Beruflich Dokumente
Kultur Dokumente
Zavarivanje I - Skripta
Hochgeladen von
Ivan AlilovicCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Zavarivanje I - Skripta
Hochgeladen von
Ivan AlilovicCopyright:
Verfügbare Formate
SKRIPTA ZA UENJE
iz kolegija
ZAVARIVANJE I
prof. Slobodan Kralj
LITERATURA: [1] ... Kralj, Andri: "Osnove zavarivakih i srodnih postupaka"
[2] ... Lukaevi: "Zavarivanje"
[3] ... Grbin, Kovaevi, ivi: "Elektroluno zavarivanje u zatiti plinova"
[4] ... Hrivnjak: "Zavarljivost elika"
[5] ... Messler: "Joining of Materials and Structures"
[6] ... Lippold, Kotecki: "Welding Metallurgy of Stainless Steels"
[7] ... Thompson: "Handbook of Mold, Tool and Die Repair Welding"
[8] ... http://www.fortunecity.com/village/lind/247/weld_book/index_WELD.htm
[9] ... http://www.sfsb.hr/kth/zavar/index.html
[10] ... http://www.fsb.hr/zavkon
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1. OSNOVNE KARAKTERISTIKE ELEKTROLUNIH ZAVARIVANJA
1.1 ELEKTRINI LUK
~ uspostavlja se izmeu dvije elektrode "elektroda" (dodatni materijal) i radni komad
~ to je intenzivno izbijanje u jako ioniziranoj smjesi plinova i para razliitih materijala koje potjeu
prvenstveno od metala elektrode, obloge, zatitnih plinova ili prakova
~ ionizirani prostor u kojem se odvija pranjenje naboja moe se smatrati kao jedan vodi ija je
vodljivost ovisna o postojanju elektrona (iona) u njemu
~ prvotna ionizacija plinskog prostora nastaje na dva naina:
TERMIKOM EMISIJOM
- do izbijanja elektrona iz krutog tijela dolazi uslijed intenzivnog zagrijavanja i djelovanja elektrinog
polja u blizini katode
- pretvorbom elektrine energije u toplinsku prilikom kratkog spoja vrha elektrode s radnim
komadom postie se temperatura plinova 6000 8000 K , te nastupa ionizacija molekula i atoma
EMISIJOM POLJA
- jako elektrino polje izaziva ubrzavanje sluajnih nosilaca naboja koji se nau u prostoru izmeu
elektrode i radnog komada, koji nakon toga izazivaju ionizaciju daljnjih molekula i atoma ime se
stvaraju uvjeti za provoenje struje
- zagrijavanjem sustava se prelazi u prvi sluaj
~ osnovni parametri:
- napon
- struja
- duina luka
~ osnovni parametri ovise o:
- vrsti luka (ovisno o atmosferi)
- vrsti struje (istosmjerna ili izmjenina)
- za taljive ili netaljive elektrode
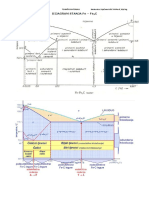
~ elektrini luk se po duini moe podijeliti u tri podruja razliita po duini i procesima koji se u
njima odvijaju (Slika 1.1):
a) na povrini elektrode koja ima negativan naboj (KATODA) postoji toka (ogranieno podruje)
zagrijana na maksimalnu temperaturu i koja provodi cijelu struju elektrode = KATODNA MRLJA
b) u blizini katode se nalazi podruje KATODNOG PADA NAPONA, duine
4
10 mm
. Srednji dio luka
je podruje pada napona u stupu luka, duine gotovo jednake duini luka
c) u blizini pozitivno nabijene elektrode (ANODE) nalazi se podruje ANODNOG PADA NAPONA
( ). Najzagrijanije podruje elektrode je AKTIVNA ANODNA MRLJA.
3 2
10 10 mm
1-1
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
+
( ) mm l
( ) V U
2 3
10 10 mm
3 4
10 10 mm
K
U
S
U
A
U
U
- ukupni pad napona u elektrinom luku
-katodni pad napona
- pad napona u stupu elektrinog luka
- anodni pad napona
K
S
A
U
U
U
U
Slika 1.1 prikaz padova napona u elektrinom luku
~ napon elektrinog luka je ravnomjerno rasporeen zbog postojanja volumenskog naboja u
ioniziranom prostoru elektrinog luka
~ na granici katodnog prostora pozitivni ioni stvaraju volumenski naboj koji izaziva pad napona
~ u svom prostoru plazmenog stupa elektroni i ioni su rasporeeni jednako, nema prostornog naboja,
pa je energija elektrona potrebna da se svlada taj put proporcionalna duljini luka
~ gradijent polja je priblino konstantan, a pad napona tj. utroak energije proporcionalan duljini luka
1-2
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.1.1 STATIKA KARAKTERISTIKA ELEKTRINOG LUKA
~ vrijedi za relativno spore promjene
~ u obliku karakteristike mogu se uoiti tri dijela:
UZ MALE GUSTOE STRUJE (elektrini luk male snage)
- pad napona se smanjuje poveanjem struje jer se poveava povrina presjeka luka, ima sve
vie nosilaca naboja, te se poveava elektrina vodljivost
U UOBIAJENIM UVJETIMA ZAVARIVANJA
- elektrina vodljivost se malo mijenja, a povrina poprenog presjeka poveava se
proporcionalan jaini struji, a time napon ne ovisi o jakosti struje
UZ VEE GUSTOE STRUJE
- katodna mrlja obuhvaa cijelu povrinu elektrode
- intenzitet poveanja poprenog presjeka stupa luka smanjuje se s poveanjem struje
- bitan utjecaj na promjenu poprenih dimenzija imaju "zidovi" od relativno hladnog plina koji
okruuju plazmu stupa, to je naroito uoljivo kod primjene zatitne atmosfere plinova
- otpor stupa luka, tj. plazme mijenja se neznatno a gradijent polja i pad napona rastu s
poveanjem struje zavarivanja. Karakteristika luka u tim uvjetima postaje rastua
~ poloaj karakteristike luka u dijagramu ovisi o duini elektrinog luka
- za veu duinu elektrinog luka, uz istu struju zavarivanja, potreban je vei napon za njegovo
odravanje, pa je krivulja pomaknuta prema gore (Slika 1.2)
Slika 1.2 statike karakteristike elektrinog luka
~ kod zavarivanja u zatitnoj atmosferi plinova, poloaj karakteristike ovisit e se i o vrsti zatitnog
plina (plinovi se razlikuju meusobno u energiji potrebnoj za njihovu ionizaciju). to je nia energija
za ionizaciju plina, karakteristika se pomie prema dolje (Slika 1.3)
Slika 1.3 utjecaj zatitnog plina na poloaj statike karakteristike elektrinog luka
1-3
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
~ u sluaju primjene obloenih elektroda materijal obloge raspadanjem unosi u sastav zatitne
atmosfere sastojke koje mogu povisiti ili sniziti potencijal ionizacije (Slika 1.4)
- bazine elektrode (B) u atmosferu unose komponente koje se tee ioniziraju
- kisele elektrode (K) u atmosferu unose komponente koje se lake ioniziraju
Slika 1.4 - utjecaj vrste obloge na poloaj statike karakteristike elektrinog luka
~ to je duina luka vea to je podloniji vanjskim smetnjama (posljedice magnetskih polja)
~ KRUTOST ELEKTRINOG LUKA = sposobnost odupiranja vanjskim utjecajima i usmjeravanja u
eljenom pravcu
- krai luk ima veu krutost
1.1.2 UTJECAJ MAGNETSKOG POLJA NA ELEKTRINI LUK
~ magnetsko polje djeluje na vodi radijalnim silama prema unutranjosti
~ te sile su relativno male i ne mogu utjecati na kruti vodi, ali mogu na fleksibilni (plazma elektrinog
luka)
~ ako je polje ravnomjerno rasporeeno oko osi vodia, rezultat djelovanja jednak je nuli, ali ako je
polje nejednake gustoe, sile koje su proporcionalne gustoi polja nee biti uravnoteene
- rezultirajua sila izaziva otklon elektrinog luka iz podruja vee gustoe u podruje
manje gustoe = MAGNETSKO PUHANJE (Slika 1.5)
~ nesimetrinost magnetskog polja moe biti uzrokovana nepodesno razmjetenim prikljucima struje
ili nejednolikim rasporedom feromagnetskih masa u odnosu na tok struje
Slika 1.5 primjeri magnetskog puhanja elektrinog luka
1-4
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.2 IZVORI STRUJE ZA ZAVARIVANJE
~ potrebni su posebni izvori struje
~ elektrini luk za svoje odravanje treba relativno jaku struju (do nekoliko stotina A) pri niskom
naponu (nekoliko desetaka V)
~ IZVORI:
ISTOSMJERNE STRUJE
- generatori
- ispravljai
IZMJENINE STRUJE
- transformatori
- pretvarai frekvencije
~ karakteristine veliine izvora struje:
- nominalna i maksimalna snaga
- napon praznog hoda
- dozvoljena struja i napon uz odreenu intermitencu ( ) 60, 80, 100 %
- mreni napon napajanja
- cos
- klasa izolacije
~ statika karakteristika:
- dijagramski prikaz ovisnosti napona na stezaljkama izvora o optereenju ( ( ) U f I = )
- daje se za spore promjene struje optereenja
- potroa (elektrini luk) se zamjenjuje promjenjivim otpornikom
- oblik statike karakteristike je razliit ovisno o namjeni izvora struje (vrsti postupka)
- vrste karakteristika:
RAVNO/BLAGO PADAJUA
STRMO PADAJUA
- izbor karakteristike ovisi o vrsti regulacije duljine elektrinog luka:
NAPONSKA REGULACIJA
- U = vrijednost napona praznog hoda (izvor radi, ali nije optereen)
0
- ta veliina je kompromis izmeu pouzdanog uspostavljanja elektrinog luka i sigurnosti
zavarivaa (napon je ogranien na 70 100 V zbog sigurnosti)
STRUJNA REGULACIJA
-
k
I = struja kratkog spoj, tj. struja koja protjee u trenutku uspostavljanja elektrinog
luka, kada vrhom elektrode dotiemo radni komad
Slika 1.6 openiti prikaz
padajue karakteristike
Slika 1.7 prikaz padajue
statike karakteristike
transformatora sa
stepenastom regulacijom
Slika 1.8 prikaz statike
karakteristike jedne vrste
generatora
Slika 1.9 prikaz poloene
karakteristike svojstvene
kod MIG/MAG
zavarivanja
1-5
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.2.1 ROTACIONI IZVORI
~ generatori istosmjerne struje su najstariji, najpouzdaniji i najsvestraniji izvori struje zavarivanja, no
najskuplji su, odravanje im je najsloenije i imaju najslabiji koeficijent korisnog djelovanja
~ statike karakteristike ovih izvora mogu biti svih oblika (padajue, ravne, pa ak i uzlazne) a mogu
se primijeniti praktiki za sve postupke zavarivanja
~ generator moe biti pokretan bilo kojom vrstom motora (elektromotor, motor s unutranjim
sagorijevanjem), obino smjetenim na istoj osovini s generatorom, ili pokretan preko nekog
prijenosa (remenskog, zupastog)
~ najea je primjena za REL zavarivanje, a pogodni su za rad u montanim uvjetima
~ princip rada:
- vrtnjom rotora u magnetskom polju statora, u armaturi rotora se inducira struja koja se komutira u
istosmjernu i odvodi u krug zavarivanja. Pri tome se struja vodi kroz zavojnice koje su tako namotane
da je njihovo polje suprotstavljeno glavnom polju statora
- ako u zavarivakom krugu tee jaa struja, djelovanje zavojnica je jae, te se znatnije smanjuje izlazni
napon; na taj nain se osigurava padajua karakteristika
Slika 1.10 shematski prikaz generatora
1-6
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
~ postoje razliite izvedbe generatora (Slika 1.11, Slika 1.12, Slika 1.13), a glavni dijelovi su stator i rotor
~ stator nosi na sebi obino vie pari magnetskih polova, a magnetska polja se ostvaruju pomou
zavojnica
~ namotaji oko polova nazivaju se GLAVNI NAMOTAJI POLJA, a snabdijevaju se iz uzbude koja moe
biti iz vanjskog izvora ili vlastita
~ izlaznim naponom upravlja se promjenjivim otpornikom u krugu uzbude
~ vei napon daje jae magnetsko polje, a to daje vei izlazni napon
~ regulacija struje zavarivanja moe se izvesti na razliite naine
Slika 1.11 shema motor generatora s konstantnim naponom
Slika 1.12 shema motor generatora s vanjskom uzbudom i razmagnetizirajuom zavojnicom
Slika 1.13 shema motor generatora s vlastitom uzbudom i razmagnetizirajuom zavojnicom
1-7
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.2.2 ISPRAVLJAI ZA ZAVARIVANJE
~ istosmjerna struja moe se proizvesti i ureajima koji ispravljaju izmjeninu struju, a to su ispravljai
za zavarivanje koji se sastoje od dva osnovna sklopa:
- TRANSFORMATORSKI DIO
- ISPRAVLJAKI DIO
+ sklopovi za upravljanje i regulaciju struje
Slika 1.14 shematski prikaz ispravljaa za zavarivanje
~ ispravljanje se vri pomou ispravljakih elemenata koji putaju struju u samo jednom smjeru (vrlo
veliki otpor u drugom smjeru) danas se najvie koriste SILICIJSKE DIODE (mogu podnijeti velike
jakosti struje)
~ GLATKOA (oblik izlazne ispravljene struje) ovisi o nainu spajanja ispravljakog sklopa
~ razlikujemo POLUVALNO i PUNOVALNO ispravljanje koje se moe primijeniti na JEDNOFAZNU ili
TROFAZNU mreu
~ jednofazno poluvalno ispravljanje je nepogodno za zavarivanje, a i u sluaju jednofaznog
punovalnog ispravljanja potrebni su kondenzatori i prigunice
~ najpovoljniji su trofazni izvori s punovalnim ispravljanjem jer daju gotovo konstantnu istosmjernu
struju s jednolikim optereenjem mree
~ regulacija struje u izlaznom krugu najee se izvodi:
pomou pomine kotve
izmjenom broja zavoja na transformatorskom dijelu
pomicanjem namotaja na jezgri
tiristorski
tranzistorski
Slika 1.15 osnovni naini ispravljanja izmjenine struje
1-8
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1-9
1.2.3 INVERTORI
~ omoguuju izradu snanih ureaja malih izmjera i mase
~ izmjenina struja ispravlja se u PULZIRAJUU ISTOSMJERNU struju koja se dovodi na oscilator koji ju
pretvara u VISOKONAPONSKU IZMJENINU STRUJU VISOKE FREKVENCIJE ( ) 5 30 kHz
~ visokofrekventna struja opet se transformira na potreban napon za zavarivanje i ispravlja silicijskim
diodama
~ glavna prednost ovih ureaja je u malim i laganim transformatorima (to manji to je via frekvencija
pretvorbe) invertorski izvori danas dostiu samo 25 % teine konvencionalnih izvora iste snage
~ ureaji s veom frekvencijom tii ali zahtijevaju skuplje elektronike sklopove
1.2.4 TRANSFORMATORI ZA ZAVARIVANJE
~ OBINI TRANSFORMATORI
- konstrukcijom se nastoji postii neovisnost veliine napona u sekundarnom krugu optereenja
- tei se ravnoj karakteristici za rune postupke zavarivanja zbog loih dinamikih karakteristika pri
promjeni duljine elektrinog luka
~ ZAVARIVAKI TRANSFORMATORI
- eli se osigurati pad napona pri porastu optereenja odnosno struje zavarivanja
- tei se padajuoj karakteristici osigurava se ugradnjom prigunice (predstavlja induktivni otpor)
~ transformator se sastoji od primarnog i sekundarnog namotaja namotanih na eljeznu jezgru
~ broj zavoja i presjek vodia u zavojima odreen je da se na sekundaru dobije relativno nizak napon,
a presjek je dimenzioniran da propusti jaku struju zavarivanja
~ osnovna jednadba transformatora:
1 2 1
z
2 1 2
U I
U I z
= =
~ zavarivaki transformator mora imati mogunost regulacije struje zavarivanja, koja moe biti
stepenasta ili kontinuirana, a postie se na razne naine:
PROMJENOM BROJA ZAVOJA
- mijenja se spajanjem odreenih odcjepa bilo na primaru bilo na sekundaru
- najee se radi o stepenastoj regulaciji
PRIGUNICOM U SEKUNDARNOM KRUGU (krugu zavarivanja)
- prigunica moe biti izvedena s odcjepima, ali i s kontinuiranom promjenom broja zavoja
POMICANJEM NAMOTAJA (primara/sekundara)
- jaa se ili slabi induktivna sprega namotaja, a time se utjee na veliinu indukcije u sekundaru
PRIMJENOM POMINE KOTVE (Slika 1.16)
- unutar jezgre mijenja se magnetski otpor kruga jezgre
- pomicanjem kotve unutar jezgre mijenja se magnetski otpor kruga jezgre
- kada je kotva podignuta, tada se sav magnetski tok
1
proizveden u primaru prenosi
feromagnetskom jezgrom kroz sekundar i indukcija u sekundaru je velika
- jednostavna i uinkovita regulacija
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
Slika 1.16 regulacija struje zavarivanja primjenom pomine kotve
~ u sjecitu karakteristike elektrinog luka i izvora struje za zavarivanje nalazi se radna toka kojom su
odreeni parametri zavarivanja: struja i napon zavarivanja (Slika 1.17)
Slika 1.17 radna toka odreena sjecitem karakteristike
elektrinog luka i izvora struje za zavarivanje
~ ovisnost napona zavarivanja i struje zavarivanja moe se prikazati za REL zavarivanje izrazom:
z z
U a b I = +
gdje ( ) predstavlja pad napona na anodi i katodi a b ( a 20 V = 0, 04 A = ) je konstanta
1-10
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.3 SILE U ELEKTRINOM LUKU KOJE UTJEU NA PRIJENOS METALA
~ rastaljeni dodatni materijal (taljiva elektroda) prenosi se u obliku kapljica na eljeno mjesto
oblikujui zavareni spoj
~ neke od sila koje se pojavljuju kod prijenosa materijala su:
a) GRAVITACIJSKA SILA (Slika 1.18)
- djeluje kod prijenosa materijala i ne moe se izbjei
- u poloenom poloaju djeluje povoljno (prijenos metala u pravcu djelovanja sile tee)
- u nadglavnom poloaju ne moe doi do prijenosa kapljice u zavar (masa kapljice je velika, ostale
sile su premalene)
- u ostalim prisilnim poloajima prijenos kapljice je manje-vie nepovoljan
Slika 1.18 utjecaj sile gravitacije na prijenos materijala
b) ELEKTROMAGNETSKE SILE (Slika 1.19)
- pojavljuju se u elektrinom luku kod postupaka zavarivanja ianom elektrodom i plinskom
zatitom i najvanije su za prijenos metala
- oko vodia kroz koji tee struja javlja se magnetsko polje ije su silnice rasporeene koncentrino
oko vodia (te sile djeluju radijalno prema sredini vodia i okomito na liniju toka struje)
- kada linije toka struje divergiraju (u plazmenom stupu elektrinog luka ili u kapljici metala na
samom vrhu iane elektrode), djelovanje je usmjereno okomito na linije toka struje
- dvije komponente sile:
1
F ... u aksijalnom pravcu; daje pogon otkinutoj kapljici usmjerujui ju prema radnom komadu
2
F ... okomita na os vodia koja izaziva lokalno suavanje presjeka na rastaljenom vrhu elektrode
(ice) oblikujui kapljicu
- ovisno o odnosima komponenti
1
F i
2
F , vrsti zatitne atmosfere i djelovanju ostalih sila mogu se
pojaviti razne kombinacije utjecaja i ponekad ta sila moe biti nedovoljna da osigura odbacivanje
kapljice prema radnom komadu
Slika 1.19 djelovanje elektromagnetske sile na otkidanje kapljice (magnetsko tipanje "pinch efekt")
1-11
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
c) SILE POVRINSKE NAPETOSTI (Slika 1.20)
- velika povrinska napetost zahtijeva veliku silu za njeno savladavanje otkidanje kapi bit e tee i
nastupit e tek kad dosegne odreenu masu
- velika povrinska napetost korisna za podravanje same taline zavara, osobito u prisilnim
poloajima, inae nepovoljna
Slika 1.20 povrinska napetost
d) SILE STRUJANJA I PRITISKA PLAZME LUKA (Slika 1.21)
- strujanje plazme elektrinog luka djeluje na gibanje i usmjeravanje kapljice dodatnog materijala
- u blizini vrha elektrode vlada odreeni pritisak
1
p , budui da se isti volumen plina plazme iri
uslijed promjene dimenzije luka u blizini radnog komada, u tom dijelu vlada nii pritisak
- ta razlika pritisaka povoljno djeluje na prijenos kapljica metala, utjeui i na otkidanje i ubrzavanje
kapljice
Slika 1.21 strujanje plazme
1-12
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
e) EKSPLOZIJSKE SILE (Slika 1.22)
- utjecaj na gibanje kapljica imaju i apsorbirani plinovi iz atmosfere luka ili postojei u materijalu ice
u rastaljenoj metalnoj kapljici
- pri povienim temperaturama rastvorljivost plinova u metalu je vea, a hlaenjem ona pada i
upijeni plinovi se moraju izluiti
- kako hlaenje poinje izvana stvarajui krutu opnu, plinovi se skupljaju u unutranjosti kapi
- sa poveanjem koliine plinova raste tlak i on moe konano razoriti kapljicu u vie dijelova
- istrujavanje plinova po reaktivnom principu ubrzava kapljicu, ali je smjer djelovanja ove sile
nepredvidiv (izlazak plinova na sluajnim mjestima)
- ako je ta sila usmjerena prema zavaru onda je korisna, inae izaziva trcanje izvan podruja
zavarivanja
Slika 1.22 djelovanje plinova u rastaljenoj kapljici
f) SILE ZBOG DJELOVANJA PLINOVA OKO ELEKTRODE
- u sluaju zatitnih plinova koji struje oko iane elektrode (MIG/MAG) javlja se izvjesno
INJEKCIJSKO DJELOVANJE
- kod obloenih elektroda, raspadanjem obloge stvaraju se plinovi koji zbog ljevkastog oblika kratera
na vrhu elektrode stvaraju pritisak, koji radijalnom komponentom istiskuje rastaljeni metal, a
aksijalnom potiskuje kapljicu prema radnom komadu
- to je najznaajnija sila za prijenos metala kod zavarivanja obloenim elektrodama
Slika 1.23 strujanje zatitnih
plinova oko iane elektrode
Slika 1.24 strujanje plinova oko
obloge elektrode
1-13
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.4 PRIJENOS METALA PRI ZAVARIVANJU
1.4.1 PRIJENOS METALA PREMOIVANJEM
a) PRIJENOS METALA KRATKIM SPOJEVIMA
~ karakteristian za postupke zavarivanja ianim elektrodama u zatitnoj atmosferi plinova
~ osciloskopski prikaz procesa ( ( ); ( ) U f t I f t = = ):
1 - stanje kada je iana elektroda udaljena od radnog komada, te u tom trenutku postoji elektrini
luk: napon na luku ima zadanu vrijednost
2 - kada iana elektroda dotakne radni komad, u elektrinom krugu nastaje kratki spoj napon
pada na nulu, struja poinje eksponencionalno rasti (brzina rasta je ograniena induktivnim
otporima kruga)
3,4 - napon polako raste zbog poveanja otpora do kojeg dolazi jer poveanjem struje dolazi do
pojaanog zagrijavanja vrha ice (efekt
2
Q I R = sve do taljenja) i poveava se "pinch-efekt"
dovodi do smanjenja presjeka ice (poveani otpor) i otkidanja zagrijanog vrha ice
5 - prekida se kratki spoj i uspostavlja se opet elektrini luk, a struja poinje eksponencionalno
padati na nominalnu vrijednost
6,7 - skok napona je opet neto vei od nominalnog zbog induktiviteta krugova i s vremenom se
smanjuje na nominalnu vrijednost
~ sve ovo se zbiva dok se iana elektroda jednolikom brzinom giba prema radnom komadu
~ kada ica premosti razmak nastao otkidanjem vrha, ponavlja se ciklus od toke 1
~ broj ciklusa po sekundi varira u ovisnosti o promjeru ice i pri stabilnim parametrima ima
100 200 kratkih spojeva u sekundi
1-14
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
b) PRIJENOS METALA MJEOVITIM LUKOM
~ tu se pojavljuje prijenos trcajuim lukom, ali se povremeno pojavi jedan ili vie kratkih
spojeva
~ nedostatak: neregularnost (pojava kratkih spojeva je sluajna i izaziva nepredvidivo trcanje
materijala), pa se takav prijenos izbjegava
Slika 1.25 prijenos metala mjeovitim lukom
1-15
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.4.2 PRIJENOS METALA SLOBODNIM LETOM KAPLJICE
a) PRIJENOS METALA TRCAJUIM LUKOM
~ karakteristino je da se prijenos vri slobodnim letom malih kapljica kroz atmosferu luka
~ niti u jednom trenutku u vremenu odravanja luka elektroda ne dolazi u dodir s osnovnim
materijalom sile koje djeluju u elektrinom luku otkidaju kapi i usmjeruju ih (radijalno u
odnosu na elektrodu) prema radnom komadu prije nego vrh elektrode moe dodirnuti radni
komad
~ potrebna je dosta velika energija potrebno je ostvariti velike sile ("pinch-efekt") i
zagrijavanjem ili nekim drugim nainom smanjiti sile povrinske napetosti koje utjeu na
veliinu kapljice metala
~ kod postupaka zavarivanja u zatitnoj atmosferi taljivom elektrodom jasno se moe uoiti
kada se ostvaruju uvjeti za prijenos trcajuim lukom ta veliina naziva se kritinom
strujom
KR
I i ona je svojstvena za odreene zatitne plinove i njihovim se sastavom moe
utjecati na njenu veliinu
~ prednost: velika je produktivnost (velika koliina rastaljenog materijala) samo kod debljih
materijala i to u poloenom poloaju
~ nedostaci: kod tanjih materijala postoji opasnost od prokapljivanja i u prisilnim poloajima, do
cijeenja velike koliine rastaljenog materijala zbog djelovanja gravitacijske sile
Slika 1.26 prijenos metala trcajuim lukom (slobodnim letom kapljica)
1-16
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
b) PRIJENOS METALA IMPULSNIM STRUJAMA (PULZIRAJUI LUK)
~ prosjena struja zavarivanja je manja od kritine struje koja bi dala nepravilan i neprihvatljiv
prijenos u grubim kapima, modulira se jaom strujom odreene frekvencije, tako da struja
varira izmeu neke minimalne (osnovne) i maksimalne struje (struja impulsa)
~ osnovna struja odrava elektrini luk, dok je duljina trajanja i visina impulsa jake struje
prilagoena da premai kritinu struju i osigura odvajanje jedne kapi po svakom impulsu
~ podjela impulsa ovisno o nainu proizvodnje:
SINUSNOG OBLIKA (najjednostavnije ga je proizvesti)
TROKUTASTOG OBLIKA .
