de
realimentacin para la adaptacin al en-
torno de trabajo.
LENGUAJES DE PROGRAMACIN
EN FUNCIN DE LOS OBJETVOS
La filosofa de estos lenguajes con-
siste en definir la situacin final del pro-
ducto a fabricar, a partir de la cual se ge-
neran los planes de accin tendentes a
conseguirla, obtenindose, finalmente,
el programa de trabajo. Estos lenguajes,
de tipo natural, suponiendo una poten-
ciacin extraordinaria de la Inteligencia
Artificial, para descargar al usuario de
las labores de programacin. Prevn, in-
cluso, la comunicacin hombre-mquina
a travs de la voz.
Los lenguajes ms conocidos de es-
te grupo son:
STRIPS
HILAIRE
STRIPS.- Fue diseado, en la Uni-
versidad de Stanford, para el robot mvil
SHAKEY. Se basa en un modelo del uni-
verso ligado a un conjunto de plantea-
mientos aritmtico-lgicos que se encar-
gan de obtener las subrutinas que con-
forman el programa final.
Es intrprete y compilable, utilizan-
do, como procesadores, a un PDP-10 y
un PDP-15.
HILAIRE.- Procedente del laborato-
rio de Automtica YAnlisis de Sistemas
(LAAS) de Toulouse, est escrito en len-
guaje LISP. Es uno de los lenguajes na-
turales ms interesantes, por sus posibi-
lidades de ampliacin e investigacin.
CARACTERSTICAS DE UN
LENGUAJE IDEAL PARA ROBTICA
Las seis caractersticas bsicas de
un lenguaje ideal, expuestas por Pratt,
son:
1. Claridad y sencillez.
2. Claridad de la estructura del pro-
grama.
3. Sencillez de aplicacin.
4. Facilidad de ampliacin.
5. Facilidad de correccin y manteni-
miento.
6. Eficacia.
Estas caractersticas son insuficien-
tes para la creacin de un lenguaje "uni-
versal" de programacin en la robtica,
por lo que es preciso aadir las siguien-
tes:
- Transportabilidad sobre cualquier
equipo mecnico o informtico.
- Adaptabilidad a sensores (tacto, vi-
sin, etc.).
- Posibilidad de descripcin de todo
tipo de herramientas acoplables al mani-
pulador.
- Interaccin con otros sistemas.
En el aspecto de claridad y sencillez,
la programacin gestual es la ms efi-
caz, pero impide la confeccin de pro-
gramas propiamente dichos. Los len-
guajes a nivel de movimientos elemen-
tales, como el VAL, disponen de bastan-
tes comandos para definir acciones muy
parecidas que fueron surgiendo segn
las necesidades y que, en gran medida,
oscurecen su comprensin y conoci-
miento. Aunque, inicialmente, las tcni-
cas de programacin estructurada son
ms difciles de dominar, facilitan, ex-
traordinariamente, la comprensin y co-
rreccin de los programas.
Respecto a la sencillez de aplica-
cin, hay algunos lenguajes (como el
MCL) dedicados a las mquinas herra-
mienta (APT), que pueden ser valora-
dos, positivamente, por los usuarios co-
nocedores de este campo. El PAL, es-
tructurado sobre la matemtica matri-
cial, slo es adecuado para quienes es-
tn familiarizados con el empleo de este
tipo de transformaciones. Uno de los
lenguajes ms fciles de utilizar es el
AUTOPASS, que posee un juego de co-
mandos con una sintaxis similar a la del
ingls corriente.
Es imprescindible que los lenguajes
para los robots sean fcilmente amplia-
bles, por lo que se les debe dotar de una
estructura modular, con inclusin de su-
brutinas definidas por el mismo usuario.
La adaptabilidad a sensores exter-
nos implica la posibilidad de una toma
de decisiones, algo muy interesante en
las labores de ensamblaje. Esta facultad
precisa de un modelo dinmico del en-
torno, as como de una buena dosis de
Inteligencia Artificial, como es el caso
del AUTOPASS.
Aunque los intrpretes son ms
lentos que los compiladores, a la hora
de la ejecucin de un programa, resul-
tan ms adecuados para las aplicacio-
nes de la robtica. Las razones son las
siguientes:
1) El intrprete ejecuta el cdigo co-
mo lo encuentra, mientras que el compi-
lador recorre el programa varias veces,
antes de generar el cdigo ejecutable.
