Das könnte Ihnen auch gefallen
- Mantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Von EverandMantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Bewertung: 4 von 5 Sternen4/5 (1)
- Especificacion de Pernos - Rev1Dokument17 SeitenEspecificacion de Pernos - Rev1Benjamin Enmanuel Mango DNoch keine Bewertungen
- Procedimiento Operativo Po Pbe IzajeDokument16 SeitenProcedimiento Operativo Po Pbe IzajeNenita RivasNoch keine Bewertungen
- PR-CC-003 Control Dimensional en El ArmadoDokument8 SeitenPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Llaves para PernosDokument2 SeitenLlaves para PernosWilber David Huamani MaihuireNoch keine Bewertungen
- Mantenimiento Integral de Plantas Mineras: Ingeniería de La Construcción MetalmecánicaDokument40 SeitenMantenimiento Integral de Plantas Mineras: Ingeniería de La Construcción MetalmecánicaCRISTIAN QUELMIS VILCA HUARACHINoch keine Bewertungen
- Plan de Calidad 2000781217 - Procedimiento de SoldaduraDokument11 SeitenPlan de Calidad 2000781217 - Procedimiento de SoldaduraMiguel Hurtado Pacheco100% (1)
- Tendido de Tuberia de LineaDokument9 SeitenTendido de Tuberia de LineaNurUbSalNoch keine Bewertungen
- Sig-Ssoma-Pets - 065-Acondicionamiento de Soporteria y Estructura MetalicaDokument8 SeitenSig-Ssoma-Pets - 065-Acondicionamiento de Soporteria y Estructura MetalicaDavid RocaNoch keine Bewertungen
- Procedimiento Soldar TuberiaDokument11 SeitenProcedimiento Soldar Tuberiajoseymonica2010100% (3)
- Procedimiento para Montaje MecanicoDokument45 SeitenProcedimiento para Montaje MecanicoLuis Espinosa67% (3)
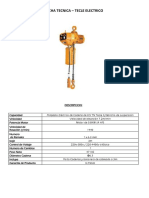
- FT - Tecle ElectricoDokument1 SeiteFT - Tecle ElectricoSOPHIA RIVERANoch keine Bewertungen
- GSS-P-018 Desmontaje y Montaje de Spools de Tuberías - Planta Química (Corregida)Dokument17 SeitenGSS-P-018 Desmontaje y Montaje de Spools de Tuberías - Planta Química (Corregida)Lourdes P. ValladaresNoch keine Bewertungen
- F.tecnica Varilla RoscadaDokument2 SeitenF.tecnica Varilla RoscadaLuis Castilla AlcalaNoch keine Bewertungen
- Msds - Aporte Er 70s-6 Ok Tigrod 12.64 2.40mmDokument7 SeitenMsds - Aporte Er 70s-6 Ok Tigrod 12.64 2.40mmelenaNoch keine Bewertungen
- PTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y AccesoriosDokument9 SeitenPTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y Accesoriosjosevil7986% (7)
- PO K031 7140 20 Torqueo de PernosDokument7 SeitenPO K031 7140 20 Torqueo de Pernosdiego rodriguezNoch keine Bewertungen
- MQ13-02-PM-0000-CO-0001 Anexo 10 Punch List Template - p1Dokument1 SeiteMQ13-02-PM-0000-CO-0001 Anexo 10 Punch List Template - p1Frank Ramos BeltranNoch keine Bewertungen
- Aislamiento Reg 1Dokument6 SeitenAislamiento Reg 1Ch IvanNoch keine Bewertungen
- Procedimiento de ConcretoDokument20 SeitenProcedimiento de ConcretoCasas de lujoNoch keine Bewertungen
- Ficha Tecnica Astm A-193 B-7Dokument1 SeiteFicha Tecnica Astm A-193 B-7julioNoch keine Bewertungen
- Pro-Ppse-Proy-Ele-Cpe6-010 Procedimiento para La Instalacion de Tuberia Conduit Rev. 1Dokument9 SeitenPro-Ppse-Proy-Ele-Cpe6-010 Procedimiento para La Instalacion de Tuberia Conduit Rev. 1Diego VasquezNoch keine Bewertungen