ETVRTASTOG OBLIKA (najpovoljniji za upravljanje procesom prijenosa)
~ tako se osigurava prijenos trcajuim lukom pri malim prosjenim vrijednostima struje
Slika 1.27 promjena struje u ovisnosti o vremenu pri impulsnom zavarivanju
~ podeavanje parametara je prilino sloeno jer treba uskladiti pet parametara:
- veliina osnovne struje
- veliina impulsne struje
- trajanje impulsa osnovne struje
- trajanje impulsa jake struje
- brzina dodavanja ice
~ danas, izbor parametara vre SINERGETSKI STROJEVI (elektroniki programirani ureaji koji
za jednu izabranu vodeu veliinu biraju optimalnu kombinaciju ostalih parametara)
~ prednosti:
- impulsni nain prijenosa zadrava prednosti, a otklanja potekoe koje ima trcajui luk moe
ga se primijeniti u svim poloajima, te za materijale osjetljive na koliinu unesene topline
- jednim promjerom ice mogue je zavariti iri raspon debljine materijala, jer je i za deblje ice
mogue namjestit male prosjene struje potrebne kod zavarivanja tanjih limova
1-17
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.5 REGULACIJA DULJINE ELEKTRINOG LUKA
~ da bi se ostvarila jednolika kvaliteta zavara (geometrija i mehanika svojstva), koliina unesene
topline po jedinici duine zavara mora biti jednolika zato elektrini luk mora biti konstantne
duljine i njegovo gibanje treba biti jednoliko
~ kod runog postupka zavarivanja (REL, TIG) za to se brine zavariva
~ kod poluautomatskih i automatiziranih postupaka za odravanje
jednolike duine elektrinog luka "brine" se automatska regulacija, dok je
pomicanje izvora topline ostvareno runo (poluatomatski postupci) ili
mehanizirano (automatski postupci)
Slika 1.28 runa
regulacija duljine luka
1.5.1 UNUTARNJA REGULACIJA DULJINE ELEKTRINOG LUKA (STRUJNA)
~ ostvarena je samom gradnjom izvora struje zavarivanja, tj. njegovim elektrinim karakteristikama,
bez dodatnih vanjskih ureaja
~ potrebni su izvori s RAVNOM ili BLAGO PADAJUOM KARAKTERISTIKOM
~ karakteristino je da se dodavanje kontinuirane elektrode (u obliku ice) vri konstantnom brzinom
koja odgovara tehnolokim parametrima postupka ( konst
v = )
~ u optimalnim radnim uvjetima (stabilan proces):
t
v v =
~ brzina taljenja ice (
t
v ) jednaka je brzini dodavanja, tj. upravo se rastali toliko ice (dodatnog
materijala) koliko ga je dodano u jedinici vremena pri emu je duljina luka konstantna
Slika 1.29 dotur ice konstantnom brzinom, pri unutarnjoj regulaciji duljine elektrinog luka
1-18
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
~ u sluaju pojave nekog poremeaja (deformacije lima, pomaka ruke zavarivaa, pomaka glave
automata), duljina elektrinog luka se skokovito promjeni
- ako se duljina luka poveala, za njegovo odravanje potreban je vei napon karakteristika se pomie
prema gore (
2
L ). U tom sluaju novi parametri (
2 2
, I U ) radne toke vie ne odgovaraju prvobitno
namjetenoj vrijednosti brzine ice NERAVNOTEA
Slika 1.30 promjena duljine elektrinog luka uvjetuje promjenu brzine taljenja ice
~ u sluaju duljine luka L , brzina ice jednaka je brzini taljenja (
z t
v v = ); struja (
z
I ) i napon (
z
U )
zavarivanja osiguravaju stabilan proces
~ taljenje ice ostvaruje se toplinskom energijom iz elektrinog luka (
2
Q I R t = )
~ u sluaju kada se duljina luka skokovito promijeni s namjetene vrijednosti:
2 z
I I I =
- u luku je smanjena koliina razvijene topline jer je struja zavarivanja smanjena za I , a
napon je malo narastao
- zbog nedovoljne koliine topline, brzina taljenja ice je manja od prethodno namjetene, tj.
dodaje se vie ice nego to se stigne rastaliti. Zato se vrh ice sputa prema radnom
komadu i luk se skrauje i to se dogaa sve dok postoji razlika izmeu brzine ice (
v )i
brzine taljenja (
t
v )
1 z
I I I + =
- brzina taljenja (
t
v ) je vea od brzine ice (
v ), pa se razmak izmeu vrha ice i radnog
komada poveava dok se ne uspostavi odnos
t
v v =
~ promjene u brzini taljenja zbog promjene struje zavarivanja dovoljno su brze ako ne treba taliti
prevelike koliine materijala, u protivnom se pojavljuje TOPLINSKA INERCIJA koja izaziva
dugotrajne oscilacije oko radne toke
~ ovaj tip automatske regulacije uspjeno se primjenjuje za promjere ica manji od 3 mm
1-19
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
1.5.2 VANJSKA REGULACIJA DULJINE ELEKTRINOG LUKA (NAPONSKA)
~ mora postojati dodatni regulacioni ureaj izvan samog izvora struje
~ napon na elektrinom luku upravlja radom regulacionog sklopa
~ izvor struje zavarivanja ima STRMO PADAJUU KARAKTERISTIKU
~ elektrini krug sadri elektromotor kao izvrni lan, ujedno je i regulacioni krug
~ vrijednost brzine ice (
v ) varira pod djelovanjem regulacionog kruga, tj. konst
v
~ za pravilno odvijanje procesa i tu mora biti ispunjen uvjet
t
v v =
Slika 1.31 brzina dotura ice pri vanjskoj regulaciji zavisi o naponu elektrinog luka
~ u sluaju skokovite promjene duljine luka s veliine
1
L na
2
L uslijed poremeaja poveava se
napon na luku
~ promjena napona na luku, tj. poveanje napona registrira se u regulacionom krugu i pozitivna
razlika napona dovodi se na motor za dodavanje ice koji proporcionalno poveanju napona
poveava i broj okretaja, odnosno brzinu ice. Time se ica kree bre prema radnom komadu nego
to se njen vrh tali, pa se duina luka smanjuje
~ bre okretanje motora traje dok ne nestane razlika napona koja ubrzava motor
Slika 1.32 promjena duljine elektrinog luka uvjetuje promjenu brzine taljenja ice
1-20
by Marin Varenina
Zavarivanje I Osnovne karakteristike elektrolunih zavarivanja
~ ova regulacija bit e bra i osjetljivija to su promjene napona radne toke uslijed duljine luka vee
(to omoguava strma karakteristika)
~ promjene struje zavarivanja uslijed promjene duine elektrinog luka su razmjerno male, pa
moemo smatrati da je brzina taljenja priblino konstantna ( konst
t
v )
Slika 1.33 promjena duljine elektrinog luka uvjetuje velike promjene struje zavarivanja za sluaj ravne
karakteristike izvora
1-21
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2. RUNO ELEKTROLUNO ZAVARIVANJE (REL)
Slika 2.1 shematski prikaz REL zavarivanja
~ princip:
- elektrini luk se uspostavlja kratkim spojem ("kresanjem" izmeu elektrode i radnog komada), nakon
ega slijedi ravnomjerno dodavanje elektrode u elektrini luk od strane zavarivaa, te taljenje elektrode i
formiranje zavarenog spoja
~ prednosti:
- iroko podruje primjene
- jeftina i jednostavna oprema
- zavarivanje u svim poloajima
- zavarivanje svih debljina
- zavarivanja svih materijala
- zavarivanje u radionici i na terenu
- jednostavno odreivanje parametara
- dobra mehanika svojstva zavara
~ nedostaci:
- visok sadraj para i plinova potrebna ventilacija i odsis
- loa iskoristivost dodatnog materijala gubici do 30 %
- mala brzina zavarivanja i niska produktivnost
- trcanje, troska
- potrebno kontrolirano rukovanje elektrodama
- utjecaj ljudskog faktora zavariva
- slaba mogunost automatizacije
~ primjena:
- veinom nelegirani i niskolegirani konstrukcijski elici
- eline konstrukcije
- brodogradnja
- cjevovodi
- zbog ekonominosti se izvode krai zavari
~ izvor struje:
- istosmjerni ili izmjenini
- kod istosmjernog izvora elektroda moe biti spojena na (+) ili (-) pol
- karakteristika izvora mora biti STRMO PADAJUA
2-1
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
~ najee se primjenjuju OBLOENE ELEKTRODE (imaju metalnu jezgru u obliku ice na koju je
nanesena nemetalna obloga)
~ rjee se koristi CJEVASTA ELEKTRODA (punjenje unutar cijevi koje ima funkciju obloge ili ima
poseban sastav, npr. za tvrda navarivanja slojeva otpornih na troenje)
Slika 2.2 presjeci razliitih tipova elektroda za REL zavarivanje
~ vodii struje zavarivanja izraeni su od snopova tankih bakrenih ica i izolirani gumom, plastinim
masama i tekstilnim vlaknima
~ izvedba snopom tankih ica omoguava savitljivost kablova laki rad
~ proraun vodia uzima uz obzir struju i ukupnu duinu (od radnog komada do draa elektrode):
... popreni presjek vodia
... specifina vodljivost materijala vodia
... ukupna duina kablova
... struja zavarivanja
... dozvoljena veliina pada napona u vodiima
uk
z
G
A
l
I
U
uk z
G
l I
A
U
=
~ dozvoljeni pad napona u strujnom krugu ima vrijednost do 3 V
~ ako u kablovima dolazi do veeg pada napona, javlja se njihovo poveano zagrijavanje i gubitak
energije zahtjeva poveanje parametara na stroju izaziva povean utroak energije ako je pad
napona vei od dozvoljenog treba odabrati vei presjek (standardizirani)
2-2
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
Slika 2.3 shematski prikaz procesa runog elektrolunog (REL) zavarivanja
~ obloga elektrode, odnosno jezgra (ovisno o tipu elektrode) se pretvara u TROSKU koja prekriva i lice
i korijen zavara kod zavarivanja
Slika 2.4 prikaz duljine elektrinog luka ovisno o tipu obloge
2-3
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.1 OBLOENE ELEKTRODE
~ sastav: METALNA JEZGRA + OBLOGA
~ metalna jezgra: ipka ili ica ovisno o namjeni i vrsti elektrode
~ obloga: na metalnu jezgru je nanesena preanjem ili umakanjem
~ sirovine za oblogu elektrode prema funkciji obloge:
STABILIZACIJA ELEKTRINOG LUKA: natrij, kalij
STVARANJE TROSKE: oksidi, rude (hematit, rutil, kvarc)
STVARANJE PLINOVA: organske materije i karbonati
ZA LEGIRANJE I DEZOKSIDACIJU: razne ferolegure, titan, aluminij, silicij, mangan
~ npr. kod nelegiranih i visokolegiranih elika ica je priblinog sastava kao i materijal koji se zavaruje
2.1.1 FUNKCIJA OBLOGE
ELEKTRINA FUNKCIJA
~ treba osigurati i dobro uspostaviti stabilan elektrini luk
- u tu svrhu se dodaju tvari (spojevi natrija i kalija) u oblogu elektrode koje kod taljenja stvaraju
plinove s velikom sposobnou ionizacije i na taj nain ine dobru provodljivost elektrinoj
struji izmeu vrha elektrode i radnog komada
FIZIKALNA FUNKCIJA
~ treba omoguiti i olakati zavarivanje u prisilnom poloaju i zatititi kapljice u prijelazu i taline zavara od
prenaglog hlaenja
- sastavom obloge regulira se viskozitet (prionjivost) i napetost povrine troske na temperaturama
zavarivanja
- viskozitetu troske ovisi upotrebljivost elektrode za razne poloaje zavarivanja
- napetosti povrine troske ovisi oblik svakog pojedinog sloja zavara
- poveanjem bazinosti u oblozi poveava se viskozitet troske (poveanjem kiselosti, smanjuje se
viskozitet troske)
~ obloga mora zatititi talinu metala od tetnih plinova iz zraka (duik, vodik, kisik)
- za vrijeme prolaska kapljice metala kroz elektrini luk, troska se omota oko kapi i titi ju od
tetnih plinova
- kada se stvori talina metala istodobno se stvara i troska koja pliva na talini i titi ju od tetnih
plinova i osigurava polagano hlaenje
- oko taline zavara iz obloge elektrode stvaraju se plinovi u obliku zavjese i tako tite talinu i
prijelaz kapi od tetnih plinova iz zraka
2-4
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
METALURKA FUNKCIJA
a) LEGIRANJE
- nadoknaivanje legirajuih elemenata koji izgaraju u toku procesa zavarivanja
- iz obloge se mogu dodavati legirajui elementi u talinu i time poboljati svojstva zavarenog spoja
- npr. obloge s visokim sadrajem eljeznog praka koji prelazi u zavar i poveava produktivnost
u zavarivanju
b) OTPLINJAVANJE
- u oblogu se stavljaju dezoksidanti (titan, aluminij, silicij, mangan) koji u toku procesa zavarivanja
na sebe veu kisik ime nastaju oksidi ( , ...) koji prelaze u trosku
2 2 3 2
, , , TiO Al O SiO MnO
- u metalurkim reakcijama s kalcijevim fluoridom (
2
CaF - u oblozi bazinih elektroda, obino)
vodik se vee i izlazi u trosku
c) RAFINACIJA (IENJE)
- uklanjanje sumpora i fosfora iz taline
- kao dodaci, u oblogu se stavljaju kalcij oksid ( CaO) i mangan oksid ( MnO ) koji veu sumpor i
fosfor, te tako vezani ulaze u sastav troske
2.1.2 ZAHTJEVI ZA ELEKTRODE
ZAVARIVAKI
~ dobro paljenje i odravanje luka, stabilan luk
~ zavarivanje u prisilnim poloajima
~ mala koliina dimova, plinova i otrovnih para
~ obloga koja ne otpada
EKONOMSKI
~ dobra proizvodnost
~ malo prskanje kapljica
~ lako odstranjivanje troske
~ glatka povrina zavara
METALURGIJSKI
~ dobra mehanika svojstva
~ mala osjetljivost na ru, masnoe i neistoe povrine
~ otpornost pojavi hladnih i vruih pukotina, te poroznosti
~ mala osjetljivost na vlanost obloge
2-5
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.1.3 PODJELA OBLOENIH ELEKTRODA
~ prema metalurkoj karakteristici obloge i vrsti:
A kisele (oksid eljeza) O oksidne
AR kisele (rutilne) R rutilne (srednje debljine obloge)
B bazine RR rutilne (debele obloge)
C celulozne S drugi tipovi obloge
~ prema debljini obloge:
- tanko obloene elektrode ( 1, 2 mm d < )
- srednje obloene elektrode ( 1, 2 mm 1, 4 mm d < < )
- debelo obloene elektrode ( ) 1, 4 mm d >
~ prema dimenzijama:
- i 2, 5 mm
elektr
d = 200; 300; 350 mm L =
- i 3, 25; 4; 5; 6; 8; 10 mm
elektr
d = 350; 450 i vie mm L =
~ prema posebnim tehnolokim uvjetima:
- duboko penetrirajue elektrode (obloge sadre celulozne tvari koje utjeu na to da dolazi do vrlo
jake penetracije)
- visoko produktivne elektrode (u oblogu bazinih i rutilnih elektroda dodaju se vee koliine
eljeznog praka koji prelazi u zavareni spoj i mnogo bre ga ispunjava nego to je luaj s obinim
elektrodama vea produktivnost i manji gubici u rasprskavanju materijala)
- elektrode za odreene uvjete rada (u rutilnu ili bazinu oblogu se dodaju sastojci koji stvaraju
povoljan viskozitet i povrinsku napetost troske za zavarivanje u vertikalnom poloaju, odozgo
dolje ili specijalne elektrode za zavarivanje korijenskog zavara)
~ prema namjeni:
- za zavarivanje (nelegiranih, niskolegiranih, visokolegiranih elika, sivog lijeva, obojenih metala)
- za navarivanje
2-6
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2-7
2.1.4 ZNAAJKE POJEDINIH VRSTA OBLOGA
ZNAAJKE KISELIH ELEKTRODA
~ obloga: oksidi, karbonati Fe i Mn sa silikatima
~ razvija zatitne plinove:
2
%H O
2 2
40 % , 40 %( ), 20 H CO CO +
~ karakteristike:
- glatka povrina
- lako odstranjivanje troske
- niska udarna ilavost
ZNAAJKE BAZINIH ELEKTRODA
~ obloga se sastoji veim dijelom od vapnenca, dolomita i magnezija te kalcijeva karbonata,
titanova dioksida, silikata i dezoksidanata
~ takav sastav troske vee kisik, vodik, sumpor i fosfor zavareni spoj osloboen je tetnih
plinova i nemetalnih primjesa
~ prednosti spoja:
- nije sklon pukotinama
- manje je porozan i s manje nemetalnih ukljuaka
- dobra mehanika svojstva, naroito izduenje i udarna ilavost
~ nedostaci spoja:
- tee ienje troske
- sklonost poroznosti u korijenu zavara
- neto grublji izgled povrine zavara
~ najee se mora zavarivati istosmjernom strujom na (+) polu
~ osjetljive su na duine elektrinog luka (slaba stabilnost) mogua pojava poroznost u zavaru
~ obloga je vrlo higroskopna (vlaga uzrokuje poroznost u zavaru treba suiti elektrode i
zavarivati samo suhim elektrodama)
~ suenje se vri u posebnim peima na temperaturi
o
200 C > u vremenu od minimalno
(jako vlane:
o
)
2 h
250 420 C
~ za rad s bazinim elektrodama potreban je dobra uvjebanost zavarivaa u dranju nagiba,
razmaka ili duine elektrinog luka, te u njegovu uspostavljanju i prekidanju
~ kod zavarivanja cjevovoda koristi se uzlazna tehnika
ZNAAJKE CELULOZNIH ELEKTRODA
~ obloga: 40 % celuloze,
2
,
3
, 1 vezani s K i Na silikatima 25 %TiO 20 %MgSi 5 %FeMn
~ razvija zatitne plinove kao kisela obloga
~ karakteristike:
- elektrode za zavarivanje cijevi silaznom tehnikom ("fall-naht")
- velika penetracija
- visok sadraj vodika
- koriste se i za rezanje
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
ZNAAJKE RUTILNIH ELEKTRODA
~ spadaju meu ee upotrebljavane elektrode
~ moe se raditi s istosmjernom (+ ili - polu) ili izmjeninom strujom
~ prednosti spoja:
- imaju dobra mehanika svojstva
- zavareni spojevi su lijepog izgleda
- troska se lako isti
- za sve poloaje zavarivanja
- vrlo dobra stabilnost elektrinog luka nisu sklone stvaranju pora pri poveanju duine
elektrinog luka
- nema prskanja
~ nedostaci spoja:
- nisu pogodne za zavarivanje elika oneienih sumporom
- na mjestu segregacije moe doi do toplih pukotina
- sastav obloge utjee na istezljivost i ilavost metala zavara pa kod zavarivanja vrlo krutih
konstrukcija i debelih materijala moe doi do pukotina uzrokovanih zaostalim naprezanjem
- ilavost materijala na niskim temperaturama je slabija nego kod bazinih elektroda
TEHNOLOKE ZNAAJKE OSTALIH ELEKTRODA
