Das könnte Ihnen auch gefallen
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Brittle Fracture and Impact TestingDokument20 SeitenBrittle Fracture and Impact TestingWaseeq AhmedNoch keine Bewertungen
- Dynamic Analysis of Reciprocating Compressors On FPSO Topside ModulesDokument9 SeitenDynamic Analysis of Reciprocating Compressors On FPSO Topside ModulesDushyant Varshney100% (1)
- Api 650 Api 620Dokument5 SeitenApi 650 Api 620Muhammad ZubairNoch keine Bewertungen
- 11 Fracture MechanicsDokument31 Seiten11 Fracture MechanicsBanambar Singh100% (1)
- Piping Design Plant LayoutDokument23 SeitenPiping Design Plant Layoutluxvij100% (1)
- 5.4.2 Engineering Spec Pressure Vessel - NewDokument52 Seiten5.4.2 Engineering Spec Pressure Vessel - Newandrieysyah2525Noch keine Bewertungen
- Expansion Joint Technical Specification and Data SheetDokument9 SeitenExpansion Joint Technical Specification and Data SheetAhmad Dzulfiqar RahmanNoch keine Bewertungen
- ASME Code CalculationsDokument45 SeitenASME Code CalculationsPunith Rangegowda100% (12)
- 32 Samss 006Dokument22 Seiten32 Samss 006Vajid MadathilNoch keine Bewertungen
- Integrated Pressure Systems ManualDokument296 SeitenIntegrated Pressure Systems ManualSamuel OgunsanyaNoch keine Bewertungen
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisVon EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Welding Code IndexDokument6 SeitenWelding Code IndexAkhilesh KumarNoch keine Bewertungen
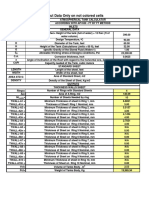
- API 620 Tank CalculationsDokument3 SeitenAPI 620 Tank CalculationsRichard Koehler0% (2)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsVon EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (12)
- Pip Vessp002-2014Dokument9 SeitenPip Vessp002-2014d-fbuser-93320248Noch keine Bewertungen
- Caesar II Technical Reference GuideDokument638 SeitenCaesar II Technical Reference GuideRichard Koehler100% (2)
- Safety Instruction SheetDokument32 SeitenSafety Instruction SheetAdamuNoch keine Bewertungen
- 32 Samss 019Dokument17 Seiten32 Samss 019Moustafa BayoumiNoch keine Bewertungen
- Revised RCSC Specification-Simplified, Clarified, Andimproved PDFDokument5 SeitenRevised RCSC Specification-Simplified, Clarified, Andimproved PDFfarhadmrt6923Noch keine Bewertungen
- Split Tee Specifications and Drawings - 20130906 - 191217Dokument17 SeitenSplit Tee Specifications and Drawings - 20130906 - 191217Anonymous cuOIjrLINoch keine Bewertungen
- Asme Section II A Sa-234 Sa-234mDokument10 SeitenAsme Section II A Sa-234 Sa-234mAnonymous GhPzn1xNoch keine Bewertungen
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDokument20 SeitenRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerNoch keine Bewertungen
- Risk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonDokument20 SeitenRisk Based Inspection Best Practice-The Technical Specification Ron Selva PP Simtech Keynote Paper-1 13th Icpvt 2012 LondonRichard KoehlerNoch keine Bewertungen
- 100 Yer Pe Yss 0438Dokument36 Seiten100 Yer Pe Yss 0438Mohammad Aamir PerwaizNoch keine Bewertungen
- Asme Sec Ix - Short NotesDokument20 SeitenAsme Sec Ix - Short NotesParvee K NakwalNoch keine Bewertungen
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Von EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- 32 Samss 005Dokument33 Seiten32 Samss 005naruto256100% (1)
