Das könnte Ihnen auch gefallen
- Optimización de Procesos ProductivosDokument22 SeitenOptimización de Procesos ProductivosDanilsonCortesLealNoch keine Bewertungen
- Gage R&R AtributosDokument5 SeitenGage R&R AtributosVeronica OlguinNoch keine Bewertungen
- Curso Lean Six Sigma Black BeltDokument5 SeitenCurso Lean Six Sigma Black BeltEric AlvarezNoch keine Bewertungen
- Evidencia Final DMAICDokument32 SeitenEvidencia Final DMAICJose MiguelNoch keine Bewertungen
- Estandarización de ProcesosDokument7 SeitenEstandarización de ProcesosJonathan MarcialNoch keine Bewertungen
- 02 - Mejora - Rediseño y Reingenieria de Procesos - Ingenieria ProcesosDokument30 Seiten02 - Mejora - Rediseño y Reingenieria de Procesos - Ingenieria ProcesosRicardo Luis Flores R100% (1)
- Introducción a las redes industriales para la automatización y control de procesosDokument20 SeitenIntroducción a las redes industriales para la automatización y control de procesosnatali chirinosNoch keine Bewertungen
- Repaso YB (Ejercicios)Dokument2 SeitenRepaso YB (Ejercicios)Yuzbe Carranza100% (1)
- Ejercicios Green BeltDokument8 SeitenEjercicios Green BeltJE AbdallaNoch keine Bewertungen
- Metodo SLPDokument24 SeitenMetodo SLPPietro Silvestri Jiron100% (1)
- Optimizacion de Proceso IndustrialDokument15 SeitenOptimizacion de Proceso IndustrialJorge Luis Apaza Gutierrez100% (1)
- Herramientas de Calidad en El Control Estadístico de CalidadDokument13 SeitenHerramientas de Calidad en El Control Estadístico de CalidadBary BassNoch keine Bewertungen
- Organización Basada en ProcesosDokument2 SeitenOrganización Basada en ProcesosLeyda Masiel Marte Beca100% (1)
- Arreglos Ortogonales Ejercicio HELICOPTERODokument6 SeitenArreglos Ortogonales Ejercicio HELICOPTEROyinueNoch keine Bewertungen
- Las Claves Practicas de Seis Sigma Una Guia Dirigida A Los Equip Os de Mejora de ProcesosDokument1 SeiteLas Claves Practicas de Seis Sigma Una Guia Dirigida A Los Equip Os de Mejora de ProcesosEmilio Moharet Reyes Barbosa0% (1)
- Causa Y EfectoDokument20 SeitenCausa Y EfectoEmilio TorresNoch keine Bewertungen
- Minitab Gage R&RDokument24 SeitenMinitab Gage R&Randrés_donosso100% (1)
- Ejemplo de CTQ TreeDokument5 SeitenEjemplo de CTQ TreeJulioNoch keine Bewertungen
- ryR: FACIL implementa cinco técnicasDokument42 SeitenryR: FACIL implementa cinco técnicasartiesk67% (3)
- Seis Sigma Practica MinitabDokument65 SeitenSeis Sigma Practica MinitabDavid Camilo HernándezNoch keine Bewertungen
- Lean CompanyDokument12 SeitenLean CompanyMartín Hauría Albarracín50% (2)
- ExbachDokument1 SeiteExbachJose Antonio VazquezNoch keine Bewertungen
- Proyecto DMAICDokument39 SeitenProyecto DMAICCeci Mejia Sandoval100% (1)
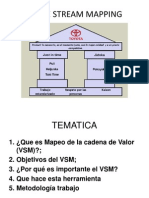
- Exposicion VSMDokument26 SeitenExposicion VSMKatherine AlfonsoNoch keine Bewertungen
- Fundamentos de Optimización de ProcesosDokument62 SeitenFundamentos de Optimización de ProcesosJosselyn CazarNoch keine Bewertungen
- R&R Por AtributosDokument4 SeitenR&R Por AtributosJeny MaribelNoch keine Bewertungen
- Lean OfficeDokument7 SeitenLean OfficeJuan Coasaca PortalNoch keine Bewertungen
- Act 7 Diseo de Superficie de Respuesta (Autoguardado)Dokument7 SeitenAct 7 Diseo de Superficie de Respuesta (Autoguardado)Victor PerezNoch keine Bewertungen
- Helicoptero-Proyecto DoeDokument9 SeitenHelicoptero-Proyecto DoeVanne Vilchis MarNoch keine Bewertungen
- Certificación Lean Six Sigma Nivel Yellow BeltDokument2 SeitenCertificación Lean Six Sigma Nivel Yellow BeltDjDavid Ibarra50% (2)
- Diseño de Experimentos Robusto (Metodo de Taguchi)Dokument6 SeitenDiseño de Experimentos Robusto (Metodo de Taguchi)Mixel Leasim100% (1)