~ elektrode za zavarivanje nelegiranih elika
- bazine, rutilne i kisele obloge
- jezgra: niskougljini elik
~ elektrode za zavarivanje niskolegiranih elika
- bazine i rutilne obloge
- jezgra: nelegirani elik, legiranje preko obloge
- za zavarivanje elika otpornih na poviene temperature, legiraju se s niskim postotkom
kroma i molibdena, a za sitnozrnati elik s niskim postotkom nikla
~ elektrode za zavarivanje visokolegiranih elika
- bazine obloge za zavarivanje istosmjernom strujom
- rutilne obloge za zavarivanje izmjeninom strujom
- jezgra: odgovara sastavu visokolegiranog elika
~ elektrode za zavarivanje sivog lijeva
- specijalna obloga
- tri vrste metala jezgre:
1. - loa obradivost, pojava pukotina 40 50 % 60 50 % Fe Ni +
2. - bolja obradivost, nema pukotina 30 35 % 70 65 % Cu Ni +
3. - najkvalitetnije zavarivanje 98 % Ni >
~ elektrode za zavarivanje obojenih metala
- za zavarivanje aluminija i legura:
jezgra od aluminija
obloga na bazi soli halogenih elemenata (klor, fluor) koji uklanjaju okside aluminija
- za zavarivanje bakra i legura:
obloene ice od bakra ili bakrenih legura
2-8
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.1.5 TEHNOLOKE ZNAAJKE ELEKTROLUNIH POSTUPAKA ZAVARIVANJA
~ odvijanje, djelotvornost, ekonominost i sline karakteristike elektrolunih postupaka nune za
proraun vremena rada, cijene i koliine utroenog materijala, te nekih parametara zavarivanja,
mogu se prikazati pomou razliitih koeficijenata
~ KOEFICIJENT TALJENJA definira koliinu istaljenog metala elektrode pri odreenoj jakosti struje
[ ] g Ah
t
t
G
K
I t
=
~ KOEFICIJENT GUBITAKA definira gubitak metala elektrode na rasprskavanje, isparavanje i oksidaciju
100 %
t n
g
t
G G
K
G
=
~ KOEFICIJENT ISKORITENJA definira stupanj iskoritenja metala elektrode, a ovisi o koliini
eljeznog praha u oblozi elektrode, tipu obloge i bazinosti troske. Ovako definirani moe biti
100 220 %
i
K =
100 %
n
i
e
G
K
G
=
t
K ... koeficijent taljenja
g
K ... koeficijent gubitaka
i
K ... koeficijent iskoritenja
t
G ... masa istaljenog metala (potroenog dodatnog materijala)
n
G ... masa nataljenog materijala (prenesenog metala na radni komad)
I ... jaina struje
t ... vrijeme taljenja elektrode
e
G ... masa jezgre elektrode
2-9
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.1.6 OSNOVNA PRAVILA U IZBORU ELEKTRODE
~ najvaniji izbor: prema svojstvima osnovnog materijala i zahtjeva na zavareni spoj
~ ZA ZAVARIVANJE NELEGIRANIH ELIKA
- prema mehanikim svojstvima osnovnom materijala
- vlana vrstoa, istezljivost i ilavost metala zavara moraju biti jednake ili vee nego kod
osnovnog materijala
- za poveanu ilavost se odabire bazina elektroda
- za zavarivanje debelih materijala i ukruenim konstrukcija ili fosforom i sumporom
oneienih elika u pravilu se bira bazina elektroda
~ ZA ZAVARIVANJE NISKOLEGIRANIH ELIKA
- prema mehanikim svojstvima i kemijskom sastavu osnovnog materijala i to tako da metal
zavara ima ta ili bolja svojstva
- kod debelih materijala, krutih konstrukcija i veih sklonosti prema zakaljivanju prednost
imaju niskolegirane elektrode s bazinom oblogom
~ ZA ZAVARIVANJE NELEGIRANIH S NISKOLEGIRANIM ELICIMA
- kod sueljenih spojeva bira se elektroda koja odgovara manje-vrijednom materijalu, a kod
kutnih spojeva bira se elektroda prema vie-vrijednom materijalu
~ ZA ZAVARIVANJE VISOKOLEGIRANIH ELIKA
- prema kemijskom sastavu i mehanikim svojstvima osnovnog materijala, i to tako da metal
zavara ima ista ili bolja navedena svojstva
~ ZA ZAVARIVANJE VISOKOLEGIRANIH ELIKA S NISKOLEGIRANIM ILI NELEGIRANIM ELICIMA
- redovito se bira visokolegirana austenitna elektroda
~ ZA ZAVARIVANJE SIVOG LIJEVA NA HLADNO
- najpogodnije su nikal-elektrode, zatim bakar-nikal-elektrode i eljezo-nikal-elektrode
- najslabije su bazine elektrode (iako se i s njima u odreenim sluajevima moe zavarivati)
~ ZA ZAVARIVANJE OBOJENIH METALA
- nema velikog izbora, pa se i ne moe znaajno pogrijeiti
~ ZA NAVARIVANJE ELIKA
- irok izbor odgovarajuih elektroda
~ IZBOR ELEKTRODE S OBZIROM NA TEHNOLOKA SVOJSTVA
- zavarivanje u prisilnim poloajima: tanko i srednje obloene elektrode
- zavarivanje korijena zavara na cjevovodima: celulozne elektrode
~ IZBOR STURJE I IZBOR ELEKTRODA
- transformatori: rutilne i kisele elektrode (za rad s izmjeninom strujom)
- ispravljai i pretvarai: sve vrste elektroda (za rad s istosmjernom strujom)
- za visokolegirane elektrode se primjenjuje istosmjerna struja
~ PROMJER ELEKTRODE
- odabire se prema debljini osnovnog materijala (tako da se moe izvriti dobro provarivanje
korijena zavara) i poloaju zavarivanja, na osnovi iskustva
~ JAKOST STRUJE
- s obzirom na promjer, vrstu elektrode i poloaje zavarivanja
- prema preporukama proizvoaa i prema iskustvu
~ IZBOR ELEKTRODE S OBZIROM NA EKONOMINOST
- promatra se koeficijent taljenja, koeficijent gubitaka i koeficijent iskoritenja elektrode
2-10
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.1.7 OSNOVNA PRAVILA U RUKOVANJU ELEKTRODAMA
~ prilikom prijenosa i transporta elektrode se ne smiju bacati
~ moraju se uskladititi u suhoj prostoriji koja se treba zagrijavati tako da unutranja temperatura
uvijek bude vea od vanjske
~ zahrale, masne, oteene ili nepoznate elektrode ne smiju se upotrebljavati u zavarivanju
~ elektrode dobro zatvorene od pristupa zraka, u nepoderanoj polietilenskoj vreici ili limenoj
zalemljenoj kutiji ne treba prije upotrebe suiti; sve ostale treba, osobito pri zavarivanju konstrukcija
koje zahtijevaju visoku klasu kvalitete spoja
~ ako se zavaruje u vlanom prostoru, elektrode treba drati na suhom mjestu
~ bazine elektrode koje su due od 4 sata u otvorenoj kutiji, smatraju se vlanima
~ vlane elektrode prepoznajemo po zvuku udara jedne elektrode o drugu (suhe = otar i visok zvuk;
vlane = dubok zvuk); kod zavarivanja se uju male eksplozije i pucketanje i vlaga se moe isparavati
u vidu bijele pare
~ suenje elektroda se vri u posebnim peima za suenje s mogunosti regulacije temperature suenja
koju preporua proizvoa
~ zavariva bi na radnom mjestu trebao imati posebnu prijenosnu penicu u kojoj se odrava
temperatura (
o
) tako sa za vrijeme rada ne doe do vlaenja elektrode 60 100 C
~ elektroda se ne smije uzimati masnim rukavicama (masnoa uzrokuje poroznost u zavarenom spoju)
~ ako su elektrode jako stare mogu se na povrini obloge primijetiti mali bijeli kristali (rezultat
kemijskih reakcija sastavnih dijelova obloge) ne smiju se zavarivati vani spojevi
2-11
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.2 PRIPREMA SPOJEVA ZA ZAVARIVANJE
~ SPOJ = mjesto spajanja zavarivanjem dva ili vie dijelova
~ rubovi materijala prije zavarivanja moraju biti tako oblikovani da se prilikom montae ostvari
potreban oblik lijeba
~ oblik lijeba ovisi najvie o:
- debljini materijala
- postupku zavarivanja
- dostupnosti spoja
~ SUELJENI SPOJEVI = elementi se pozicioniraju tako da su njihove osi ili ravne u istom pravcu ili
paralelne
~ KUTNI SPOJEVI = dijelovi su postavljeni tako da se njihove osi sijeku pod nekim kutem
~ PREKLOPNI SPOJEVI = osi dijelova koji se spajaju se paralelno razmaknute
~ da bi se omoguilo spajanje materijala po itavoj debljini, samo s jedne strane, u lijebu se ostavlja
razmak
~ kada je debljina materijala vea, sam razmak nije dovoljan, ve se rubovi skoavaju da se omogui
pristup elektrinog luka donjem rubu lijeba
~ zaravnavanje na rubu skoenja izvodi se radi preciznijeg odravanja zadanog razmaka meu
rubovima lijeba
~ veliina skoenja kod V-spoja ovisi o postupku zavarivanja:
- to je izvor topline koncentriraniji to kut otvora moe biti manji
- to je izvor topline jai debljina elementa koji se zavaruje moe biti vea
~ za deblje komade, kojima to pristup onemoguava, koristi se X-spoj (lijeb)
- zavarivanje se izvodi s dvije strane (nedostatak)
- postie se uteda u koliini utroenog dodatnog materijala u odnosu na V-spoj
- manje su deformacije
~ ako se primjeni dvostruki U-spoj, jo je vea uteda na dodatnom materijalu ali je cijena izrade ovog
lijeba vea, pa se on primjenjuje samo kod veih debljina
Slika 2.5 osnovne vrste spojeva za zavarivanje
2-12
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
1. STRANICA LIJEBA je bona povrina lijeba moe biti: |, /, )
2. KORIJEN LIJEBA je najue mjesto lijeba otar ili odrezan
3. GRLO LIJEBA razmak u najuem mjestu lijeba
4. VISINA GRLA LIJEBA visina ravnog dijela korijena lijeba
5. OTVOR LIJEBA najire mjesto lijeba
6. KUT OTVORA LIJEBA kut pod kojim je pripremljen lijeb
6'. KUT ZAKOENJA polovina kuta otvora lijeba
7. OSNOVNI MATERIJAL materijal dijelova koji se zavaruju
8. KORIJEN ZAVARA dio zavara u korijenu lijeba
9. LICE ZAVARA povrina zavara (nalije = suprotno licu)
10. UVAR dio osnovnog materijala istaljen pri zavarivanju
11. ZONA UTJECAJA TOPLINE (ZUT) zona neistaljenog osnovnog
materijala u kojoj je struktura izmijenjena zbog utjecaja topline
12. IRINA ZAVARA razmak rubova zavara
13. NADVIENJE ZAVARA visina izboine zavara iznad povrine
osnovnog materijala
14. BLAGI PRIJELAZ ZAVARA blago prelaenje izboine zavara u
osnovni materijal
15. OTRI PRIJELAZ ZAVARA strmo prelaenje
16. VISINA KUTNOG ZAVARA "a"
17. SLOJ ZAVARA jedan sloj dobiven pri jednom prolazu (vieslojno =
vie prolaza)
18. POKROVNI SLOJ zavrni sloj zavara s lica ili s nalija
19. NAVAR navareni metal na osnovni materijal
2-13
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.3 POLOAJI ZAVARIVANJA
~ najlake je zavarivanje izvoditi u POLOENOM POLOAJU
~ u svim ostalim poloajima znatno je sloenije uravnoteiti sile u luku i djelovanje gravitacije na
talinu da bi se dobio najpogodniji oblik zavara
~ REL, TIG, MIG/MAG, PLINSKO ZAVARIVANJE u svim poloajima
~ EPP ne izvodi se u vertikalnom ili nadglavnom poloaju
~ EPT izvodi se iskljuivo u vertikalnom poloaju
~ PRINUDNI POLOAJI
- vertikalno, horizontalno-vertikalno, nadglavno
- elektrodu treba postaviti tako da sile u luku podravaju talinu i trosku za vrijeme rada i suprotstavljaju
se sili gravitacije
~ kutni spojevi se mogu izvoditi u svim prostornim poloajima (za potpuno provarivanje po itavoj
duljini potrebno je skoenje rubova)
Slika 2.6 zavarivanje V-spoja u vodoravnom poloaju (horizontalni, poloeni poloaj)
2-14
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
Slika 2.7 zavarivanje V-spoja u vertikalnom poloaju
Slika 2.8 zavarivanje V-spoja u zidnom poloaju (horizontalno-vertikalni)
Slika 2.9 zavarivanje V-spoja u nadglavnom poloaju
2-15
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2-16
2.4 PARAMETRI ZA ZAVARIVANJE
~ kod REL zavarivanja, operater bira samo jedan parametar na ureaju za zavarivanje, a to je STRUJA
ZAVARIVANJA
~ STRUJA ZAVARIVANJA
ovisi o promjeru elektrode koja e se koristiti (ovisno o debljini materijala radnog komada,
vrsti ice jezgre elektrode, te o poloaju zavarivanja)
pri zavarivanju obinim elinim obloenim elektrodama: ( ) 30 40 I d =
u sluaju zavarivanja u prisilnim poloajima struja navedena u podacima proizvoaa se
smanjuje za 15 20 %
~ NAPON ELEKTRINOG LUKA
definirana i nepromjenjiva veliina:
0
60 V U = ; 18 26 V
z
U =
~ DULJINA LUKA
ovisi o promjeru elektrode i tipu obloge
rutilne, kisele i celulozne obloge: L d =
bazine obloge: (luk ima manju duljinu zbog tee ionizacije posljedica obloge) 0, 5 L = d
~ u sluaju da struja zavarivanja nije dobro postavljena (odabrana), oblik zavara se mijenja, kao i
dubina penetracije
Slika 2.10 utjecaj struje zavarivanja na oblik navara (zavara)
~ mala struja zavarivanja = navar ima nadvien oblik i uzak je; rastaljeni metal je relativno hladan, nema
dobrog razlijevanja, a niti zagrijavanja osnovnog metala mala penetracija
~ velika struja zavarivanja = protaljuje osnovni materijal duboka penetracija; irok razliven navar jer
postoji velika koliina taline niske povrinske napetosti (karakteristika zavara: uz rubove postoje
ugorine)
~ odgovarajua struja zavarivanja = navar (zavar) ima zadovoljavajuu penetraciju, malo nadvienje i
blage prijelaze na osnovni materijal
~ na oblik zavara jo utjee i TEHNIKA RADA jednolikost brzine zavarivanja, jednolikost irine
poprenog njihanja elektrode
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.4.1 UTJECAJ NAGIBA ELEKTRODE
~ elektrodu treba voditi okomito na talinu = najkrai luk vrlo vano kod bazinih elektroda
(osjetljive na duljinu luka)
~ rutilne ili kisele elektrode dozvoljavaju otklon
o
15 20 od okomite osi; ako je otklon vei, smanjuje
se dubina penetracije jer se sile elektrinog luka rastavljaju u dvije komponente
~ osobito nepovoljan je negativan nagib jer jedna komponenta sila luka gura rastaljeni metal i trosku
na jo nezagrijan osnovni metal gdje se oni mijeaju i brzo skruuju
Slika 2.11 nagib elektrode pri zavarivanju
Slika 2.12 prikaz utjecaja nagiba elektrode ovisno o obliku lijeba i poloaja zavarivanja
2-17
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.4.2 GREKE
~ poroznost
- nepravilna tehnika rada
- neodgovarajua duljina elektrinog luka
- nepravilno prekidanje i nastavljanje zavara
- vlana obloga elektrode
- strujanje zraka
~ nedovoljna penetracija i naljepljivanje
- prebrzo voenje elektrode
- premala struja
- puhanje elektrinog luka
~ ukljuci troske
- loe ienje izmeu slojeva
- nepravilno i prejako njihanje elektrode
~ loa geometrija zavara
- neadekvatna tehnika rada
- loi parametri
2-18
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
2.5 MEHANIZIRANI POSTUPCI ZAVARIVANJA
~ u cilju poveanja produktivnosti zavarivanja obloenim elektrodama, uvedene su neke varijante
postupaka koje obuhvaaju:
1. GRAVITACIJSKO ZAVARIVANJE
GRAVITATOR - ureaj kod kojeg obloena elektroda, veeg promjera ( 5 8 ) i duljine
( 700
mm
900 mm ) uhvaena u klijetima za zavarivanje, oslonjena na oblogu,
klizi po pici gravitatora dok se potpuno ne rastali i automatski prekine luk
- ovjek je potreban samo za ulaganje nove elektrode i uspostavljanje luka, a
daljnji proces pomicanja elektrode odvija se uslijed djelovanja sile gravitacije
Slika 2.13 gravitaciono zavarivanje
2. KONTAKTNO ZAVARIVANJE
- koriste se sline elektrode kao kod gravitacijskog zavarivanja, ali su obloge prilagoene
zavarivanju pod znatno manjim nagibom elektrode
- ureaj se sastoji od magnetskih draa, te poluno-oprunog mehanizma s klijetima koji
odrava odreeni nagib elektrode sve dok se ona ne rastali
- zavariva umee novu elektrodu, premjeta ureaj na novi poloaj i ponovo uspostavlja novi luk
Slika 2.14 kontaktno zavarivanje
2-19
by Marin Varenina
Zavarivanje I Runo elektroluno zavarivanje
3. ZAVARIVANJE POD LETVOM
- za sueljene i kutne spojeve duljine do 2 m
- zavarivanje se izvodi elektrodama poloenim uzdu spoja prekrivenih bakrenom letvom
- elektroda je na jednom kraju spojena na izvor struje, a na drugom se uspostavlja luk koji se
odrava izmeu radnog komada i elektrode, a pokriven je troskom i bakrenom letvom
Slika 2.15 zavarivanje pod letvom
2-20
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
3. ELEKTROLUNO ZAVARIVANJE POD PRAKOM (EPP)
~ elektroluni postupak
~ elektrini luk se odrava izmeu kontinuirane taljive elektrode (ica) i radnog komada i on je u toku
procesa prekriven slojem praka i troske koja nastaje taljenjem dijela tog praka
~ praak titi rastaljeni metal od djelovanja okolne atmosfere, sprjeava naglo hlaenje zavara i
oblikuje zavar
~ praak ima utjecaja i na kemijski sastav metala zavara
~ u procesu ostvarivanja spoja sudjeluje vei postotak osnovnog materijala nego kod REL zavarivanja
Slika 3.1 shema EPP zavarivanja
Slika 3.2 proces taljenja metala pri EPP zavarivanju
~ priprema za zavarivanje se izvodi u ovisnosti o debljini osnovnog materijala:
- I -spoj za debljine do priblino 12 mm
- Y -spoj za debljine vee od 10 mm
3-1
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
Slika 3.3 izgled presjeka zavara pri EPP zavarivanju nakon skruivanja taline
~ najee se primjenjuje MEHANIZIRANA varijanta postupka:
- mehanizirano je dodavanje elektrodne ice i pomicanje u smjeru zavarivanja
- uloga operatera:
pozicioniranje pitolja
provjera praka
ukljuiti ureaj
kontrolirati napon (voltmetar)
~ poluautomatski ureaji runo voenje glave
~ namjena postupka: prvenstveno za zavarivanje i navarivanje debljih i duljih spojeva (u gradnji spremnika, za
eline konstrukcije, brodogradnje, avne cijevi veih promjera, navarivanje nehrajuih
elika na nelegirani elik, ...)
