Das könnte Ihnen auch gefallen
- Honda Gx200 Engine ManualDokument2 SeitenHonda Gx200 Engine Manualgomes_marina930% (1)
- Deep Drive - Customer Interface in AR - Oracle Apps EpicenterDokument38 SeitenDeep Drive - Customer Interface in AR - Oracle Apps Epicenterjeetu_87Noch keine Bewertungen
- HP4Dokument88 SeitenHP4Alexander Neyra100% (4)
- Cap Screws: Sae J429 Grade IdentificationDokument6 SeitenCap Screws: Sae J429 Grade IdentificationHomer SilvaNoch keine Bewertungen
- Understanding IBR 1950Dokument7 SeitenUnderstanding IBR 1950sammar_10Noch keine Bewertungen
- Twin Spindle Auto Drilling MachineDokument10 SeitenTwin Spindle Auto Drilling MachineSan SuryaNoch keine Bewertungen
- 2003-20 Communication Plan AttachmentDokument6 Seiten2003-20 Communication Plan Attachmentapi-3731879Noch keine Bewertungen
- Using CHEMCAD For Piping Network Design and AnalysisDokument51 SeitenUsing CHEMCAD For Piping Network Design and AnalysisRawlinsonNoch keine Bewertungen
- Design of Rocker Bogie MechanismDokument5 SeitenDesign of Rocker Bogie MechanismVinoth Rouge RockersNoch keine Bewertungen
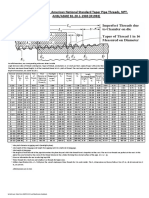
- NPT Thread Dimensions PDFDokument1 SeiteNPT Thread Dimensions PDFRamnandan MahtoNoch keine Bewertungen
- Hypersonic Air Intake Design For High Performance and StartingDokument40 SeitenHypersonic Air Intake Design For High Performance and StartingRavi ShankarNoch keine Bewertungen
- Numerical Investigation of Fluidic Injection As A Means of Thrust ModulationDokument10 SeitenNumerical Investigation of Fluidic Injection As A Means of Thrust Modulationpeyman71Noch keine Bewertungen
- 2.design and Analysis of Connecting RodDokument52 Seiten2.design and Analysis of Connecting RodNaresh DamaNoch keine Bewertungen
- " Gasoline Direct Injection": Seminar Report OnDokument26 Seiten" Gasoline Direct Injection": Seminar Report OnSahal Babu50% (2)
- Peristaltic Pump: Seminar ReportDokument29 SeitenPeristaltic Pump: Seminar ReportAmruth SNoch keine Bewertungen
- Nitro Shock Absorber 355 Mwu469jDokument37 SeitenNitro Shock Absorber 355 Mwu469jMUHAMMED FAISALNoch keine Bewertungen
- Project Report Format KtuDokument50 SeitenProject Report Format KtuA .KNoch keine Bewertungen
- Remote Controlled Screw Jack 2014 AcDokument58 SeitenRemote Controlled Screw Jack 2014 AcChockalingam AthilingamNoch keine Bewertungen
- Vehicle Using Compressed AirDokument5 SeitenVehicle Using Compressed AirInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Chassis Design Analysis AssignmentDokument6 SeitenChassis Design Analysis AssignmentheltaherNoch keine Bewertungen
- Technical Seminar ReportDokument21 SeitenTechnical Seminar ReportManoj MNoch keine Bewertungen
- Under Wind MillDokument32 SeitenUnder Wind MillArjun DasNoch keine Bewertungen
- Motorized Ramming MachineDokument53 SeitenMotorized Ramming Machineilayaraja6100% (1)
- OrnithopterDokument4 SeitenOrnithopterShuklambari MadiwalarNoch keine Bewertungen
- Service Manual A10 & A12 ECDokument5 SeitenService Manual A10 & A12 ECLuisNoch keine Bewertungen
- 3 Axis Modern TrailerDokument24 Seiten3 Axis Modern TrailerRATHANNoch keine Bewertungen
- AMEE310 Lab5Dokument12 SeitenAMEE310 Lab5tsunaseetNoch keine Bewertungen
- Variable Copression Ratio EnginesDokument18 SeitenVariable Copression Ratio EnginesNicole LucasNoch keine Bewertungen
- Analysis of A Magnetorheological Fluid DamperDokument5 SeitenAnalysis of A Magnetorheological Fluid DamperInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- A Review of Structural and Thermal Analysis of Traction MotorsDokument11 SeitenA Review of Structural and Thermal Analysis of Traction MotorsGari PastranaNoch keine Bewertungen
