Das könnte Ihnen auch gefallen
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- Controle Non Destructif (CND)Dokument69 SeitenControle Non Destructif (CND)rcaone67% (3)
- CNDDokument58 SeitenCNDsalvadidadNoch keine Bewertungen
- Controles Non Destruct Ifs Par Rayonnements IonisantsDokument75 SeitenControles Non Destruct Ifs Par Rayonnements IonisantsMohamed Madene100% (6)
- Contrôle Non Destructif (CND) Par Courants de Foucault (CF), Utilisation Des Capteurs Magnetiques A Tres Haute Sensibilite PDFDokument42 SeitenContrôle Non Destructif (CND) Par Courants de Foucault (CF), Utilisation Des Capteurs Magnetiques A Tres Haute Sensibilite PDFAissani nacer eddine100% (9)
- Notes Cours - CNDDokument105 SeitenNotes Cours - CNDJàMàl MejorNoch keine Bewertungen
- CND 1aDokument28 SeitenCND 1aFatima Zohra Hamouche0% (1)
- Introduction CND PDFDokument20 SeitenIntroduction CND PDFAlemNoch keine Bewertungen
- RessuageDokument8 SeitenRessuageKa RimNoch keine Bewertungen
- 1 Introduction Au CNDDokument34 Seiten1 Introduction Au CNDIlyes k100% (2)
- A CNDDokument30 SeitenA CNDesloch ettounsiNoch keine Bewertungen
- 05 UltrasonsDokument120 Seiten05 Ultrasonsdimachampion100% (1)
- CNDDokument11 SeitenCNDnourhenNoch keine Bewertungen
- CND - Contrôle Par RessuageDokument7 SeitenCND - Contrôle Par RessuageAminChaari100% (1)
- Cours CNDDokument104 SeitenCours CNDzouaoua slimaneNoch keine Bewertungen
- Cours CND1Dokument9 SeitenCours CND1Loubna LaaouinaNoch keine Bewertungen
- CND RaDokument42 SeitenCND RaAnonymous LyBl88IVkfNoch keine Bewertungen
- 277 TP 9 Le Controle Non DestructifDokument10 Seiten277 TP 9 Le Controle Non DestructifBelangeNgafelet100% (1)
- Contrôle Non DestructifDokument2 SeitenContrôle Non DestructifbrahimNoch keine Bewertungen
- 04 - Courants de FoucaultDokument74 Seiten04 - Courants de FoucaultDehiliMohamedNoch keine Bewertungen
- VisuelDokument10 SeitenVisuelSabri WisNoch keine Bewertungen
- Le Contrôle Par UltrasonsDokument23 SeitenLe Contrôle Par UltrasonsBoubaker ChaabaniNoch keine Bewertungen
- TP Magnetoscopie RessuageDokument8 SeitenTP Magnetoscopie RessuageJAMEL CHAKCHAKNoch keine Bewertungen
- Courant de FoucaultDokument8 SeitenCourant de Foucaultaboudidjaafar100% (1)
- 277 TP 9 Le Controle Non DestructifDokument10 Seiten277 TP 9 Le Controle Non DestructifdjomecaNoch keine Bewertungen
- Les Contrôles Non DestructifsDokument73 SeitenLes Contrôles Non DestructifsMohamed Sahil80% (5)
- 7 RessuageDokument66 Seiten7 RessuageFares ÆazizNoch keine Bewertungen
- Travaux Pratique de Controle Non DestrucDokument12 SeitenTravaux Pratique de Controle Non DestrucHamza SmahriNoch keine Bewertungen
- Ultra SonsDokument33 SeitenUltra Sonssaraswe56% (9)
- 1 Cours CND IntroductionDokument12 Seiten1 Cours CND IntroductionbiliNoch keine Bewertungen
- Le Courant de FoucaultDokument16 SeitenLe Courant de FoucaultPãndā Dę SøunãNoch keine Bewertungen
- Principe Du Controle MagnetoscopiqueDokument5 SeitenPrincipe Du Controle MagnetoscopiqueAli ClubistNoch keine Bewertungen
