Das könnte Ihnen auch gefallen
- Air Breathing Propulsion Unit-1Dokument37 SeitenAir Breathing Propulsion Unit-1api-271354682Noch keine Bewertungen
- As1018 6 Sem 7Dokument2 SeitenAs1018 6 Sem 7api-271354682Noch keine Bewertungen
- As1018 6 Sem 4Dokument5 SeitenAs1018 6 Sem 4api-271354682Noch keine Bewertungen
- As1018 6 Sem 6Dokument2 SeitenAs1018 6 Sem 6api-271354682Noch keine Bewertungen
- As1018 6 Sem 5Dokument2 SeitenAs1018 6 Sem 5api-271354682Noch keine Bewertungen
- 15as304 Air Breathing Propulsion SyllabusDokument2 Seiten15as304 Air Breathing Propulsion Syllabusapi-271354682Noch keine Bewertungen
- Cycle Test 2 Rocket PropulsionDokument3 SeitenCycle Test 2 Rocket Propulsionapi-271354682Noch keine Bewertungen
- Rocket Propulsion ct-1 2017 QPDokument5 SeitenRocket Propulsion ct-1 2017 QPapi-271354682100% (1)
- Gate Question and Answer For Aerospace by Vinothkumar AnnamalaiDokument138 SeitenGate Question and Answer For Aerospace by Vinothkumar Annamalaiapi-271354682Noch keine Bewertungen
- Propulsion2 QPDokument12 SeitenPropulsion2 QPapi-271354682100% (1)
- List of Rockets AssignmentDokument4 SeitenList of Rockets Assignmentapi-271354682Noch keine Bewertungen
- Assignment 3Dokument3 SeitenAssignment 3api-271354682Noch keine Bewertungen
- Intake and Nozzle Problems NumericalDokument7 SeitenIntake and Nozzle Problems Numericalapi-271354682100% (1)
- As0306 Propulsion IIDokument3 SeitenAs0306 Propulsion IIapi-271354682Noch keine Bewertungen
- Air Breathing Propulsion Unit-3Dokument22 SeitenAir Breathing Propulsion Unit-3api-271354682Noch keine Bewertungen
- Lab Manual Stud CP II To Be Used With The Right One 1Dokument21 SeitenLab Manual Stud CP II To Be Used With The Right One 1api-271354682Noch keine Bewertungen
- Program 1Dokument35 SeitenProgram 1api-271354682Noch keine Bewertungen
- Rocket Propulsion Unit-3Dokument53 SeitenRocket Propulsion Unit-3api-271354682100% (4)
- Air Breathing Propulsion Unit-2Dokument54 SeitenAir Breathing Propulsion Unit-2api-271354682Noch keine Bewertungen
- Rocket Propulsion-2 ct-1 QP Key-2016Dokument3 SeitenRocket Propulsion-2 ct-1 QP Key-2016api-271354682Noch keine Bewertungen
- Rocket Propulsion Unit-4Dokument21 SeitenRocket Propulsion Unit-4api-271354682100% (1)
- Rocket Propulsion-2 ct-2 qp-2016Dokument5 SeitenRocket Propulsion-2 ct-2 qp-2016api-271354682Noch keine Bewertungen
- Rocket Propulsion Unit-5Dokument44 SeitenRocket Propulsion Unit-5api-271354682Noch keine Bewertungen
- Rockets History and EvolutionDokument11 SeitenRockets History and Evolutionapi-271354682Noch keine Bewertungen
- Matching of Turbine and CompressorDokument2 SeitenMatching of Turbine and Compressorapi-271354682100% (5)
- Rocket Propulsion Unit-1Dokument47 SeitenRocket Propulsion Unit-1api-271354682100% (4)
- Rocket Propulsion Unit-2Dokument8 SeitenRocket Propulsion Unit-2api-271354682Noch keine Bewertungen
- Numerical ProblemsDokument12 SeitenNumerical Problemsapi-271354682Noch keine Bewertungen
- Choice of Blade Profile, Pitch and ChordDokument6 SeitenChoice of Blade Profile, Pitch and Chordapi-27135468260% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Krishak Bazar at Tehatta-I Block Seed Farm2 (Unhide)Dokument18 SeitenKrishak Bazar at Tehatta-I Block Seed Farm2 (Unhide)Hironmoy DashNoch keine Bewertungen