- MSF-CC-PRO-005 Control de Torque en Estructuras y Bridas - Rev02Dokument8 SeitenMSF-CC-PRO-005 Control de Torque en Estructuras y Bridas - Rev02jesus cristianNoch keine Bewertungen
- 1900 C E PRO 3212 - RevBDokument22 Seiten1900 C E PRO 3212 - RevBSindley LimaferNoch keine Bewertungen
- Pt-Tolva de FinosDokument10 SeitenPt-Tolva de FinosHumberto Perez HerreraNoch keine Bewertungen
- QC IndexDokument1 SeiteQC Indexrereyy100% (1)
- Importancia de Los Pernos en Un Sistema de SujeciónDokument5 SeitenImportancia de Los Pernos en Un Sistema de SujeciónDavid González100% (1)
- Torq Pern EstructDokument13 SeitenTorq Pern EstructJean Zarate100% (1)
- Col-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955Dokument5 SeitenCol-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955michaelrivaldo79Noch keine Bewertungen
- P27 - Procedimiento Purga e Inertizacion de TuberiasDokument9 SeitenP27 - Procedimiento Purga e Inertizacion de TuberiasED SA CANoch keine Bewertungen
- Proced Montaje EquiposDokument14 SeitenProced Montaje EquiposCURRITOJIMENEZ100% (1)
- Placa OrificioDokument1 SeitePlaca OrificioAna Lorenzo GordilloNoch keine Bewertungen
- Procedimiento para La Aplicacion de Soldadura en Horno de CementoDokument7 SeitenProcedimiento para La Aplicacion de Soldadura en Horno de CementoAdrian GonzalezNoch keine Bewertungen
- 04 Anexo 4 Montaje de TuberíaDokument11 Seiten04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluNoch keine Bewertungen
- Procedimiento de Trabajo para El Montaje de TubosDokument9 SeitenProcedimiento de Trabajo para El Montaje de TubosGonzalo Nina SuyoNoch keine Bewertungen
- Certificado de Homologación - 01-11-2019Dokument1 SeiteCertificado de Homologación - 01-11-2019Peter CallánNoch keine Bewertungen
- Hoja de Vida MC Bomba AE 2 30Dokument12 SeitenHoja de Vida MC Bomba AE 2 30Giyu Tomioka0% (1)
- Procedimiento GeneraL de SOLDADURADokument28 SeitenProcedimiento GeneraL de SOLDADURAAriel GalvezNoch keine Bewertungen
- Ficha Tecnica ButiloDokument2 SeitenFicha Tecnica Butilopedro nafer castilloNoch keine Bewertungen
- ROC-OOCC-028 Instalación de Solerillas y Pastelones Rev.0Dokument1 SeiteROC-OOCC-028 Instalación de Solerillas y Pastelones Rev.0FranciscaNoch keine Bewertungen
- Ficha - Tecnica - SOBRELAMINADO - 3M 8519-8520 - SCOTCHCAL™Dokument2 SeitenFicha - Tecnica - SOBRELAMINADO - 3M 8519-8520 - SCOTCHCAL™Nino OskaNoch keine Bewertungen
- Código de Identificación de TuberíasDokument2 SeitenCódigo de Identificación de TuberíasBenjamin Enmanuel Mango DNoch keine Bewertungen
- SD-CA-PR-12389DBN-008 Instalación y Torqueo de Pernos Ver.BDokument7 SeitenSD-CA-PR-12389DBN-008 Instalación y Torqueo de Pernos Ver.BJuan Jose Ramirez Aparcana100% (1)
- Procedimiento de Limpieza y Aplicación de Recubrimiento Gecolsa PDFDokument22 SeitenProcedimiento de Limpieza y Aplicación de Recubrimiento Gecolsa PDFedscesc10100% (1)
- Procedimiento de Apriete y Torque de Pernos Rev.bDokument28 SeitenProcedimiento de Apriete y Torque de Pernos Rev.bIngridNoch keine Bewertungen
- Mapa de SoldaduraDokument1 SeiteMapa de SoldaduraLJulioDNoch keine Bewertungen
- Procedimiento de Soldadura de Estructura MetalicaDokument5 SeitenProcedimiento de Soldadura de Estructura MetalicaANA COLINANoch keine Bewertungen