- Rapport CNDDokument45 SeitenRapport CNDNasreddine100% (3)
- Contrôle Non DestructifDokument64 SeitenContrôle Non DestructifnoamanNoch keine Bewertungen
- Courants de FoucaultDokument39 SeitenCourants de FoucaultTuan Nguyen Huu50% (4)
- CND PDFDokument44 SeitenCND PDFAmada HolmesNoch keine Bewertungen
- CONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)Dokument38 SeitenCONTROLE NON DESTRUCTIF PAR ULTRASON (Enregistré Automatiquement)SEIFEDDINE KADRI100% (1)
- 1-Cours - CND-2016-2017 - Pour Cite Internet PDFDokument125 Seiten1-Cours - CND-2016-2017 - Pour Cite Internet PDFRABHI Mouldi100% (2)
- TP RessuageDokument6 SeitenTP RessuageFayza BelkhoudirNoch keine Bewertungen
- La MagnétoscopieDokument25 SeitenLa MagnétoscopieFirass Chafai100% (3)
- E UltrasonDokument18 SeitenE UltrasonZakaria Moutaouakkil100% (2)
- Les Courants de FoucaultDokument26 SeitenLes Courants de FoucaultFirass Chafai100% (1)
- CND Courant de FoucaultDokument24 SeitenCND Courant de FoucaultMohsen SaidiNoch keine Bewertungen
- 3 MagnetoscopieDokument8 Seiten3 MagnetoscopiemounirNoch keine Bewertungen
- Les Techniques de Controle Non Destructif Des SouduresDokument55 SeitenLes Techniques de Controle Non Destructif Des SouduresMoudi Bouhlel100% (1)
- QCMLes Contrôles Non Destructifs 1Dokument2 SeitenQCMLes Contrôles Non Destructifs 1zebra00Noch keine Bewertungen
- End 2Dokument3 SeitenEnd 2Errel AlfNoch keine Bewertungen
- Penetrant Testing Applications IndustriellesDokument17 SeitenPenetrant Testing Applications IndustriellesgueridiNoch keine Bewertungen
- Chap 2Dokument30 SeitenChap 2bouslimane idir100% (1)
- Domaine D'application de La Sureté de FonctionnementDokument10 SeitenDomaine D'application de La Sureté de FonctionnementRainee ChavezNoch keine Bewertungen
- Cours Maintenance Et Sécurité Ind LimitéDokument38 SeitenCours Maintenance Et Sécurité Ind LimitéBoudardaraNoch keine Bewertungen
- Cours CND ENSAMDokument17 SeitenCours CND ENSAMmahdiNoch keine Bewertungen
- Maintenance IndustrielleDokument6 SeitenMaintenance IndustrielleAmir SaidiNoch keine Bewertungen
- Chapitre1 MaintenanceDokument4 SeitenChapitre1 MaintenanceKhaled BenyoucefNoch keine Bewertungen
- Contrôle Non DestructifDokument25 SeitenContrôle Non DestructifJuliana OkombiNoch keine Bewertungen
- Cours Maintenance IndustrielleDokument82 SeitenCours Maintenance Industriellechorfi yacineNoch keine Bewertungen
- Cours Maintennace Des Systemes ElectromecaniqueDokument21 SeitenCours Maintennace Des Systemes ElectromecaniqueMayfieldNoch keine Bewertungen
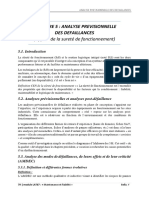
- CHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Dokument9 SeitenCHAPITRE 5 ANALYSE PREVISIONNELLE DES DEFAILLANCES (Apport de La Sureté de Fonctionnement)Smati DjamelNoch keine Bewertungen
- Ijisr 14 337 01 PDFDokument8 SeitenIjisr 14 337 01 PDFimad djaghloulNoch keine Bewertungen
- Maitrise Du Risque - Cours2Dokument37 SeitenMaitrise Du Risque - Cours2Hifdi AyaNoch keine Bewertungen