- Magnetorheological Fluids and Its Application in Industrial Shock AbsorbersDokument31 SeitenMagnetorheological Fluids and Its Application in Industrial Shock AbsorbersNabeel AhamedNoch keine Bewertungen
- Design and Fabrication of Automeatic Hand Brake Release Using Pneumatic SystemDokument22 SeitenDesign and Fabrication of Automeatic Hand Brake Release Using Pneumatic Systemraghavendar ramanathan100% (1)
- Flange Coupling Lab PDFDokument25 SeitenFlange Coupling Lab PDFAli Raza MalikNoch keine Bewertungen
- Cam Operated HammerDokument52 SeitenCam Operated HammerSRL MECHNoch keine Bewertungen
- Study For Design of Magneto Rheological DamperDokument8 SeitenStudy For Design of Magneto Rheological DamperAnonymous lPvvgiQjRNoch keine Bewertungen
- Steam Turbines: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESDokument85 SeitenSteam Turbines: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanNoch keine Bewertungen
- Important Points About It:: Mechanical JointsDokument13 SeitenImportant Points About It:: Mechanical JointsRajandra VermaNoch keine Bewertungen
- Hybrid Electric Vehicle: Presented By: Nikhil V Dhote Guided By: Prof C. R. Patil SirDokument24 SeitenHybrid Electric Vehicle: Presented By: Nikhil V Dhote Guided By: Prof C. R. Patil SirRushikesh TajneNoch keine Bewertungen
- Gearless TransmissionDokument16 SeitenGearless TransmissionAnAnd ThaWait100% (1)
- Fabrication of A Fuel Theft Preventor in Two Wheeler Using SolenoidDokument44 SeitenFabrication of A Fuel Theft Preventor in Two Wheeler Using SolenoidSTAR PRINTINGNoch keine Bewertungen
- Short ReportDokument2 SeitenShort ReportRaj MandloiNoch keine Bewertungen
- Design of Intake Manifold (CEVIZ) PDFDokument6 SeitenDesign of Intake Manifold (CEVIZ) PDFPaulo Wey Costa0% (1)
- Pnumatic Ramming and Punching Machine ReportDokument28 SeitenPnumatic Ramming and Punching Machine ReportSun SriNoch keine Bewertungen
- ABB - General Purpose Motors Cast Iron - GB 092003Dokument49 SeitenABB - General Purpose Motors Cast Iron - GB 092003ivanjaviergutierrezoNoch keine Bewertungen
- Design and Analysis of Drum Brake: Dr. Kodathalapalli SudheerDokument15 SeitenDesign and Analysis of Drum Brake: Dr. Kodathalapalli SudheerThalari VijayarajNoch keine Bewertungen
- A Mini Project Report On-1Dokument28 SeitenA Mini Project Report On-1suraj nayakNoch keine Bewertungen
- Accident Alert in Modern Traffic System With CameraDokument12 SeitenAccident Alert in Modern Traffic System With CameraLeander Lawrence100% (1)
- Fabrication of Hydraulic Dual Brake Single Lever System: SynopsisDokument4 SeitenFabrication of Hydraulic Dual Brake Single Lever System: SynopsissiddharthNoch keine Bewertungen
- Automatic Pneumatic High Speed Sheet Cutting MachineDokument5 SeitenAutomatic Pneumatic High Speed Sheet Cutting MachineIyappanNoch keine Bewertungen
- 62235-mt - Thermal Power PlantsDokument2 Seiten62235-mt - Thermal Power PlantsSRINIVASA RAO GANTANoch keine Bewertungen
- 4 - Rotating - Machines - Intro PDFDokument107 Seiten4 - Rotating - Machines - Intro PDFSantiago Sanchez SotoNoch keine Bewertungen
- Seminar Report 3C2Dokument41 SeitenSeminar Report 3C2Pritish KumarNoch keine Bewertungen
- Applied Hydraulic and Pneumatics Project FinalDokument13 SeitenApplied Hydraulic and Pneumatics Project FinalDineshkumar SNoch keine Bewertungen
- ABSTRACTDokument6 SeitenABSTRACTAkshat SharmaNoch keine Bewertungen
- Gas Dynamics LAB 02 PDFDokument16 SeitenGas Dynamics LAB 02 PDFmuhammad zia ur rehmanNoch keine Bewertungen
- Car JackDokument9 SeitenCar Jackdeepak GuptaNoch keine Bewertungen
- Automatic Tyre Pressure Inflation SystemDokument3 SeitenAutomatic Tyre Pressure Inflation SystemKarthick MNoch keine Bewertungen
- 360 Degree Load CarrierDokument28 Seiten360 Degree Load CarrierTanviNoch keine Bewertungen