2) Los intrpretes permiten una eje-
cucin parcial del programa.
3) La modificacin de alguna ins-
truccin es ms rpida con intrpretes,
ya que un cambio en una de ellas no su-
pone la compilacin de las dems.
4) Finalmente, el camino para la su-
peracin de los problemas propios de los
lenguajes actuales ha de pesar, necesa-
riamente, por la potenciacin de los mo-
delos dinmicos del entorno que rodea al
robot, acompaado de un aumento sus-
tancial de la Inteligencia Artificial.
PLC
Saber Electrnica
aparicin de lenguajes transportables
entre mquinas y por lo tanto de carc-
ter universal.
La estructura del sistema informti-
co del robot vara notablemente, segn
el nivel y complejidad del lenguaje y de
la base de datos que requiera.
CLASIFICACIN DE LA PROGRAMACIN
USADA EN ROBTICA
La programacin empleada en Ro-
btica puede tener un carcter explcito,
en el que el operador es el responsable
de las acciones de control y de las ins-
trucciones adecuadas que las imple-
mentan, o estar basada en la modela-
cin del mundo exterior, cuando se des-
cribe la tarea y el entorno y el propio sis-
tema toma las decisiones.
La programacin explcita es la utili-
zada en las aplicaciones industriales y
consta de dos tcnicas fundamentales:
A. Programacin Gestual.
B. Programacin Textual.
La programacin gestual consiste
en guiar el brazo del robot directamente
a lo largo de la trayectoria que debe se-
guir. Los puntos del camino se graban
en memoria y luego se repiten. Este tipo
de programacin, exige el empleo del
manipulador en la fase de enseanza, o
sea, trabaja "on-line".
En la programacin textual, las ac-
ciones que ha de realizar el brazo se es-
pecifican mediante las instrucciones de
un lenguaje. En esta labor no participa la
mquina (off-line). Las trayectorias del
manipulador se calculan matemtica-
mente con gran precisin y se evita el
posicionamiento a ojo, muy corriente en
la programacin gestual.
Los lenguajes de programacin tex-
tual se encuadran en varios niveles, se-
gn se realice la descripcin del trabajo
del robot. Se relacionan a continuacin,
en orden creciente de complejidad:
1. Lenguajes elementales, que con-
trolan directamente el movimiento de las
articulaciones del manipulador.
2. Lenguajes dirigidos a posicionar
el elemento terminal del manipulador.
3. Lenguajes orientados hacia el ob-
jeto sobre el que opera el sistema.
4. Lenguajes enfocados a la tarea
que realiza el robot.
PROGRAMACIN GESTUAL O DIRECTA
En este tipo de programacin, el
propio brazo interviene en el trazado del
camino y en las acciones a desarrollar
en la tarea de la aplicacin. Esta carac-
terstica determina, inexcusablemente,
la programacin "on-line".
La programacin gestual se subdivi-
de en dos clases:
* Programacin por aprendizaje di-
recto.
* Programacin mediante un dispo-
sitivo de enseanza.
En el aprendizaje directo, el punto fi-
nal del brazo se traslada con ayuda de
un dispositivo especial colocado en su
mueca, o utilizando un brazo maestro o
maniqu, sobre el que se efectan los
desplazamientos que, tras ser memori-
zados, sern repetidos por el manipula-
dor.
La tcnica de
aprendizaje directo
se utiliza, extensa-
mente, en labores
de pintura. El ope-
rario conduce la
mueca del mani-
pulador o del brazo
maestro, determi-
nando los tramos a
recorrer y aquellos
en los que la pistola
debe expulsar una
cierta cantidad de
pintura. Con esta
programacin, los
operarios sin cono-
cimientos de "soft-
ware", pero con ex-
periencia en el tra-
bajo a desarrollar,
pueden preparar
los programas efi-
cazmente.
La programacin por aprendizaje di-
recto tiene pocas posibilidades de edi-
cin, ya que, para generar una trayecto-
ria continua, es preciso almacenar o de-
finir una gran cantidad de puntos, cuya
reduccin origina discontinuidades. El
"software" se organiza, aqu, en forma
de intrprete.
La programacin, usando un dispo-
sitivo de enseanza, consiste en deter-
minar las acciones y movimientos del
brazo manipulador, a travs de un ele-
mento especial para este cometido. En
este caso, las operaciones ordenadas
se sincronizan para conformar el progra-
ma de trabajo.
