Das könnte Ihnen auch gefallen
- Design of Machining Fixture For Turbine Rotor BladeDokument14 SeitenDesign of Machining Fixture For Turbine Rotor BladeesatjournalsNoch keine Bewertungen
- Powerinspect Manual CmmsDokument2 SeitenPowerinspect Manual CmmsFelipe Cordeiro100% (1)
- UNIT-4 Surface Roughness Measurement IntroductionDokument16 SeitenUNIT-4 Surface Roughness Measurement IntroductionSantosh SantuNoch keine Bewertungen
- CNC WorkDokument8 SeitenCNC Workyeng botzNoch keine Bewertungen
- Computer Control of Manufacturing Systems Y KorenDokument9 SeitenComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- Arduino Managed Module For Automatic Ventillation of Vehicle InteriorsDokument40 SeitenArduino Managed Module For Automatic Ventillation of Vehicle InteriorsPraveen KumarNoch keine Bewertungen
- Proj-Ppt-Manufacturing of Steam Turbine BladeDokument12 SeitenProj-Ppt-Manufacturing of Steam Turbine BladegopikrishnandotpillaNoch keine Bewertungen
- GD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonDokument53 SeitenGD&T Inspection in Spatialanalyzer: Jeremy Winn Philip WilsonAnthuan SenoirbNoch keine Bewertungen
- Horizontal Machining CenterDokument18 SeitenHorizontal Machining CenterShashankNoch keine Bewertungen
- Design and Analysis of Geometrical Parameters Influencing On Curvic CouplingDokument5 SeitenDesign and Analysis of Geometrical Parameters Influencing On Curvic CouplingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNoch keine Bewertungen
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDokument21 SeitenJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuNoch keine Bewertungen
- Jigs&Fixture For Aircraft IndustriesDokument21 SeitenJigs&Fixture For Aircraft Industriessaravananpg7911100% (3)
- Catia TutorialDokument40 SeitenCatia Tutorialnithish_reddies100% (2)
- DIYguru SOLIDWORKS Course BrochureDokument8 SeitenDIYguru SOLIDWORKS Course BrochureDIYguruNoch keine Bewertungen
- NX Wave PresentationDokument43 SeitenNX Wave PresentationPraveen ShandigeNoch keine Bewertungen
- Catia Digital Mock UpDokument31 SeitenCatia Digital Mock UpslitantNoch keine Bewertungen
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDokument7 SeitenTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNoch keine Bewertungen
- Design of A 3D Printed OrnithopterDokument4 SeitenDesign of A 3D Printed OrnithopterInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Design of Mechanical Drives w17Dokument4 SeitenDesign of Mechanical Drives w17aniket ingle100% (1)
- 03 - Drafting Manual - Decimal Inch Sheet Size and FormatDokument51 Seiten03 - Drafting Manual - Decimal Inch Sheet Size and FormatKakoDaNoch keine Bewertungen
- AIDA StandardsDokument10 SeitenAIDA StandardsJoice_JohnNoch keine Bewertungen
- 14 CFR Part 25 Subpart C FARDokument9 Seiten14 CFR Part 25 Subpart C FARnurek2Noch keine Bewertungen
- 13 Fault Diagnosis and Maintenance For CNC Machine PDFDokument5 Seiten13 Fault Diagnosis and Maintenance For CNC Machine PDFGuillermo RamirezNoch keine Bewertungen
- Inspection of Airplane Electrical Wiring Systems: Standard Practice ForDokument7 SeitenInspection of Airplane Electrical Wiring Systems: Standard Practice ForAhmad Zubair Rasuly100% (1)
- Case Study On Use of CAD Software in Wind Turbine Blade Design and SimulationDokument9 SeitenCase Study On Use of CAD Software in Wind Turbine Blade Design and SimulationWolf WolfNoch keine Bewertungen
- Vibratory Blow FeederDokument13 SeitenVibratory Blow FeederKanzul FadhilNoch keine Bewertungen
- Catia v5 Mechanical Design Expert - 59dfc4b81723dd093a6749b8Dokument45 SeitenCatia v5 Mechanical Design Expert - 59dfc4b81723dd093a6749b8CebotariNoch keine Bewertungen
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDokument6 SeitenDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNoch keine Bewertungen
- Irjet V5i1098Dokument5 SeitenIrjet V5i1098Trieu Nguyen KhoaNoch keine Bewertungen
