Das könnte Ihnen auch gefallen
- Module 3. Pullan, JMDokument7 SeitenModule 3. Pullan, JMJanaMawiNoch keine Bewertungen
- Quiz (Structure)Dokument17 SeitenQuiz (Structure)Erika PhoebeNoch keine Bewertungen
- Smaw Module 2ndQ 1stDokument6 SeitenSmaw Module 2ndQ 1stAdoracion Sales HugoNoch keine Bewertungen
- Please Read The Following Text After You Read The Text, Please Identify The ParaphrasesDokument9 SeitenPlease Read The Following Text After You Read The Text, Please Identify The ParaphrasesRivaldo SiregarNoch keine Bewertungen
- Perdev 11Dokument7 SeitenPerdev 11Rodalyn Dela Cruz NavarroNoch keine Bewertungen
- EAPP NotesDokument7 SeitenEAPP NotesHANNAH KATRINA DE JESUSNoch keine Bewertungen
- LAS Week 4Dokument6 SeitenLAS Week 4Muzically Inspired100% (1)
- Speech Acts: Kinds of UtterancesDokument3 SeitenSpeech Acts: Kinds of UtterancesJiro SamontañezNoch keine Bewertungen
- Quiz Tle 9 2ndDokument1 SeiteQuiz Tle 9 2ndjohn kingNoch keine Bewertungen
- Oralcomm Q1 Module 5 Lesson 2Dokument13 SeitenOralcomm Q1 Module 5 Lesson 2gigilNoch keine Bewertungen
- Strengths and WeaknessesDokument4 SeitenStrengths and WeaknessesShela MesyanaNoch keine Bewertungen
- Identifying The Structure of Academic TextsDokument7 SeitenIdentifying The Structure of Academic TextsJemimah Rabago PaaNoch keine Bewertungen
- Text Organization StructuresDokument3 SeitenText Organization Structureshannahdn77Noch keine Bewertungen
- Title: Topic: Segment: Length: TV Anchor: Script Writer: Ruben R. de Asis Melc: Lesson ObjectivesDokument6 SeitenTitle: Topic: Segment: Length: TV Anchor: Script Writer: Ruben R. de Asis Melc: Lesson ObjectivesRubenNoch keine Bewertungen
- Ellangm 3Dokument5 SeitenEllangm 3Anonymous L4IPI9uTpP100% (1)
- Concep PaperDokument4 SeitenConcep PaperAnonymous wYyVjWTVibNoch keine Bewertungen
- Oral Communication - FinalDokument20 SeitenOral Communication - FinalArvin Villamor AmagaNoch keine Bewertungen
- Three Types of ClaimsDokument2 SeitenThree Types of ClaimsMASTERJNoch keine Bewertungen
- Concept PaperDokument25 SeitenConcept Papermechille de la cruzNoch keine Bewertungen
- Weekly Home Learning Plan Grade 7 ENGLISH: Week 1 Quarter 1 October 5 - 9, 2020Dokument3 SeitenWeekly Home Learning Plan Grade 7 ENGLISH: Week 1 Quarter 1 October 5 - 9, 2020April Jeannelyn Feniza100% (2)
- HRG-Module 2Dokument13 SeitenHRG-Module 2Shifra Jane PiqueroNoch keine Bewertungen
- Models of CommunicationDokument7 SeitenModels of CommunicationKristine Mae Musa AñonuevoNoch keine Bewertungen
- Ylanan PatricioDokument6 SeitenYlanan PatriciodoloresNoch keine Bewertungen
- Position PaperDokument22 SeitenPosition PaperJulieSanchezErsando100% (1)
- LM in Reading and Writing M5-Q3Dokument27 SeitenLM in Reading and Writing M5-Q3Alley De VillaNoch keine Bewertungen
- Eapp Week 1-4Dokument14 SeitenEapp Week 1-4Roland Acob Del Rosario Jr.Noch keine Bewertungen
- Acad Act 3 1Dokument4 SeitenAcad Act 3 1Maria StylinsonNoch keine Bewertungen