- Guideline For Developing and Managing An Infrared Thermography (IRT) ProgramDokument108 SeitenGuideline For Developing and Managing An Infrared Thermography (IRT) ProgramRichard KoehlerNoch keine Bewertungen
- Asme Section II A Sa-336 Sa-336mDokument10 SeitenAsme Section II A Sa-336 Sa-336mAnonymous GhPzn1xNoch keine Bewertungen
- 32 Samss 036Dokument33 Seiten32 Samss 036naruto256Noch keine Bewertungen
- 32 Samss 011Dokument27 Seiten32 Samss 011naruto256Noch keine Bewertungen
- PVElite Nozzle SectionDokument24 SeitenPVElite Nozzle SectionRichard Koehler100% (1)
- ISO 10816-1 Normativa VibracionesDokument10 SeitenISO 10816-1 Normativa Vibracionesumendibil100% (1)
- API 620 Tank CalculationsDokument11 SeitenAPI 620 Tank CalculationsPrashant Malve64% (11)
- Beam Design Formulas With Shear and MomentDokument20 SeitenBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- PCI Guide Specification-Glass Fiber Reinforced Concrete-10!11!11Dokument18 SeitenPCI Guide Specification-Glass Fiber Reinforced Concrete-10!11!11wil98100% (1)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- HydroFlow Pump CatalogDokument139 SeitenHydroFlow Pump CatalogRichard KoehlerNoch keine Bewertungen
- Asme Section II A Sa-217 Sa-217mDokument6 SeitenAsme Section II A Sa-217 Sa-217mAnonymous GhPzn1xNoch keine Bewertungen
- Use of Asme Code Case 2695Dokument2 SeitenUse of Asme Code Case 2695G.SWAMINoch keine Bewertungen
- Saes A 005Dokument32 SeitenSaes A 005hyderabad100% (1)
- Saes D 008Dokument21 SeitenSaes D 008Shajin Mohammed ShamsudhinNoch keine Bewertungen
- C. Specifications For Cone Roof TKDokument21 SeitenC. Specifications For Cone Roof TKFajar Sidiq AliwiyonoNoch keine Bewertungen
- Essar Steel PlantDokument62 SeitenEssar Steel PlantKrishnadev C.SNoch keine Bewertungen
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDokument8 Seiten(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Noch keine Bewertungen
- 01 Samss 035 API LinepipeDokument28 Seiten01 Samss 035 API Linepipemdsazidalam100% (2)
- Split TeeDokument80 SeitenSplit TeeJohn Peter100% (1)
- NASA Process Specification For The Heat Treatment of Steel AlloysDokument9 SeitenNASA Process Specification For The Heat Treatment of Steel AlloysisraelkkNoch keine Bewertungen
- Risk Based Inspections (RBI)Dokument13 SeitenRisk Based Inspections (RBI)Richard Koehler100% (1)
- 01-SAMSS-016 Qualification of Plates For Storage Tanks and Pressured Equipment For Resistance To Hydrogen-Induced CrackingDokument14 Seiten01-SAMSS-016 Qualification of Plates For Storage Tanks and Pressured Equipment For Resistance To Hydrogen-Induced CrackingJoni Carino SuniNoch keine Bewertungen
- 32 SAMSS 011 - 02 18 2018 - Final PDFDokument53 Seiten32 SAMSS 011 - 02 18 2018 - Final PDFkartik_harwani4387Noch keine Bewertungen
- Preparing Process Safety InformationDokument2 SeitenPreparing Process Safety InformationRichard Koehler100% (1)
- 01 Samss 016 PDFDokument15 Seiten01 Samss 016 PDFFlorin Daniel AnghelNoch keine Bewertungen
- Use of Mandatory Appendix 44 of ASME 2013 Section VIII, Division 1 in AlbertaDokument8 SeitenUse of Mandatory Appendix 44 of ASME 2013 Section VIII, Division 1 in AlbertaAngs TazNoch keine Bewertungen
- Gems E-4m17 Air Fin CoolersDokument19 SeitenGems E-4m17 Air Fin CoolersMochamad TaufikNoch keine Bewertungen
- Noc G-07Dokument21 SeitenNoc G-07Rochdi SahliNoch keine Bewertungen