- Ley de Little y Elementos de Produccion. (LEAD TIME, WIP Y THROUGHPUTDokument12 SeitenLey de Little y Elementos de Produccion. (LEAD TIME, WIP Y THROUGHPUTAlejandro GarciaNoch keine Bewertungen
- Herramientas estadísticas de la calidad en diseños robustos (L8Dokument18 SeitenHerramientas estadísticas de la calidad en diseños robustos (L8Gerardo AyalaNoch keine Bewertungen
- Silabo, Mejora Continua.2011-2Dokument5 SeitenSilabo, Mejora Continua.2011-2Andres Abel Polanco CastroNoch keine Bewertungen
- Introducción Control Estadístico de ProcesosDokument12 SeitenIntroducción Control Estadístico de ProcesosLuis SantanaNoch keine Bewertungen
- Mejorar consumo combustible vehículo usando Seis SigmaDokument0 SeitenMejorar consumo combustible vehículo usando Seis SigmaHorus SolerNoch keine Bewertungen
- Diseño de Experimentos, Cap 1 y 10.Dokument24 SeitenDiseño de Experimentos, Cap 1 y 10.Ana GalavizNoch keine Bewertungen
- Six Sigma Yellow BeltDokument5 SeitenSix Sigma Yellow BeltSaul SegoviaNoch keine Bewertungen
- Práctica Dirigida de Retroalimmentación y Nivelación de AprendizajesDokument1 SeitePráctica Dirigida de Retroalimmentación y Nivelación de AprendizajesMob tiesNoch keine Bewertungen
- Control estadístico de procesos: Cp, Cpk, Seis SigmaDokument31 SeitenControl estadístico de procesos: Cp, Cpk, Seis SigmaNelson R Rivero GonzálezNoch keine Bewertungen
- MOD I Green Belts AdministrativoDokument104 SeitenMOD I Green Belts AdministrativohrqbadfbljqearqjgaknNoch keine Bewertungen
- Graficas de Control MinitabDokument12 SeitenGraficas de Control MinitabEli RichardsonNoch keine Bewertungen
- Kpi Sistemas de ManufacturaDokument24 SeitenKpi Sistemas de ManufacturaFernanda López UrrutiaNoch keine Bewertungen
- Metodología Taguchi: Optimización de procesos con diseños experimentalesDokument106 SeitenMetodología Taguchi: Optimización de procesos con diseños experimentalesJuan Carlos Quintero100% (1)
- Ingeniero Control de CalidadDokument3 SeitenIngeniero Control de CalidadMarco Sánchez100% (1)
- Tema 2 Gráficos de ControlDokument64 SeitenTema 2 Gráficos de ControlHubert CHirinosNoch keine Bewertungen
- Lean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1BDokument156 SeitenLean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1Bvictor amador mercadoNoch keine Bewertungen
- Balanceo de línea de producción para Skynet ElectronicsDokument19 SeitenBalanceo de línea de producción para Skynet ElectronicsLaura PaipaNoch keine Bewertungen
- TEMA 9 y 10 QuimiometríaDokument63 SeitenTEMA 9 y 10 QuimiometríaPilar Collado MartinezNoch keine Bewertungen
- Indices de Capacidad de ProcesosDokument27 SeitenIndices de Capacidad de Procesospaulnunez9389Noch keine Bewertungen
- Diagrama de CuadrillasDokument3 SeitenDiagrama de CuadrillasRoberto EncaladaNoch keine Bewertungen
- Índice de Capacidad de ProcesoDokument31 SeitenÍndice de Capacidad de ProcesoDeysi Atequipa CordovaNoch keine Bewertungen
- Diseño de Experimentos DOE-DPTaguchiDokument54 SeitenDiseño de Experimentos DOE-DPTaguchijldvalle6843100% (2)
- SonCase NEDokument18 SeitenSonCase NESergio Rodrigo Casasola Santana50% (14)
- Gráfica de la fracción defectuosaDokument31 SeitenGráfica de la fracción defectuosaLilyLL100% (1)
- 9 Enfoques Principales Del Analisis de La OperacionDokument27 Seiten9 Enfoques Principales Del Analisis de La OperacionLucy CorPer100% (1)
- Diseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasVon EverandDiseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasNoch keine Bewertungen
- Índices de capacidad procesosDokument6 SeitenÍndices de capacidad procesosYennifer Giselle MartinezNoch keine Bewertungen
