Das könnte Ihnen auch gefallen
- Eku Aem Program Zachary Roe Industrial Injection Molding LabDokument7 SeitenEku Aem Program Zachary Roe Industrial Injection Molding Labapi-318171248Noch keine Bewertungen
- Zachary Roe Vinyl Dispersion Process EKUDokument6 SeitenZachary Roe Vinyl Dispersion Process EKUapi-318171248Noch keine Bewertungen
- Powder CoatingDokument2 SeitenPowder CoatingnugrahtpNoch keine Bewertungen
- What Causes Flow Lines in Injection MoldingDokument6 SeitenWhat Causes Flow Lines in Injection MoldingkenhingwooNoch keine Bewertungen
- Powder Coating at HomeDokument9 SeitenPowder Coating at Homepakde jongko100% (1)
- Minifig Customization 101: Sculpting Clay AccessoriesDokument4 SeitenMinifig Customization 101: Sculpting Clay Accessoriesspaceskipper100% (1)
- Eclipse Denture System FAQDokument16 SeitenEclipse Denture System FAQTomescu FilipNoch keine Bewertungen
- Test Procedure 1 2Dokument4 SeitenTest Procedure 1 2api-357357202Noch keine Bewertungen
- Softening PointDokument10 SeitenSoftening PointAsraf Shuhaimi100% (7)
- Soldering Tiny SMD ComponentsDokument12 SeitenSoldering Tiny SMD ComponentsmocosadoNoch keine Bewertungen
- CH 62 Industrial Chemical Reactions and ProcessesDokument3 SeitenCH 62 Industrial Chemical Reactions and ProcessesJasmine YiuNoch keine Bewertungen
- Nucleating and Clarifying AgentsDokument3 SeitenNucleating and Clarifying AgentssamaroNoch keine Bewertungen
- Making Frisbee by Hand Layup: Report By-ANIMESH JAISWAL (2015ME20718) AJAYENDRA SINGH (2015ME20711)Dokument6 SeitenMaking Frisbee by Hand Layup: Report By-ANIMESH JAISWAL (2015ME20718) AJAYENDRA SINGH (2015ME20711)Ajayendra SinghNoch keine Bewertungen
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingVon EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNoch keine Bewertungen
- GROUP 1 Experiment 1 6Dokument40 SeitenGROUP 1 Experiment 1 6Trisha FernandezNoch keine Bewertungen
- Manufacturing of Plastic Bottles from PET ResinDokument19 SeitenManufacturing of Plastic Bottles from PET ResinErmias AswessieNoch keine Bewertungen
- Individual Assignment 1 Topic: Manufacturing of Plastic Bottles (Pet)Dokument16 SeitenIndividual Assignment 1 Topic: Manufacturing of Plastic Bottles (Pet)Muhammad AqilNoch keine Bewertungen
- How To Make Your Own Sugru SubstituteDokument19 SeitenHow To Make Your Own Sugru Substitutecocorific100% (1)
- Powder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsVon EverandPowder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsBewertung: 4.5 von 5 Sternen4.5/5 (17)
- DecotilesDokument14 SeitenDecotilesTsukishima KeiNoch keine Bewertungen
- Titles Pages 2 Safety and Health Procedures 3 Objective 4 Apparatus 5 Procedures 6 Result 7 Discussion 8 Questions 9 Conclusion 10Dokument10 SeitenTitles Pages 2 Safety and Health Procedures 3 Objective 4 Apparatus 5 Procedures 6 Result 7 Discussion 8 Questions 9 Conclusion 10Pidot DotNoch keine Bewertungen
- ResearchDokument25 SeitenResearchMizraim Banico TirolNoch keine Bewertungen
- Titles Pages 2 Safety and Health Procedures 3 Objective 4 Apparatus 5 Procedures 6 Result 7 Discussion 8 Questions 9 Conclusion 10Dokument10 SeitenTitles Pages 2 Safety and Health Procedures 3 Objective 4 Apparatus 5 Procedures 6 Result 7 Discussion 8 Questions 9 Conclusion 10Iqi IqahNoch keine Bewertungen
- Tools and Materials For Making Soft Plastic Worm Fishing LuresDokument3 SeitenTools and Materials For Making Soft Plastic Worm Fishing LuresPaul AdamsNoch keine Bewertungen
- Glaze and FiringDokument7 SeitenGlaze and FiringTravis WoodNoch keine Bewertungen
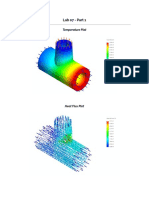
- Lab 7 - Thermal AnalysisDokument4 SeitenLab 7 - Thermal Analysisapi-452427194Noch keine Bewertungen