- Emp Tech Q2 - W3Dokument6 SeitenEmp Tech Q2 - W3IreneNoch keine Bewertungen
- Background of The Study Group 3Dokument20 SeitenBackground of The Study Group 3Gino RiveraNoch keine Bewertungen
- Presentation 1Dokument18 SeitenPresentation 1Mark Joseph MabugayNoch keine Bewertungen
- Senior High School Benigno "Ninoy" S. Aquino High SchoolDokument27 SeitenSenior High School Benigno "Ninoy" S. Aquino High SchoolArrkiee ArcayosNoch keine Bewertungen
- Questions by Coming Up With Answers About Real Things and Asking "Why?"Dokument5 SeitenQuestions by Coming Up With Answers About Real Things and Asking "Why?"Kinect Nueva EcijaNoch keine Bewertungen
- Eapp Module 3 Week 5-6Dokument5 SeitenEapp Module 3 Week 5-6Marichelle Idmilao PurosNoch keine Bewertungen
- An Introduction To Business PlansDokument4 SeitenAn Introduction To Business PlansAl FarouqNoch keine Bewertungen
- JSR-277: Java Module SystemDokument162 SeitenJSR-277: Java Module SystemqweqwqNoch keine Bewertungen
- Essay Outline Per. 2Dokument4 SeitenEssay Outline Per. 2Jennifer VegaNoch keine Bewertungen
- Advantages of MOOC:: Educators and Learners Locally and InternationallyDokument3 SeitenAdvantages of MOOC:: Educators and Learners Locally and InternationallyPanis RyanNoch keine Bewertungen
- People With Good Attitudes Tend To Be More Effective Problem SolversDokument1 SeitePeople With Good Attitudes Tend To Be More Effective Problem SolversNaze Tamaray100% (1)
- Oral Communication in Context: Learning Module 9: Nature and Fundamentals of Communication Quarter: 1 Week: 9Dokument4 SeitenOral Communication in Context: Learning Module 9: Nature and Fundamentals of Communication Quarter: 1 Week: 9Erich D. Patriarca0% (2)
- HG G11 Module 3 RTP RollorataDokument13 SeitenHG G11 Module 3 RTP RollorataJuliana RollorataNoch keine Bewertungen
- Midterm Eapp Exam - 2Dokument3 SeitenMidterm Eapp Exam - 2Raymark RiveraNoch keine Bewertungen
- Shs Oral-Comm q1 w3 Slm.Dokument23 SeitenShs Oral-Comm q1 w3 Slm.Jhylanne khalia RoxasNoch keine Bewertungen
- Outhland Ollege: Senior High School DepartmentDokument35 SeitenOuthland Ollege: Senior High School DepartmentIlly Zue Zaine GangosoNoch keine Bewertungen
- Done Pr1-Lesson 2Dokument7 SeitenDone Pr1-Lesson 2Mishal NoroñaNoch keine Bewertungen
- Oral Com Module1Dokument48 SeitenOral Com Module1MimiNoch keine Bewertungen
- Evaluating Websites A Checklist - JOHN CARLO G. GAERLANDokument3 SeitenEvaluating Websites A Checklist - JOHN CARLO G. GAERLANMarvin CincoNoch keine Bewertungen
- Department of Education: Division of Butuan CityDokument12 SeitenDepartment of Education: Division of Butuan CityFonzy Rone0% (2)
- SENIOR HIGH SCHOOL: 21st Century Literature Teaching From The Philippines and The WorldDokument6 SeitenSENIOR HIGH SCHOOL: 21st Century Literature Teaching From The Philippines and The Worldkarizajean desalisaNoch keine Bewertungen
- Solar Night Light AssemblyDokument1 SeiteSolar Night Light Assemblyeuphris starfellNoch keine Bewertungen