- Control estadístico de calidad y capacidad de procesoDokument38 SeitenControl estadístico de calidad y capacidad de procesoanon_281356693Noch keine Bewertungen
- CapacidadDokument8 SeitenCapacidadLuisCarlosMesaNoch keine Bewertungen
- Problemas Resueltos de Electricidad y Magnetismo by Rafael Benguria 2Dokument216 SeitenProblemas Resueltos de Electricidad y Magnetismo by Rafael Benguria 2carmenctNoch keine Bewertungen
- Evaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO C02)Dokument16 SeitenEvaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO C02)jairo polo100% (2)
- Preguntas BanduraDokument2 SeitenPreguntas BanduraLozano Ruiz Ivan50% (2)
- InglesDokument4 SeitenInglesMartha LeNoch keine Bewertungen
- Wundt Von HelmholtzDokument21 SeitenWundt Von HelmholtzJavier Plano MolinaNoch keine Bewertungen
- Harvey Cap 15 y 16Dokument6 SeitenHarvey Cap 15 y 16MicaelaPonceNoch keine Bewertungen
- Centro de Interés Origami. 2011Dokument44 SeitenCentro de Interés Origami. 2011Ronmel Card B100% (1)
- Raiter Lenguaje en UsoDokument14 SeitenRaiter Lenguaje en UsoPara DiseNoch keine Bewertungen
- Cuestionario Dificultades de AprendizajeDokument7 SeitenCuestionario Dificultades de AprendizajetolazorNoch keine Bewertungen
- Desarrollo PuberalDokument7 SeitenDesarrollo PuberalAlonso ChipanaNoch keine Bewertungen
- 003 - Manejo de ErroresDokument2 Seiten003 - Manejo de ErroresLeonardo AcostaNoch keine Bewertungen
- P.S.O. Insp - Instl.Pnas - Física o Morales Permisos Grals.Dokument59 SeitenP.S.O. Insp - Instl.Pnas - Física o Morales Permisos Grals.Galo Briceño100% (1)
- PDF Doc E001 358910457752364Dokument1 SeitePDF Doc E001 358910457752364raulriveratNoch keine Bewertungen
- Plan de Negocios de La Mermelada de Yacon PP1.1 PDFDokument20 SeitenPlan de Negocios de La Mermelada de Yacon PP1.1 PDFreyner melo rojoNoch keine Bewertungen
- Mina Incahuasi Final 1 3Dokument21 SeitenMina Incahuasi Final 1 3daniel quiroga0% (1)
- Carmona - Cómo Se Comenta Un Texto FílmicoDokument71 SeitenCarmona - Cómo Se Comenta Un Texto FílmicoJavier AguirreNoch keine Bewertungen
- Lodos BiologicosDokument9 SeitenLodos Biologicosrafael coaNoch keine Bewertungen
- Guia de Cocinas WebDokument24 SeitenGuia de Cocinas Webelviradlopez100% (1)
- Plan Anual de Trabajo de Salud BucalDokument4 SeitenPlan Anual de Trabajo de Salud BucalDanitza Calienes Nuñez100% (3)
- Análisis comparativo de la variabilidad del índice COLCAP y las acciones de ArgosDokument6 SeitenAnálisis comparativo de la variabilidad del índice COLCAP y las acciones de Argosyefferson muñozNoch keine Bewertungen
- Caracterización de EucaliptoDokument14 SeitenCaracterización de EucaliptoDaniel ApazaNoch keine Bewertungen
- Brand Essence Wheel - Estrella DamnDokument12 SeitenBrand Essence Wheel - Estrella DamnTinder ConvNoch keine Bewertungen
- Foro 4Dokument3 SeitenForo 4nairaNoch keine Bewertungen
- Mantequilla Power PDFDokument39 SeitenMantequilla Power PDFANA LUZ MAMANI QUISPENoch keine Bewertungen
- Ejercicios de Matrices y Determinantes-Indicador I-8Dokument2 SeitenEjercicios de Matrices y Determinantes-Indicador I-8Miguel estela pesantesNoch keine Bewertungen
- Entrega 2 Planificación de AbordajeDokument4 SeitenEntrega 2 Planificación de AbordajeSilvana Alejandra SanhuezaNoch keine Bewertungen
- Socavacion Lacey 1930Dokument10 SeitenSocavacion Lacey 1930Lorena Espinoza LlactahuamanNoch keine Bewertungen
- Prueba Hyundai Ioniq 5Dokument11 SeitenPrueba Hyundai Ioniq 5Francisco Javier Mendoza Patiño100% (1)
- Resumen de Comunicaciones CientíficasDokument1 SeiteResumen de Comunicaciones Científicasana merida martinNoch keine Bewertungen
- ReDokument3 SeitenReferancontrerasNoch keine Bewertungen