Das könnte Ihnen auch gefallen
- PRESUPUESTOS PROCESALES, en El Ordenamiento Administrativo Mexicano PDFDokument27 SeitenPRESUPUESTOS PROCESALES, en El Ordenamiento Administrativo Mexicano PDFMADNESSBlackSoul100% (1)
- Presupuestos Procesales Concepto y Clases, EsquemaDokument1 SeitePresupuestos Procesales Concepto y Clases, EsquemaLeonardo Barron ZavalaNoch keine Bewertungen
- Chi CuadradaDokument10 SeitenChi CuadradaMADNESSBlackSoulNoch keine Bewertungen
- Tipos de EnsayosDokument55 SeitenTipos de EnsayosDiego QuintanaNoch keine Bewertungen
- Barrios Brindis GretaDokument191 SeitenBarrios Brindis GretaMADNESSBlackSoulNoch keine Bewertungen
- Doc1071 ContigenciaDokument25 SeitenDoc1071 ContigenciaJose CelizNoch keine Bewertungen
- Avance Ejemplo de Plan NegocioDokument8 SeitenAvance Ejemplo de Plan NegocioJulio E. SalvideNoch keine Bewertungen
- La Guia MetAs 07 08 Manometro BourdonDokument4 SeitenLa Guia MetAs 07 08 Manometro BourdonNathaly VillacisNoch keine Bewertungen
- Regresión LinealDokument15 SeitenRegresión LinealMADNESSBlackSoulNoch keine Bewertungen
- Acero AISI 430Dokument4 SeitenAcero AISI 430MADNESSBlackSoulNoch keine Bewertungen
- Ensayo de Traccion Con Probetas Roscadas Maquina Universal Shimadzu Serie AgDokument2 SeitenEnsayo de Traccion Con Probetas Roscadas Maquina Universal Shimadzu Serie AgMADNESSBlackSoulNoch keine Bewertungen
- Ensayo de Traccion Con Probetas Roscadas Maquina Universal Shimadzu Serie AgDokument2 SeitenEnsayo de Traccion Con Probetas Roscadas Maquina Universal Shimadzu Serie AgMADNESSBlackSoulNoch keine Bewertungen
- Máquina de Ensayos Universales MTS 810Dokument15 SeitenMáquina de Ensayos Universales MTS 810MADNESSBlackSoul0% (1)
- Clasificacion Aceros Aisi PDFDokument5 SeitenClasificacion Aceros Aisi PDFRodrigo Cea MedinaNoch keine Bewertungen
- AguaDokument2 SeitenAguaMADNESSBlackSoulNoch keine Bewertungen
- AguaDokument2 SeitenAguaMADNESSBlackSoulNoch keine Bewertungen
- Los Chancas-Southern PeruDokument8 SeitenLos Chancas-Southern PeruJulio Vento Glave100% (2)
- Guia de Instalacion Ilustrada de Radios Microondas RTN 950 y RTN 605 2 PDFDokument42 SeitenGuia de Instalacion Ilustrada de Radios Microondas RTN 950 y RTN 605 2 PDFAttackDenied123Noch keine Bewertungen
- Manejo Del RatonDokument3 SeitenManejo Del Ratonjabel68Noch keine Bewertungen
- Taller 1 Estadistica Descriptiva 2Dokument6 SeitenTaller 1 Estadistica Descriptiva 2Chamorro Sigdman FabianNoch keine Bewertungen
- GTEC-HSE-PR-007 Trabajo Seguro de Aislamiento Bloqueo y EtiquetadoDokument18 SeitenGTEC-HSE-PR-007 Trabajo Seguro de Aislamiento Bloqueo y Etiquetadosilvanna alvarez castroNoch keine Bewertungen
- KendallDokument11 SeitenKendallLucita PinedoNoch keine Bewertungen
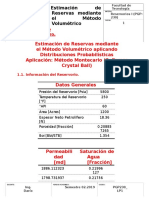