- SENIOR HIGH SCHOOL-English For Academic and Professional PurposesDokument8 SeitenSENIOR HIGH SCHOOL-English For Academic and Professional Purposesjoshua herreraNoch keine Bewertungen
- Types of Audience:: Primary Audience: The Primary Audience Is The Audience Who Have To DecideDokument2 SeitenTypes of Audience:: Primary Audience: The Primary Audience Is The Audience Who Have To DecideShalini RaiNoch keine Bewertungen
- ANSWER SHEET ON Comparative of Shintoism and DaoismDokument5 SeitenANSWER SHEET ON Comparative of Shintoism and DaoismArchie Orollo100% (2)
- Oral Com ModuleDokument22 SeitenOral Com ModuleKrizza Mae Zita100% (1)
- The Structure of The ReportDokument2 SeitenThe Structure of The ReportYounas BhattiNoch keine Bewertungen
- English For Academic and Professional Purposes Module 1stqtr 1 1Dokument48 SeitenEnglish For Academic and Professional Purposes Module 1stqtr 1 1Mary April Repuela GapoNoch keine Bewertungen
- Oral Communication Module 1Dokument26 SeitenOral Communication Module 1Renji ZabimaruNoch keine Bewertungen
- Oral Communication in Context Module 4Dokument11 SeitenOral Communication in Context Module 4Paula JenNoch keine Bewertungen
- Public Speaking Fundamentals - ORAL COMMDokument62 SeitenPublic Speaking Fundamentals - ORAL COMMLen TombocNoch keine Bewertungen
- Parallel Test in Module 3Dokument2 SeitenParallel Test in Module 3rosie tapayanNoch keine Bewertungen
- Welding Catalogue PDFDokument292 SeitenWelding Catalogue PDFvudinhnambrNoch keine Bewertungen
- Impact of Tool WearDokument7 SeitenImpact of Tool WearMatija BušićNoch keine Bewertungen
- VKS 45V, VKS 45W A VKS 45W-1 Pneumatic Drifter: Operating InstructionsDokument7 SeitenVKS 45V, VKS 45W A VKS 45W-1 Pneumatic Drifter: Operating InstructionsMatija BušićNoch keine Bewertungen
- Ea 6 02 MDokument27 SeitenEa 6 02 MpelorzaNoch keine Bewertungen
- Ea 6 02 MDokument27 SeitenEa 6 02 MpelorzaNoch keine Bewertungen
- Reversal Stir WeldingDokument4 SeitenReversal Stir WeldingMatija BušićNoch keine Bewertungen
- Air Motor Catalogue - tcm690-1188313Dokument80 SeitenAir Motor Catalogue - tcm690-1188313Anonymous FqWJo7Noch keine Bewertungen
- WJ 2013 05Dokument128 SeitenWJ 2013 05Matija BušićNoch keine Bewertungen
- Effect of Tool Geometry On Mechanical and Microstructural Properties in Dissimilar FSW 5086 - 6061Dokument9 SeitenEffect of Tool Geometry On Mechanical and Microstructural Properties in Dissimilar FSW 5086 - 6061Matija BušićNoch keine Bewertungen
- 2002 Nasa Faculty Fellowship ProgramDokument5 Seiten2002 Nasa Faculty Fellowship Programkannanmech87Noch keine Bewertungen
- Buffa 2006Dokument8 SeitenBuffa 2006Osama MohammedNoch keine Bewertungen
- Effect of Shoulder Cavity and Welding Parameters On FSW of Thin Cooper SheetsDokument8 SeitenEffect of Shoulder Cavity and Welding Parameters On FSW of Thin Cooper SheetsMatija BušićNoch keine Bewertungen
- Bohler ManualDokument519 SeitenBohler ManualCosmin OlteanuNoch keine Bewertungen