- Literature ReviewDokument20 SeitenLiterature ReviewHonest meenaNoch keine Bewertungen
- Designing &manufacturing of Fixture of Cage Cum Differential BrakeDokument34 SeitenDesigning &manufacturing of Fixture of Cage Cum Differential BrakeKIRAN YADAVNoch keine Bewertungen
- Unit 5 CNC Machines and Tool Handling SystemsDokument22 SeitenUnit 5 CNC Machines and Tool Handling SystemssmijusNoch keine Bewertungen
- FAI by Numbers For NI V5 - Rev. GDokument80 SeitenFAI by Numbers For NI V5 - Rev. GRicardoNoch keine Bewertungen
- CNC TURNING MachineDokument14 SeitenCNC TURNING MachineFaiz AhmedNoch keine Bewertungen
- Advanced Fiber Modeler - CatiaDokument2 SeitenAdvanced Fiber Modeler - Catiarrjnr100% (1)
- EMC ActuatorsDokument80 SeitenEMC ActuatorsnageshNoch keine Bewertungen
- AviaciónDokument27 SeitenAviaciónRogelio CastroNoch keine Bewertungen
- The Grid 2: Blueprint for a New Computing InfrastructureVon EverandThe Grid 2: Blueprint for a New Computing InfrastructureNoch keine Bewertungen
- AC 21-13 Amdt. 0 - Design Organization Approval (DOA) PDFDokument40 SeitenAC 21-13 Amdt. 0 - Design Organization Approval (DOA) PDFyogagaNoch keine Bewertungen
- A Dimensional Engineering Process For ShipbuildingDokument11 SeitenA Dimensional Engineering Process For ShipbuildingWJccnNoch keine Bewertungen
- 5 Strength AnalysisDokument63 Seiten5 Strength Analysisdan20000Noch keine Bewertungen
- 9.optimisation in Design of Mechanical Scissor LiftDokument5 Seiten9.optimisation in Design of Mechanical Scissor LiftAmit GhadeNoch keine Bewertungen
- PDF - in - Manufacturing - The Future of 3D DocumentationDokument43 SeitenPDF - in - Manufacturing - The Future of 3D DocumentationLuat NguyenNoch keine Bewertungen
- CNC HistoryDokument26 SeitenCNC HistoryBas RamuNoch keine Bewertungen
- Module 07 B1 Mechanical Book 1 PDFDokument341 SeitenModule 07 B1 Mechanical Book 1 PDFSohaib Aslam ChaudharyNoch keine Bewertungen
- RBC Aerospace Rolling Element BearingsDokument152 SeitenRBC Aerospace Rolling Element Bearingsgeorge50% (2)
- Surface Finish ChartDokument1 SeiteSurface Finish ChartMACKAY9999Noch keine Bewertungen
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionVon EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNoch keine Bewertungen
- Semi Automatic Lathe Machine Using ARM ProcessorDokument7 SeitenSemi Automatic Lathe Machine Using ARM ProcessorIRJIENoch keine Bewertungen
- Lock Wiring MidtermsDokument40 SeitenLock Wiring MidtermsJoshua Christopher Ramirez100% (1)
- Design and Development of CNC RouterDokument5 SeitenDesign and Development of CNC RouterAnshu ShuklaNoch keine Bewertungen
- Grid 2.0 - Autonomous Indoor Drone Problem StatementDokument3 SeitenGrid 2.0 - Autonomous Indoor Drone Problem StatementNikita ShakyaNoch keine Bewertungen
- Automated Machine ToolsDokument29 SeitenAutomated Machine ToolsSyafawati OsmanNoch keine Bewertungen
- Fixture For Plasma Cutting Machine For Circular CutsDokument3 SeitenFixture For Plasma Cutting Machine For Circular CutsInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Automated Double Hacksaw MachineDokument5 SeitenAutomated Double Hacksaw MachineInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Turning and Machining CentresDokument26 SeitenTurning and Machining CentresBhado GagoNoch keine Bewertungen
- Cam Operated Double Jaw ViseDokument4 SeitenCam Operated Double Jaw VisesankaramarayananNoch keine Bewertungen
- 360° Welding Cutting Rotary Turn Table Welding PositionerDokument4 Seiten360° Welding Cutting Rotary Turn Table Welding PositionerSanath KumarNoch keine Bewertungen
- Modular Fixture For Key Way Slot Milling On Gear ShaftDokument5 SeitenModular Fixture For Key Way Slot Milling On Gear ShaftInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Ipblock For UbuntuDokument5 SeitenIpblock For Ubuntuaqtu12fucNoch keine Bewertungen
- CF - How To Reach NiecDokument3 SeitenCF - How To Reach Niecaqtu12fucNoch keine Bewertungen