- Cours Infographie 1Dokument129 SeitenCours Infographie 1Saf BesNoch keine Bewertungen
- PP2 Cor MathDokument69 SeitenPP2 Cor MathtotoNoch keine Bewertungen
- Sunbeam Bread Maker 5891Dokument44 SeitenSunbeam Bread Maker 5891fwoomNoch keine Bewertungen
- MedafDokument42 SeitenMedafYesmine JasmineNoch keine Bewertungen
- Serie MichelsonDokument8 SeitenSerie MichelsonMD HM BCNoch keine Bewertungen
- Brochure Tech 2017 Techn Info Tournai 24pDokument28 SeitenBrochure Tech 2017 Techn Info Tournai 24pDayang DayangNoch keine Bewertungen
- Maths 4-TD2Dokument3 SeitenMaths 4-TD2bmessaad1970Noch keine Bewertungen
- Scomazzon Pasal SMZ926Dokument225 SeitenScomazzon Pasal SMZ926hiriNoch keine Bewertungen
- Détection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFDokument27 SeitenDétection D'anomalies D'un Réseau Mobile MEGHERBI KHALEFminiya1703Noch keine Bewertungen
- Ficha 7.0702 31 Honda Civic TypeR GroupeA FN2Dokument20 SeitenFicha 7.0702 31 Honda Civic TypeR GroupeA FN2HugoNoch keine Bewertungen
- Ece 19 SVT 01 V1Dokument2 SeitenEce 19 SVT 01 V1AlexNoch keine Bewertungen
- Cours - Pic 16f628a PDFDokument11 SeitenCours - Pic 16f628a PDFridofoxNoch keine Bewertungen
- KD455.50 Préconisations Montage Démontage - FRDokument7 SeitenKD455.50 Préconisations Montage Démontage - FReric pineauNoch keine Bewertungen
- Tp1 BI-PythonDokument3 SeitenTp1 BI-PythonHiba AmaraNoch keine Bewertungen
- Bimetre Sage Attic PDFDokument8 SeitenBimetre Sage Attic PDFsarraNoch keine Bewertungen
- Commandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeDokument159 SeitenCommandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeSofiane ZozoNoch keine Bewertungen
- UntitledDokument3 SeitenUntitledyeheph yehephNoch keine Bewertungen
- Doctorat BelhouchetDokument184 SeitenDoctorat Belhouchetfootball goalNoch keine Bewertungen
- TD RefrigerateurDokument4 SeitenTD RefrigerateurAmine BenjamiaNoch keine Bewertungen
- cryptographie ٠٩٤٠٤٦Dokument67 Seitencryptographie ٠٩٤٠٤٦Amina BenhassineNoch keine Bewertungen
- Capteurs/actuateurs Auto PDFDokument23 SeitenCapteurs/actuateurs Auto PDFyassine89% (9)
- Fiche JavascriptDokument5 SeitenFiche JavascriptA'ch RéfNoch keine Bewertungen
- l3 tm1 Chapitre1 Lecon 01Dokument10 Seitenl3 tm1 Chapitre1 Lecon 01Fatima LagnaouiNoch keine Bewertungen
- Ex Ef PotenceDokument10 SeitenEx Ef PotenceChafik BouguezourNoch keine Bewertungen
- Exercice 1Dokument2 SeitenExercice 1Nour elhoudaNoch keine Bewertungen
- Devoir de Controle N°3: Table CoulissanteDokument2 SeitenDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- Concours General Mathematiques 2002 SujetDokument5 SeitenConcours General Mathematiques 2002 SujetkkstanNoch keine Bewertungen
- Hydrologie Statistique PDFDokument153 SeitenHydrologie Statistique PDFAhlam RA100% (1)
- C4 CdmaDokument20 SeitenC4 CdmaF Nass BenNoch keine Bewertungen
- RadjaZahia ZoutatAziza SilakhelYaminaDokument78 SeitenRadjaZahia ZoutatAziza SilakhelYaminaLamia BekehchiNoch keine Bewertungen