- Protocolo Control DimensionalDokument1 SeiteProtocolo Control DimensionalSteven BenitesNoch keine Bewertungen
- CHS-For-SAN-03 - Registro de Instalación de Tuberías de Agua PotableDokument1 SeiteCHS-For-SAN-03 - Registro de Instalación de Tuberías de Agua PotableCristian Manuel Rios Berrocal100% (1)
- Ver-2840-137-Ele-pro-06 - Procedimiento de Montaje de Equipos e InstrumentacionDokument12 SeitenVer-2840-137-Ele-pro-06 - Procedimiento de Montaje de Equipos e InstrumentacionAlejandro Antonio Gutierrez GallegosNoch keine Bewertungen
- Manual de Montaje de Estructuras IndustrialesDokument28 SeitenManual de Montaje de Estructuras IndustrialesAlexander Díaz BáezNoch keine Bewertungen
- 2.PO-AP02 Rev.0 Prefabricado de CañeríasDokument8 Seiten2.PO-AP02 Rev.0 Prefabricado de CañeríasArturo Roberto AvilaNoch keine Bewertungen
- Procedimiento de Prueba Hidrostatica en Taller OkDokument10 SeitenProcedimiento de Prueba Hidrostatica en Taller OkWilian SilvanNoch keine Bewertungen
- DS 25. Maestro 1ra - ArmadorDokument2 SeitenDS 25. Maestro 1ra - Armadormiguelol24Noch keine Bewertungen
- PcwiDokument4 SeitenPcwidianiig22Noch keine Bewertungen
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDokument4 SeitenEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaNoch keine Bewertungen
- CO-GE-PR-011-InS-006 Procedimiento de Montaje de Valvulas de AlivioDokument23 SeitenCO-GE-PR-011-InS-006 Procedimiento de Montaje de Valvulas de AlivioEdgar Coavas PérezNoch keine Bewertungen
- Vibradoras de Concreto CorregidoDokument13 SeitenVibradoras de Concreto Corregidofabian dallosNoch keine Bewertungen
- Bombas de EmboloDokument18 SeitenBombas de EmboloPaolo Valeriano ApazaNoch keine Bewertungen
- PC400LC-7 JAPAN (Esp) GSBM033005Dokument672 SeitenPC400LC-7 JAPAN (Esp) GSBM033005Wilfredo Escobar100% (4)
- Herramienta de CorteDokument25 SeitenHerramienta de CorteFredrini ColocciniNoch keine Bewertungen
- Parte de La Norma ASMEDokument3 SeitenParte de La Norma ASMEFredrini ColocciniNoch keine Bewertungen
- Eficiencia en Calderas - 02Dokument21 SeitenEficiencia en Calderas - 02Karin EscaleraNoch keine Bewertungen
- Juntas AislantesDokument8 SeitenJuntas AislantesAlfredo OrellanaNoch keine Bewertungen
- Protocolo de Procedimiento de Torque para Bridas de Clase 10" y 12"Dokument15 SeitenProtocolo de Procedimiento de Torque para Bridas de Clase 10" y 12"Fredrini Coloccini50% (2)
- Tabla de PresionesDokument1 SeiteTabla de PresionesFredrini ColocciniNoch keine Bewertungen
- Protocolo de Procedimiento de Torque para Bridas de Clase 10" y 12"Dokument15 SeitenProtocolo de Procedimiento de Torque para Bridas de Clase 10" y 12"Fredrini Coloccini50% (2)
- ANEXO 49 Proce Acople Juntas BridadasDokument20 SeitenANEXO 49 Proce Acople Juntas BridadasAlberto Campos100% (1)
- Capacitacion Equotip 3 Nuevo 2012 JCDokument65 SeitenCapacitacion Equotip 3 Nuevo 2012 JCFredrini ColocciniNoch keine Bewertungen
- ANEXO 49 Proce Acople Juntas BridadasDokument20 SeitenANEXO 49 Proce Acople Juntas BridadasAlberto Campos100% (1)
- Parte de La Norma ASMEDokument3 SeitenParte de La Norma ASMEFredrini ColocciniNoch keine Bewertungen
- Proyecto Final EstaticaDokument5 SeitenProyecto Final EstaticaSebastián PllaNoch keine Bewertungen