~ zavaruju se najee nelegirani i niskolegirani konstrukcijski elici, te visokolegirani elici
~ primjena ovog postupka je ekonomina za zavarivanje spojeva duih od 0, 5 m , te za limove deblje
od 10 mm; primjenjiv je i na tanjim (debljine od 2 mm )
~ zavaruje se u poloenom poloaju ili u posebnim sluajevima u H-V (horizontalno-vertikalnom)
poloaju (npr. gradnja plata rezervoara - Slika 3.4)
Slika 3.4 primjena EPP zavarivanja u H-V poloaju (npr. gradnja plata rezervoara)
Slika 3.5 shematski prikaz zavarivanja krunih spojeva velikih promjera
3-2
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
~ elektroda (pobakrena za zavarivanje elika):
- ica punog presjeka promjera 2 6 mm
- traka (Slika 3.6)
Slika 3.6 primjena elektrode u obliku trake za navarivanje
~ izbor zatitnog praka ovisi o:
- vrsti materijala
- debljini lima, odnosno vrsti spoja
- svojstvima povrine lima
- parametrima zavarivanja
~ po kemijskom sastavu prakovi su vrlo slini sastavu obloge kod obloenih elektroda i imaju istu
funkciju:
- zatita taline
- stabilizacija elektrinog luka
- metalurki utjecaj
- postizanje boljih mehanikih svojstava
~ prema nainu proizvodnje razlikujemo:
TALJENE proizvode se taljenjem u elektrolunim ili plinskim peima pri temperaturi iznad
o
1500 1600 C
rastaljena masa lijeva se u vodu gdje se talina skruuje u obliku grumena koji se kasnije
sue i drobe na potrebnu veliinu
prednosti: nisu higroskopni za razliku od aglomeriranih (koje treba ih suiti)
nedostaci: nain proizvodnje treba vie energije i izaziva se prilino zagaenje okoline
AGLOMERIRANE dobivaju se vezivanjem sitno mljevenih komponenti, a kao vezivo slui neka vrsta
vodenog stakla
SINTERIRANE
MIJEANE sastoje se od dva ili vie tipova praaka
3-3
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
3.1 UTJECAJ PARAMETARA NA OBLIK ZAVARA
~ parametri zavarivanja:
- struja zavarivanja ( ) 600 800 A
- napon na elektrinom luku ( ) 25 40 V
- brzina zavarivanja ( ) 16 40 m h
~ napon praznog hoda ( ) je vei nego kod REL-a jer se tee uspostavlja elektrini luk
0
100 V U =
~ konani oblik spoja ovisi o zajednikom djelovanju tih parametara
~ promjena jednog parametra izaziva odmah i promjenu ostalih parametara (Slika 3.7)
~ ostali parametri koji utjeu na oblik zavara:
- slobodna duljina ice
- mjesto prikljuka mase na radni komad
- nagib radnog komada
Slika 3.7 utjecaj parametara zavarivanja na oblik zavara
3-4
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
3.2 GREKE KOD EPP ZAVARIVANJA
~ porozitet:
- neistoe
- vlaga
- kontaminirani praak
- korodirana elektroda
- nedovoljna koliina praka
- neistoe u praku
~ ukljuci praka:
- loa priprema spoja
- loi parametri
~ nepravilna geometrija:
- loi parametri
- velika koliina taline
- problem kod dovoenja praka
- loe voenje "traktora"
3.3 USPOREDBA EPP ZAVARIVANJA S REL POSTUPKOM
~ prednosti:
- do 15 puta povean uinak zbog bitno vee gustoe struje u elektrodi (
2
40 50 (80) A mm EPP;
2
10 15 A mm REL)
- manji utroak dodatnog materijala, jer u ostvarivanju spoja vie sudjeluje osnovni materijal zbog vee
penetracije (kutni spojevi mogu biti manjih dimenzija i time se smanjuju deformacije)
- manji otpad dodatnog materijala
- specifino je manji utroak elektrine energije jer je elektrini luk pokriven slojem praka koji sprjeava
radijacijske gubitke
- elektrini luku je pokriven = nije potrebna zatita za oi = laki rad, radnik se manje umara
- manje zagaivanje okolne atmosfere
- poveana i ujednaena kvaliteta zavara
~ nedostaci:
- zbog velike taline i sporijeg hlaenja vee je zrno u strukturi zavara, to uvjetuje loiju ilavost spoja
- mogua vea sistematska greka zbog nemogunosti praenja luka
- nije pogodan za sve poloaje zavarivanja
- nije prikladan za tanje limove i krae zavare
- osiguranje kvalitetnog poetka i zavretka zavara omogueno je primjenom produnih, ulazno-izlaznih
ploica koje se nakon zavarivanja odstranjuju s konstrukcije
- visoka cijena ureaja
3-5
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
3.4 PODLOGE PRI ZAVARIVANJU PRVOG SLOJA
~ PODLOGE = profilirani dijelovi postavljeni uz spoj s donje strane lijeba koji e biti zavarivan tako
da osiguravaju pravilno oblikovanje prvog tzv. korijenskog sloja to je najkritinija
operacija potrebno je uravnoteiti brojne sile koje djeluju na talinu uz zahtjev da se
osigura potpuna penetracija, bez prevelikog nadvienja i ugorina
~ primjenom podloge ostvaruju se ekonomsko-tehnoloke prednosti:
- mogunost zavarivanja samo s jedne strane, bez okretanja dijelova ili itave konstrukcije (nii
trokovi)
- mogunost zavarivanja limova veih debljina samo u jednom prolazu, s jedne strane uz
upotrebu automata za zavarivanje
- mogunost izvoenja kvalitetnog zavara na konstrukcijama gdje je druga strana spoja teko
pristupana
- mogunost izostavljanja lijebljenja i ponovnog zavarivanja - znatno utjee na vrijeme i
ukupne trokove izrade
- primjenom podloga pojednostavljuje se priprema zavarenog spoja - tolerancije pripreme
postaju manje kritine
- toplinska izolacija (nemetalne podloge) povoljno utjee na smanjenje kutnih deformacija
spoja (izjednauje se brzina hlaenja na licu i korijenu zavara)
- mogunost rada s poveanim parametrima - manje slojeva i krae vrijeme
3.4.1 PODJELA PREMA VRSTI MATERIJALA
I] METALNE PODLOGE (dvije osnovne grupe)
a) podloge koje nakon zavarivanja ine sastavni dio spoja i konstrukcije
- potpuno se tale i ulaze u metal zavara ili bivaju djelomino rastaljene i ostaju
privarene uz spoj (sluaj pri primjeni traka iz elinih materijala)
- nedostatak spojeva izvedenih uz primjenu trakastih podloga je loa dinamika
izdrljivost (trake djeluju kao koncentratori naprezanja) koriste se samo gdje
nema dinamikih naprezanja
b) podloge koje pridravaju talinu pri zavarivanju, a poslije se uklanjaju s mjesta spoja za
eline materijale
- ta podloga je najee od bakra i moe biti hlaena vodom
- za aluminij i aluminijske legure, te podloge su od nehrajuih elika (bakrene bi
mogle izazvati koroziju)
II] PODLOGE IZ PRAKA ZA ZAVARIVANJE I OSTALIH PRAKASTIH MATERIJALA
- praak moe biti:
rastresit
rastresit omotan tkanjem
povezan vezivom u elatinastu masu
kompaktan
- nedostatak podloga iz rastresitog praka: primjena samo za vodoravni poloaj
- krute podloge iz briketiranog ili sinteriranog praka izrauju se u vie slojeva iz razliitog
materijala gdje svaki ima posebna svojstva i ulogu esto kombinacija praka i bakra
- fleksibilne podloge iz praka povezanog elatinastim vezivom imaju prednost da pri
postavljanju mogu pratiti zakrivljenost konstrukcije, ali nedostatak im je osjetljivost pri
rukovanju (esta oteenja povrine)
3-6
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
3-7
III] KERAMIKE PODLOGE
- s razliitim oblicima utora i u razliitim veliinama
- mogu biti higroskopne (mogua pojava poroznosti u zavarenom spoju) ili otporne na
vlagu, ovisno o vrsti keramike i nainu proizvodnje
IV] PODLOGE IZ STAKLA
- mogu biti:
KRUTE (obino prozorsko staklo)
ELASTINE (iz staklenog tkanja u vie slojeva)
- vieslojne podloge se esto kombiniraju s drugim vatrootpornim materijalima (npr.
prakom za zavarivanje, azbestom, keramikom)
- upotreba: uglavnom za tanje limove zbog manjeg toplinskog kapaciteta staklenog tkanja
(manja unesena koliina topline i manja talina)
- openito nemetalne podloge su lagane za rukovanje, posjeduju odreenu fleksibilnost
(prednost pri primjeni u terenskim uvjetima), ne postoji opasnost od provarivanja
- sistemi privrivanja zahtijevaju minimalno vrijeme postavljanja (uklanjanja) nemetalnih
podloga
~ pri zavarivanju specijalnih materijala potrebno je voditi brigu o moguim metalurkim reakcijama
~ prema djelovanju na metal zavara podloge mogu biti:
AKTIVNE (djelujui na kemijski sastav zavara)
NEUTRALNE .
S DODACIMA METALA (radi poveanja uinka)
3.4.2 NAINI PRIVRIVANJA PODLOGA
~ utjeu na ukupnu ekonominost primjene
~ tei se primjeni to jednostavnijeg naina
~ u primjeni su slijedei naini privrivanja:
MEHANIKO-PNEUMATSKE NAPRAVE (Slika 3.8)
MAGNETSKI ILI VAKUUMSKI DRAI (Slika 3.9)
OPRUNE ICE (Slika 3.10)
SAMOLJEPLJIVE TRAKE (Slika 3.11)
Slika 3.8 naini privrenja podloga
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
Slika 3.9 princip privrivanja podloga magnetima ili vakuumskim draima
Slika 3.10 princip privrivanja podloga oprunom icom
Slika 3.11 princip privrivanja podloga samoljepljivom trakom
~ najee se primjenjuju keramike podloge duine 25 30 mm na aluminijskoj foliji sa slojem
ljepila kao elementom za privrenje:
- ove podloge omoguuju prilagodljivost obliku radnog komada
- postavljanje je kratkotrajno
- dodatno osiguravaju korijensku stranu od utjecaja atmosfere
- zahtijevaju umjereno ienje sloja povrinskih oksida i neistoa
- ogranienje: nosivost podloge s obzirom na masu taline te otpornost ljepila na poviene temperature
(samoljepljive trake su otporne na temperature do
o
500 C )
3-8
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod prakom
~ MAGNETSKO PRIVRENJE
- samo za feromagnetske materijale
- jednostavna metoda, zahtjeva primjenu vie ili manje fleksibilnih okvira u koje se stavljaju
elementi krutih keramikih podloga ili podloga iz briketiranog praka za zavarivanje
- naini privrenja:
s parom magnetskih draa poprijeko na spoj
s jednim magnetom i oprunim draem zahtjeva znatno vie magneta i pogodnija je za
neravne povrine
- magnetski drai mogu biti razliitog geometrijskog oblika
- nedostatak: - na povienim temperaturama gube magnetizam
- izazivaju magnetsko puhanje luka
~ VAKUUMSKI STEZAI
- pogodni za sve vrste materijala (osobito aluminijske legure)
- zahtijevaju dobro obraenu povrinu za nalijeganje vakuumskih elemenata
~ PRIVRENJE OPRUNIM ICAMA
- jednostavno rjeenje za privrenje keramikih podloga koje moraju imati provrte za
umetanje ice nije potrebna primjena nosivih okvira
~ MEHANIKO PRIVRAVANJE KLINOVIMA ILI VIJCIMA
- dugotrajna operacija
- rijetko se koristi
~ PNEUMATSKO PRIVRENJE
- jednostavan i brz nain
- skupa izrada elemenata pa se koristi samo kod nepromjenjivih radnih mjesta u linijskoj
proizvodnji
~ oblici utora podloge ovise o namjeni podloge i vrsti postupka zavarivanja
~ prema primjenjivosti postoji bitna razlika izmeu grupe metalnih podloga i ostalih grupa podloga
(nemetalne)
~ metalne podloge:
- teke, relativno skupe u izradi, nedovoljno prilagodljive zakrivljenim ili neravnim povrinama
- zahtijevaju primjenu dodatnih, skupih, glomaznih i sloenih naprava
- primjena: samo na nepromjenjivim radnim mjestima
- ako se ne koriste dodatne naprave, podloge se privruju prihvatnim zavarivanjem (zahtjeva
dodatni rad na uklanjanju tragova njihove primjene)
~ keramike podloge zbog svoje relativne jednostavnosti proizvodnje i rukovanja imaju najiru primjenu
3-9
by Marin Varenina
Zavarivanje I TIG zavarivanje
4. T.I.G. ZAVARIVANJE
= Tungsten (wolfram) Inert Gas
~ elektroluni postupak zavarivanja gdje se toplinom osloboenom u elektrinom luku koji se
uspostavlja izmeu elektrode nainjene iz wolframa i radnog komada tali osnovni, a po potrebi i
dodatni materijal
~ princip rada:
- RUNO ZAVARIVANJE
- POLUAUTOMATIZIRANO ZAVARIVANJE
- gotovo isto kao i kod runog principa zavarivanja, s tim da se pritiskom na dugme na
pitolju, osim opisanog procesa ukopa i elektromotor sustava za dovod ice koji ju dovodi
pod elektrini luk gdje se tali zajedno s osnovnim materijalom
- ROBOTIZIRANO ZAVARIVANJE
- pitolj i sistem za dodavanje dodatnog materijala u obliku ice se privrste na ruku robota
~ mjesto zavarivanja (rastaljeni osnovni materijal, dodatni materijal, zagrijani vrh elektrode) se titi od
tetnog djelovanja okolne atmosfere inertnim plinovima
Slika 4.1 shematski prikaz kompletnog ureaja za TIG zavarivanje
Slika 4.2 shematski prikaz TIG postupka
4-1
by Marin Varenina
Zavarivanje I TIG zavarivanje
~ wolframova elektroda slui iskljuivo za uspostavljanje i odravanje elektrinog luka
- izrauju se od istog wolframa, ili ee od wolframa legiranog s malim dodacima ( 1 2 % ) torijevog
ili cirkonijevog oksida olakavaju uspostavljanje luka, stabiliziraju luk, osobito pri malim jakostima
struje, smanjuju eroziju vrha elektrode, te poveavaju dozvoljeno strujno optereenje
- vrh elektrode mora biti bruenjem pripremljen na pravilan oblik ovisno o vrsti i veliini struje, te
zahtjevima na zavar (Slika 4.3)
- ; 0, 8 9, 5 mm
e
d = 200 mm L =
- ne smije se taliti ("netaljiva") uslijed erozije vrha, te njegovom prljanju u sluaju mehanikog kontakta
s radnim komadom (bruenjem se mora ukloniti), ona se postupno troi ( 170 ) mm 30 h rada
- pravilnim optereenjem osigurava se dui vijek trajanja, te se smanjuje oneienje zavara wolframom,
a izraunava se pomou slijedeeg izraza:
100
elektroda
I k =
elektroda
... promjer elektrode ( ) 0, 5; 1, 0; 1, 6; 2, 4; 3, 2; 4, 0; 6, 4; 8, 0
k ... koeficijent optereenja ovisi o vrsti elektrode ( 0, 3 1 )
- temperatura talita wolframa je vrlo visoka ( 3700 K ) pa se u zatiti argona ne tali kod zavarivanja, na
zraku oksidira kod temperatura 670 K > , u duiku nitrira kod temperatura 1700 K > , u ugljinom
dioksidu oksidira kod temperatura 970 K >
Slika 4.3 oblik vrha elektrode i veliina zagrijanosti vrha te oblik zavara u ovisnosti o vrsti struje
VRSTA STRUJE
ZAVARIVANI (OSNOVNI)
MATERIJAL
NAPOMENA
istosmjerna
elektroda (-) pol
svi materijali osim aluminija i
magnezija i njihovih legura
mogunost najveeg
optereenja elektrode
izmjenina
ili
impulsna
aluminij i magnezij
i njihove legure
mogue uklanjanje oksida s
povrine osnovnog materijala
istosmjerna
elektroda (+) pol
posebni sluajevi
vrlo malo dozvoljeno
optereenje elektrode
~ parametri:
- vrsta elektrine struje
- jakost struje zavarivanja
- napon struje zavarivanja
- koliina zatitnog plina
- brzina zavarivanja
4-2
by Marin Varenina
Zavarivanje I TIG zavarivanje
~ prednosti:
- primjenjiv za zavarivanje svih materijala
- nema rasprskavanja kapljica
- zavarivanje u svim poloajima
- zavarivanje u radionici i na terenu
- visoka kvaliteta zavara
- nema troske, dima i isparavanja
- raspon debljina okvirno 1 6 mm
- brzina dodavanja dodatnog materijala je nezavisna o energiji elektrinog luka
- mogunost automatizacije
~ nedostaci:
- neekonominost za vee debljine (mala koliina nataljenog materijala)
- otean rad na otvorenom (vjetar!)
- kvalitetna priprema spoja (geometrija, odmaivanje)
- istoa povrine
- utjecaj ljudskog faktora: zavariva
- cijena plina (ako nisu optimizirani parametri!)
~ greke:
- ukljuci wolframa loa tehnika rada, kontakt elektrode i radnog komada ili dodatnog materijala, prejako
optereenje elektrode
- loa geometrija zavara neadekvatna tehnika rada, loi parametri
- "crni zavar" uslijed loe zatite argonom na povrini zavara nastaje neka vrsta crnog nanosa (zbog
neistog argona ili nedovoljne zatite prouzroene premalim protokom argona,
propuhom ili predugakim lukom)
specifina pojava kod zavarivanja aluminija i legura
~ primjena:
- aluminij i legure
- magnezij i legure
- titan i legure
- bakar i legure
- nehrajui elici
- nelegirani i niskolegirani elici (korijen!!!)
