Das könnte Ihnen auch gefallen
- Weld CalculationDokument34 SeitenWeld CalculationAshwani DograNoch keine Bewertungen
- Welding CalculationsDokument14 SeitenWelding Calculationsjitulpatil100% (6)
- Wrapping Material CalculationDokument1 SeiteWrapping Material CalculationBiginchNoch keine Bewertungen
- Fillet Welding CalculationDokument6 SeitenFillet Welding Calculationulul khanNoch keine Bewertungen
- Welding CalculationsDokument16 SeitenWelding Calculationsmt92606222100% (2)
- Weld Metal CalculationDokument20 SeitenWeld Metal CalculationJegan Thiyagarajan100% (1)
- Long Seam/Circ Seam Weld KG & Run Time EstimationDokument16 SeitenLong Seam/Circ Seam Weld KG & Run Time EstimationTiago FerreiraNoch keine Bewertungen
- A Guide To Estimating The Consumption of Welding Consumables-NADokument1 SeiteA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasNoch keine Bewertungen
- Welding Calculations For Base PlateDokument116 SeitenWelding Calculations For Base PlateSyedZainAli100% (2)
- Welding CalculatorDokument10 SeitenWelding Calculatorneel0% (2)
- Weld WeightDokument10 SeitenWeld WeightDivyesh PatelNoch keine Bewertungen
- Electrodes CalculatorDokument2 SeitenElectrodes CalculatorAsebaho Badr100% (1)
- Weldment Strength Excel CalculationsDokument38 SeitenWeldment Strength Excel CalculationsRAMSINGH CHAUHAN100% (4)
- Weld Cost CalculationDokument27 SeitenWeld Cost Calculation-Abdul Khodir Van Java-100% (7)
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDokument2 SeitenHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNoch keine Bewertungen
- All Materials DocumentsDokument1 SeiteAll Materials DocumentsHarnish BariaNoch keine Bewertungen
- Weld Cost CalculationDokument15 SeitenWeld Cost CalculationMustafa KaramürselNoch keine Bewertungen
- Weld CalculatorDokument6 SeitenWeld Calculatorshahid khanNoch keine Bewertungen
- Weld Cost Calc XLDokument10 SeitenWeld Cost Calc XLSusheel ShuklaNoch keine Bewertungen
- Welding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFDokument1 SeiteWelding Cost Estimation For 12 Joints in 8 NPS SCH 80 PDFAnonymous VRspXsmNoch keine Bewertungen
- Steam DistillationDokument28 SeitenSteam Distillationami tiuNoch keine Bewertungen
- Böhler Welding CalcDokument2 SeitenBöhler Welding CalcMOHAN0% (1)
- Plumbing and Pipe Line Work PDFDokument248 SeitenPlumbing and Pipe Line Work PDFLoren ViejayNoch keine Bewertungen
- Weld Metal Calculation 1Dokument6 SeitenWeld Metal Calculation 1Nabihah NurulhudaNoch keine Bewertungen
- Welding Rod Cal (1) .Dokument7 SeitenWelding Rod Cal (1) .hakr5100% (1)
- Guide 14: SSPC: The Society For Protective CoatingsDokument4 SeitenGuide 14: SSPC: The Society For Protective CoatingsanoopkumarNoch keine Bewertungen
- Weld Metal CalculationDokument1 SeiteWeld Metal CalculationKiukStaksNoch keine Bewertungen
- Weld Cost CalculationDokument30 SeitenWeld Cost CalculationDenial BasanovicNoch keine Bewertungen
- Welding Prcesses Estimation RecordDokument5 SeitenWelding Prcesses Estimation RecorddineshshankarNoch keine Bewertungen
- Welding and Fabrication NoteDokument54 SeitenWelding and Fabrication NoteluminiousNoch keine Bewertungen
- Weld Consumable CalculatorDokument7 SeitenWeld Consumable CalculatoretienetergolinoNoch keine Bewertungen
- Double V Weld CalculationDokument8 SeitenDouble V Weld CalculationHgagselim SelimNoch keine Bewertungen
- Cone DevelopmentDokument2 SeitenCone DevelopmentpandiangvNoch keine Bewertungen
- Selection of Welding Electrodes PDFDokument1 SeiteSelection of Welding Electrodes PDFAnonymous VohpMtUSNNoch keine Bewertungen
- Cross Section Area in MM: Enter The THK-T in MM Enter The Deg-DDokument7 SeitenCross Section Area in MM: Enter The THK-T in MM Enter The Deg-DAnas MaliyekkalNoch keine Bewertungen
- Dyeing CalculationDokument4 SeitenDyeing CalculationIftakharul IslamNoch keine Bewertungen
- Skirt Support TrialDokument11 SeitenSkirt Support TrialAbhishek Nag50% (2)
- WeldkgDokument5 SeitenWeldkgalokbdasNoch keine Bewertungen
- Deposition RateDokument4 SeitenDeposition Rateahmed100% (1)