- Self Compacting ConcreteDokument18 SeitenSelf Compacting ConcreteKannan KandappanNoch keine Bewertungen
- SRCFEB20 Exhibitor List 11-19-2020 PDFDokument10 SeitenSRCFEB20 Exhibitor List 11-19-2020 PDFSrishty RanaNoch keine Bewertungen
- Paper Cup Machine DetailsDokument7 SeitenPaper Cup Machine DetailsTushar NakhateNoch keine Bewertungen
- FAMDokument36 SeitenFAMxiaogangzhu75% (4)
- LCCA Steel vs. Concrete TankDokument3 SeitenLCCA Steel vs. Concrete TankdwianantoraharjoNoch keine Bewertungen
- Annotations of The History of Curtain Walls in Industrial Buildings 1890 - 1920Dokument9 SeitenAnnotations of The History of Curtain Walls in Industrial Buildings 1890 - 1920nachosollaNoch keine Bewertungen
- Macfoil Af 547: Technical ProductsDokument2 SeitenMacfoil Af 547: Technical Productsfhsn84Noch keine Bewertungen
- Electroplating in The Home WorkshopDokument21 SeitenElectroplating in The Home WorkshopcdslicNoch keine Bewertungen
- JSS 4210-06-1999Dokument24 SeitenJSS 4210-06-1999Kaushik SenguptaNoch keine Bewertungen
- Assessing Logistics and Supply Chain Management Decisions: CanonDokument24 SeitenAssessing Logistics and Supply Chain Management Decisions: CanonAtiqah IsmailNoch keine Bewertungen
- CBA-123 Design Frozen: Brasilia Stretch StudiedDokument1 SeiteCBA-123 Design Frozen: Brasilia Stretch Studieddagger21Noch keine Bewertungen
- 1943 Freeways For The RegionDokument61 Seiten1943 Freeways For The RegionJason BentleyNoch keine Bewertungen
- Approved ICT Contractors ListDokument15 SeitenApproved ICT Contractors ListkanNoch keine Bewertungen
- Bills of Exchange: Problems For HomeworkDokument2 SeitenBills of Exchange: Problems For HomeworkKhushi NimjeNoch keine Bewertungen
- Quality Control Manual Papua New GuineaDokument59 SeitenQuality Control Manual Papua New GuineaSmr OnlyNoch keine Bewertungen
- Wrd13 2009 ReaffirmationDokument2 SeitenWrd13 2009 Reaffirmationjamjam75Noch keine Bewertungen
- EIL Shedule of Rates ENQ - REV0Dokument20 SeitenEIL Shedule of Rates ENQ - REV0kotiNoch keine Bewertungen
- Main Report (Compatibility Mode)Dokument96 SeitenMain Report (Compatibility Mode)Saif KhanNoch keine Bewertungen
- Airbus AC A330 20140101Dokument575 SeitenAirbus AC A330 20140101Kareem Lagi50% (2)
- General Cargoes HazardDokument9 SeitenGeneral Cargoes Hazardtom80% (5)
- BFP RequirementsDokument4 SeitenBFP RequirementsJune CostalesNoch keine Bewertungen
- Cost Sheet For TRAnspotDokument8 SeitenCost Sheet For TRAnspotkhairejo0% (1)
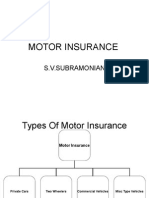
- Motor Insurance PSGDokument23 SeitenMotor Insurance PSGjeevanandamcNoch keine Bewertungen
- Complete DischargeDokument13 SeitenComplete DischargeaminNoch keine Bewertungen
- Baseline Programme Narrative - LIS-02 - MEDDokument9 SeitenBaseline Programme Narrative - LIS-02 - MEDLokesh KonganapalleNoch keine Bewertungen
- Ch-10 Grinding and FinishingDokument84 SeitenCh-10 Grinding and FinishingNitin TembhurnikarNoch keine Bewertungen
- RyanairDokument16 SeitenRyanairReevu AdhikaryNoch keine Bewertungen
- 3000 Word ReportDokument17 Seiten3000 Word ReportDrJyoti AgarwalNoch keine Bewertungen