- Effect of Tool Pin Profile On Tensile Strength of Welded Joints FSWDokument7 SeitenEffect of Tool Pin Profile On Tensile Strength of Welded Joints FSWMatija BušićNoch keine Bewertungen
- Composite Refractory MaterialsDokument8 SeitenComposite Refractory MaterialsMatija BušićNoch keine Bewertungen
- Single Stone Honing ToolsDokument4 SeitenSingle Stone Honing ToolsMatija BušićNoch keine Bewertungen
- World Class Plasma Cutting: Local Welding Technology Exported To UK, Middle EastDokument2 SeitenWorld Class Plasma Cutting: Local Welding Technology Exported To UK, Middle EastMatija BušićNoch keine Bewertungen
- Endeavour Awards K-TigDokument2 SeitenEndeavour Awards K-TigMatija BušićNoch keine Bewertungen
- Welbee Inverter: Pulse MAG/MIG Welding Power SourceDokument148 SeitenWelbee Inverter: Pulse MAG/MIG Welding Power SourceMatija BušićNoch keine Bewertungen
- Optimization of Activated Tungsten Inert Gas Welding of 304L Austenitic Stainless Steel PDFDokument6 SeitenOptimization of Activated Tungsten Inert Gas Welding of 304L Austenitic Stainless Steel PDFMatija BušićNoch keine Bewertungen
- Keyhole Welding With CF-TIG (Cathode Focussed GTA) : Research PaperDokument7 SeitenKeyhole Welding With CF-TIG (Cathode Focussed GTA) : Research PaperMatija BušićNoch keine Bewertungen
- Precision Honing ToolsDokument14 SeitenPrecision Honing ToolsMatija BušićNoch keine Bewertungen
- Carbide Special PartsDokument14 SeitenCarbide Special PartsMatija BušićNoch keine Bewertungen
- Weldinghuide Eng BohlerDokument515 SeitenWeldinghuide Eng BohlerJorge VasquezNoch keine Bewertungen
- Exciting Things in The Pipeline For Welding Tech Company: KelvindaleDokument2 SeitenExciting Things in The Pipeline For Welding Tech Company: KelvindaleMatija BušićNoch keine Bewertungen
- Mig/Mag: Product Catalogue 3.1 / V1Dokument48 SeitenMig/Mag: Product Catalogue 3.1 / V1Matija BušićNoch keine Bewertungen
- Z44 405 - Kralj, Kozuh, Busic IVDokument16 SeitenZ44 405 - Kralj, Kozuh, Busic IVMatija BušićNoch keine Bewertungen
- JuniorEuromat2018 BookofabstractsDokument226 SeitenJuniorEuromat2018 BookofabstractsMatija BušićNoch keine Bewertungen
- Lorch PromoDokument11 SeitenLorch PromoMatija BušićNoch keine Bewertungen
- Busic-Fsw of Apm Sandwich.Dokument12 SeitenBusic-Fsw of Apm Sandwich.Matija Bušić100% (1)
- MILLER MigmagDokument48 SeitenMILLER MigmagMatija BušićNoch keine Bewertungen
- 01 Operator Manual - StirLIN-2 - J0847 - ENDokument54 Seiten01 Operator Manual - StirLIN-2 - J0847 - ENA TurkiNoch keine Bewertungen
- SID97-2B: Service Information DirectiveDokument26 SeitenSID97-2B: Service Information Directivefranco lopezNoch keine Bewertungen
- Fluid Flow MoldDokument41 SeitenFluid Flow MoldSimoes JBNoch keine Bewertungen
- Eaton - Gen 3 (Auto & UltraShift) .18 Speed With Push Button (AutoShift)Dokument5 SeitenEaton - Gen 3 (Auto & UltraShift) .18 Speed With Push Button (AutoShift)Diego LiraNoch keine Bewertungen
- Kolbitsch PPPDokument23 SeitenKolbitsch PPPradanpetricaNoch keine Bewertungen