- Calculation of Electrode ConsumptionDokument4 SeitenCalculation of Electrode ConsumptionhgolestaniNoch keine Bewertungen
- The Guide To Hot Stamping and Foil Selection PDFDokument44 SeitenThe Guide To Hot Stamping and Foil Selection PDFjavisapi1100% (1)
- Weld CalculationsDokument12 SeitenWeld Calculationshakr5100% (1)
- AWSPipeWeld - American Welding SocietyDokument2 SeitenAWSPipeWeld - American Welding Societybarukomkss100% (1)
- Weld CalculationDokument7 SeitenWeld CalculationDenny Syamsuddin100% (1)
- BASF Oilfield-Solutions DrillingDokument6 SeitenBASF Oilfield-Solutions DrillingYaroslav RuizNoch keine Bewertungen
- Final Weld Strength CalnsDokument3 SeitenFinal Weld Strength CalnsSajal KulshresthaNoch keine Bewertungen
- Weld Consumable CalculatorDokument3 SeitenWeld Consumable CalculatorramausNoch keine Bewertungen
- Calculation Software of WeldingDokument1 SeiteCalculation Software of WeldinghaharameshNoch keine Bewertungen
- Lifting TrunionDokument1 SeiteLifting TrunionRUDHRA DHANASEKAR0% (1)
- How To Calculate Filler MetalDokument3 SeitenHow To Calculate Filler MetalEdgar Coavas PérezNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationKenshin HimuraNoch keine Bewertungen
- Weld Deposite CalculationsDokument2 SeitenWeld Deposite CalculationsMohammad ElhedabyNoch keine Bewertungen
- 07 Piping BOQDokument54 Seiten07 Piping BOQHRK65Noch keine Bewertungen
- Result Test Panel (SUS409) HES-specDokument25 SeitenResult Test Panel (SUS409) HES-specLe Manh DungNoch keine Bewertungen
- Sheet For Calculation of Welding ElectrodesDokument4 SeitenSheet For Calculation of Welding ElectrodesthehraoNoch keine Bewertungen
- Preliminary Welding Procedure Specification (PWPS)Dokument1 SeitePreliminary Welding Procedure Specification (PWPS)AzriNoch keine Bewertungen
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDokument12 SeitenS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNoch keine Bewertungen
- BuoyancyDokument1 SeiteBuoyancyLcm TnlNoch keine Bewertungen
- Long Seam: Long Seam/Circ Seam Weld KG & Run Time EstimationDokument14 SeitenLong Seam: Long Seam/Circ Seam Weld KG & Run Time EstimationmhsalihNoch keine Bewertungen
- Unit-4 TG Desk Engineer'S Log BookDokument6 SeitenUnit-4 TG Desk Engineer'S Log BookJai GuptaNoch keine Bewertungen
- PSSPL Heat Load SheetDokument13 SeitenPSSPL Heat Load Sheetನವೀನ್ಕುಮಾರ್Noch keine Bewertungen
- Weld WeightDokument6 SeitenWeld WeightDesaiNoch keine Bewertungen
- Weld Weight 1Dokument2 SeitenWeld Weight 1francisco zepedaNoch keine Bewertungen
- Circ Seam: Long Seam/ Circ Seam Weld KG & Run Time EstimationDokument10 SeitenCirc Seam: Long Seam/ Circ Seam Weld KG & Run Time EstimationpelotoNoch keine Bewertungen
- Engineering Declaration Unit # 2 JindalDokument16 SeitenEngineering Declaration Unit # 2 JindalVIBHAV100% (1)
- EISA504 IMO9471886 Preliminary Test ConditionsRev2 57334319 57226253Dokument93 SeitenEISA504 IMO9471886 Preliminary Test ConditionsRev2 57334319 57226253islimaNoch keine Bewertungen
- Circ Seam: Run Time Time Required For L/Seam or C/Seam (LS/CS) CsDokument5 SeitenCirc Seam: Run Time Time Required For L/Seam or C/Seam (LS/CS) CsMina RemonNoch keine Bewertungen
- 1 Pharma, Food & Biotech ProductsDokument4 Seiten1 Pharma, Food & Biotech ProductsDenial BasanovicNoch keine Bewertungen
- DB 650 GBDokument6 SeitenDB 650 GBDenial BasanovicNoch keine Bewertungen
- DB 698 GBDokument8 SeitenDB 698 GBDenial BasanovicNoch keine Bewertungen
- DB 658 688 GBDokument6 SeitenDB 658 688 GBDenial BasanovicNoch keine Bewertungen
- Diaphragm Valve, Metal: ConstructionDokument6 SeitenDiaphragm Valve, Metal: ConstructionDenial BasanovicNoch keine Bewertungen
- Diaphragm Valve, Metal: ConstructionDokument4 SeitenDiaphragm Valve, Metal: ConstructionDenial BasanovicNoch keine Bewertungen
- With Air Cooled Condenser: Dritec Pro 150CDokument2 SeitenWith Air Cooled Condenser: Dritec Pro 150CDenial BasanovicNoch keine Bewertungen
- VN LeafletDokument6 SeitenVN LeafletDenial BasanovicNoch keine Bewertungen
- 1 Visions and PerspectivesDokument6 Seiten1 Visions and PerspectivesDenial BasanovicNoch keine Bewertungen