- Pistonless PumpDokument21 SeitenPistonless PumpDeepuDevarajanNoch keine Bewertungen
- A Seminar Report ON "Mems Technology"Dokument32 SeitenA Seminar Report ON "Mems Technology"nikhil jhaNoch keine Bewertungen
- Automatic Tyre Pressure Inflation SystemDokument35 SeitenAutomatic Tyre Pressure Inflation SystemmujeebNoch keine Bewertungen
- Brake Failure Indicator Design: Bachelor of TechnologyDokument19 SeitenBrake Failure Indicator Design: Bachelor of TechnologyAniket KarmakarNoch keine Bewertungen
- Al Jazeera Turning Company ProfileDokument12 SeitenAl Jazeera Turning Company ProfileKaram HakoNoch keine Bewertungen
- PPE Lecture NotesDokument118 SeitenPPE Lecture NotesMITTA NARESH BABU100% (1)
- Seminar On Friction Less Compressor TechnologyDokument7 SeitenSeminar On Friction Less Compressor TechnologySwapnil Bhat0% (1)
- PandaDokument12 SeitenPandaSaroj KumarNoch keine Bewertungen
- Frictionlesscompressor 220104160727Dokument16 SeitenFrictionlesscompressor 22010416072715, Sweekar ChougaleNoch keine Bewertungen
- HSE FRM 32 Final Incident ReportDokument6 SeitenHSE FRM 32 Final Incident ReportDilshad aliNoch keine Bewertungen
- Resun Price List Solar Panel-20211227Dokument1 SeiteResun Price List Solar Panel-20211227Nemesu LorentNoch keine Bewertungen
- 10 Famous Shipping Canals of The WorldDokument7 Seiten10 Famous Shipping Canals of The Worldparth_upadhyay_1Noch keine Bewertungen
- FTNV-B FINAL - CatalogueDokument8 SeitenFTNV-B FINAL - CatalogueAmodu Usman AdeyinkaNoch keine Bewertungen
- Data Structures and Algorithms: (CS210/ESO207/ESO211)Dokument23 SeitenData Structures and Algorithms: (CS210/ESO207/ESO211)Moazzam HussainNoch keine Bewertungen
- K 1020189523hfjfjDokument3 SeitenK 1020189523hfjfjCarlos Angel Vilcapaza CaceresNoch keine Bewertungen
- ETABS 19.0.0-Report ViewerDokument207 SeitenETABS 19.0.0-Report ViewerDaniel Pesca SilvaNoch keine Bewertungen
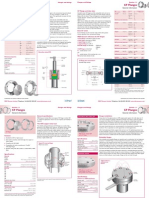
- Superior Tuffy Valves: 290 Series LPD Globe Line ValvesDokument1 SeiteSuperior Tuffy Valves: 290 Series LPD Globe Line ValvesR M Abdullah WakeelNoch keine Bewertungen
- MS XLSXDokument290 SeitenMS XLSXAlvaro S. AcejoNoch keine Bewertungen
- Powershell Import Update Users Groups From CSV FileDokument2 SeitenPowershell Import Update Users Groups From CSV FilecrakchakibNoch keine Bewertungen
- Hanro Tools Incorporation Delhi IndiaDokument10 SeitenHanro Tools Incorporation Delhi IndiaHanro Tools IncorporationNoch keine Bewertungen
- Grade 11 Electricity W.sheetDokument6 SeitenGrade 11 Electricity W.sheetUsman AmeenNoch keine Bewertungen
- Sec1 1 1Dokument2 SeitenSec1 1 1rajfmc100% (1)
- Pulse Emitter EM345Dokument1 SeitePulse Emitter EM345wahid.hamraoui.2019Noch keine Bewertungen
- Project Example 1Dokument10 SeitenProject Example 1dervingameNoch keine Bewertungen
- Copeland Cr28k6 PFV Recip Compressor Technical Specifications2Dokument1 SeiteCopeland Cr28k6 PFV Recip Compressor Technical Specifications2PerezNoch keine Bewertungen
- DC Rectifier - OrionDokument12 SeitenDC Rectifier - OrionLimbagaNoch keine Bewertungen
- Altapail Ii: 20-Liter or 5-Gallon Pail MeltersDokument2 SeitenAltapail Ii: 20-Liter or 5-Gallon Pail MeltersjorgeramosvasNoch keine Bewertungen
- Ii.7.2 Alat Kedokteran 2 PDFDokument153 SeitenIi.7.2 Alat Kedokteran 2 PDFAguesBudi S TalawangNoch keine Bewertungen
- Re-Measurement Sheet FOR UNIT 148 Interconnecting Piperack M44-Pr3Dokument6 SeitenRe-Measurement Sheet FOR UNIT 148 Interconnecting Piperack M44-Pr3Vasilica BarbarasaNoch keine Bewertungen
- Administration-Guide Open Bee OCSDokument7 SeitenAdministration-Guide Open Bee OCSpeka76Noch keine Bewertungen
- Kočnice Shimano BR-M422Dokument1 SeiteKočnice Shimano BR-M422salecello2113Noch keine Bewertungen