4-3
by Marin Varenina
Zavarivanje I TIG zavarivanje
4.1 TEHNIKA RADA
~ uvjet: treba imati dovoljno kupke inae e doi do naljepljivanja i puno greaka
~ tehnika zavarivanja: lijeva tehnika pitolj u desnoj ruci, dodatni materijalu lijevoj, smjer zavarivanja
je s desna na lijevo (Slika 4.4)
o
10 20
o
75 80
6 10 mm
3
5
m
m
Slika 4.4 poloaj pitolja i ice kod runog TIG zavarivanja
~ na poetnom mjestu zavarivanja se uspostavi elektrini luk i njime se zagrijava osnovni materijal sve
do stvaranja taline. Tada se u odreenom trenutku pitolj povue natrag, ali tek toliko da toplina
luka djeluje na talinu, koja treba biti dobro zatiena plinom. Istodobno, s povlaenjem pitolja, vrh
ice se dovede (doda) u prednji rub taline. ica se od topline taline i blizine elektrinog luka
trenutno rastali. Potom se ica povue natrag, izvan taline i elektrinog luka, ali ne i iz zone
djelovanja zatitnog plina. Istodobno s povlaenjem ice kree se s pitoljem naprijed u daljnje
zagrijavanje i pretaljivanje osnovnog materijala na spoju, ... proces se ponavlja
~ talina ne smije "bjeati" ispred elektrinog luka na hladni i nepretaljini materijal, jer moe doi do
greke u obliku naljepljivanja est sluaj kod bakra (odvoenje topline znatno, a talina vrlo itka)
4.1.1 USPOSTAVLJANJE I PREKIDANJE ELEKTRINOG LUKA
~ prije poetka zavarivanja preporuuje se provjera parametara zavarivanja na pomonoj ploici:
- pitolj e se osuiti od eventualne vlage, nastale od kondenzata na pitolju hlaenim vodom
- nakon promjene ili bruenja elektrode, vrh elektrode se dovede u najpovoljniji oblik
- uklanja se manje oneienje vrha wolframove elektrode tako da ono ispari
~ uspostavljanje elektrinog luka:
DOTICANJEM ELEKTRODOM RADNI KOMAD
- mogue je , ali se izbjegava zbog oteenja elektrode i ukljuivanja wolframa u zavar
UZ POMO VF GENERATORA
- izvor struje dodatno je opremljen visokonaponskim generatorom koji je paralelno spojen u
krug struje zavarivanja, funkcija mu je da kod primaknutog vrha elektrode radnom komadu
visokim naponom "prebaci" elektrinu iskru i tako omogui poetnu ionizaciju te
uspostavljanje elektrinog luka
- kod zavarivanja izmjeninom strujom u prolazu kroz nulto podruje, gdje se elektrini luk
teoretski gasi, ova visokonaponska struja pomae stabilnosti elektrinog luka
- proizvedeni visoki napon visoke frekvencije nije opasan za radnika zbog "skin"-efekta
UZ POMO LIFT-ARC-START UREAJA
- umjesto visokonaponskog generatora
- dodatak izvoru struje koji omoguuje da prilikom dodira elektrode i radnog komada ne
potee odmah radna struja zavarivanja, koja bi otetila elektrodu i uzrokovala pogreku u
zavarenom spoju, nego se luk uspostavlja vrlo malom strujom, dok se ne postignu uvjeti za
ionizaciju i za stabilan luk. Odmah nakon toga operater podie pitolj na pogodnu
udaljenost od radnog komada, te tek tada potee struja zavarivanja
4-4
by Marin Varenina
Zavarivanje I TIG zavarivanje
~ prekidanje elektrinog luka:
- dolazi do udubljenja u zavrnom krateru, koje nastaje kao posljedica djelovanja sila u elektrinom luku
- skruivanjem i stezanjem u zavrnom krateru nastaje upljina pa i pukotina, te je nuno osigurati
popunu kratera
- prekidanje je najpovoljnije izvoditi POSTUPNO. Suvremeni ureaji graeni su tako da elektrini luk
postupno prekinu ili ga jo neko vrijeme odravaju uz manju jakost struje zavarivanja poslije
iskljuenja. Na taj nain se zavrni krater moe popuniti jer nema snanog izboja struje luka koji u
krateru stvara udubljenje popraeno sitnim pukotinama
- ukoliko na ureaju nema mogunosti za postupno prekidanje luka, postupnim smanjenjem struje
zavarivanja, prekidanje se obavlja MALIM POKRETOM PITOLJA UNATRAG, na ve skrutnuti ali jo
zagrijani dio zavara i to tako da elektrini luk svojom snagom ne rastjeruje nego popunjava zavretak
taline. Kad se elektrini luk prekine, pitolj ostaje pri zavretku sve dok zatitni plin izlazi (do 10 s )
~ poetak zavara treba uvijek promatrati kao mjesto gdje je mogua pogreka hladnog naljepljivanja, a
zavretak kao mjesto gdje su mogue sitne pukotine zbog toga tamo gdje je mogue poetak i
zavretak zavara treba izvoditi na pomonoj ploici
4.1.2 PRIPREMA SPOJEVA
~ ovisi o vrsti i debljini materijala
~ u naelu TIG postupak se primjenjuje kod zavarivanja materijala manjih debljina ( ) pa je
izbor vrste spoja jednostavan:
0, 5 6 mm
za debljine primjenjuje se spoj s povinutim rubom koji se pretaljuje bez dodavanja ice 1 1, 5 mm
za debljine priblino 2 4 mm primjenjuje se I-spoj bez razmaka u grlu lijeba (kod runog postupka
primjenjuje se razmak)
za debljine 4 6 mm primjenjuje se takoer I-spoj ali uz obavezan razmak od 2 mm
za vee debljine materijala, npr. zavarivanje korijena zavara, primjenjuje se V- i U-spoj uobiajenih
dimenzija
za kutne spojeve koristi se dodatni materijal
~ osnovno pravilo u pripremi spoja za TIG zavarivanje je besprijekorna istoa spoja. U pravilu se
obavlja odmaivanje, a preporua se i suenje spoja od vlage plamenom po povrini spoja. Za
skidanje oksida koristi se etkanje neposredno prije zavarivanja
~ povrina pripremljenog spoja mora biti to glatkija i bez srha, jer hrapave povrine poveavaju
koliinu oksida i neistoa
Slika 4.5 tipovi spojeva za TIG zavarivanje
4-5
by Marin Varenina
Zavarivanje I TIG zavarivanje
4.1.3 TIG ZAVARIVANJE VRUOM ICOM
~ dodatni materijal se dodaje mehanizirano, ica je spojena na posebni izvor struje
~ predgrijavanje ice se ostvaruje Jouleovim efektom
~ postupak se koristi kada ne smije biti prevelik unos topline, za zavarivanje osjetljivih materijala
~ prednosti:
- vea proizvodnost
- vea brzina rada
- vea koliina nataljenog materijala
~ nedostaci:
- sloen ureaj treba imati kontrolni sustav koji povezuje ureaj za zavarivanje i ureaj za kontrolu ice
+
_
Slika 4.6 shematski prikaz TIG zavarivanja vruom icom
4.1.4 ORBITALNO TIG ZAVARIVANJE
~ automatski postupak, ovjek samo glavu pozicionira na mjesto
~ primjena: cijevi, cijevne stijene, u procesnoj industriji
~ prednosti:
- nema utjecaja ljudskog faktora na postupak
- veliki broj zavara ujednaene kvalitete
~ nedostaci:
- odreen ureaj za odreen promjer cijevi (jedna glava jedan promjer)
~ zatitni plin se dovodi kroz kabel
~ elektroda rotira oko cijevi, a parametri (unaprijed podeeni) se mijenjaju kako elektroda putuje zbog
sile gravitacije
4-6
by Marin Varenina
Zavarivanje I TIG zavarivanje
4.1.5 ZAVARIVANJE ALUMINIJA
~ da bi bilo mogue kvalitetno provesti postupak zavarivanja aluminija potrebno je s njegove
povrine ukloniti koicu (
2 3
Al O ) koja nastaje oksidiranjem aluminija
~ povrinski oksid se formira brzo pa ga je teko u potpunosti ukloniti s povrine prije samog
postupka zavarivanja
~ problem je u tome to je temperatura taljenja oksida aluminija (
o
2060 C) vea nego istog metala
(
o
660 C ), dok su temperature taljenja oksida ostalih metala manje ili iste onima istog metala
~ zagrijavanje aluminija bez uklonjenog povrinskog oksida do temperature taljenja rezultirat e s
rastaljenim "bazenom" aluminija zarobljenog ispod oksidirane povrine
~ stoga se za uklanjanje povrinskog oksida u postupku zavarivanja u zatiti plinova koristi fenomen
poznat pod imenom "KATODNO IENJE"
- kada je elektroda spojena na pozitivni pol izvora istosmjerne struje elektroni putuju s radnog komada
prema elektrodi dok ioni putuju u suprotnom smjeru bombardirajui povrinu radnog komada ime se
povrinski oksidni sloj razbija i disperzira omoguujui da se materijal kvalitetno zavari
- problem koji se javlja kod ovog naina zavarivanja je taj to se elektroda pregrijava jer se 2 3 topline
generira na vrhu pozitivnog pola
- kompromis se moe postii koritenjem izmjenine struje umjesto istosmjerne ime se proces podijelio
na dva dijela. U trenutku kada je na elektrodi pozitivan pol razbija se oksidni sloj, a kada je negativan
onda se elektroda hladi
4.2 ZATITNI PLINOVI
~ zadatak zatitnog plina je da osigura prikladnu atmosferu, koja se da to lake ionizirati, te tititi vrh
elektrode i talinu od kontaminacije kisikom i drugim plinovima iz okoline
~ vrste:
ARGON - najee koriteni zatitni plin
- elici, nehrajui elici, aluminij, titan
ARGON/VODIK ( 2 5 % )
- reducirajui efekt, bolji izgled zavara, nema povrinske oksidacije
- elektrini luk je ui i ima veu energiju te omoguava vee brzine zavarivanja
- nedostatak je opasnost pojave vodikom uzrokovanih pukotina i poroznost kod aluminija
ARGON/HELIJ ( do 50 %)
- helij utjee na poveanje energije elektrinog luka, to omoguava vee brzine i bolju penetraciju
- nedostatak je visoka cijena i potekoe kod uspostavljanja elektrinog luka
ARGON + DUIK ( 1 3 % )
- zavarivanje duplex i austenitnih elika, nikal legure
za zatitu korijena se koriste zatitni plinovi: DUIK, DUIK/VODIK, ARGON
4-7
by Marin Varenina
Zavarivanje I TIG zavarivanje
4.3 IZVORI STRUJE
~ primjenjuju se ISTOSMJERNI, IZMJENINI i KOMBINIRANI izvori struje
~ izbor struje ovisi o vrsti zavarivanja:
- RUNO izvor treba imati strmo padajuu karakteristiku da se osigura priblino konstantna struja
zavarivanja neovisno o promjenama duine luka uslijed pomicanja ruke zavarivaa
- MEHANIZIRANO izvori s ravnom karakteristikom jer je osigurana konstantna duina luka
~ budui da se uspostavljanje elektrinog luka kratkim spojem kod TIG postupka izbjegava, izvori su
dodatno opremljeni visokonaponskim visokofrekventnim generatorima
~ kratak spoj wolframove elektrode i radnog komada, s jedne strane oteuje vrh pa je stabilnost luka
smanjena, a s druge strane dolazi do ukljuivanja wolframa u osnovni materijal s nepovoljnim
posljedicama po mehanika svojstva spoja
~ da bi se uspostavio elektriki luk bez kontakta izmeu vrha elektrode i radnog komada mora
postojati vrlo visok napona koji e omoguiti poetnu ionizaciju, a zbog nepoeljnosti visokog
napona sa stanovita sigurnosti primjenjuje se onaj visoke frekvencije koji zbog SKIN-EFEKTA nije
opasan za radnika (paralelno je spojen u krug struje zavarivanja i osigurava uspostavljanje
elektrinog luka)
~ mogue je uspostaviti elektrini luk kratkim spojem na pomonom komadu grafita ili bakra a zatim
se luk dok je jo zagrijan vrh elektrode prenese na radni komad (izbjegava se)
~ IMPULSNO ZAVARIVANJE (Slika 4.7):
- nain zavarivanja kojim se jakost elektrine struje ritmiki mijenja u dvije razine. U odreenom
vremenskom intervalu (
z
t ), ija duina se moe namjestiti, prolazi elektrina struja vee jakosti (
z
I ) s
kojom se tali i protaljuje, potom slijedi struja manje jakosti (
d
I ), opet u odreenom vremenskom
intervalu (
d
t ), koja doputa skruivanje pretaljenog mjesta ali ne i hlaenje. Tako se u odreenim
vremenskim razmacima ponavlja zavarivanje jaom i slabijom elektrinom strujom, a zavareni spoj
sastavljen je od niza toaka protaljivanja koje se preklapaju
- ovakav nain rada ima znaajnim prednosti pri zavarivanju osjetljivih materijala te u prisilnim
poloajima, jer se pogodnim trajanjem i amplitudom impulsa moe osigurati taljenje materijala, a dobiti
mala talina koja se nee cijediti
- ovakav nain rada je naroito prikladan za zavarivanje tankih limova
d
I
z
I
z
I
d
I
z
t
d
t
z
t
d
t
Slika 4.7 dijagram elektrine struje i vremena kod TIG impulsnog zavarivanja
4-8
by Marin Varenina
Zavarivanje I Plazma zavarivanje
5. PLAZMA ZAVARIVANJE
~ razvilo se iz TIG postupka zavarivanja, kod oba postupka se koristi netaljiva wolframova elektroda i
relativno je malo unoenje topline
~ kod zavarivanja plazmom elektroda je malo uputena u sapnicu
~ plin pod tlakom izlazi kroz mali otvor na donjem dijelu sapnice, oko tog mlaza vrueg plazmenog
plina postoji i drugi koncentrini omota zatitnog plina
~ plazmeni mlaz dobiva se tlaenjem odreenog plina kroz elektrini luk
~ temperatura u elektrinom luku je vrlo visoka zbog koncentracije luka oblikom sapnice u usko
podruje
~ koncentrirani mlaz vruih plazmenih plinova usmjeren na osnovni materijal tali ga oblikujui talinu
zavarenog spoja
~ plinovi za stvaranje plazme:
- ... osigurava lagano uspostavljanje luka i njegovu stabilnost Ar
... mali sadraj energije
... skup
- ... ispuhuje rastaljeni metal zbog veeg impulsa (gui je)
2
N
... zahtjeva vei napon ionizacije = vei sadraj energije
- H
- mjeavine plinova
- zrak ... sve vie se primjenjuje jer je najjeftiniji
... elektroda je od drugog materijala i oblika u tom sluaju
~ plin za zatitu plazmenog mlaza i mjesta zavarivanja od okoline atmosfere: inertni plinovi (argon, helij ili
njihove mjeavine, ponekad uz male dodatke nekih aktivnih plinova) protoka 5 15 l min
~ tehnika rada "TALJENJEM"
- koristi se prelazni luk
- koristi se kod zavarivanja vrlo tankih limova, vieslojnih i kutnih spojeva
~ tehnika rada "PROTALJIVANJEM" (KEYHOLE)
- koristi se neprelazni luk
- plazmeni mlaz protaljuje itavu debljinu osnovnog materijala oblikujui otvor u materijalu oblika
kljuanice
- plazmeni plinovi koji struje nad otvorenom kljuanicom pomau u uklanjanju plinova koji bi pod
drugim okolnostima bili zarobljeni u rastaljenom metalu i uzrokovali poroznost
- zavareni spoj nastaje uslijed sila povrinske napetosti koje osiguravaju teenje rastaljenog materijala oko
otvora, zatvarajui ga iza izvora topline, kako on napreduje u smjeru zavarivanja (simetrina zona linije
staljivanja zavarenog spoja umanjuje sklonost poprenim deformacijama)
- primjenjuje se kada plazmeni mlaz moe proi po itavoj debljini spoja, obino za podruja debljine od
, ovisno o sastavu osnovnog materijala i plazmenog plina 1, 5 12 mm
- postupak je mogue izvesti u svim poloajima, runo ili mehanizirano
~ izvor struje:
- u veini sluajeva istosmjerni sa strmo padajuom karakteristikom napona praznog hoda
0
80 V U =
~ elektrini luk se uspostavlja izmeu wolframove elektrode koja je spojena na "minus" ( ) pol
izvora struje i radnog komada ili sapnice pitolja samog ureaja
~ prema nainu uspostavljanja elektrinog luka razlikujemo:
- PRELAZNI LUK izmeu elektrode i radnog komada
- NEPRELAZNI LUK izmeu elektrode i sapnice
5-1
by Marin Varenina
Zavarivanje I Plazma zavarivanje
Slika 5.1 shema plazma ureaja (nepreneseni luk)
Slika 5.2 shema plazma ureaja (preneseni luk)
~ primjena:
- male debljine
- materijali osjetljivi na velike deformacije ( CrNi )
- zavarivanje opreme za medicinu, procesnu industriju, precizni elementi za medicinu, ...
- zavarivanje avnih cijevi od CrNi elika
- zavarivanje bakra
~ prednosti:
- razmak izmeu pitolja i radnog komada nije kritina veliina iz ega proizlazi da je lake dodavanje
dodatnog materijala, odnosno nemogunost da elektroda dotakne dodatni materijal ili rastaljenu kupku
takoer onemoguuje mogunost oneienja metala zavara s volframom i ime je smanjena potreba za
pripremom elektrode
- velika koncentracija energije u plazma mlazu omoguuje duboku penetraciju, te potpuno protaljivanje u
jednom prolazu. Zona utjecaja topline spoja je uska s paralelnim rubovima to smanjuje kutne
deformacije
- velika koncentracija energije osigurava veu brzinu zavarivanja, a luk je stabilan
~ nedostaci:
- uske tolerancije pripreme spoja obzirom na prirodu luka plazma postupak zavarivanja
- plazma pitolj je mnogo osjetljiviji na oteenja nego kod TIG postupka
- i najmanji pitolji moraju imati vodeno hlaenje, a budui da su kanali vrlo uski mora se koristiti
pripremljena voda bez kamenca da ne doe do zaepljenja kanala
- zahtijeva se vrlo tono odravanje razmaka izmeu vrha elektrode i sapnice
~ parametri zavarivanja:
- struja zavarivanja (ve od 0, 05 A )
- brzina zavarivanja
- udaljenost sapnice od radnog komada
- protok plazmenog plina
- protok zatitnog plina
5-2
by Marin Varenina
Zavarivanje I Plazma zavarivanje
5.1 USPOREDBA PLAZMA ZAVARIVANJA "KEYHOLE" EFEKTOM I TIG-a
~ prednosti:
- plazmeni plinovi koji struje nad otvorenom kljuanicom pomau u uklanjanju plinova koji bi pod
drugim okolnostima bili zarobljeni u rastaljenom metalu i uzrokovali poroznost
- simetrina zona linije staljivanja zavarenog spoja umanjuje sklonost poprenim deformacijama
- vea dubina penetracije omoguuje smanjenje broja slojeva vrlo esto zavareni spoj moe se izvesti u
jednom prolazu
- najee se koriste sueljeni spojevi to znatno umanjuje trokove pripreme spoja
~ ogranienja:
- postupak zavarivanja ima vie parametara koji mogu imati uske radne tolerancije
- potrebno je vee umijee radnika prilikom runog zavarivanja debljih materijala
- potrebno je voditi veu brigu o odravanju pitolja da bi se osiguralo kvalitetno zavarivanje
~ plazma pitolj nalikuje na TIG pitolj, ali je sloeniji jer osim kanala za plazmeni plin ima esto i
kanal za zatitni plin, te obavezno sistem vodenog hlaenja (Slika 5.3)
Slika 5.3 usporedba postupaka TIG i plazma
5-3
by Marin Varenina
Zavarivanje I Plazma zavarivanje
~ osnovna prednost elektrinog luka kod plazma postupka je njegova paralelnost, tj. on se ne iri kao
kod TIG postupka (Slika 5.4) - elektrini luk je formiran obilno hlaenom sapnicom izraenom od
bakra, tj. luk se ne oblikuje slobodno (za razliku od TIG postupka)
o
45
o
6
Slika 5.4 usporedba irine luka kod TIG i plazma postupka zavarivanja
~ plazmeni mlaz velike brzine osigurava bolji prijenos topline nego kod TIG zavarivanja istom
strujom, dajui veu brzinu zavarivanja uz veu penetraciju (Slika 5.5; Slika 5.6)
Slika 5.5 usporedba toplinskih izotermi kod TIG i plazma postupka zavarivanja
b b
t t
(1 2) b t =
(0, 6 1) b t =
Slika 5.6 usporedba geometrije zavara kod TIG i plazma postupka zavarivanja
~ lake dodavanje dodatnog materijala je omogueno zbog manje osjetljivosti na udaljenost elektrode
od radnog komada, odnosno duinu elektrinog luka
- kod iste jakosti struje od 10 A, duina elektrinog luka TIG postupka je 1, 5 mm , a plazme 6, 4 mm
5-4
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6. M.I.G./M.A.G. ZAVARIVANJE
~ elektrini luk se odrava izmeu taljive, kontinuirane elektrode u obliku ice spojene na (+) pol
istosmjernog izvora i radnog komada u zatitnoj atmosferi plinova
Slika 6.1 shema elektrolunog zavarivanja taljivom metalnom elektrodom u zatitnoj atmosferi plinova
~ pogonski sistem dodaje icu konstantnom brzinom kroz cijevni paket i pitolj, u elektrini luk
~ ica = elektroda i dodatni materijal
~ postupak: - POLUAUTOMATSKI - mehanizirano dodavanje, runo voenje
- AUTOMATSKI - glava s pitoljem moe biti pokretana nekim mehanizmom ili nepokretna
(mie se radni komad)
~ kada se zavarivanje vri na udaljenosti veoj od 5 m od izvora struje, obino se primjenjuje dodatni
pogon za dodavanje ice u samom pitolju - "PUSH-PULL" sistem ija je primjena nuna i na manjim
udaljenostima kada se radi s tanjim icama ( 0, 6 0, 8 mm d = ) ili icama od mekih materijala
(aluminij ili njegove legure) on sprjeava guvanje ice unutar cijevnog vodia
~ prednosti:
- postupak je primjenjiv za zavarivanje svih vrsta materijala
- velika mogunost izbora parametara i naina prijenosa materijala
- zavarivanje u svim poloajima
- zavarivanje u radionici i na terenu
- mogunost primjene razliitih plinskih mjeavina
- mogunost primjene prakom punjene ice
- irok raspon debljina
- velika uinkovitost i proizvodnost
- pogodan za automatizaciju
- dodatni materijal u neogranienim koliinama
- zatitni plin u boci
- automatska regulacija duljine luka
- mogua primjena i za lemljenje
~ nedostaci:
- kod rada na terenu mogue greke zbog loe zatite vjetar!