- Tarea 8 Soldadura A Tope Con BiselDokument5 SeitenTarea 8 Soldadura A Tope Con BiselALDO RODRÍGUEZNoch keine Bewertungen
- 01 VC Soluciones de Fijacion para Mecanizado de Madera ESDokument52 Seiten01 VC Soluciones de Fijacion para Mecanizado de Madera ESDeysi CardenasNoch keine Bewertungen
- Ficha Tecnica PRODUCCION 2Dokument15 SeitenFicha Tecnica PRODUCCION 2liliana perdomo100% (1)
- Cepilladora de Codo Semana1Dokument86 SeitenCepilladora de Codo Semana1Ricardo PeraltaNoch keine Bewertungen
- Estacion Festo IEEE - TrabajoDokument6 SeitenEstacion Festo IEEE - TrabajoLuis CortesNoch keine Bewertungen
- Actividad 3 de Procesos de ManufacturaDokument3 SeitenActividad 3 de Procesos de Manufacturajonatan100% (2)
- Catalogo Nakata Junta Homocinetica 2016Dokument40 SeitenCatalogo Nakata Junta Homocinetica 2016CG Cont50% (2)
- Emap PDFDokument72 SeitenEmap PDFRicardo SosaNoch keine Bewertungen
- Guía N°3 Caja de Cambios Power Shift Ejes Colineales FinalizadoDokument12 SeitenGuía N°3 Caja de Cambios Power Shift Ejes Colineales Finalizadogonzalotecsupplanata50% (2)
- Presentacion Engels MerkelDokument18 SeitenPresentacion Engels Merkelpardocarr4091Noch keine Bewertungen
- ArmasDokument23 SeitenArmassamuel isaias Gutiérrez RodríguezNoch keine Bewertungen
- Características Que Definen Un Engranaje de Dientes RectosDokument12 SeitenCaracterísticas Que Definen Un Engranaje de Dientes Rectosorangelanaya-1Noch keine Bewertungen
- AjusteDokument4 SeitenAjusteEmanuel MontillaNoch keine Bewertungen
- Bits de PerforacionDokument19 SeitenBits de PerforacionExequiel Rodrigo NuñezNoch keine Bewertungen
- Actuadores e ImpulsoresDokument4 SeitenActuadores e ImpulsoresMiguelAngelOcelotlGuerrero100% (1)
- Husillos de BolasDokument4 SeitenHusillos de BolasMISAELAMILKARNoch keine Bewertungen
- Capacitacion Sist - HidrosetDokument11 SeitenCapacitacion Sist - HidrosetLingh Rivera100% (3)
- Transmisiones Paralelas y en Ángulo Recto Drive One PDFDokument10 SeitenTransmisiones Paralelas y en Ángulo Recto Drive One PDFIdiLab EmprendimientoNoch keine Bewertungen
- Examen Final de MatriceriaDokument13 SeitenExamen Final de MatriceriaCarlos Fredy Echeverría100% (4)
- Creacion y Evolucion de La LavadoraDokument3 SeitenCreacion y Evolucion de La LavadoraPaola ArambarriNoch keine Bewertungen
- Aceite de Pesas ExcentricasDokument7 SeitenAceite de Pesas ExcentricasGabrielPacovilcaArhuataNoch keine Bewertungen
- Manual de InstalacionDokument21 SeitenManual de InstalacionMatías nicolasNoch keine Bewertungen
- Definición de MecanizaciónDokument6 SeitenDefinición de MecanizaciónEdwin JemesNoch keine Bewertungen
- Ajuste de FrenoDokument6 SeitenAjuste de FrenoIvdel RivasNoch keine Bewertungen
- Caja de Vlocidad 2Dokument44 SeitenCaja de Vlocidad 2RainorSSNoch keine Bewertungen
- Acoples para Equipos de Granallado Portatiles Por Aire Comprimido CymmaterialesDokument5 SeitenAcoples para Equipos de Granallado Portatiles Por Aire Comprimido Cymmaterialessandy_cpNoch keine Bewertungen
- Instructivo Montaje de Estructuras MetálicasDokument11 SeitenInstructivo Montaje de Estructuras MetálicasStalin ChuquínNoch keine Bewertungen
- Hoja de Vida Molino Industrial.Dokument15 SeitenHoja de Vida Molino Industrial.arley1982100% (2)