- Estimación de reservas mediante el método volumétricoDokument3 SeitenEstimación de reservas mediante el método volumétricofernando4talaveraNoch keine Bewertungen
- Proyecto de Servicio Comunitario CDDokument37 SeitenProyecto de Servicio Comunitario CDAbraham TupanoNoch keine Bewertungen
- E1 PTAct 1 7 1 DirectionsDokument4 SeitenE1 PTAct 1 7 1 DirectionsDURAN1399Noch keine Bewertungen
- Actividad de Semana 1Dokument3 SeitenActividad de Semana 1MaylethReyesNoch keine Bewertungen
- Normas de Urbanismo Sta CruzDokument50 SeitenNormas de Urbanismo Sta CruzjorgeNoch keine Bewertungen
- TAREA-Caso Practico 1 Ingeniería Ambiental Legislacion A EnviadoDokument2 SeitenTAREA-Caso Practico 1 Ingeniería Ambiental Legislacion A EnviadoJulissa FeijooNoch keine Bewertungen
- Entrega 1 Proceso AdministrativoDokument3 SeitenEntrega 1 Proceso AdministrativoNatalia ChavarroNoch keine Bewertungen
- Ambush Alley ESPDokument80 SeitenAmbush Alley ESPCristian BotozisNoch keine Bewertungen
- Dafo Empresa Manuelita S.A.Dokument3 SeitenDafo Empresa Manuelita S.A.AriannaNoch keine Bewertungen
- Autoestima en El TrabajoDokument14 SeitenAutoestima en El TrabajoSol Jauya Ballarta100% (1)
- Mecanizado Por Arranque de VirutaDokument9 SeitenMecanizado Por Arranque de VirutaHermes MejíaNoch keine Bewertungen
- Manometro TrabajoDokument6 SeitenManometro TrabajoBrayan NonatoNoch keine Bewertungen
- Da Proceso 09-1-48403 118004002 1370292 PDFDokument5 SeitenDa Proceso 09-1-48403 118004002 1370292 PDFViVii G. LópezNoch keine Bewertungen
- Seminario GestionDokument5 SeitenSeminario GestionBetzaida AtenasNoch keine Bewertungen
- Carmen Alba DUA NuevoDokument12 SeitenCarmen Alba DUA NuevoCarolinaMelgarejoCuevasNoch keine Bewertungen
- .ar-ENCUADERNACIÓN AMERICANA CON CAJOS Y LOMO REDONDEADODokument28 Seiten.ar-ENCUADERNACIÓN AMERICANA CON CAJOS Y LOMO REDONDEADOWidcketNoch keine Bewertungen
- Ferrerias HSJDokument52 SeitenFerrerias HSJMARIA GOMEZNoch keine Bewertungen
- Carrera Espacial - Guerra FríaDokument8 SeitenCarrera Espacial - Guerra Fríalau.lauNoch keine Bewertungen
- Modelado y simulacion de sistemas mecanicosDokument2 SeitenModelado y simulacion de sistemas mecanicosluisssiiiNoch keine Bewertungen
- Accesorios de La Tubería de RevestimientoDokument15 SeitenAccesorios de La Tubería de Revestimientojohnrofa100% (1)
- Esp. Tecnicas Sanitarias - ContingenciaDokument26 SeitenEsp. Tecnicas Sanitarias - ContingenciaRick Johnatan Roman AmancioNoch keine Bewertungen
- Clasificación de Bosniak de Masas Renales QuísticDokument1 SeiteClasificación de Bosniak de Masas Renales QuísticJosé Luis Barrantes TicllaNoch keine Bewertungen
- Preguntas Ex FamáDokument10 SeitenPreguntas Ex FamáEnglish Yo AprendoNoch keine Bewertungen
- 03-Catálogo Goulds-SSH PDFDokument36 Seiten03-Catálogo Goulds-SSH PDFPaul WaldronNoch keine Bewertungen