El dispositivo de enseanza suele
estar constituido por botones, teclas,
pulsadores, luces indicadoras, ejes gira-
torios o "joystick".
Dependiendo del algoritmo de con-
trol que se utilice, el robot pasa por los
puntos finales de la trayectoria ensea-
da. Hay que tener en cuenta que los dis-
positivos de enseanza modernos no
slo permiten controlar los movimientos
de las articulaciones del manipulador, si-
no que pueden, tambin, generar funcio-
nes auxiliares, como:
PLC
Saber Electrnica
...LANZAMIENTO..EXTRAORDINARIO...
KI T . . . AUDI 6 0 W KI T . . . AUDI 6 0 W . . . . . . . .
KIT CONSISTENTE EN:
AMPLIFICADOR DE AUDIO
DE 60W SOBRE 8 OHM;
QUE INCLUYE: PLANOS DE
ARMADO Y LISTA DE MA-
TERIALES
TEXTO CON LA TEORIA DE
FUNCIONAMIENTO
ARCHIVOS DE SIMULA-
CIN COMPUTADA, INDI-
CACIONES DE PRUEBAYAJUSTE, MANUAL DE REPARACIONES,
PLACA DE CIRCUITO IMPRESO Y COMPONENTES. Adquiera el
curso de amplificadores con el kit completo por slo $100
FORMA PARTE DE UN FUTURO
PROYECTO COMPLETO QUE INCLUYE:
PREAMPLIFICADOR SIN POTENCIOMETROS, CONTROLADO DIGITALMENTE CON
TONO DE GRAVES Y AGUDOS. EN DIFERENTES MODELOS PARA ELHOGAR, ES-
TUDIOS DE GRABACION, GUITARRA, RADIOS DE FM DE BAJA POTENCIA, ETC.
EN VENTA EN EDITORIAL QUARK Y LOCALES AUTORIZADOS.
CONSULTE PRECIOS PARA SOCIOS DEL CLUB SABER ELEC-
TRONICA. TAMBIEN DISPONIBLE LA PLAQUETA ARMADA (su
costo es de $125).
Saber Electrnica
El Lenguaje de Programacin de los Robots
- Seleccin de velocidades
- Generacin de retardos
- Sealizacin del estado de los sen-
sores
- Borrado y modificacin de los pun-
tos de trabajo
- Funciones especiales
Al igual que con la programacin di-
recta, en la que se emplea un elemento
de enseanza, el usuario no necesita
conocer ningn lenguaje de programa-
cin. Simplemente, debe habituarse al
empleo de los elementos que constitu-
yen el dispositivo de enseanza. De es-
ta forma, se pueden editar programas,
aunque como es lgico, muy simples.
La estructura del "software" es del ti-
po intrprete; sin embargo, el sistema
operativo que controla el procesador
puede poseer rutinas especficas, que
suponen la posibilidad de realizar opera-
ciones muy eficientes.
Los lenguajes de programacin ges-
tual, adems de necesitar al propio robot
en la confeccin del programa, carecen
de adaptabilidad en tiempo real con el
entorno y no pueden tratar, con facilidad,
interacciones de emergencia.
PROGRAMACIN TEXTUAL EXPLCITA
El programa queda constituido por
un texto de instrucciones o sentencias,
cuya confeccin no requiere de la inter-
vencin del robot; es decir, se efectan
"off-line". Con este tipo de programa-
cin, el operador no define, prctica-
mente, las acciones del brazo manipula-
do, sino que se calculan, en el progra-
ma, mediante el empleo de las instruc-
ciones textuales adecuadas.
En una aplicacin tal como el en-
samblaje de piezas, en la que se requie-
re una gran precisin, los posiciona-
mientos seleccionados mediante la pro-
gramacin gestual no son suficientes,
debiendo ser sustituidos por clculos
ms perfectos y por una comunicacin
con el entorno que rodea al sistema.
En la programacin textual, la posi-
bilidad de edicin es total. El robot debe
intervenir, slo, en la puesta a punto fi-
nal.
Segn las caractersticas del len-
guaje, pueden confeccionarse progra-
mas de trabajo complejos, con inclusin
de saltos condicionales, empleo de ba-
ses de datos, posibilidad de creacin de
mdulos operativos intercambiables, ca-
pacidad de adaptacin a las condiciones
del mundo exterior, etc.