- problemi kod dovoenja ice (posebno aluminij)
- vei broj greaka uslijed neodgovarajue tehnike rada i parametara zavarivanja (naljepljivanje,
poroznost)
- trcanje kod zavarivanja kratkim spojevima (gubici i potreba za naknadnom obradom)
- sloeniji ureaji (dovoenje ice, automatska regulacija)
6-1
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1 PARAMETRI ZAVARIVANJA
~ karakteristika ureaja (Slika 6.2):
- RAVNA STATIKA KARAKTERISTIKA IZVORA
- UNUTARNJA (STRUJNA) REGULACIJA
radna toka
U
I
I
Slika 6.2 ravna statika karakteristika izvora struje
~ parametri zavarivanja koji u najveoj mjeri utjeu na kvalitetu zavarenog spoja:
- jakost struje (brzina ice)
- napon elektrinog luka
- veliina indktiviteta (uspona struje)
- promjer ice
- brzina zavarivanja
- protona koliina i vrsta zatitnog plina
- duina slobodnog kraja ice
Slika 6.3 prikaz idealne radne toke i utjecaj na koliinu istaljenog metala
6-2
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1.1 JAKOST STRUJE ZAVARIVANJA
~ jakost struje zavarivanja i promjer ice odabiru se prema vrsti i debljini materijala koji se zavaruje te
prema poloaju zavarivanja i obliku pripreme spoja
~ jakost struje zavarivanja odreuje se brzinom ice na mehanizmu za dodavanje ice. Odreena
brzina ice nekog promjera odgovara odreenoj jakosti struje zavarivanja (Slika 6.4)
Slika 6.4 prikaz jakosti struje u ovisnosti o brzini ice i njenom promjeru
~ jakost struje utjee na koliinu rastaljenom materijala u jedinici vremena, dubinu protaljivanja i na
oblik zavara (vea jakost struje = vea dovedena energija)
6.1.2 NAPON LUKA
~ utjee na dubinu protaljivanja, irinu zavara i nadvienje zavara
~ napon luka moe se poistovjetiti s duinom luka (vei napon = vea duina luka; i obrnuto)
Slika 6.5 prikaz graninih vrijednosti i jakosti struje u odnosu na promjer ice
6.1.3 VELIINA INDUKTIVITETA (USPON STRUJE)
~ dodatni induktivitet utjee na veliinu porasta struje kad doe do kratkog spoja u prijenosu kapljica
metala
~ kad ne bi bilo tog priguenja, tada bi kod svake kapljice u kratkom spoju struja zavarivanja toliko
naglo porasla da bi dolazilo do velikog rasprskavanja kapljica bi se naglim porastom struje
rasprsnula i "eksplodirala" (praktiki ne bi bilo mogue zavarivanje kratkim spojem)
6-3
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1.4 PROMJER ICE
~ najee se koriste pune ice promjera 0, 6 2, 4 mm
~ ice od elinih materijala su pobakrene ili pocinane radi boljeg elektrinog kontakta i zatite od
korozije
~ povrina ice mora biti glatka, vrlo tonih dimenzija i ica mora biti uredno namotana na kolutove
koji se postavljaju u ureaj za dodavanje
~ faze prijenosa metala kod zavarivanja trcajuim lukom:
- taljenje vrha ice i odvajanje kapljice
- let kapljice kroz elektrini luk
- sjedinjenje kapljice i taline
~ prema karakteristici luka razlikujemo etiri karakteristina naina prijenosa metala:
KRATKIM SPOJEVIMA (Slika 6.6)
- za zavarivanje tanjih limova i u prisilnim poloajima
- prijenos se vri uz male struje zavarivanja ( 50 170 A I = ) i mali napon ( 13 21 V U ) =
- ostvaruje se mala koliina rastaljenog metala pogodno za zavarivanje tankih limova,
korijenskog sloja i zavarivanja u prisilnim poloajima
TRCAJUIM LUKOM
- prijenos se vri uz jake struje zavarivanja ( 200 600 A I = ) i veliki napon ( 25 40 V U ) =
- velika penetracija i velik unos topline pogodno za zavarivanje predmeta velikih debljina,
samo u poloenom poloaju
- primjenjuje se za zavarivanje debljih materijala
- vea uinkovitost produktivnost 5 7 kg h icom promjera 1, 2 mm
- najvei gubitak materijala
PRIJELAZNIM LUKOM
- 170 235 A I =
- 22 25 V U =
- geometrija zavara nije jednolika treba izbjegavati
IMPULSNIM STRUJAMA
- kontrolirani prijenos trcajuim lukom "kapljica metala po impulsu"
- primjenjuje se za zavarivanje u prisilnim poloajima
- nema kontakta elektrode i radnog komada
Slika 6.6 prijenos kapljica metala kratkim spojevima
6-4
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1.4.1 Prakom punjene ice (FCAW)
Slika 6.7 presjeci prakom punjenih ica
~ koriste se uz plinsku zatitu
~ postoje ice koje same stvaraju zatitnu atmosferu raspadanjem jezgre
~ teko je kvalitetno napraviti prakom punjenu icu
~ karakteristike:
- onemoguuje naljepljivanje
- omoguuje zatitu (stvaranje troske)
- bolja penetracija
- vea uinkovitost
- vea koliina rastaljenog materijala
- bolja svojstva zavarenog spoja
- manja potronja plina
- via cijena dodatnog materijala
- potreban oprez kod skladitenja i rukovanja
6.1.5 BRZINA ZAVARIVANJA
~ utjee na:
- dubinu protaljivanja
- irinu zavara
- koliinu unesene topline u materijal
~ premala brzina zavarivanja (uz velike jakosti struje):
- stvara se znatna koliina taline koja "bjei" pod elektrini luk i ispred luka na hladan materijal, pa dolazi
do pogreaka naljepljivanja, nepretaljivanja i ukljuaka
- protaljivanje je neznatno jer luk ne moe prodirati kroz talinu
- irina zavara je velika, s uleknutim licem zavara
- talina je pregrijana, pa svojom toplinom uzrokuje vrtloenje zatitnog plina, to dovodi do slabe zatite i
pojave poroznosti
~ prevelika brzina zavarivanja:
- protaljivanje je malo zbog raspodjele energije po veoj povrini u jedinici vremena
- dolazi do pojave ugorina kod prijelaza zavara na osnovni materijal
- zavar je uzak i jako nadvien, povrinski neizgledan
~ brzinu zavarivanja treba podrediti ostalim odabranim parametrima zavarivanja
~ uz jakost struje i napon luka, znaajno utjee na dovoenje topline u materijal
6-5
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1.6 PROTONA KOLIINA I VRSTA ZATITNOG PLINA
~ utjecaj plinova odraava se na:
- elektrino-fizikalna svojstva elektrinog luka (prijenos metala)
- metalurke procese u talini zavara
- tehnoloke parametre
~ zatitni plinovi tite rastaljeni metal od utjecaja okolne atmosfere, a na mjesto zavarivanja se dovode
kroz posebnu sapnicu na pitolju
~ u sluaju primjene inertnog plina nema reakcije rastaljenog metala s plinom koriste se za
zavarivanje osjetljivih materijala (aluminij, bakar i legure, titan, krom-nikal elici )
~ kod zavarivanja nelegiranih elika aktivni plinovi (isti
2
CO ili mjeavina
2 2
) / / Ar CO O
~ u ovakvoj atmosferi dolazi do reakcije izmeu
2
CO i rastaljenog metala
~
2
CO je inertan pri niim temperaturama, ali se iznad
o
1600 C disocira u ugljini monoksid ( CO ) i
slobodni kisik koji reagira s rastaljenim metalom
~ moe doi do ponovnog vezivanja
2
CO ime se oslobaa toplina to za posljedicu ima vee
provarivanje:
2
CO CO O + , odlazi u atmosferu CO
Fe O FeO +
~ tetno stvaranje oksida se sprjeava legiranjem dodatne ice dezoksidantima (silicij, mangan):
2 2
Si O SiO
Mn O MnO
+
+
vezivanje slobodnog kisika
2
2
FeO C Fe CO
C O CO
C CO CO
+ +
+
+
odlazi u atmosferu procesi dezoksidacije CO
~ zbog odgorijevanja silicija i mangana, tijekom zavarivanja u ici se nalazi neto vie tih elemenata
nego to je potrebno za dezoksidaciju obino se silicij i mangan dodaju u omjeru 1: 2 ( 0, 8 %Si ;
) 1, 6 % Mn
6-6
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.1.6.1 Plinovi za MIG/MAG zavarivanje
PLINOVI I MJEAVINE PRIMJENA
Ar svi metali
He svi metali
(35 75%) Ar He + svi metali, posebno , , Al Cu Ni
2
(0, 5%) Ar O + Al i njegove legure
2
(1 2%) Ar O + visokolegirani elici CrNi
2
(3 5%) Ar O + nelegirani i niskolegirani elici
2
(5 10%) Ar H + visokolegirani elici CrNi
2
( 25 30%) Ar N + Cu i njegove legure
2
( 20 50%) Ar CO + nelegirani i niskolegirani elici
2 2
(79 15 6%) Ar CO O + + + + nelegirani i niskolegirani elici
2 2
(78 20 2%) Ar CO O + + + + nelegirani i niskolegirani elici
2
CO nelegirani i niskolegirani elici
2
N Cu i njegove legure
~ dodavanjem
2
CO argonu dobiva se mjeavina:
- koja daje ljepi izgled zavaru
- koja smanjuje rasprskavanje kapljica metala
- kojom se dobiva povoljniji oblik protaljivanja
~ dodavanjem
2
O argonu postiu se sitnije kapljice metala, odnosno ljepi izgled zavara
- kisik sniava povrinsku napetost taline i usitnjava kapljicu metala, to daje elektrinom luku
karakteristiku trcajueg
~
2
(5 10%) Ar H +
- udio vodika preko 5 % moe uzrokovati poroznost kod visokolegiranih elika
- reducirajua atmosfera, nema povrinske oksidacije, bolji izgled zavara
- elektrini luk je ui i ima veu energiju (vrlo duboka penetracija), te omoguava vee brzine zavarivanja
- dobra stabilnost elektrinog luka
- srednji napon
~ za razliku od argona, helij ima slabu ionizacijsku sposobnost
- razlog veeg napona kod iste duine elektrinog luka. Tako poveani napon elektrinog luka dovodi do
poveanog unosa topline, a time do veeg provara drugaijeg oblika kod istih parametara zavarivanja
- prednosti helija nad argonom:
- nisu potrebna predgrijavanja ili su znatno manja
- poveava se brzina zavarivanja, smanjuje se broj slojeva
- bolja je zatita kod zavarivanja u nadglavnom poloaju
6.1.6.2 Utjecaj zatitnih plinova na fizikalno-elektrina svojstva luka i nain oblikovanja spoja
~ specifina gustoa zatitnog plina ima veliki znaaj za efikasnost zatite mjesta zavarivanja od
utjecaja okolne atmosfere
~ argon (najgui inertni plin 10x gui od helija) i
2
CO ( 1 3 gustoe argona) oblikuju dobar
zatitni omota
~ duik, helij i vodik skloni su turbulentnom strujanju pri izlasku iz sapnice
6-7
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
~ kod helija je potreban vei protok za istu kvalitetu zatite u poloenom poloaju (prikladan za
zavarivanje u nadglavnom poloaju zbog manje gustoe)
~ toplinska vodljivost plinske atmosfere utjee na radijalne gubitke topline = utjee na oblik jezgre
luka i njegovu geometriju (Slika 6.8):
- argon: niska toplinska vodljivost = uska zona jezgre luka
- helij: ira toplinska vodljivost = ira zona jezgre luka
Slika 6.8 karakteristian oblik elektrinog luka i njegova geometrija
~ toplinska vodljivost se odraava i na oblik penetracije u osnovni materijal
Slika 6.9 utjecaj plina na geometriju zavara
~ procesi ionizacije, disocijacije i rekombinacije u plinskoj atmosferi utjeu na svojstva elektrinog
luka ovisno o sistemu zatitni plin-elektroda:
- TIG: struja zavarivanja se prenosi ionima i elektronima zatitnog plina
- MIG/MAG: plinska plazma se kontaminira metalnim parama, ovisno o temperaturi kljuanja i
latentnoj toplini taljenja materijala koji se razmjerno lako ioniziraju i postaju osnovni
nosioci naboja
~ pri rekombinaciji kada ionizirani plin u dodiru s hladnijim osnovnim metalnom vraa apsorbiranu
energiju, zagrijavanje radnog komada je efikasnije nego s ioniziranim inertnim plinom
~ djelovanje zatitnog plina ili mjeavine plinova na rastaljeni metal moe biti:
NEUTRALNO
OKSIDIRAJUE
REDUCIRAJUE
~ neke vrste zatite zbog svojih fizikalno-toplinskih svojstava e dati veu ili manju penetraciju, veu
ili manju irinu zavara, vee brzine zavarivanja, ili e utjecati na potrebu predgrijavanja radnog
komada
6.1.7 DUINA KRAJA ICE
~ poveava se ili smanjuje odmicanjem ili primicanjem pitolja na mjestu zavarivanja
~ poveanjem duine smanjuje se jakost struje zavarivanja kod iste brzine dodavanja ice, to se
tumai poveanjem otpora prolazu struje kroz dui kraj ice
~ jakost struje se gubi na otporu, odnosno pretvara u toplinu zagrijavanjem ice, ime se poveava
koliina rastaljenog materijala u jedinici vremena, ali se smanjuje dubina protaljivanja
~ duina slobodnog kraja ice treba biti to manji jer e i time elektrini luk biti mirniji, ali ne premala
jer je onda sapnica za plin preblizu pa dolazi do oneienja sapnice
6-8
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.2 GREKE
POROZITET
- tehnika rada
- neistoe
- neodgovarajui protok plina
- loa kvaliteta plina
NALJEPLJIVANJE
- loa tehnika rada ("bjeanje taline")
TRCANJE (potreba za dodatnim ienjem)
- loi parametri
6.3 TEHNIKE RADA
~ tei se to okomitijem dranju pitolja, jer je time najbolje iskoritena energija elektrinog luka i
najbolja je zatita taline plinom
~ lijeva tehnika:
- koristi se kod zavarivanja manjim jakostima struje gdje je razmak sapnice mali, radi boljeg
pregleda mjesta zavarivanja i ljepeg izgleda povrine zavara
- primjenjuje se kod zavarivanja:
- tankih materijala
- aluminija svih debljina
- u prisilnim poloajima
~ desna tehnika:
- primjenjuje se kod runog zavarivanja debelih materijala s veim jakostima struje, osobito kod
zavarivanja u lijeb
- kod velikih jakosti struje stvara se velika koliina taline koja tei pobjei ispod ili ispred elektrinog luka.
Takvim nagibom pitolja usmjerava se elektrini luk da pridrava talinu iza sebe, da dobro zagrijava i
pretaljuje osnovni materijal
~ nagibi ne smiju biti preveliki (
o
15 od neutralnog)
~ preveliki nagib pitolja dovodi do poroznosti u zavaru zbog uvlaenja zraka u otrom kutu iza
mlaza plina
Slika 6.10 tehnike zavarivanja
6-9
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.4 TEHNOLOKI IMBENICI PRI AUTOMATIZIRANOM I ROBOTIZIRANOM
ZAVARIVANJU
~ izbor odgovarajue plinske mjeavine znatno utjee na optimalnost rjeenja
~ kod automatiziranog i robotiziranog zavarivanja granice upravljanja su ue, tj. ovjek moe tonije
kompenzirati netonosti i nepredviene poremeaje
~ izborom sastava zatitne plinske mjeavine mogue je u potrebnom omjeru kombinirati svojstva
pojedinih sastavnih dijelova tako da rezultirajua mjeavina ima optimalna svojstva za zadane uvjete
~ kod argonske zatite osigurana je penetracija, ali zahtjeva tonu pripremu spoja i voenje pitolja,
dok u atmosferi
2
CO , penetracija je ira, ime se mogu pokriti netonosti pripreme i voenja
pitolja, ali se zato dobiva nepovoljniji oblik zavara
~ kod izbora mjeavine, u obzir treba uzeti npr. penetraciju, izgled zavara, sklonost pojedinim
tipovima greaka, ...
Slika 6.11 tipian oblik penetracije zavarenog spoja ovisno o
primijenjenoj zatitnoj atmosferi
Slika 6.12 utjecaj zatitne atmosfere na zagrijavanje osnovnog materijala i penetraciju
~ u zatitnoj atmosferi argona jednaku penetraciju na 6 mm debelom limu kao u zatiti helija pri
sobnoj temperaturi, postie se tek uz predgrijavanje od
o
400 C
~ predgrijavanje oduzima vrijeme, nije pogodno u robotskim i automatiziranim ureajima zbog
toplinskog zraenja (rjeenje: primjena odgovarajueg zatitnog plina)
~ za kvalitetno zavarivanje neophodno je osigurati odreene koliine zatitnog plina oteavajuu
okolnost predstavlja strujanja zraka u zoni zavarivanja koje moe ozbiljno naruiti zatitnu
atmosferu (s poveanom brzinom strujanja potrebna je vea koliina zatitnog plina)
~ vei udio gueg plina u mjeavini osigurava njenu veu krutost, odnosno otpornost na poprena
strujanja zraka
6-10
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
Slika 6.13 utjecaj poprenog strujanja na potrebnu koliinu zatitnog plina
Slika 6.14 odnos struje zavarivanja i broja kapljica elektrodnog metala
~ razliiti plinovi odreuju i razliite kritine struje kada se iz podruja elektrinog luka s kratkim
spojevima prelazi u podruje gdje se prijenos materijala u potpunosti vri slobodnim letom kapljica
~ nain prijenosa metala ima utjecaja na oblik zavara, kvalitetu povrine, veliinu trcanja, a posebno
time i na gubitke dodatnog materijala, potrebu za operacijom ienja povrine nakon zavarivanja
~ ako su parametri zavarivanja u kritinom podruju dobiva se neregularno trcanje kapljica od kojih
mnoge zavravaju na sapnici pitolja postepeno smanjujui izlazni otvor, ime se poveava otpor
struji zatitnog plina i izaziva se turbulencija izlazne struje u zatitnoj atmosferi
~ izborom plinske mjeavine prag kritine struje moe se za zadane parametre pomaknuti izvan
podruja kritine struje smanjenje prskanja
~ problem naljepljivanja vaan je kod automatiziranih i robotiziranih postrojenja potreba zastoja
zbog ienja sapnice pitolja
~ ienje = propuhivanjem zraka kroz sapnicu ili se u robotskom programu predvia "odlazak" ruke
robota do posebnog alata za ienje i robot rotacijskim pokretima skida nakupljene kapljice
~ u sluaju komprimiranog zraka, on se uvodi u instalaciju zatitnih plinova neposredno ispred
pitolja, a pritom se i sapnica presvue slojem sredstva protiv naljepljivanja kapljica
~ problem naljepljivanja kapljica na radni komad zahtjeva dodatnu operaciju ienja i smeta
estetskom izgledu proizvoda
~ ienje traje due od samog zavarivanja i skupo je
~ utede: primjenom zatitnih mjeavina mogu se postii vei uini, tj. krae je vrijeme zavarivanja, te
manji trokovi dodatnog materijala (manje rasprskavanje)
6-11
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.5 KARAKTERISTIKE PRIMJENE I RAZVOJA MIG/MAG IMPULSNOG ZAVARIVANJA
~ mjeavine plinova svrha: poboljanje naina prijenosa metala i svojstava zavarenog spoja
~ kisik se dodaje argonu i ugljinom dioksidu jer bitno utjee na povrinsku napetost kapljice,
odnosno osiguran je dobar prijenos metala u sitnim kapljicama
~ kod zavarivanja kratkim spojevima dolazi do znatnog trcanja metala u trenutku kratkog spoja
izmeu ice i taline zbog naglog porasta struje, bez obzira koje se mjeavine ili
2
CO koriste
Slika 6.15 stupanj iskoritenja dodatnog materijala pri razliitim postupcima zavarivanja
~ najvei gubitak materijala (trcanje) je pri zavarivanju mjeovitim lukom, kod kojeg se metal prenosi
i kratkim spojevima i slobodnim letom kapljice i iznosi 3 6 % pri primjeni
2
CO , odnosno
primjenom mjeavina 2, 5 3, 5 %
~ ako se pri MAG zavarivanju koristi zatitna mjeavina plinova = MAGM zavarivanje
~ pri zavarivanju impulsnim MAGM postupkom prijenos metala je slobodnim letom kapljice bez
kratkih spojeva moe se postii jer je vrijednost maksimalne struje impulsa (
P
I ) takva da, zbog
elektromagnetskih sila na vrhu ice, kapljica biva otkinuta i izbaena prema talini u svim poloajima
zavarivanja
Slika 6.16 vremenski tok struje i prijenos metala
6-12
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
~ danas koriteni izvori struje za MIG/MAGM impulsno zavarivanje su TYRISTORSKI i u novije vrijeme
TRANZISTORSKI
~ TYRISTORSKI impulsi su sinusoidalnog oblika, trajanja 1 7 ms , najee
-1
100, 50 s (nie frekvencije
samo pri automatskom zavarivanju, jer je pri poluautomatskom otean rad zavarivau zbog
STROBOSKOPSKOG EFEKTA)
f =
~ pri zavarivanju uz sinusoidalni oblik impulsa (TYRISTORSKI UREAJ) pravilan izvor stabilnih
parametara je otean
~ za svaku frekvenciju treba odabrati osnovnu struju (
0
I ), maksimalnu struju impulsa (
P
I ), vrijeme
trajanja impulsa (
P
t ), vrijeme trajanja osnovne struje (
0
t ) lo izbor parametara moe utjecati na
poveanje mogunosti naljepljivanja, trcanja metala, mali penetraciju, i sl.
~ TRANZISTORSKI mogu je kontinuiran izbor bilo koje frekvencije, visine i irine impulsa, te osnovne
struje
jednostavnije je odabrati stabilne parametre zavarivanja uz uvjet da se postigne prijenos
jedne kapljice za vrijeme svakog impulsa (prednost pred tyristorskim izvorima)
Slika 6.17 promjena impulsne struje u zavisnosti o prosjenoj struji
zavarivanja za razliite tipove upravljanja
~ za vee struje pri tyristorskom upravljanju potrebna je vee osnovna struja, dok kod tranzistorskog
upravljanja to nije potrebno
~ radi to jednostavnije regulacije parametara razvijeni su tzv. "ONE KNOB" sistemi na osnovu
jednog parametra automatski su odreeni ostali parametri
~ "SYNERGIC" sistem sistem sinhrozirane energetske kontrole
~ synergic sistem i sistem samoregulacijskog upravljanja zasnivaju se na sistemu kontrole pomou
jednog parametra ("gumba") npr. za odreenu jakost struje, odabiru se automatski ostali
parametri zavarivanja, npr. vrijeme trajanja impulsa i frekvencija
~ kod synergic MIG/MAGM postupka zavarivanja ureaj za pogon ice je direktno vezan sa izvorom
struje, dok kod samoregulacijske kontrole nema direktne "fizike" veze izmeu struje zavarivanja i
pogona ice
6-13
by Marin Varenina
Zavarivanje I MIG/MAG zavarivanje
6.5.1 PRIMJENA MAGM IMPULSNOG ZAVARIVANJA ZA NISKOLEGIRANE ELIKE
~ u praksi se primjenjuje na nelegirane konstrukcijske elike, niskolegirane i mikrolegirane elike,
visokolegirane elike, te na aluminij, bakar i njihovim legurama
~ najea primjena u proizvodnji automobila, izradi dizalica, kotlogradnje, izradi spremnika, ...