- Air Treatment Image BrochureDokument8 SeitenAir Treatment Image BrochureDenial BasanovicNoch keine Bewertungen
- DryCool BrochureDokument8 SeitenDryCool BrochureDenial BasanovicNoch keine Bewertungen
- Abrechnung 0 Januar 07: Zurück Zum PlanerDokument12 SeitenAbrechnung 0 Januar 07: Zurück Zum PlanerDenial BasanovicNoch keine Bewertungen
- April D, Yyyy Week at A Gla Notes / To Do LiDokument3 SeitenApril D, Yyyy Week at A Gla Notes / To Do LiDenial BasanovicNoch keine Bewertungen
- Maintenance Schedule WorksheetDokument2 SeitenMaintenance Schedule WorksheetDenial BasanovicNoch keine Bewertungen
- ArcelorMittal NC E1.2 I-Sections ParallelDokument5 SeitenArcelorMittal NC E1.2 I-Sections ParallelMichaelNoch keine Bewertungen
- Silty Soil Stabilization Using Bituminous Emulsion - SabbaniVenkatesh-52Dokument8 SeitenSilty Soil Stabilization Using Bituminous Emulsion - SabbaniVenkatesh-5201 - HUTOMO KASPAR KURNIAWANNoch keine Bewertungen
- Final Estimation For Rate PreparationDokument5 SeitenFinal Estimation For Rate PreparationmanojNoch keine Bewertungen
- 0620 w21 Ms 62 PDFDokument8 Seiten0620 w21 Ms 62 PDFEndeavor Med TutorsNoch keine Bewertungen
- Sdarticle 18 PDFDokument8 SeitenSdarticle 18 PDFPpa Gpat AmitNoch keine Bewertungen
- Sikadur - 52: Low Viscosity Injection ResinDokument3 SeitenSikadur - 52: Low Viscosity Injection ResinSunny RohillaNoch keine Bewertungen
- IG MetalWorks-Open-Cell en AUDokument2 SeitenIG MetalWorks-Open-Cell en AUKshitij MeshramNoch keine Bewertungen
- Sikament - 600: High Range Water-Reducing Concrete AdmixtureDokument3 SeitenSikament - 600: High Range Water-Reducing Concrete Admixturedeboline mitraNoch keine Bewertungen
- Insulated Pipes - Heat Loss DiagramsDokument7 SeitenInsulated Pipes - Heat Loss DiagramsmimiNoch keine Bewertungen
- WS Grade 10 IG Chemistry 23-24 - Rate of ReactionDokument6 SeitenWS Grade 10 IG Chemistry 23-24 - Rate of ReactionSiyaNoch keine Bewertungen
- Alloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceDokument8 SeitenAlloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceGonzaloNoch keine Bewertungen
- Technological Advancement in FashionDokument37 SeitenTechnological Advancement in FashionMitali KapoorNoch keine Bewertungen
- AISI 4130 Alloy SteelDokument2 SeitenAISI 4130 Alloy SteelKandeepanNoch keine Bewertungen
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDokument23 SeitenManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNoch keine Bewertungen
- Full download Solution Manual for the Law and Business Administration in Canada Plus Companion Website Without Pearson Etext Package 14 e j e Smyth Dan Soberman Alex Easson Shelley Mcgill pdf full chapterDokument35 SeitenFull download Solution Manual for the Law and Business Administration in Canada Plus Companion Website Without Pearson Etext Package 14 e j e Smyth Dan Soberman Alex Easson Shelley Mcgill pdf full chapterimplumededgebonea3ny100% (18)
- SL - No. Unit Rate. QuantityDokument6 SeitenSL - No. Unit Rate. QuantityNaveen RevannaNoch keine Bewertungen
- B403-12 Standard Specification For Magnesium-Alloy Investment CastingsDokument4 SeitenB403-12 Standard Specification For Magnesium-Alloy Investment CastingsmithileshNoch keine Bewertungen
- A Bright Future For Copper Electrowinning: Michael Moats and Michael FreeDokument3 SeitenA Bright Future For Copper Electrowinning: Michael Moats and Michael Freealexis diazNoch keine Bewertungen
- CFT - Unit V - Chemicals and AuxiliariesDokument19 SeitenCFT - Unit V - Chemicals and AuxiliariesBalaji SureshNoch keine Bewertungen
- NullDokument1 SeiteNullwassimmahfouzNoch keine Bewertungen
- 00 IPC TM650 Contents October 2004Dokument8 Seiten00 IPC TM650 Contents October 2004Emanuel KszenicsNoch keine Bewertungen
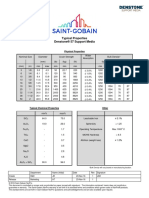
- Denstone® 57 Support Media Typical PropertiesDokument1 SeiteDenstone® 57 Support Media Typical PropertiesJuan Victor Sulvaran ArellanoNoch keine Bewertungen
- SeraConP ARDokument5 SeitenSeraConP ARArbab SkunderNoch keine Bewertungen
- Adsorption: By: Zhraa Abas 3ed StageDokument18 SeitenAdsorption: By: Zhraa Abas 3ed Stageado cNoch keine Bewertungen