- NC, CNC and DNCDokument7 SeitenNC, CNC and DNCaqtu12fuc67% (3)
- Motors Encoders EtcDokument9 SeitenMotors Encoders Etcaqtu12fucNoch keine Bewertungen
- Computer Aided Process PlanningDokument6 SeitenComputer Aided Process Planningaqtu12fucNoch keine Bewertungen
- Classification of CNC MachineDokument11 SeitenClassification of CNC Machineaqtu12fuc81% (16)
- Ggsipu Holiday List 2008Dokument2 SeitenGgsipu Holiday List 2008aqtu12fucNoch keine Bewertungen
- Materi Ujian Komprehensif: Teknik Reservoir IDokument2 SeitenMateri Ujian Komprehensif: Teknik Reservoir IdoubleulandNoch keine Bewertungen
- 0913070Z 171 SKY Series FiltersDokument8 Seiten0913070Z 171 SKY Series FiltersCarlos LopezNoch keine Bewertungen
- Rolairtrol/SRS Manual Blowdown Valve: Submittal A-329ADokument1 SeiteRolairtrol/SRS Manual Blowdown Valve: Submittal A-329AissamalhitiNoch keine Bewertungen
- Reacting Gas MixturesDokument2 SeitenReacting Gas MixturesAxel Flores GonzalezNoch keine Bewertungen
- Ceramic TechnologyDokument5 SeitenCeramic TechnologySrini VasanNoch keine Bewertungen
- Fabrication Jansen Profile system-VMDokument98 SeitenFabrication Jansen Profile system-VMSimon KennyNoch keine Bewertungen
- Sikafloor - 957 SSDDokument3 SeitenSikafloor - 957 SSDRodo Samuel SitorusNoch keine Bewertungen
- Factors Influencing The Grinding EfficiencyDokument27 SeitenFactors Influencing The Grinding Efficiencynoelbaba71100% (1)
- Paper. Groundwater Treatment by Reverse OsmosisDokument7 SeitenPaper. Groundwater Treatment by Reverse OsmosisJosePPMolinaNoch keine Bewertungen
- Taisox 8001Dokument2 SeitenTaisox 8001Le Minh TuanNoch keine Bewertungen
- AWS SWPS MatrixDokument12 SeitenAWS SWPS MatrixMalcolm DiamondNoch keine Bewertungen
- Salt Bath FurnaceDokument7 SeitenSalt Bath FurnacehavejsnjNoch keine Bewertungen
- Is 277 - 2003Dokument8 SeitenIs 277 - 2003chandrani_acsNoch keine Bewertungen
- Working Tools & Accessories For Handheld EquipmentDokument48 SeitenWorking Tools & Accessories For Handheld EquipmentFelipe HernándezNoch keine Bewertungen
- DS Battery Cover Flyer enDokument2 SeitenDS Battery Cover Flyer enPhung LucNoch keine Bewertungen
- Diverter Gate Dimension SheetDokument1 SeiteDiverter Gate Dimension SheetBalaji SayiramNoch keine Bewertungen
- Workshop ToolsDokument2 SeitenWorkshop ToolsKwee AryaNoch keine Bewertungen
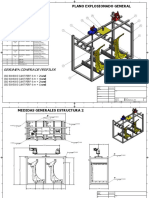
- Estructuran2nV1nSebastinnnnGnnmez 2663fd551f1985dDokument2 SeitenEstructuran2nV1nSebastinnnnGnnmez 2663fd551f1985dJuan RamirezNoch keine Bewertungen
- Tribomet Wear CoatingsDokument1 SeiteTribomet Wear CoatingsRaghunath NagarajNoch keine Bewertungen
- Description: Technical Data SheetDokument4 SeitenDescription: Technical Data SheetjohnNoch keine Bewertungen
- Steel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForDokument5 SeitenSteel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForAli KatamipourNoch keine Bewertungen
- Primer (Paint) - WikipediaDokument4 SeitenPrimer (Paint) - Wikipediaramthecharm_46098467Noch keine Bewertungen
- PneumaticclampsDokument36 SeitenPneumaticclampsHector Serrano SantosNoch keine Bewertungen
- Solidification of Castings-FDokument7 SeitenSolidification of Castings-FAshok PradhanNoch keine Bewertungen
- Types of SteelDokument6 SeitenTypes of SteelKhadeeja AslamNoch keine Bewertungen
- CHW 50C6Dokument1 SeiteCHW 50C6scribdsonbaNoch keine Bewertungen
- PRAI-M0-YT01-LA-7500 - As-Built - Data Sheet For Feed Water PumpDokument3 SeitenPRAI-M0-YT01-LA-7500 - As-Built - Data Sheet For Feed Water PumpSuman GhoshNoch keine Bewertungen
- Mitsu 14 Technical DataDokument52 SeitenMitsu 14 Technical DataRajesh Mishra100% (1)
- Wainscoting - Catalogue (New)Dokument4 SeitenWainscoting - Catalogue (New)IfKitchen ConceptNoch keine Bewertungen
- Scheme - I Sample Question Paper: A) B) C) D) E)Dokument5 SeitenScheme - I Sample Question Paper: A) B) C) D) E)Sdoo7Noch keine Bewertungen