Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Plano Piñon v3 FinalDokument1 SeitePlano Piñon v3 FinalvizcensoNoch keine Bewertungen
- BridaDokument1 SeiteBridavizcensoNoch keine Bewertungen
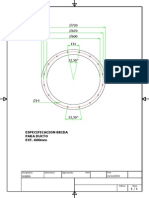
- Fabricar: 1 Colector: Designed by Checked by Approved by Date Date Proyecto: Planta de Cal-PachachacaDokument1 SeiteFabricar: 1 Colector: Designed by Checked by Approved by Date Date Proyecto: Planta de Cal-PachachacavizcensoNoch keine Bewertungen
- Ertalyte TXDataDokument5 SeitenErtalyte TXDatavizcensoNoch keine Bewertungen
- Generated Using A Trial Version of Simlab PDF Exporter For Inventor Generated Using A Trial Version of Simlab PDF Exporter For InventorDokument1 SeiteGenerated Using A Trial Version of Simlab PDF Exporter For Inventor Generated Using A Trial Version of Simlab PDF Exporter For InventorvizcensoNoch keine Bewertungen
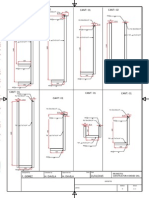
- CANT: 02 CANT: 01 CANT: 01 CANT: 02: Proyecto: Constructora-Cheves SacDokument1 SeiteCANT: 02 CANT: 01 CANT: 01 CANT: 02: Proyecto: Constructora-Cheves SacvizcensoNoch keine Bewertungen
- Versa-Grip Dual Function Drum HandlerDokument1 SeiteVersa-Grip Dual Function Drum HandlervizcensoNoch keine Bewertungen
- Toto Lyrics: "St. George and The Dragon"Dokument8 SeitenToto Lyrics: "St. George and The Dragon"vizcensoNoch keine Bewertungen
- Expander Material: P22, NON-IBR Expander Size: 200 NB X 400 NB Expander Schedule: SCH 80Dokument1 SeiteExpander Material: P22, NON-IBR Expander Size: 200 NB X 400 NB Expander Schedule: SCH 80vizcensoNoch keine Bewertungen
- Sweet Child oDokument1 SeiteSweet Child ovizcensoNoch keine Bewertungen
- Expander Material: P22, NON-IBR Expander Size: 200 NB X 400 NB Expander Schedule: SCH 80Dokument1 SeiteExpander Material: P22, NON-IBR Expander Size: 200 NB X 400 NB Expander Schedule: SCH 80vizcensoNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- BRB Personal Care Cost Effictive Guide Formulation Edition 2019Dokument28 SeitenBRB Personal Care Cost Effictive Guide Formulation Edition 2019Abdulrahman HamdanNoch keine Bewertungen
- Restoring PH Balance in The BodyDokument6 SeitenRestoring PH Balance in The Bodycinefil70Noch keine Bewertungen
- Concordance C Index - 2 PDFDokument8 SeitenConcordance C Index - 2 PDFnuriyesanNoch keine Bewertungen
- Bob Jones: This CV Template Will Suit Jobseekers With Senior Management ExperienceDokument3 SeitenBob Jones: This CV Template Will Suit Jobseekers With Senior Management ExperienceDickson AllelaNoch keine Bewertungen
- File Server Resource ManagerDokument9 SeitenFile Server Resource ManagerBùi Đình NhuNoch keine Bewertungen
- Rubber Stamp BusinessDokument4 SeitenRubber Stamp BusinessvasantsunerkarNoch keine Bewertungen
- Critical Health Concerns in The 21st CenturyDokument4 SeitenCritical Health Concerns in The 21st CenturykelleybrawnNoch keine Bewertungen
- Jazz - Installing LED DRLsDokument16 SeitenJazz - Installing LED DRLsKrishnaNoch keine Bewertungen
- Design and Fabrication of Light Electric VehicleDokument14 SeitenDesign and Fabrication of Light Electric VehicleAshish NegiNoch keine Bewertungen
- Mechatronics MaterialDokument86 SeitenMechatronics MaterialKota Tarun ReddyNoch keine Bewertungen
- Active and Inactive Volcano LPDokument2 SeitenActive and Inactive Volcano LPhorace hernandez100% (5)
- DRUG STUDY (Erythromycin)Dokument3 SeitenDRUG STUDY (Erythromycin)Avianna CalliopeNoch keine Bewertungen
- EASA Part-66 Module 17 QBDokument53 SeitenEASA Part-66 Module 17 QBFaisal Ahmed Newon80% (5)
- Syllabus EM1Dokument2 SeitenSyllabus EM1Tyler AnthonyNoch keine Bewertungen
- MP CRPDokument2 SeitenMP CRPankutupanaNoch keine Bewertungen
- Heuristic Cheat Sheet Clickable LinksDokument2 SeitenHeuristic Cheat Sheet Clickable Linksemily100% (1)
- Tadano450xl PDFDokument12 SeitenTadano450xl PDFmunawar0% (1)
- P Training For ResilienceDokument35 SeitenP Training For ResilienceLbrito01100% (1)
- Apc 10kva Ups ManualDokument36 SeitenApc 10kva Ups Manualraj rajNoch keine Bewertungen
- Culture Performance and Economic Return of Brown ShrimpDokument8 SeitenCulture Performance and Economic Return of Brown ShrimpLuã OliveiraNoch keine Bewertungen
- Some Sunsickday - Kitchenro11Dokument356 SeitenSome Sunsickday - Kitchenro11Spencer HNoch keine Bewertungen
- Memo For Completed RubricDokument3 SeitenMemo For Completed Rubricnisev2003Noch keine Bewertungen
- CESC Performance Task Quarter 1Dokument3 SeitenCESC Performance Task Quarter 1MarinaM.CubiaNoch keine Bewertungen
- SB Roadmap B1 1Dokument161 SeitenSB Roadmap B1 1Carmen Flores AloyNoch keine Bewertungen
- Apspdcl PDFDokument21 SeitenApspdcl PDFK.sanjeev KumarNoch keine Bewertungen
- 67 9268Dokument34 Seiten67 9268Salvador ReyesNoch keine Bewertungen
- The Necessary Art of PersuasionDokument14 SeitenThe Necessary Art of PersuasionAnugragha SundarNoch keine Bewertungen
- 311762en WDokument36 Seiten311762en WOprisor CostinNoch keine Bewertungen
- Hurricanes Reading Comprehension FreebieDokument20 SeitenHurricanes Reading Comprehension FreebieAlex WaddellNoch keine Bewertungen
- IBDP Physics Oxford David - Homer Course Ebook 4th Edition-2014 CH-1Dokument27 SeitenIBDP Physics Oxford David - Homer Course Ebook 4th Edition-2014 CH-1Milek Anil KumarNoch keine Bewertungen