- Dahilog Chemistry Activity On Gas LawsDokument7 SeitenDahilog Chemistry Activity On Gas LawsYbur Clieve Olsen DahilogNoch keine Bewertungen
- BF08H00902 Components EngineDokument125 SeitenBF08H00902 Components EngineHéctor Medina100% (1)
- Module 2Dokument43 SeitenModule 2Manchimsetty Sri NidhiNoch keine Bewertungen
- SCHEME - G Third Semester 2223434Dokument39 SeitenSCHEME - G Third Semester 2223434AnjithNoch keine Bewertungen
- Evaporators: Dry-ExpansionDokument4 SeitenEvaporators: Dry-ExpansionghilesNoch keine Bewertungen
- SCH 201 - Chemical ThermodynamicsDokument3 SeitenSCH 201 - Chemical Thermodynamicsjipson olooNoch keine Bewertungen
- Axle Boot MarutiDokument2 SeitenAxle Boot MarutinrjmanitNoch keine Bewertungen
- Flower Duet in G Voices OnlyDokument80 SeitenFlower Duet in G Voices Onlym1d0r1Noch keine Bewertungen
- Domex 355 MC: High Strength Cold Forming SteelDokument2 SeitenDomex 355 MC: High Strength Cold Forming SteelKhantoNoch keine Bewertungen
- Fundamentals of Fluid Mechanics Chapter 12 TurbinesDokument44 SeitenFundamentals of Fluid Mechanics Chapter 12 Turbinesalisnowkiss6570Noch keine Bewertungen
- 490 SSAB Automotive Final PDFDokument33 Seiten490 SSAB Automotive Final PDFyujian331Noch keine Bewertungen
- Cpmpression Member Design: 4.1 Introductory ConceptsDokument40 SeitenCpmpression Member Design: 4.1 Introductory ConceptssaadkhalisNoch keine Bewertungen
- Turbo Machines Lab: Centrifugal and Reciprocating CompressorsDokument38 SeitenTurbo Machines Lab: Centrifugal and Reciprocating CompressorsUpendra SravanNoch keine Bewertungen
- Ta300 T4 0pli 11001Dokument374 SeitenTa300 T4 0pli 11001Ravinder Singh100% (3)
- Fuel System Non Cert Montacargas 30L-7 ListaDokument1 SeiteFuel System Non Cert Montacargas 30L-7 ListaJose A PerezNoch keine Bewertungen
- Manual de Peças Manipulador Telescopico 1200SJP 1350SJPDokument460 SeitenManual de Peças Manipulador Telescopico 1200SJP 1350SJPAlessandro de OliveiraNoch keine Bewertungen
- v1903 2203tvengineDokument46 Seitenv1903 2203tvenginehuo sun100% (1)
- Odorizatin UnitDokument4 SeitenOdorizatin UnitSachin VermaNoch keine Bewertungen
- Modelling and SimulationDokument16 SeitenModelling and SimulationWajdi SadikNoch keine Bewertungen
- Faculty of Engineering and Technology: Sessional Test 1-February 2020Dokument2 SeitenFaculty of Engineering and Technology: Sessional Test 1-February 2020Sunny BhatiaNoch keine Bewertungen
- Code DescriptionDokument11 SeitenCode DescriptionPeter DewysNoch keine Bewertungen
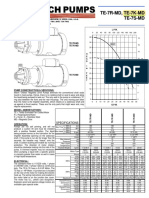
- Manual March Te-7k-MdDokument2 SeitenManual March Te-7k-MdjoseNoch keine Bewertungen
- Different Types of Moment FramesDokument2 SeitenDifferent Types of Moment FramesRazell RuizNoch keine Bewertungen
- Forces, Pressure & Density 23Dokument34 SeitenForces, Pressure & Density 23hijabNoch keine Bewertungen
- MEBS6006 1516 04-LoadDokument74 SeitenMEBS6006 1516 04-LoadFaizul Zainudin100% (1)