- 0610.1 - Shell and Tube Heat ExchangersDokument30 Seiten0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003Noch keine Bewertungen
- Guide Specification GFRCDokument12 SeitenGuide Specification GFRCMark GoducoNoch keine Bewertungen
- Alamos: Conduct of Engineering Formal Clarification or Interpretation RequestDokument6 SeitenAlamos: Conduct of Engineering Formal Clarification or Interpretation RequestmohdfirdausNoch keine Bewertungen
- Asme Section II A Sa-266 Sa-266mDokument6 SeitenAsme Section II A Sa-266 Sa-266mAnonymous GhPzn1xNoch keine Bewertungen
- Gas TurbineDokument7 SeitenGas TurbinebharathwajamechNoch keine Bewertungen
- Ib20 008 Justification of Sa 105 Flanges For Low Temp Service in Sec VIII 1Dokument4 SeitenIb20 008 Justification of Sa 105 Flanges For Low Temp Service in Sec VIII 1HarshilNoch keine Bewertungen
- Materials System SpecificationDokument14 SeitenMaterials System SpecificationshojiNoch keine Bewertungen
- Plate Heat Exchangers - Design and Construction: OCTOBER 1990 Page 1 of 15Dokument17 SeitenPlate Heat Exchangers - Design and Construction: OCTOBER 1990 Page 1 of 15Jhonny Rafael Blanco CauraNoch keine Bewertungen
- Asme Section II A Sa-181 Sa-181mDokument4 SeitenAsme Section II A Sa-181 Sa-181mAnonymous GhPzn1xNoch keine Bewertungen
- Chapter 5 Code Design - Pressure VesselDokument11 SeitenChapter 5 Code Design - Pressure VesselEDWARD T CHENJERAINoch keine Bewertungen
- Standard Welding Procedures: by Walter J. SperkoDokument4 SeitenStandard Welding Procedures: by Walter J. SperkoK ArunsiddharthNoch keine Bewertungen
- Equipment SpecificationDokument8 SeitenEquipment SpecificationPraveen ChandrakarNoch keine Bewertungen
- Sa 266Dokument5 SeitenSa 266Alejo ZabalaNoch keine Bewertungen
- PV Newsletter - Volume 2012 Issue 8Dokument8 SeitenPV Newsletter - Volume 2012 Issue 8SachinNoch keine Bewertungen
- Pressure Req DesignDokument12 SeitenPressure Req DesignAbhinav PathakNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- SIFand FESIFDokument4 SeitenSIFand FESIFktsnlNoch keine Bewertungen
- Vibration Based Condition Monitoring in Rotating MachineriesDokument47 SeitenVibration Based Condition Monitoring in Rotating MachineriesFaizanNoch keine Bewertungen
- Managers Guide To PSMDokument9 SeitenManagers Guide To PSMRichard KoehlerNoch keine Bewertungen
- LNG Transportation Initiatives Leonard Majors - PDDokument5 SeitenLNG Transportation Initiatives Leonard Majors - PDRichard KoehlerNoch keine Bewertungen
- LOX Systems EngineeringDokument230 SeitenLOX Systems EngineeringRichard KoehlerNoch keine Bewertungen
- 49 CFR 172 Subpart HDokument5 Seiten49 CFR 172 Subpart HRichard KoehlerNoch keine Bewertungen
- Compressed Air SystemDokument29 SeitenCompressed Air SystemPrathmesh GujaratiNoch keine Bewertungen
- Astm A212Dokument3 SeitenAstm A212Richard Koehler100% (1)
- Ctech Digital Compass 0491 Instruction ManualDokument10 SeitenCtech Digital Compass 0491 Instruction ManualRichard KoehlerNoch keine Bewertungen
- Important:: "/Help/What's New in 5.20Dokument432 SeitenImportant:: "/Help/What's New in 5.20Ngọc Hoàn VanhelsingNoch keine Bewertungen
- En Dualhead2go GuideDokument39 SeitenEn Dualhead2go GuideRichard KoehlerNoch keine Bewertungen
- XM Satellite Radio GuideDokument2 SeitenXM Satellite Radio GuideRichard KoehlerNoch keine Bewertungen
- TR92 05Dokument10 SeitenTR92 05Richard KoehlerNoch keine Bewertungen