- SIPs For KidsDokument18 SeitenSIPs For Kidsrudy.langeNoch keine Bewertungen
- Chem Project KrishnaDokument10 SeitenChem Project Krishnamithuleshsukumaran81Noch keine Bewertungen
- Film Developing ProcessDokument10 SeitenFilm Developing ProcessEFREN RAFFY N. PEPITONoch keine Bewertungen
- Recycling Glass Saves Resources and EnergyDokument2 SeitenRecycling Glass Saves Resources and Energyzhaf azharNoch keine Bewertungen
- Annealingschedule CimDokument3 SeitenAnnealingschedule CimMaria Louisa WesselsNoch keine Bewertungen
- Prosthodontics Lab 2, Making of Special TraysDokument11 SeitenProsthodontics Lab 2, Making of Special TraysJustDen09Noch keine Bewertungen
- For Students of WoodworkDokument9 SeitenFor Students of WoodworkKhiet LaRosaNoch keine Bewertungen
- Adamsavagemoldmaking Pdfprimer 1475880130Dokument22 SeitenAdamsavagemoldmaking Pdfprimer 1475880130Franchine NiNoch keine Bewertungen
- Introduction to Injection Molding ProcessDokument11 SeitenIntroduction to Injection Molding ProcessArif Hussain100% (2)
- Casting KitDokument10 SeitenCasting KitCurtis FellNoch keine Bewertungen
- Troubleshooting Injection Moulding Process ProblemsDokument24 SeitenTroubleshooting Injection Moulding Process ProblemsKaixin Go50% (2)
- La 2Dokument2 SeitenLa 2api-253224749Noch keine Bewertungen
- Useful Notes for Hydrochrome Standard Silvering SolutionsDokument2 SeitenUseful Notes for Hydrochrome Standard Silvering SolutionsChris GarduñoNoch keine Bewertungen
- Experiment 5 MountingDokument6 SeitenExperiment 5 MountingMohanadAlrofuNoch keine Bewertungen
- Fireworks How To Make Black Powder Quick-Skylighter KomDokument18 SeitenFireworks How To Make Black Powder Quick-Skylighter KomDudeman100% (1)
- Stability TestingDokument3 SeitenStability TestingSebabrata Ghosh DastidarNoch keine Bewertungen
- User'S Manual: Instructions For Using Petropoxy 154Dokument10 SeitenUser'S Manual: Instructions For Using Petropoxy 154eddie_f22Noch keine Bewertungen
- Oefc Technology1 Practice Files AnswersDokument15 SeitenOefc Technology1 Practice Files Answershicham56% (9)
- How To Distill MoonshineDokument9 SeitenHow To Distill MoonshineRestore AmericaNoch keine Bewertungen
- How To Distill Moonshine PDFDokument9 SeitenHow To Distill Moonshine PDFGerbenNoch keine Bewertungen
- Become Resin ExpertDokument54 SeitenBecome Resin ExpertVicky L. SharlandNoch keine Bewertungen
- Thermoplastic and Thermosetting PolymersDokument4 SeitenThermoplastic and Thermosetting PolymersfasonkareNoch keine Bewertungen
- How To Set Barrel Zone Temps - Plastics TechnologyDokument5 SeitenHow To Set Barrel Zone Temps - Plastics TechnologyNitin PatilNoch keine Bewertungen
- Sculpting Tut01Dokument27 SeitenSculpting Tut01SliverBirth86% (14)
- Epoxy Resin ThesisDokument7 SeitenEpoxy Resin Thesispsmxiiikd100% (1)
- 2020 - AmberBookWorkbook 201119 154026Dokument388 Seiten2020 - AmberBookWorkbook 201119 154026amtavareNoch keine Bewertungen
- Plastic Injection Molding Lab Optimizes Process ParametersDokument9 SeitenPlastic Injection Molding Lab Optimizes Process ParametersJakeltonNoch keine Bewertungen
- EFDFrequently Asked QuestionsDokument2 SeitenEFDFrequently Asked QuestionsLuiz FabianoNoch keine Bewertungen
- Lost Wax Casting InstructionsDokument5 SeitenLost Wax Casting InstructionsCary BriefNoch keine Bewertungen
- Epoxy Resin Arts and Crafts for BeginnersVon EverandEpoxy Resin Arts and Crafts for BeginnersBewertung: 3 von 5 Sternen3/5 (5)
- DIY Resin Crafting Projects: A Beginner's Guide to Making Clear Resin Jewelry, Paperweights, Coasters, and Other KeepsakesVon EverandDIY Resin Crafting Projects: A Beginner's Guide to Making Clear Resin Jewelry, Paperweights, Coasters, and Other KeepsakesBewertung: 5 von 5 Sternen5/5 (2)