Dentro de la programacin textual,
existen dos grandes grupos, de caracte-
rsticas netamente diferentes:
1. Programacin textual explcita.
2. Programacin textual especificati-
va.
En la programacin textual explcita,
el programa consta de una secuencia de
rdenes o instrucciones concretas, que
van definiendo con rigor las operaciones
necesarias para llevar a cabo la aplica-
cin. Se puede decir que la programa-
cin explcita engloba a los lenguajes
que definen los movimientos punto por
punto, similares a los de la programa-
cin gestual, pero bajo la forma de un
lenguaje formal. Con este tipo de pro-
gramacin, la labor del tratamiento de
las situaciones anormales, colisiones,
etc., queda a cargo del programador.
Dentro de la programacin explcita,
hay dos niveles:
1. Nivel de movimiento elemental
Comprende los lenguajes dirigidos a
controlar los movimientos del brazo ma-
nipulador. Existen dos tipos:
a. Articular, cuando el lenguaje se di-
rige al control de los movimientos de las
diversas articulaciones del brazo.
b. Cartesiano, cuando el lenguaje
define los movimientos relacionados con
el sistema de manufactura, es decir, los
del punto final del trabajo (TCP).
Los lenguajes del tipo cartesiano uti-
lizan transformaciones homogneas.
Este hecho confiere "popularidad" al
programa, independizando a la progra-
macin del modelo particular del robot,
puesto que un programa confeccionado
para uno, en coordenadas cartesianas,
puede utilizarse en otro, con diferentes
coordenadas, mediante el sistema de
transformacin correspondiente. Son
lenguajes que se parecen al BASIC, sin
poseer una unidad formal y careciendo
de estructuras a nivel de datos y de con-
trol.
Por el contrario, los lenguajes del ti-
po articular indican los incrementos an-
gulares de las articulaciones. Aunque
esta accin es bastante simple para mo-
tores de paso a paso y corriente conti-
nua, al no tener una referencia general
de la posicin de las articulaciones con
relacin al entorno, es difcil relacionar al
sistema con piezas mviles, obstculos,
cmaras de TV, etc.
Los lenguajes correspondientes al
nivel de movimientos elementales aven-
taja, principalmente, a los de punto a
punto, en la posibilidad de realizar bifur-
caciones simples y saltos a subrutinas,
as como de tratar informaciones senso-
riales.
2. Nivel estructurado
Intenta introducir relaciones entre el
objeto y el sistema del robot, para que
los lenguajes se desarrollen sobre una
estructura formal.
Se puede decir que los lenguajes
correspondientes a este tipo de progra-
macin adoptan la filosofa del PASCAL.
Describen objetos y transformaciones
con objetos, disponiendo, muchos de
ellos, de una estructura de datos arbo-
rescente.
El uso de lenguajes con programa-
cin explcita estructurada aumenta la
comprensin del programa, reduce el
tiempo de edicin y simplifica las accio-
nes encaminadas a la consecucin de
tareas determinadas. En los lenguajes
estructurados, es tpico el empleo de las
transformaciones de coordenadas, que
exigen un cierto nivel de conocimientos.
Por este motivo dichos lenguajes no son
populares hoy en da.
En la prxima edicin publicaremos
la segunda y ltima parte de este captu-
lo destinado a la programacin de los ro-
bots. !