~ za zavarivanje tanjih i debelih limova u poloenim i prisilnim poloajima
~ kod debelih limova u uskom lijebu kod kojeg se postie znatna ekonominost u odnosu na ostale
ljebove
~ postiu se glatki, estetski zavari bez trcanja metala, u svim poloajima
6.5.2 PREDNOSTI IMPULSNOG ZAVARIVANJA PRED KLASINIM MAG ZAVARIVANJEM
~ primjenom mjeavina plinova i impulsne struje postie se povoljniji prijenos metala, jednolik i
gladak izgled zavara, ujednaeniji kemijsko-metalurki sastav zavara
~ manje trcanja = manji gubici materijala, nije potrebno ienje = nii trokovi
~ deformacije uslijed zavarivanja su manje (manji je unos topline) vano kod tanjih limova
~ mogue je zavarivanje uz manje struje uz primjenu ica veeg promjera smanjenje greaka u
zavaru (npr. manja koliina unesenog vodika)
~ regulacijom parametara zavarivanja istom icom uspjeno se zavaruju materijali razliitih debljina
(smanjen asortiman ica)
~ mogue ostvariti slobodan let kapljica
~ poboljana je, i olakana kontrola parametara, te odabir optimalnih parametara razvojem
"SYNERGIC" MIG/MAGM zavarivanja
~ razvoj strojeva usmjeren je prema primjeni tranzistorskih izvora struje (laki izbor parametara
zavarivanja)
6-14
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7-1
7. ELEKTROOTPORNO ZAVARIVANJE
~ elektrootporni postupci su oni kod kojih se metal zagrijava i tali toplinom koja nastaje uslijed otpora
prolazom elektrine energije
~ prilikom elektrootpornog zavarivanja nema pojave elektrinog luka, a za oblikovanje spoja
potrebno je primijeniti uz toplinsku i mehaniku energiju
~ otpor kojim se vodi suprotstavlja prolasku struje proporcionalan je duini vodia, a obrnuto
proporcionalan presjeku
~ specifini otpor (karakteristika svakog materijala):
l
R
A
=
~ koliina topline osloboena u odreenom otporu moe se izraunati po Joulevom zakonu:
2
Q R Idt Q I R t = =
uz pretpostavku: , konst. I = konst. R = (u stvarnosti nije konstantan jer se njegove vrijednosti
mijenjaju porastom temperature vodia -
R
Slika 7.1)
k
R
Q
Slika 7.1 ovisnost kontaktnog otpora o toplini
~ ovi izrazi vrijede za homogeni vodi konstantnog presjeka
~ ako se vodi presjee na nekom mjestu, a zatim se ti dijelovi fiziki dovedu u dodir, u strujnom
krugu se javlja novi, vei otpor. Uz postojei otpor materijala vodia, na mjestu dodira pojavit e se
dodatni kontaktni otpor (Slika 7.2)
Slika 7.2 na mjestu nehomogenosti javlja se razliiti
otpor od otpora homogenog vodia
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
~ kontaktni otpor ovisi o:
- sili prianjanja dijelova (Slika 7.3)
- stanju povrine (Slika 7.3)
- vrsti spoja (kod zavarivanja)
- o vrsti dodatnog materijala ili lema (kod lemljenja)
k
R
F
Slika 7.3 ovisnost kontaktnog otpora o sili prianjanja te stanju kontaktne povrine
~ toplina nastala na mjestu kontakta:
2
k k
Q I R t =
~ kljunu ulogu u procesu zavarivanja ima
k
R meu zavarivanim limovima
~ otpori materijala (
m
R ) nisu vani u oblikovanju spoja zbog njihovog malog udjela u ukupnom
otporu i njih moemo zanemariti
~ kontaktni otpor (
k
R ) izmeu elektroda i limova mora se uzeti u obzir kod procjena ili prorauna
parametara, jer se toplina proizvedena na tom otporu odvodi rashladnom vodom koja struji kroz
elektrode i praktiki predstavlja gubitak (Slika 7.4)
k
R
m
R
e
R
e
R
R
Q
Slika 7.4 dijagramski prikaz otpora i razvijene topline kroz strujni krug uslijed EO tokastog zavarivanja
7-2
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
~ za zavarivanje se obino koristi izmjenina struja, jer je sloena proizvodnja istosmjerne struje i
prekidaa za toliku jakost struje
~ kod elektrootpornog zavarivanja primjenjuju se struje:
- vrlo visoke jakosti ( 1 ) 00 300000 A
- niskog napona ( 0, 5 25 V ) zbog relativno niskog elektrinog otpora metala
- vrlo kratkog vremena prolaska ( 0, 05 nekoliko desetaka s ) ovisi o vrsti materijala i postupku
~ parametri procesa:
- struja
- sila pritiska
- vrijeme trajanja prolaska struje
~ ako parametri nisu optimalni moe doi do greke zbog:
- nedovoljnog zagrijavanja mjesta zavarivanja i time do neostvarivanja kvalitetnog spoja zbog
nedovoljnog mijeanja materijala (uslijed premale struje ili premalog pritiska ili prekratkog vremena
trajanja prolaska struje)
- prevelikog zagrijavanja mjesta zavarivanja i time do deformacije mjesta zavara ili pukotina ili
protaljivanja zavara (uslijed previsoke struje ili predugog vremena trajanja prolaska struje)
- deformacije uslijed prevelike sile pritiska
~ greka koju bi trebalo takoer izbjei je ANTIRANJE (Slika 7.5) = ravanje struje zavarivanja kod
postojeeg tokastog zavara (udaljenost mjesta slijedeeg zavara mora biti dovoljna tako da se samo na
tom mjestu zatvara strujni krug) znaajno utjee na sminu vrstou pojedinog zavara (Slika 7.6)
c
udaljenost izmeu
mjesta zavara
I
I
1
I
2
I
1 2
I I I = +
Slika 7.5 shematski prikaz antiranja
Slika 7.6 smina vrstoa zavara u ovisnosti o udaljenosti zavara
7-3
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7-4
7.1 ELEKTROOTPORNO TOKASTO ZAVARIVANJE
~ toplina se razvija uslijed otpora protjecanju struje izmeu dodirnih povrina radnih komada koji su
pritisnuti elektrodama izraenih iz Cu -legura:
- isti bakar je bolji vodi topline i manjeg specifinog otpora nego njegove legure, ali se ne koristi za
izradu elektroda jer njegove legure imaju bolja mehanika svojstva te time i produen vijek trajanja
~ zavarivanje moe biti:
JEDNOTOKASTO
- najraireniji sluaj: jednotokasto dvostrano zavarivanje (elektrode se nalaze s obje strane)
VIETOKASTO
- struja prolazi istovremeno kroz vie toaka tako da se dobiva vie zavarenih mjesta
Slika 7.7 shematski prikaz elektrootpornog tokastog zavarivanja
Slika 7.8 osnovni naini izvoenja tokastog zavarivanja
~ osnovni parametri:
- jakost struje zavarivanja (do 100000 A )
- sila pritiska izmeu elektroda
- vrijeme trajanja prolaska struje
~ kako najvei otpor mora biti na mjestu spoja, elektrode koje provode struju moraju biti izraene od
materijala koji je dobar vodi struje ( Cu -legure)
1 k
R i
3 k
R - najmanji otpori jer ne elimo da nam se elektroda zalijepi za radni komad
2 k
R - najvei otpor; tu toplina mora biti najvea (blizu temperature taljenja)
~ elektrode treba stalno hladiti - zagrijavaju se zbog dodira s radnim komadom i zbog vlastitog otpora
~ postupak je prikladan za robotiziranje (zbog toga se esto koristi u autoindustriji)
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7.2 ELEKTROOTPORNO BRADAVIASTO ZAVARIVANJE
~ postupak kod kojeg se zavaruje vie toaka istodobno
~ lokaliziranje pritiska i razvijene topline osigurano je time da je jedan od komada koji se spajaju,
mjestimino unaprijed oblikovan izboinama (bradavicama)
~ zbog velikog kontaktnog otpora na mjestu dodira razvit e se dovoljna koliina topline da se mjesta
kontakta rastale, pa e se oblikovati spojevi slini onima kod tokastog zavarivanja
~ elektrode imaju oblik ploa
Slika 7.9 shema bradaviastog zavarivanja
~ prednosti (u odnosu na tokasto zavarivanje):
- manje troenje elektroda (oblik ploa)
- struja e prolaziti samo na mjesta gdje elimo ostvariti spoj
- manje deformiranje povrine radnog komada
- manji paralelni otpor
- manja osjetljivost na neistoe na kontaktnim povrinama
~ nedostaci:
- sve toke se zavaruju istovremeno pa je potrebna puno vea struja i sila sabijanja
- potrebna dodatna operacija izrade bradavica
7-5
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7.3 ELEKTROOTPORNO AVNO ZAVARIVANJE
~ zasniva se na principu kao i tokasto zavarivanje, samo to tu toke slijede brzo jedna iz druge, s
odreenim preklopom to omoguuju elektrode u obliku diska
~ okretanjem diskova i upravljanjem trenutka proputanja struje, mogue je regulirati gustou toaka
~ primjena:
- tamo gdje se zahtjeva nepropusnost spoja
~ osnovni parametri:
- debljina limova
- sila pritiska izmeu elektroda (koluta)
- irina elektroda
- brzina zavarivanja
- jakost struje zavarivanja
Slika 7.10 shematski prikaz elektrootpornog avnog zavarivanja
~ modifikacija postupka: avno zavarivanje sueljenih spojeva uz primjenu dodatne trake (Slika 7.11)
Slika 7.11 elektrootporno avno zavarivanje sueljenih spojeva
7-6
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7.4 SUELJENO ELEKTROOTPORNO ZAVARIVANJE ISKRENJEM
~ kod sueljenog zavarivanja iskrenjem primicanjem i odmicanjem pomine eljusti, u kojoj se nalazi
stegnuti radni komad prema drugoj nepominoj eljusti nastaju kratki spojevi i elektrini lukovi na
dodirnoj povrini, gdje je materijal izboen a uslijed topline sueljeni krajevi komada se zagrijavaju
FAZA PREDGRIJAVANJA
~ kada su sueljene povrine i njihova okolina dovoljno predgrijane, radni komadi se zavrno primiu
jedan prema drugome, protjee velika struja zavarivanja, te nastaje intenzivno zagrijavanje i
eksplozivno taljenje i isparavanje metala uz stvaranje elektrinih lukova na lokalitetima gdje je
materijal izbaen
~ nakon to se odreena duina krajeva radnih komada rastali i djelomino izgori, radni komadi se
meusobno sabijaju velikom silom, te oblikuju zavareni spoj
FAZA SABIJANJA
~ na nastanak topline osim zagrijavanja uslijed otpora utjee i toplina razvijena u elektrinim lukovima
Slika 7.12 princip sueljenog zavarivanja iskrenjem
7-7
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7.5 SUELJENO ELEKTROOTPORNO ZAVARIVANJE PRITISKOM
~ izvodi se tako da dijelove koje elimo spojiti dovedemo u dodir po itavom njihovom poprenom
presjeku
~ dijelovi se stisnu u eljusti stroja (elektrode), i primicanjem eljusti se dovode u kontakt uz
istovremeno proputanje struje zavarivanja
~ na kontaktnoj povrini, uslijed otpora dolazi do zagrijavanja, a uslijed djelovanja sile sabijanjem
zagrijanog materijala i do oblikovanja spoja
~ spojevi su kvalitetom slini tokastim spojevima, ali su ovdje potrebne puno vee struje zavarivanja
Slika 7.13 princip sueljenog zavarivanja pritiskom
7-8
by Marin Varenina
Zavarivanje I Elektrootporno zavarivanje
7.6 VISOKOFREKVENTNO ZAVARIVANJE
~ obuhvaa grupu elektrootpornih postupaka koji koriste visokofrekventne struje u cilju
koncentriranja toplinske energije na eljeno mjesto
~ varijante postupka (razlika u nainu dovoenja struje):
VISOKOFREKVENTNO AVNO ZAVARIVANJE
- struja se dovodi preko kliznih elektroda
- struja se klizaem dovodi na rubove materijala prije njihovog dodira i tee du rubova spoja do
toke zavarivanja izmeu valjaka-pritiskivaa i natrag, do drugog klizaa
- zbog visoke frekvencije struja tee samo rubovima, do dubine od nekoliko desetaka milimetra, i
samo u tom podruju neposredno prije "zatvaranja" spoja materijal je zagrijan do plastinog
stanja, te primjenom pritiska nastaje spoj
VISOKOFREKVENTNO ZAVARIVANJE UZ PRITISAK
- struja se dovodi putem indukcione zavojnice kojom se u radnom komadu stvara toplina
- sila pritiska se ostvaruje pomou pritisnih valjaka
- primjena: za zavarivanje cijevi i profila i ostalih proizvoda raenih iz kontinuirane trake
~ frekvencija: 10 500 Hz
~ rubovi materijala moraju biti priblino paralelni i isti
~ proces je potpuno automatiziran i odvija se uz velike brzine ( do 150 m min )
~ primjenjuje se za zavarivanje cijevi tankih stjenki
Slika 7.14 avno zavarivanje cijevi visokofrekventnim obuhvatnim induktorom
7-9
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod troskom
8. ELEKTROLUNO ZAVARIVANJE POD TROSKOM
~ postupak kod kojeg se toplina potrebna za taljenje osnovnog i dodatnog materijala, koji je najee
u obliku kontinuirane ice koja se mehanizirano dodaje u talinu, ostvaruje pretvorbom elektrine
energije na otporu koji njenom prolazu prua talina rastaljene troske
~ toplina akumulirana u volumenu rastaljene troske zagrijane do priblino
o
2500 C voenjem i
cirkulacijom se predaje stjenkama osnovnog materijala talei ga
~ zavareni spoj se oblikuje od rastaljenih rubova osnovnog materijala, te elektrodne ice
~ rastaljeni metal zbog vee gustoe tone na dno rastaljene troske gdje se hladi
~ oblikovanje zavara sa strane i spreavanje bonog iscurenja rastaljene troske i metalne taline
omogueno je posebnim, vodom hlaenim papuama
~ razvijena koliina topline proporcionalna je jaini struje zavarivanja i naponu u elektrinom krugu a
moe se izraunati prema Joulovom zakonu:
[ ] Ws Q U I t =
~ postupak ima primjenu za zavarivanje konstrukcijskih, nisko i visokolegiranih elika i u odreenim
sluajevima ima nekih tehnolokih i ekonomskih prednosti
~ postupak se moe primijeniti za zavarivanje veih presjeka (do
2
2000 mm uz koritenje vie ica) u
jednom prolazu i radnih komada debljine vee od 10 12 mm
~ za zavarivanje se mogu primijeniti izvori istosmjerne ili izmjenine struje s ravnom ili padajuom
karakteristikom
Slika 8.1 shematski prikaz postupka zavarivanja pod zatitom troske
~ osim osnovne varijante ureaja (Slika 8.1) postoji niz modifikacija a najea je ona s PRIMJENOM
TALJIVIH SAPNICA:
- prednost to nema pokretnih dijelova (osim to se bakrene papue moraju premjestiti kada je zavareni
spoj zavren) jer se dodavanje ice osigurava kroz vodilicu razliitog presjeka (Slika 8.2)
- tom prilikom se i sama sapnica tali ulazei svojim materijalom u sastav spoja, a prsteni nainjeni od
praka tale se i ulaze u trosku nadoknaujui njen gubitak
- struja zavarivanja uglavnom tee kroz taljivu sapnicu a tek manji dio struje tee kroz icu u rastaljenu
trosku
- bitna karakteristika taljive sapnice je ogranienost struje zavarivanja koja ne smije biti iznad odreene
vrijednosti da se sapnica ne bi previe zagrijavala, a to bi zbog poveanog elektrinog otpora sapnice jo
vie uvjetovalo poveanje temperature ovo moe utjecati na otpadanje obloge sa sapnice, na zapinjanje
ice u sapnici, te na poveanje pada napona na sapnici
8-1
by Marin Varenina
Zavarivanje I Elektroluno zavarivanje pod troskom
Slika 8.2 primjeri oblika taljivih sapnica i spojeva za EPT zavarivanje
~ prednosti:
- veliki uinak taline, zbog vee duine slobodnog kraja elektrodne ice ( ) i vee strujne
opteretivosti elektrode. Koeficijent rastaljivanja:
60 80 mm
18 22 g Ah
- utroak praka, koji se taljenjem pretvara u trosku i titi metal zavara od djelovanja atmosfere s gornje
strane taline, puno je manji nego kod EPP postupka
- postupak je automatski
- frekvencija pojava tehnolokih pogreaka u odnosu na REL, MAG i EPP je manja
- deformacije zavarenih spojeva su vrlo male
- stupanj djelovanja do 90 %
- priprema zavarenog spoja je jednostavna uglavnom su rubovi kod sueljenih spojeva pripremljeni u
obliku I-spoja
mogua je izvedba i kutnih spojeva i nekih specijalnih
spojeva sloenog poprenog presjeka
~ nedostaci:
- grubozrnata struktura zavarenog spoja (kristali slini kao kod lijevanja) posljedica sporog hlaenja
- loa ilavost spoja (zbog strukture) moe se popraviti toplinskom obradom, ali je teko izvedivo zbog
dimenzije i debljine konstrukcije
- velika koliina taline
- moe se zavarivati samo u vertikalnom poloaju, nagib ava do
o
10 maksimalno
~ parametri koji bitno utjeu na proces:
- struja zavarivanja (vrsta, jakost, polaritet)
- napon
- vrsta troske (elektrina svojstva)
- visina (dubina) troske
- brzina zavarivanja
- razmak meu rubovima
- hlaenje
- doziranje praka
8-2
by Marin Varenina
Zavarivanje I Zavarivanje elektronskim mlazom
9. ZAVARIVANJE ELEKTRONSKIM MLAZOM
~ spajanje materijala se provodi toplinom, proizvedenom pretvorbom kinetike energije mlaza
ubrzanih elektrona prilikom udara o metal koji se zavaruje
~ postupak se moe svrstati u postupke taljenja
~ ponekad se primjenjuje dodatni materijal, ali talina za oblikovanje spoja preteno nastaje taljenjem
osnovnog materijala
~ mlaz elektrona predstavlja jako koncentriran izvor energije
~ postupak se odvija u vakuumu (
4
10 mbar
)
~ ureaj se sastoji od slijedeih dijelova:
- izvor elektrona
- izvor struje i upravljaki sklop
- ureaj za pomicanje izvora elektrona ili radnog komada
- vakuum komora s crpkama
- sistem za praenje procesa
~ izvor za dobivanje elektrona je vrlo snaan i njihovo ubrzanje je ak i do 3 4 brzine svjetlosti
~ uarena wolframova nit emitira elektrone koji se od katode do reetkaste anode ubrzavaju jakim
elektrinim poljem, nastalim zbog velike razlike potencijala (od nekoliko do vie stotina kV), koje
vlada izmeu ove dvije elektrode
~ nastali mlaz elektrona se fokusira pomou fokusirajuih zavojnica, tj. elektromagnetskim poljem
nastalim unutar zavojnice kroz koju prolazi mlaz elektrona
~ osim toga postoje i zavojnice koje slue za upravljanje pomakom mlaza u odnosu na radni komad
~ struja samog elektronskog mlaza je obino manja od 1 A
~ u postojeoj atmosferi elektroni se sudaraju s molekulama, to izaziva gubitak energije i rasipanje
zrake, ega nema u vakuumu pa je zavarivanje mnogo efikasnije
~ u uvjetima dubokog vakuuma dozvoljena je udaljenost od izlaznog otvora do radnog komada i do
650 mm , a mogue je zavarivanje do debljine 1m
~ gustoa energije elektronskog mlaza moe biti i do
2
10 MW mm
~ osnovna prednost zavarivanja je velika penetracija
~ osnovna mana je to je potrebna jako dobra priprema radnog komada
~ unos topline kod zavarivanja odreen je s etiri varijable:
- brojem elektrona koji udaraju u povrinu u jedinici vremena, tj. strujom elektronskog mlaza
- brzinom elektrona u asu sudara, to ovisi o naponu akceleracije
- promjerom mlaza, to ovisi o fokusiranju
- brzinom zavarivanja
( )
4
10 mbar
Slika 9.1 shema zavarivanja mlazom elektrona
9-1
by Marin Varenina
Zavarivanje I Zavarivanje laserom
10-1
10. ZAVARIVANJE LASEROM
~ LASER = Light Amplification by Stimulated Emission of Radiation
(pojaavanje svjetlosti stimuliranom emisijom zraenja)
~ laserska zraka je koncentrirana zraka monokromatske svjetlosti, tj. elektromagnetskog zraenja koje
nastaje prilikom "stimuliranog", kontroliranog prijelaza elektrona-atoma i molekula iz pobuenog
stanja, vie energetske razine na niu, normalnu razinu
Slika 10.1 shema rada lasera
~ svojstva laserske svjetlosti:
- MONOKROMATINOST: emitira se svjetlo samo jedne duljine
- USMJERENOST: sva svjetlost se emitira u jednom smjeru u vidu snopa malog promjera ( 1 mm < ) i
zanemarive divergencije
- VELIKA GUSTOA SNAGE
- STABILNOST SNAGE: prostorna raspodjela i vremenski profil snage su krajnje selektivni i mogu se
tono kontrolirati
- KOHERENTNOST: sve zrake su iste faze i valne duljine (time se osigurava minimalno rasipanje zrake)
~ vrste lasera:
- laseri se razlikuju prema vrsti aktivnog laserskog materijala u kojem se dogaa pojaanje svjetlosti
- karakteristika svakog lasera je valna duljina emitirane svjetlosti ( ), koja je funkcija razlike energetskih
stanja atoma/molekula aktivnog medija
2
CO - 10600 nm = , 45 kW P <
: Nd YAG - 1064 nm = , 6 kW P <
HeNe - 632 nm = (vidljiva svjetlost)
Tabela 1 usporedba lasera
2
CO : Nd YAG
valna duljina 10, 6 m 1, 06 m
snaga 45 W 6 W
kvaliteta zrake bitno bolja loija
pumpanje elektrino optiko
iskoristivost 5 10 % 2 3 %
gustoa snage
3 8 2
10 10 W cm q =
apsorpcija metali loa metali dobra
voenje zrake ogledalima optikim vlaknima
reim rada kontinuirani (cw) i impulsni impulsni i kontinuirani (cw)
hlaenje potrebno potrebno
by Marin Varenina
Zavarivanje I Zavarivanje laserom
~ voenje laserske zrake:
ZRCALIMA (
2
CO laseri)
OPTIKIM VLAKNIMA ( : Nd YAG laseri)
~ glavne razlike izmeu zavarivanja taljenjem i protaljivanjem (Slika 10.2):
ZAVARIVANJE TALJENJEM
- gustoa snage
6 2
10 W cm <
- nema efekta protaljivanja
- penetracija ovisi o dovoenju topline u radni komad
- zavarivanje se provodi mehanizmom taljenja (kao i kod konvencionalnih postupaka zavarivanja)
- zavari su iroki i plosnati
- omjer penetracije i irine zavara 1 <
ZAVARIVANJE PROTALJIVANJEM
- gustoa snage prelazi kritini prag od
6 2
10 W cm
- dolazi do toplinskog zastoja, poveanja koliine taline i djelominog isparavanja materijala,
potiskivanja taline u stranu uslijed tlaka metalnih para i nastanka kratera
- poveanjem gustoe snage raste tlak metalne pare, javlja se trcanje taline
- krater omoguuje prodiranje laserskog snopa duboko u materijal ime se poveava apsorpcija
( 80 90% ) uslijed viestruke refleksije zraenja u krateru
- oblik i dinamika kratera slina je kljuanici ("keyhole")
- uski i duboki zavari
- omjer penetracije i irine zavara iznosi 1: 5
Slika 10.2 tehnike laserskog zavarivanja, taljenjem i protaljivanjem
10-2
by Marin Varenina
Zavarivanje I Zavarivanje laserom
10-3
~ pod pojmom INTERAKCIJE LASERSKOG SNOPA I OSNOVNOG MATERIJALA podrazumijevamo
pojavu kada se prilikom udara laserskog snopa na povrinu osnovnog materijala, ovisno o
refleksivnosti tog materijala i gustoi snage snopa jedan dio zraenja reflektira, drugi dio ulazi u
materijal i apsorbira se, a trei prolazi kroz materijal i transmitira se (Slika 10.3)
Slika 10.3 prikaz interakcije laserskog snopa i osnovnog materijala
~ toplina koja uzrokuje taljenje materijala je ona koja dolazi od apsorbiranog zraenja, stoga se visoko
reflektivni materijali (aluminij, bakar, ...) oteano zavaruju laserom
~ podeavanjem gustoe snage ( q ) postiemo:
zagrijavanje ...