- Solar Cells - Thin-Film TechnologiesDokument468 SeitenSolar Cells - Thin-Film TechnologiesDavid K. HongNoch keine Bewertungen
- Icold Committe On Cemented Materail Dams Rock-Filled Concrete DamsDokument123 SeitenIcold Committe On Cemented Materail Dams Rock-Filled Concrete DamsMarcelo ProtzNoch keine Bewertungen
- Mini MessDokument39 SeitenMini MessSimen EllingsenNoch keine Bewertungen
- Onan RV GenSet Service ManualDokument136 SeitenOnan RV GenSet Service ManualAlbert A Ghazaleh100% (2)
- ADAPT TN388 Vibration Footfall ExampleDokument11 SeitenADAPT TN388 Vibration Footfall ExampleMohammadreza MollaeiNoch keine Bewertungen
- Find this flexible cable product and technical specification onlineDokument3 SeitenFind this flexible cable product and technical specification onlineRicardo Mendes100% (1)
- Composite Cement Retainer Technical DatasheetDokument2 SeitenComposite Cement Retainer Technical DatasheetEvolution Oil ToolsNoch keine Bewertungen
- Shear Properties of Composite Materials by The V-Notched Beam MethodDokument13 SeitenShear Properties of Composite Materials by The V-Notched Beam MethodrsugarmanNoch keine Bewertungen
- Pec RulesDokument2 SeitenPec RulesMhayson LpaguipoNoch keine Bewertungen
- Eliminate foam carryover to increase diesel and AGO yieldsDokument8 SeitenEliminate foam carryover to increase diesel and AGO yieldsNXVNNoch keine Bewertungen
- W211 APS50 Retrofit Wiring HarnessDokument5 SeitenW211 APS50 Retrofit Wiring HarnessMusaHamzic50% (2)
- Guide To DSEAR Risk AssessmentDokument25 SeitenGuide To DSEAR Risk Assessmentkanakarao10% (1)
- Mining Machinary - I M207Dokument6 SeitenMining Machinary - I M207Pawan SahuNoch keine Bewertungen
- PET Recycle Case StudyDokument5 SeitenPET Recycle Case StudyIndustria ProyectosNoch keine Bewertungen
- Bombas de Lodo Blackmer MODELS: MLX4B, MLXW4B, MRLX4B, MRLXW4BDokument4 SeitenBombas de Lodo Blackmer MODELS: MLX4B, MLXW4B, MRLX4B, MRLXW4Bnardo_ingNoch keine Bewertungen
- 50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFDokument19 Seiten50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFChemkhiNoch keine Bewertungen
- Lenovo G450 TEDDokument6 SeitenLenovo G450 TEDNishad ChirdeNoch keine Bewertungen
- IRTracer 100 Brochure C103 E091Dokument28 SeitenIRTracer 100 Brochure C103 E091Mariela VeraNoch keine Bewertungen
- Overhead InsulatorsDokument17 SeitenOverhead InsulatorskpchakralaNoch keine Bewertungen
- Leather Burnishing & Polishing: Existing ProcedureDokument6 SeitenLeather Burnishing & Polishing: Existing ProcedurevinothjohnnashNoch keine Bewertungen
- Heat Loss CalculationDokument2 SeitenHeat Loss CalculationdsborwankarNoch keine Bewertungen
- Seminar Presentation PPT On Reactive Powder Concrete Civil EngineeringDokument39 SeitenSeminar Presentation PPT On Reactive Powder Concrete Civil Engineeringshreekanth bapatNoch keine Bewertungen
- HSE Directive 1 Work PermitsDokument33 SeitenHSE Directive 1 Work PermitsakubestlahNoch keine Bewertungen
- Mole ConceptDokument3 SeitenMole Conceptzafarchem_iqbalNoch keine Bewertungen
- Class XI Redox Reactions NotesDokument5 SeitenClass XI Redox Reactions NoteseasaNoch keine Bewertungen
- Corrosion Prevention and ProtectionDokument9 SeitenCorrosion Prevention and ProtectionKyaw Kyaw AungNoch keine Bewertungen
- Power CablesDokument167 SeitenPower CablessubramanyaNoch keine Bewertungen
- Utilities Module 2Dokument27 SeitenUtilities Module 2Celinni DasigNoch keine Bewertungen
- Keedex 2010 PDFDokument48 SeitenKeedex 2010 PDFTyra Smith100% (1)
- Plan Your Visit PDFDokument6 SeitenPlan Your Visit PDFiyer34Noch keine Bewertungen