Das könnte Ihnen auch gefallen
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Von EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Noch keine Bewertungen
- Diagrama en Bloques de Un PLCDokument11 SeitenDiagrama en Bloques de Un PLCAngelica GómezNoch keine Bewertungen
- Reparación de instalaciones automatizadas. ELEE0109Von EverandReparación de instalaciones automatizadas. ELEE0109Noch keine Bewertungen
- Principios Básicos de Los PLCDokument45 SeitenPrincipios Básicos de Los PLCflerzi100% (3)
- Montaje de instalaciones automatizadas. ELEE0109Von EverandMontaje de instalaciones automatizadas. ELEE0109Noch keine Bewertungen
- Apuntes de PLC Unidad 1 y 2Dokument43 SeitenApuntes de PLC Unidad 1 y 2J Leks RoHndezNoch keine Bewertungen
- Principios Basicos de Los PLC 123Dokument11 SeitenPrincipios Basicos de Los PLC 123Denys Paolo Ochoa SanchezNoch keine Bewertungen
- Definicion de Automatas ProgramablesDokument8 SeitenDefinicion de Automatas ProgramablesScott MelgarejoNoch keine Bewertungen
- PLCDokument8 SeitenPLCDaniel Alfredo Hernandez MiguelNoch keine Bewertungen
- Apuntes de PLCDokument43 SeitenApuntes de PLCsantigo9100% (1)
- PLC+S7-200+Ladder Español PDFDokument41 SeitenPLC+S7-200+Ladder Español PDFGuillermoAlejandroCajalNoch keine Bewertungen
- Parte 1-PLCDokument63 SeitenParte 1-PLCpaulNoch keine Bewertungen
- AutomatizaciónDokument16 SeitenAutomatizaciónSKS0001Noch keine Bewertungen
- Quinto Informe de AccionamientoDokument12 SeitenQuinto Informe de AccionamientoMarcelo Saldarriaga Rivera100% (1)
- Descripcion Del PLCDokument41 SeitenDescripcion Del PLCJavier ZapataNoch keine Bewertungen
- Automatización Industrial (ELT495) Mecánica Electromecánica Electrónica Eléctrica MecatrónicaDokument78 SeitenAutomatización Industrial (ELT495) Mecánica Electromecánica Electrónica Eléctrica MecatrónicaErwin Barrero FloresNoch keine Bewertungen
- Automatizacion y ControlDokument15 SeitenAutomatizacion y Controlcarlos eduardo juarez garduñoNoch keine Bewertungen
- Guia 1 PLCDokument4 SeitenGuia 1 PLCAlfredo MamaniNoch keine Bewertungen
- Tema 5 ResumenDokument4 SeitenTema 5 ResumenJosé Antonio Chaves MuñozNoch keine Bewertungen
- Unidad 1 Automatas ProgramablesDokument24 SeitenUnidad 1 Automatas ProgramablesYall GlezNoch keine Bewertungen
- Hack StoreDokument23 SeitenHack StoreWizlow MattNoch keine Bewertungen
- Informe de Laboratorio SenaDokument7 SeitenInforme de Laboratorio SenastivenNoch keine Bewertungen
- Principios Básicos de Los PLCDokument22 SeitenPrincipios Básicos de Los PLCMago_25100% (1)
- Definición de PLCDokument10 SeitenDefinición de PLCJose FloresNoch keine Bewertungen
- Automatas Programables Unidad 1 PDFDokument20 SeitenAutomatas Programables Unidad 1 PDFluis enrique sanchez olmosNoch keine Bewertungen
- Tema Estructura de Los Autómatas Programables y de Los Sistemas AutomatizadosDokument14 SeitenTema Estructura de Los Autómatas Programables y de Los Sistemas AutomatizadosReynaldo Espino AltamiranoNoch keine Bewertungen
- PLC y Su ClasificacionDokument21 SeitenPLC y Su ClasificacionUriel Galindo MtzNoch keine Bewertungen
- PDF - Equipos Industriales y Automatizacion BasicoDokument17 SeitenPDF - Equipos Industriales y Automatizacion BasicoManuel Enrique Moran Mogollon100% (1)
- INTRODUCCIÓNDokument7 SeitenINTRODUCCIÓNAlbertNoch keine Bewertungen
- Trabajo Encargado de Electroneumatica y Electrohidraulica PLCsDokument33 SeitenTrabajo Encargado de Electroneumatica y Electrohidraulica PLCsJaime Alejandro Gajardo QuirozNoch keine Bewertungen
