Das könnte Ihnen auch gefallen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Minara District A, Stage 2: Badrah DevelopmentDokument4 SeitenMinara District A, Stage 2: Badrah DevelopmentCody TillmanNoch keine Bewertungen
- Sample Specification From Monoxivent Corrosion Composites: SECTION 15800Dokument4 SeitenSample Specification From Monoxivent Corrosion Composites: SECTION 15800Ahmed NabilNoch keine Bewertungen
- 41537TECH MechDokument24 Seiten41537TECH MechSunilChotaliyaNoch keine Bewertungen
- Division 9 (Finishes)Dokument9 SeitenDivision 9 (Finishes)imadNoch keine Bewertungen
- 2009-02-27 Full Specification For Anti-Bacteria 3-Layer Polymer PipeDokument14 Seiten2009-02-27 Full Specification For Anti-Bacteria 3-Layer Polymer Pipewong lingNoch keine Bewertungen
- Marth 1800 PrestressingDokument17 SeitenMarth 1800 PrestressingRamesh100% (4)
- Zinc Plating InformationDokument4 SeitenZinc Plating Informationankur panwarNoch keine Bewertungen
- Astm d3567Dokument8 SeitenAstm d3567anastasio53Noch keine Bewertungen
- API 660 Checklist Basic - PreliminaryDokument1 SeiteAPI 660 Checklist Basic - Preliminaryvm153748763100% (1)
- HV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601Dokument9 SeitenHV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601AnilNoch keine Bewertungen
- Corrigendum 3 Technical gh1Dokument3 SeitenCorrigendum 3 Technical gh1Amruta MotkaNoch keine Bewertungen
- SSAB Water Mains enDokument12 SeitenSSAB Water Mains enservice techniqueNoch keine Bewertungen
- 092300Dokument11 Seiten092300Guillermo BerriosNoch keine Bewertungen
- Welding Procedure SpecificationDokument5 SeitenWelding Procedure SpecificationyazNoch keine Bewertungen
- GRP Duct Material For Irrigation Works-ADM SpecificationDokument5 SeitenGRP Duct Material For Irrigation Works-ADM Specificationbuddy1971Noch keine Bewertungen
- Welded Precision Steel Tubes Technical Information RoundDokument1 SeiteWelded Precision Steel Tubes Technical Information RoundsalimmalmaliNoch keine Bewertungen
- Section 610-Pipe Underdrain and Pavement Base DrainDokument5 SeitenSection 610-Pipe Underdrain and Pavement Base Drainذوالفقار كريم الابراهيميNoch keine Bewertungen
- NTT-COOLING TOWER - Structural Priced BOQ R3-09-03-2021Dokument18 SeitenNTT-COOLING TOWER - Structural Priced BOQ R3-09-03-2021Corrosion Factory100% (1)
- 3Dokument8 Seiten3Muhammad HannanNoch keine Bewertungen
- Electrical Metallic Tubing (EMT)Dokument36 SeitenElectrical Metallic Tubing (EMT)Jama CasayNoch keine Bewertungen
- 092116Dokument7 Seiten092116kupaloidNoch keine Bewertungen
- ITCC in Riyadh Residential Complex J10-13300 09200-1 Lath and PlasterDokument9 SeitenITCC in Riyadh Residential Complex J10-13300 09200-1 Lath and PlasteruddinnadeemNoch keine Bewertungen
- IS CodesDokument189 SeitenIS CodesNiharika SharmaNoch keine Bewertungen
- Welding Chart The Complete Reference Guide To WeldingDokument2 SeitenWelding Chart The Complete Reference Guide To WeldingJitu JenaNoch keine Bewertungen
- Fiberstrong Piping System Above Ground Installation ManualDokument32 SeitenFiberstrong Piping System Above Ground Installation ManualIbrahim Habiba100% (1)
- Comparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Dokument17 SeitenComparison of Standards For Cooling Water Pipes (IS3589 vs. API5L)Anonymous gr5Pr9AVNoch keine Bewertungen
- KNPC-CFP Project: Question Bank Underground PipingDokument12 SeitenKNPC-CFP Project: Question Bank Underground PipingAnil TiwariNoch keine Bewertungen
- GRP PipeDokument9 SeitenGRP Pipesethu1091Noch keine Bewertungen
- NL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Dokument7 SeitenNL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Mohammed BasheeruddinNoch keine Bewertungen