4 2
10 W cm q <
taljenje ...
5 6 2
W c 10 10 m q =
nastanak kljuanice ...
6 7 2
W c 10 10 m q =
nastanak plazme ...
7 2
10 W cm q >
~ interakcija laserskog snopa i materijal ovisi o:
- optikim i termodinamikim svojstvima osnovnog materijala
- gustoi snage u toki interakcije
- trajanjem interakcije
- interakcijom laserskom snopa i plazme nastale ionizacijom metalnih para
- dinamikom kljuanice
~ procesni parametri:
- snaga lasera, ( ) W P
- brzina zavarivanja, ( ) cm min v
- plin za rezanje tlak: (vrsta - Ar , He ,
2
N ; protok ( ) l min ; dovod koaksijalno ili sa strane)
- promjer arita
- poloaj arita u odnosu na povrinu materijala (na povrini, iznad, ispod)
- promjer sapnice za rezanje ( ) 5 10 mm
- udaljenost sapnice za rezanje od radnog komada ( ) 5 12 mm
by Marin Varenina
Zavarivanje I Zavarivanje laserom
~ prednosti:
- velika brzina rada uz visoku produktivnost (obino je dovoljan samo jedan prolaz)
- rad s konstantnom, viskom i ujednaenom kvalitetom
- vrlo nizak unos topline, zona utjecaja topline (ZUT) vrlo mala
- nema toplinskih deformacija, nepotrebno jako privrenje komada
- zavarivanje je mogue u svim smjerovima i poloajima
- ne treba voditi rauna o magnetskim poljima
- nema kontakta s radnim komadom
- u velikoj veini aplikacija nije potreban dodatni materijal
- visoka fleksibilnost, laserska zraka se moe koristiti na vie radnih stanica i ne samo za zavarivanje
- ekonomian i kod proizvodnje malih serija
- visoki stupanj automatizacije
- velika penetracija uz vrlo uske zavare
- nepotrebne naknadne obrade
~ nedostaci:
- skupoa tehnike (visoki investicijski trokovi, visoki operativni trokovi)
- zahtijeva precizno pozicioniranje radnog komada
- zahtjeva precizno voenje snopa
- mali stupanj iskoritenja
- vrlo je teko rijeiti dodavanje dodatnog materijala
- problematino zavarivanje materijala veih debljina
10-4
by Marin Varenina
Zavarivanje I Zavarivanje laserom
10.1 LASERSKO REZANJE
~ najvea je primjena lasera upravo za rezanje
~ rezati se mogu materijali koji apsorbiraju laserski snop, jer se apsorbirana energija pretvara u toplinu
~ princip rezanja:
- fokusirani snop prolazi kroz sapnicu promjera oko 1 mm
- poloaj arita snopa se nalazi na povrini radnog komada ili malo ispod ( ) 0 0, 5 mm
- udaljenost sapnice od radnog komada iznosi 0, 5 1 mm
- mlaz plina iz sapnice sudjeluje u procesu rezanja:
titi optiku za fokusiranje od trcanja i dima
uklanja metalnu paru (moe apsorbirati lasersko zraenje) izmeu lee i radnog
komada rezanje isparavanjem
ispuhuje rastaljeni metal iz zone reza rezanje taljenjem
poveava brzinu rezanja reagirajui egzotermno s talinom rezanje izgaranjem
~ vrste rezanja:
rezanje isparavanjem
rezanje taljenjem
rezanje izgaranjem
~ procesni parametri:
- snaga lasera, ( ) W P
- brzina rezanja, 0, 5 nekoliko desetaka m min v =
- plin za rezanje ( ) tlak: 2 8 bar
- promjer arita
- poloaj arita u odnosu na povrinu materijala
- promjer sapnice za rezanje ( ) 0, 5 1, 5 mm
- udaljenost sapnice za rezanje od radnog komada ( ) 0, 3 1 mm
~ prednosti: - mogunost rezanja razliitih materijala
- velike brzine rezanja
- odlina kvaliteta reza
- mali unos energije i male deformacije
- male irine reza, samim time i mali gubici materijala
- nema troenja alata
- jednostavna automatizacija procesa
- nije tetno po okoli
~ nedostaci: - skupoa tehnike
- zahtijeva precizno pozicioniranje radnog komada
- problematino rezanje veih debljina
- zahtijeva precizno voenje snopa
- mali stupanj iskoritenja
~ plinovi za lasersko rezanje: Ar , He ,
2
CO , mjeavine / Ar He ,
2 2
/ O N ili druge
10-5
by Marin Varenina
Zavarivanje I Podvodno zavarivanje
11. PODVODNO ZAVARIVANJE
~ osnovna podjela:
- SUHO PODVODNO ZAVARIVANJE zavariva u suhom okruenju (primjena habitata)
- MOKRO PODVODNO ZAVARIVANJE zavariva u mokrom okruenju (REL postupak)
~ prednosti SUHOG PODVODNOG ZAVARIVANJA:
- nema direktnog utjecaja vode na proces zavarivanja
- vea sigurnost zavarivaa
- mogunost koritenja vie tehnika zavarivanja
- relativna neosjetljivost na poveanje dubine
~ nedostaci SUHOG PODVODNOG ZAVARIVANJA:
- visoka poetna ulaganja u infrastrukturu
- velika koliina pratee opreme i veliki broj visokostrunih ljudi
- nefleksibilnost
~ prednosti MOKROG PODVODNOG ZAVARIVANJA:
- ekonominost
- fleksibilnost (intenzivna primjena u reparaturnim radovima na podvodnim objektima zbog mogunosti
brze intervencije i prilagodbe)
- mogunost istraivanja i razvoja s manjim financijskim ulaganjima
~ nedostaci MOKROG PODVODNOG ZAVARIVANJA:
- direktan utjecaj vode (brzo hlaenje, porozitet, visok sadraj vodika u zavaru)
- poveani rizik za ronioca-zavarivaa
- osjetljivost opreme, zavarivaa i elektrinog luka na poveanje dubine
~ fizikalne osnove MOKROG PODVODNOG ZAVARIVANJA:
elektrini se luk kod podvodnog mokrog zavarivanja odrava u parno-plinskoj atmosferi nastaloj od
izgaranja obloge elektrode te disocijacijom vode u elektrinom luku (oko 95 % vodika)
ronioc-zavariva ima posebno suho odijelo koje ga titi od strujnog udara, a dodatno se jo kao
sigurnosni mehanizmi koriste:
- vanjska sklopka za prekidanje strujnog kruga
- ureaji sa snienim naponom praznog hoda ( 45 V )
namjenski razvijena oprema (dra elektrode, specijalni kabeli i elektrode) onemoguuju disipaciju struje
i osiguravaju stabilnost procesa
11-1
by Marin Varenina
Zavarivanje I Podvodno zavarivanje
~ osnovni problemi:
POVEANA TVRDOA ZAVARA
- nastaje uslijed brzog hlaenja zavara, a koje je uvjetovano visokim specifinim toplinskim
kapacitetom vode i niskim temperaturama vode koje nekad znaju dosei na veim dubinama
o
5 C . Brzinom hlaenja veom od kritine dobivamo odreeni udio martenzita u strukturi,
to rezultira smanjenjem vrstoe i ilavosti zavarenog spoja.
POROZITET
- zbog poveane brzine hlaenja svi plinovi koji se zateknu u rastaljenom metalu ne stignu
difundirati, te nakon hlaenja ostaju u strukturi zavarenog spoja. Takve pore smanjuju
mehanika svojstva zavara, te su potencijalni inicijatori pukotina.
VODIK U ZAVARU
- zbog poveane koliine vlage rapidno se poveava koncentracija disociranog vodika u zavaru
( ), to poveava rizik od hladnih pukotina. Openito, najvei
problem mokrog podvodnog zavarivanja je vodik, te je potrebno provesti sve mjere zatite i
opreza koje su mogue, od proizvodnje elektrode do njezine upotrebe.
2
30 70 ml /100 g zavara H
UKLJUCI TROSKE
- ukljuci nastaju kod brzog hlaenja zavara kada troska usprkos razlici gustoe ne stigne
isplivati na povrinu, te ostane uklijetena u spoju pri emu naruava mehanika svojstva
DISIPACIJA ENERGIJE LUKA
- zbog dobre elektrine vodljivosti vode (pogotovo slane) dolazi do rasipanja energije
elektrinog luka, to rezultira loe izvedenim spojem. Radi tog fenomena potrebno je uvijek
kod izvoenja podvodnog spoja poveati vrijednost struje zavarivanja za 15 % kod istog
napona luka za spoj izveden na zraku
VISOK HIDROSTATSKI PRITISAK
- zbog visokog pritiska vode na veim dubinama dolazi do penetracije vode u oblogu elektrode
kao i do ogranienja operativnih svojstava elektrinog luka. Preporuuju se dubine do 180 m ,
a da bi se zadrala svojstva kvalitetnog zavara
LOA VIDLJIVOST
- zbog nedostatka prirodnog svjetla i mjehuria nastalih uslijed zavarivanja teko je vizualno
pratiti tijek zavarivanja, te su stoga razvijene tehnike rada koje smanjuju negativan utjecaj
slabe vidljivosti ("self consuming" i "manipulative or weave method" tehnike rada)
~ karakteristike elektroda za MOKRO PODVODNO ZAVARIVANJE:
- VODONEPROPUSNI PREMAZ spreava prodor vode i raspadanje obloge
- LAKOA RUKOVANJA U SVIM POLOAJIMA ZAVARIVANJA kompenziraju se oteani uvjeti rada
- VISOKA UINKOVITOST smanjuje se vrijeme zavarivanja i dobiva se na kvaliteti spoja (bitno je svu
pripremu koja se moe izvesti na suhom to kvalitetnije realizirati, kako bi se smanjilo vrijeme boravka
ronioca u vodi)
- MOGUNOST PRIHVAANJA VIEG STRUJNOG OPTEREENJA specifinost mokrog podvodnog
zavarivanja je i poveanje vrijednosti parametara za 15 % . Unato jaoj struji ne smije se dozvoliti da
doe do smanjenja homogenosti jezgre i obloge uslijed poveanja temperature ili do samog raspada
obloge
- DOVOLJNA PENETRACIJA
- kompromis: elektroda na bazi rutilne obloge u kombinaciji s dvostrukim vodonepropusnim premazom
~ primjena MOKROG PODVODNOG ZAVARIVANJA pri reparaturi objekata:
- "off-shore" objekti platforme, cjevovodi
- energetska postrojenja nuklearne i konvencionalne elektrane
- brane i mostovi nosai, konstrukcijski elementi
- vodoopskrba cjevovodi, bazeni, crpne stanice
- brodovi kormilo, trup, spremnici, konstrukcijske preinake, brodski propeleri
- industrijska postrojenja izmjenjivai topline, razni spremnici
- podmornice trup, kormila smjera i dubine
- korozijska zatita zamjena rtvujuih anoda
11-2
by Marin Varenina
Zavarivanje I Podvodno zavarivanje
~ vrste materijala:
- obini konstrukcijski elici mostovi, brane, vodoopskrbni sustavi
- elici poviene vrstoe trup broda, podmornice, platforme (oprez:
ekv
C )
- elici za primjenu u naftnoj i "off-shore" industriji cjevovodi, platforme, industrijska postrojenja
- nehrajui elici (austenitni) energetska postrojenja, nuklearne elektrane, vodoopskrbni sustavi
~ priprema spojeva:
- kvalitetna priprema spoja osigurava dobra svojstva zavara i smanjuje vrijeme boravka ronioca pod
vodom
- prvenstveno se koriste kutni ili preklopni spojevi
- primjenjuje se upotreba noseih ploa radi smanjenja optereenja mokrih podvodnih zavara
- zavarivanje u vie prolaza radi smanjenja utjecaja brzog hlaenja toplinska obrada
- kod sueljenih spojeva se koriste podlone ploe radi izbjegavanja loe kvalitete korijena
~ organizacija i priprema radova:
- detaljno planiranje prije izvedbe aktivnosti
- striktno pridravanje dogovorenog protokola
- direktna telefonska komunikacija
- unaprijed dogovoreno postupanje u sluaju incidenta
- roniocu se mora omoguiti siguran ulaz u vodu i stabilan oslonac pri radu
- asistenti na povrini pripremaju opremu i alat potrebnu za rad (zavarivanje)
- prema ronilakom pravilniku odreuje se duljina boravka pod vodom, potrebna koliina zraka i
parametri ronjenja
11-3
by Marin Varenina
Das könnte Ihnen auch gefallen
- ZAVARIVANJE - Skripta Od PredavanjaDokument17 SeitenZAVARIVANJE - Skripta Od PredavanjaAntonio Tonchek GoričkiNoch keine Bewertungen
- ZavarivanjeDokument50 SeitenZavarivanjeFaruk AvdicNoch keine Bewertungen
- ZAVARIVANJE PostupciDokument35 SeitenZAVARIVANJE PostupciToni AntunivicNoch keine Bewertungen
- ME II - Predavanja - 2017 - 18 - Sarajevo PDFDokument101 SeitenME II - Predavanja - 2017 - 18 - Sarajevo PDFMajda OručNoch keine Bewertungen
- Vodič Za ZavarivanjeDokument32 SeitenVodič Za ZavarivanjeJ.P.100% (2)
- Livenje U PijesakDokument7 SeitenLivenje U Pijesakmark knopflerNoch keine Bewertungen
- Zavar 1Dokument38 SeitenZavar 1Vedran Bečvardi100% (1)
- Postupci ZavarivanjaDokument118 SeitenPostupci ZavarivanjaMislaw Hugo Peshut0% (2)
- Termodinamika PDFDokument2 SeitenTermodinamika PDFAnonymous hos8odNoch keine Bewertungen
- Zavarivanje Sve 500 StranicaDokument493 SeitenZavarivanje Sve 500 StranicaRajaković Robert100% (2)
- Ljevarstvo - PostupciDokument93 SeitenLjevarstvo - PostupciTP2411Noch keine Bewertungen
- Osnove LaseraDokument21 SeitenOsnove LaseraminibraunNoch keine Bewertungen
- ZavarivanjeDokument226 SeitenZavarivanjebionda_otrov100% (1)
- Zavarivanje - 16.10.2016.Dokument489 SeitenZavarivanje - 16.10.2016.Bojan JanjicNoch keine Bewertungen
- 2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Dokument18 Seiten2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Tamara100% (1)
- Zavarivanje TIG PostupkomDokument4 SeitenZavarivanje TIG PostupkomspahicdaniloNoch keine Bewertungen
- SFSB Diplomski Studij Ljevarstvo - SkriptaDokument18 SeitenSFSB Diplomski Studij Ljevarstvo - SkriptadraganNoch keine Bewertungen
- Priprema Materijala Za ZavarivanjeDokument16 SeitenPriprema Materijala Za ZavarivanjeErnad Sisic100% (1)
- Oblikovanje DeformiranjemDokument71 SeitenOblikovanje Deformiranjemdavorstrelec100% (5)
- Uvod U Tehniku ZavarivanjaDokument58 SeitenUvod U Tehniku ZavarivanjaminibraunNoch keine Bewertungen
- Postupci ZarenjaDokument17 SeitenPostupci ZarenjaFranJankovićNoch keine Bewertungen
- Skripta K1Dokument34 SeitenSkripta K1Josip BriškiNoch keine Bewertungen
- Elementi SkriptaDokument28 SeitenElementi Skriptasssf-dobojNoch keine Bewertungen
- DIJAGRAM STANJA ZELJEZO Fe3C PDFDokument3 SeitenDIJAGRAM STANJA ZELJEZO Fe3C PDFvilda_hadzicNoch keine Bewertungen
- Masinski Elementi II-OprugeDokument30 SeitenMasinski Elementi II-OprugeKenan Muhamedagic100% (1)
- 26 Obrada Glodanjem SistematizacijaDokument51 Seiten26 Obrada Glodanjem SistematizacijacobraNoch keine Bewertungen
- Postupci Ručne Obrade 1Dokument12 SeitenPostupci Ručne Obrade 1anigen0Noch keine Bewertungen
- Pitanja & Odgovori Iz ZavarivanjaDokument18 SeitenPitanja & Odgovori Iz ZavarivanjaNeven Milosic100% (1)
- Tig ZavarivanjeDokument15 SeitenTig ZavarivanjeAmela MehanovicNoch keine Bewertungen
- STROJARSTVODokument42 SeitenSTROJARSTVOsally2610100% (1)
- MAG ZavarivanjeDokument40 SeitenMAG ZavarivanjefsuligojNoch keine Bewertungen
- Lijevanje U Pješčani KalupDokument13 SeitenLijevanje U Pješčani KalupHscWow12100% (1)
- Materijali Za Rezne AlateDokument12 SeitenMaterijali Za Rezne AlateAmira Hrvić100% (1)
- Tehnički MaterijaliDokument19 SeitenTehnički MaterijaliAnonymous kruUjx8j2oNoch keine Bewertungen
- DIJAGRAM STANJA ZELJEZO Fe3C PDFDokument3 SeitenDIJAGRAM STANJA ZELJEZO Fe3C PDFHari MerdicNoch keine Bewertungen
- Edsipi Prirucnik Strojarstvo Strani JezikDokument258 SeitenEdsipi Prirucnik Strojarstvo Strani Jezikivica100% (2)
- 12 Obrada Na Strugu PDFDokument27 Seiten12 Obrada Na Strugu PDFHusein LagumdzijaNoch keine Bewertungen
- Predavanja 3-StruganjeDokument25 SeitenPredavanja 3-Struganjepametnica21100% (1)
- Toplinska ObradaDokument19 SeitenToplinska ObradaIvan Croatia100% (1)
- NavarivanjeDokument7 SeitenNavarivanjeIvica MilosevskiNoch keine Bewertungen
- LjevarstvoDokument134 SeitenLjevarstvoVera Petrusic DjuricicNoch keine Bewertungen
- Seferijan Metalurgija Zavarivanja 1 DioDokument208 SeitenSeferijan Metalurgija Zavarivanja 1 Diobpajic100% (2)
- Elektrootporno ZavarivanjeDokument24 SeitenElektrootporno ZavarivanjeFuad JahićNoch keine Bewertungen
- Električni Luk I Sile Za PrenosDokument8 SeitenElektrični Luk I Sile Za PrenosČolak IvanNoch keine Bewertungen
- PoljaDokument54 SeitenPoljalukaNoch keine Bewertungen
- Električne Mreže Skripta Za Prvi ParcijalniDokument13 SeitenElektrične Mreže Skripta Za Prvi ParcijalniMirnesNoch keine Bewertungen
- Zavrsni RadDokument22 SeitenZavrsni RadFeđa BešlagićNoch keine Bewertungen
- Vremenski Konstantne Električne StrujeDokument40 SeitenVremenski Konstantne Električne StrujeStipe PavelicNoch keine Bewertungen
- Prenaponska Zastita SkriptaDokument54 SeitenPrenaponska Zastita SkriptaLara BuljanNoch keine Bewertungen
- Strujni Transformator2011 PDFDokument22 SeitenStrujni Transformator2011 PDFrbencicNoch keine Bewertungen
- OE Skripta Za Usmeni IspitDokument38 SeitenOE Skripta Za Usmeni IspitLarry CarterNoch keine Bewertungen
- NPT Dio Zav SkriptaDokument6 SeitenNPT Dio Zav SkriptaStela LjevarNoch keine Bewertungen
- Energetski TransformatoriDokument9 SeitenEnergetski Transformatoriuser123456789100% (1)
- BEUDokument15 SeitenBEUNiksa KusijanovicNoch keine Bewertungen
- Seminarski Rad - Metal Oksidni Odvodnici Prenapona Loncar StercDokument19 SeitenSeminarski Rad - Metal Oksidni Odvodnici Prenapona Loncar Stercts4530650% (2)
- Elektromotori I Izmjenjivaci FrekvencijaDokument25 SeitenElektromotori I Izmjenjivaci Frekvencijanexymegaman100% (1)
- Osnove Elektrotehnike I DioDokument10 SeitenOsnove Elektrotehnike I DiosalecNoch keine Bewertungen
- Katalog StrojoprometDokument94 SeitenKatalog StrojoprometIvan AlilovicNoch keine Bewertungen
- Gorenje WA72125Dokument32 SeitenGorenje WA72125Ivan AlilovicNoch keine Bewertungen
- Gorenje WA72125Dokument32 SeitenGorenje WA72125Ivan AlilovicNoch keine Bewertungen
- Gorenje WA72125Dokument32 SeitenGorenje WA72125Ivan AlilovicNoch keine Bewertungen
- Tablica Dubina Navoja - TokarenjeDokument1 SeiteTablica Dubina Navoja - TokarenjeIvan Alilovic100% (2)
- Skidanje I Stavljanje Zupcastog Remena Na Renault 19 1.7iDokument2 SeitenSkidanje I Stavljanje Zupcastog Remena Na Renault 19 1.7iIvan AlilovicNoch keine Bewertungen
- Metalne KonstrukcijeDokument108 SeitenMetalne KonstrukcijeVedran Marinčić Grbo100% (1)