- Cartilla PLC 5toDokument29 SeitenCartilla PLC 5toJOFFRE EFRAIN ANDRANGO PACHACAMANoch keine Bewertungen
- MANUAL DE PROGRAMACION DE PLC SDokument40 SeitenMANUAL DE PROGRAMACION DE PLC Swinedlopez100% (1)
- PLC y SensoresDokument26 SeitenPLC y SensoresAlvaroNoch keine Bewertungen
- Tesina TerminadaDokument77 SeitenTesina TerminadaMarko Antonio ToledoNoch keine Bewertungen
- Marco Teórico Automatización IndustrialDokument4 SeitenMarco Teórico Automatización IndustrialJuan Diaz EspinozaNoch keine Bewertungen
- Definición de Automatas ProgramablesDokument19 SeitenDefinición de Automatas ProgramablesChemo NavarroNoch keine Bewertungen
- Control AdoresDokument75 SeitenControl AdoresLuis OrdoñezNoch keine Bewertungen
- Fundamentos de Automatizacion PDFDokument6 SeitenFundamentos de Automatizacion PDFRodrigo Arturo Sanchez H100% (1)
- Fundamentos de AutomatizacionDokument7 SeitenFundamentos de AutomatizacionTkozl BerghNoch keine Bewertungen
- Fundamentos PLCDokument55 SeitenFundamentos PLCalex pachecoNoch keine Bewertungen
- 1.5 Opciones Tecnologicas PDFDokument8 Seiten1.5 Opciones Tecnologicas PDFIrene SCNoch keine Bewertungen
- DL 2110-131k (PLC Siemens)Dokument107 SeitenDL 2110-131k (PLC Siemens)Delfino TarinNoch keine Bewertungen
- PLC y Diagrama de EscaleraDokument12 SeitenPLC y Diagrama de EscaleraAminadab López Rangel100% (1)
- DL 2110-131K (PLC Ab) PDFDokument99 SeitenDL 2110-131K (PLC Ab) PDFDelfino TarinNoch keine Bewertungen
- 01 Fundamentos de Automatizacion PDFDokument7 Seiten01 Fundamentos de Automatizacion PDFbaudeliocf100% (1)
- Tema 1 - Introducción PDFDokument6 SeitenTema 1 - Introducción PDFFreddy Soto RieraNoch keine Bewertungen
- PLC JavierDokument38 SeitenPLC JavierjavierNoch keine Bewertungen
- Respuesta Rio PLC 1 A 62Dokument33 SeitenRespuesta Rio PLC 1 A 62wilmanguerra100% (2)
- Automatismo Programable Por PLCDokument19 SeitenAutomatismo Programable Por PLCHenry Blas SolanoNoch keine Bewertungen
- Autómatas Programables PLCDokument15 SeitenAutómatas Programables PLCCheche Valle EspinozaNoch keine Bewertungen
- GLOSARIODokument4 SeitenGLOSARIOOmarNoch keine Bewertungen
- Tesla Logo Teoria 2008 - 1Dokument44 SeitenTesla Logo Teoria 2008 - 1Liam JJNoch keine Bewertungen
- PLC InformacionDokument27 SeitenPLC InformacionDaniel CanoNoch keine Bewertungen
- Logo Siemens - Curso BasicoDokument36 SeitenLogo Siemens - Curso BasicoGilberto Motto100% (1)
- Documento PDF 2 PDFDokument11 SeitenDocumento PDF 2 PDFasdrubal rojasNoch keine Bewertungen
- Tarea Numero 2Dokument8 SeitenTarea Numero 2Mauricio ZambranoNoch keine Bewertungen
- INTRODUCCIÒN PLCDokument4 SeitenINTRODUCCIÒN PLCGiannyNoch keine Bewertungen
- PLC - ResueltoDokument7 SeitenPLC - ResueltoJimena Encinas López0% (1)
- Mec Aut 2-TiposDokument16 SeitenMec Aut 2-TiposRoberto ArmijosNoch keine Bewertungen
- Daniel IsaiDokument6 SeitenDaniel IsaiJoNa LopezNoch keine Bewertungen
- Yenny C Torres Trabpihbouhyebouyhcboueyhbcouyeshbcajo Colaborativo 2 Metodologia - Parte ADokument6 SeitenYenny C Torres Trabpihbouhyebouyhcboueyhbcouyeshbcajo Colaborativo 2 Metodologia - Parte ASergio Andres Robayo PerezNoch keine Bewertungen
- Dialnet ImportanciaDeLosSemillerosDeInvestigacionEnLaUnive 2979358Dokument5 SeitenDialnet ImportanciaDeLosSemillerosDeInvestigacionEnLaUnive 2979358Sergio Andres Robayo PerezNoch keine Bewertungen