- Minimum Specifications For Voice RouterDokument9 SeitenMinimum Specifications For Voice Routerfire blasterNoch keine Bewertungen
- 09200 Signed ترجمةDokument12 Seiten09200 Signed ترجمةMuhammad Ali SakrNoch keine Bewertungen
- Prestressed ConcreteDokument16 SeitenPrestressed ConcreteStraus WaseemNoch keine Bewertungen
- Paper 3Dokument10 SeitenPaper 3Umaibalan100% (2)
- Inspection Check List 3Dokument22 SeitenInspection Check List 3r.devendranNoch keine Bewertungen
- CSWIP 3.1 Study NotesDokument11 SeitenCSWIP 3.1 Study Notesmuhammadazhar50% (2)
- Duct and PVC in ConcreteDokument6 SeitenDuct and PVC in ConcreteAli AimranNoch keine Bewertungen
- Mechanical BOQ As SentDokument3 SeitenMechanical BOQ As SentPoojaashish TripathiNoch keine Bewertungen
- CBT Piping Questionnaire-1Dokument3 SeitenCBT Piping Questionnaire-1kumarNoch keine Bewertungen
- Hot Dip Galvanized Information Sheet No.7Dokument7 SeitenHot Dip Galvanized Information Sheet No.7mostafaNoch keine Bewertungen
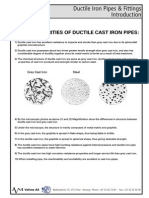
- Dutile IronDokument9 SeitenDutile IronSaravanan ManiNoch keine Bewertungen
- Gaseous Hydrogen Piping SpecificationDokument5 SeitenGaseous Hydrogen Piping SpecificationAndri DoemeriNoch keine Bewertungen
- Copper Pressure Piping SystemsDokument2 SeitenCopper Pressure Piping SystemsstarykltNoch keine Bewertungen
- DIV 2-SITE WORK Sec 02832-Chain Link Fence and GatesDokument5 SeitenDIV 2-SITE WORK Sec 02832-Chain Link Fence and GatesBrown LucuNoch keine Bewertungen
- Technical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsDokument10 SeitenTechnical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsMunishNoch keine Bewertungen
- Parametros de SoldaduraDokument17 SeitenParametros de SoldaduraBenjamin Alvarez MedinaNoch keine Bewertungen
- AVM Pipes Fittings CatalogueDokument41 SeitenAVM Pipes Fittings CataloguebinunalukandamNoch keine Bewertungen
- Practice 01 3.1document1Dokument11 SeitenPractice 01 3.1document1Rob WillestoneNoch keine Bewertungen
- PWTH RequirementDokument2 SeitenPWTH Requirementveeru290683_20976731Noch keine Bewertungen
- DESIGN & STANDARD PARAMETERS - PIPING WORKS (Uploaded)Dokument3 SeitenDESIGN & STANDARD PARAMETERS - PIPING WORKS (Uploaded)CNAltNoch keine Bewertungen
- Astm A 53 BDokument4 SeitenAstm A 53 BLauren BowenNoch keine Bewertungen
- AISE No. 7 Specifications For Ladle HooksDokument7 SeitenAISE No. 7 Specifications For Ladle HookscadyfemNoch keine Bewertungen
- Design Guidelines for Surface Mount TechnologyVon EverandDesign Guidelines for Surface Mount TechnologyBewertung: 5 von 5 Sternen5/5 (1)
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- Pipe DefectsDokument2 SeitenPipe DefectsHansel FrancisNoch keine Bewertungen
- 10.03.459 Comments Resolution SheetDokument3 Seiten10.03.459 Comments Resolution SheetHansel FrancisNoch keine Bewertungen
- Tool Box AttendanceDokument4 SeitenTool Box AttendanceHansel FrancisNoch keine Bewertungen
- Aws Classificati v991NDokument1 SeiteAws Classificati v991NMax RosasNoch keine Bewertungen
- Medical Expense PILDokument2 SeitenMedical Expense PILHansel FrancisNoch keine Bewertungen
- Consumable by AWS D5.1Dokument8 SeitenConsumable by AWS D5.1Fuaz Sukarya Abu Fatih100% (1)
- Tool Box AttendanceDokument4 SeitenTool Box AttendanceHansel FrancisNoch keine Bewertungen
- Blasting & Painting Procedure For Structural Steel Rev.00Dokument16 SeitenBlasting & Painting Procedure For Structural Steel Rev.00Hansel Francis64% (11)
- Erection Procedure TanksDokument15 SeitenErection Procedure TanksHansel Francis100% (1)
- Pipe Fabrication RequirementsDokument6 SeitenPipe Fabrication RequirementsHansel FrancisNoch keine Bewertungen
- Rev00-Gasket Installation & Bolt Torquing ProcedureDokument24 SeitenRev00-Gasket Installation & Bolt Torquing ProcedureHansel FrancisNoch keine Bewertungen