- Yenny C Torres Trabpihbouhyebouyhcboueyhbcouyeshbcajo Colaborativo 2 Metodologia - Parte ADokument6 SeitenYenny C Torres Trabpihbouhyebouyhcboueyhbcouyeshbcajo Colaborativo 2 Metodologia - Parte ASergio Andres Robayo PerezNoch keine Bewertungen
- Estructura Orgánica Del Estado ColombianoDokument619 SeitenEstructura Orgánica Del Estado Colombianoferrae100% (11)
- Trabajo Colaborativo 3Dokument15 SeitenTrabajo Colaborativo 3Johanna Alexandra Amaya RiveraNoch keine Bewertungen
- 7-2 MicrocontroladoresDokument120 Seiten7-2 MicrocontroladoresRicky CoxNoch keine Bewertungen
- Metrologia 1Dokument13 SeitenMetrologia 1Sergio Andres Robayo PerezNoch keine Bewertungen
- Teoria Moral de KohlbergDokument10 SeitenTeoria Moral de KohlbergSergio Andres Robayo PerezNoch keine Bewertungen
- AporteIndividual NataliaJimenez MicroeconomiaDokument10 SeitenAporteIndividual NataliaJimenez MicroeconomiaSergio Andres Robayo PerezNoch keine Bewertungen
- Ingenieria Sanitaria A4 Capitulo 03 Caracteristicas Del Agua PotableDokument7 SeitenIngenieria Sanitaria A4 Capitulo 03 Caracteristicas Del Agua Potablegregory_rayle100% (2)
- Estructura Orgánica Del Estado ColombianoDokument619 SeitenEstructura Orgánica Del Estado Colombianoferrae100% (11)
- Crucigrama - Metodos ProbabilisticosDokument2 SeitenCrucigrama - Metodos ProbabilisticosSergio Andres Robayo PerezNoch keine Bewertungen
- Reflexion Individual Del TLC Con EEUUDokument1 SeiteReflexion Individual Del TLC Con EEUUSergio Andres Robayo PerezNoch keine Bewertungen
- Metrologia 14Dokument9 SeitenMetrologia 14Sergio Andres Robayo PerezNoch keine Bewertungen
- Guia AlgoritmosDokument3 SeitenGuia AlgoritmosSergio Andres Robayo PerezNoch keine Bewertungen
- Modelo Entidad-Relacion MotorpartesDokument1 SeiteModelo Entidad-Relacion MotorpartesSergio Andres Robayo PerezNoch keine Bewertungen
- Dialnet ImportanciaDeLosSemillerosDeInvestigacionEnLaUnive 2979358Dokument5 SeitenDialnet ImportanciaDeLosSemillerosDeInvestigacionEnLaUnive 2979358Sergio Andres Robayo PerezNoch keine Bewertungen
- Guia Actividad Reconocimiento 2013-IIDokument9 SeitenGuia Actividad Reconocimiento 2013-IInestorcamilo111Noch keine Bewertungen
- Taller 3 PlaneaciDokument2 SeitenTaller 3 PlaneacidianaflakNoch keine Bewertungen
- Taller 5 GMDokument10 SeitenTaller 5 GMSergio Andres Robayo PerezNoch keine Bewertungen
- Practica de FuerzasDokument31 SeitenPractica de FuerzasSergio Andres Robayo PerezNoch keine Bewertungen
- Protocolo SociologiaDokument28 SeitenProtocolo SociologiaAriel Pacheco RinconNoch keine Bewertungen
- Guia Trabajo Colaborativo 1 102016 Metodos DeterministicosDokument7 SeitenGuia Trabajo Colaborativo 1 102016 Metodos DeterministicosOscar Mauricio Triana LopezNoch keine Bewertungen
- Cartilla Semana 2Dokument9 SeitenCartilla Semana 2Sergio Andres Robayo PerezNoch keine Bewertungen
- Trabajo Individual Sergio Robayo 100006 660Dokument4 SeitenTrabajo Individual Sergio Robayo 100006 660Sergio Andres Robayo PerezNoch keine Bewertungen
- Costos y Presupuestos 2009 1Dokument138 SeitenCostos y Presupuestos 2009 1henosper47Noch keine Bewertungen
- Protocolo SociologiaDokument28 SeitenProtocolo SociologiaAriel Pacheco RinconNoch keine Bewertungen
- Automatizacion Industrial MDokument1 SeiteAutomatizacion Industrial MSergio Andres Robayo PerezNoch keine Bewertungen
- Modelo Entidad RelacionDokument1 SeiteModelo Entidad RelacionSergio Andres Robayo PerezNoch keine Bewertungen
- I ToolsDokument11 SeitenI ToolsEdd PONoch keine Bewertungen
- Modalidades de Transmision de DatosDokument4 SeitenModalidades de Transmision de DatosRonal Ben CalizayaNoch keine Bewertungen
- ENSA - Module - 13-Virtualizacion de RedDokument46 SeitenENSA - Module - 13-Virtualizacion de RedJose Luis Urbina BustiosNoch keine Bewertungen
- 0.6 JavaRockStarDokument21 Seiten0.6 JavaRockStarisc_fjmvNoch keine Bewertungen
- ETN903 ClementeOrlando EXfinalDokument10 SeitenETN903 ClementeOrlando EXfinalJhonatan GutierrezNoch keine Bewertungen
- ACTIVIDAD 12 TORRES NahirDokument4 SeitenACTIVIDAD 12 TORRES NahirLucas LiendoNoch keine Bewertungen
- Programa Diseño y Cableado Estructurado en RedesDokument14 SeitenPrograma Diseño y Cableado Estructurado en Redesxavier5482Noch keine Bewertungen
- Diap - Wifi 6Dokument19 SeitenDiap - Wifi 6Soly Real YepezNoch keine Bewertungen
- Respuesta Temporal en Sistemas Digitales 2Dokument5 SeitenRespuesta Temporal en Sistemas Digitales 2dark.ghost0523Noch keine Bewertungen
- Estándares Internacionales de Auditoria de TiDokument17 SeitenEstándares Internacionales de Auditoria de Tibillgb.120Noch keine Bewertungen
- HONOR 10 Lite Manual Del Usuario (HRY-LX1, EMUI9.0.1 - 01, ES) PDFDokument92 SeitenHONOR 10 Lite Manual Del Usuario (HRY-LX1, EMUI9.0.1 - 01, ES) PDFGabriel Fabiani CortesNoch keine Bewertungen
- LIST DATA LAPTOP DAN PC RSJHA - Sheet1Dokument4 SeitenLIST DATA LAPTOP DAN PC RSJHA - Sheet1Kevin V. SmithNoch keine Bewertungen
- WINDOWS DR LITE (Cuadro Comparativo)Dokument22 SeitenWINDOWS DR LITE (Cuadro Comparativo)jcknight77Noch keine Bewertungen
- Ejercicios Diagramas de Casos de UsosDokument12 SeitenEjercicios Diagramas de Casos de UsosCristian Rodriguez100% (1)
- Incidentes y RequerimientosDokument12 SeitenIncidentes y RequerimientosRomulo PizarroNoch keine Bewertungen
- Calculadora Cientifica de Windows 7Dokument5 SeitenCalculadora Cientifica de Windows 7zulmazulitaNoch keine Bewertungen
- GUIA-9-1 Rodrigo Campos EL3BDokument7 SeitenGUIA-9-1 Rodrigo Campos EL3BAriel Giovanni Martinez ZabalaNoch keine Bewertungen
- Triptico ModeloDokument1 SeiteTriptico ModeloJeanive Nin ZuritaNoch keine Bewertungen
- Script Combinar Cajas de Texto en Indesign Cs5Dokument11 SeitenScript Combinar Cajas de Texto en Indesign Cs5guerodiaz1971Noch keine Bewertungen
- PCB ActividadCentralU1 Lara VeraDokument8 SeitenPCB ActividadCentralU1 Lara VerazwitchuNoch keine Bewertungen
- Presentación de Estudios de Casos Deluis Vidal Cobos Tito.Dokument28 SeitenPresentación de Estudios de Casos Deluis Vidal Cobos Tito.Jose Fernando RodriguezNoch keine Bewertungen
- ¿Qué Es Clean Architecture?Dokument4 Seiten¿Qué Es Clean Architecture?Ant Jod Rai TucNoch keine Bewertungen
- Entrada de Datos - JavaDokument7 SeitenEntrada de Datos - JavaChristinne Herrera100% (1)
- Comunicaciones BrevesDokument5 SeitenComunicaciones BrevesManuela vasquezNoch keine Bewertungen
- Formato Hoja Vida Sena SOFTWAREDokument3 SeitenFormato Hoja Vida Sena SOFTWARESADYS MARIA CASTRO CARDENASNoch keine Bewertungen
- Test Unidad 08Dokument2 SeitenTest Unidad 08Ruy Rc100% (1)
- 6 Semana 20 ArexDokument19 Seiten6 Semana 20 ArexCarlosRamosNoch keine Bewertungen
- Lenguajes de Programación Orientada A ObjetosDokument8 SeitenLenguajes de Programación Orientada A ObjetosInv C&PNoch keine Bewertungen
- Guia de Ingreso 2023Dokument4 SeitenGuia de Ingreso 2023Recepcion ConsolcargoNoch keine Bewertungen
- Control 2Dokument20 SeitenControl 2Javier OrtuñoNoch keine Bewertungen