Das könnte Ihnen auch gefallen
- Properties of Oil: 1. High Vapour CargoDokument14 SeitenProperties of Oil: 1. High Vapour CargoCanumalla Ramkumar100% (1)
- Loading LPG Cargo and Related Safety FactorsDokument5 SeitenLoading LPG Cargo and Related Safety FactorsVasil RaykovNoch keine Bewertungen
- Crude Oil WashingDokument2 SeitenCrude Oil WashingBharatiyulam100% (1)
- Advanced Training in Chemical Tanker Cargo OperationsDokument7 SeitenAdvanced Training in Chemical Tanker Cargo OperationsSubhankar BasuNoch keine Bewertungen
- Boil-Off Gas Handling Onboard LNG Fuelled ShipsDokument6 SeitenBoil-Off Gas Handling Onboard LNG Fuelled ShipsPutu Indra Mahatrisna100% (1)
- ENIRAM - Guide To Dynamic Trim Optimization 280611 PDFDokument14 SeitenENIRAM - Guide To Dynamic Trim Optimization 280611 PDFPhineas MagellanNoch keine Bewertungen
- Tanker Operator 11/12 2012Dokument64 SeitenTanker Operator 11/12 2012zisparask78Noch keine Bewertungen
- Detector Balance Induccion.Dokument11 SeitenDetector Balance Induccion.Jesus OrtizNoch keine Bewertungen
- Attacks From SeawardDokument2 SeitenAttacks From SeawardDonNoch keine Bewertungen
- Gusto InventoryDokument6 SeitenGusto InventoryDonNoch keine Bewertungen
- Certificate of Watchkeeping For A Certificate of Competency For A Deck Officer Class 1 Master Mariner or Deck Officer Class 2 and For A Command EndorsementDokument1 SeiteCertificate of Watchkeeping For A Certificate of Competency For A Deck Officer Class 1 Master Mariner or Deck Officer Class 2 and For A Command EndorsementDonNoch keine Bewertungen
- Chemical Tanker StowageDokument3 SeitenChemical Tanker Stowagelaurentiu100% (2)
- M07 Boat1 MusterDokument1 SeiteM07 Boat1 MusterDonNoch keine Bewertungen
- Vessel Types - Oil Gas LPG LNG Chemical TankersDokument8 SeitenVessel Types - Oil Gas LPG LNG Chemical TankersTASSOUNGOS100% (1)
- STS Contingency PlanDokument3 SeitenSTS Contingency PlanDon100% (1)
- Harmony Booster Pump Operating ProcedureDokument2 SeitenHarmony Booster Pump Operating ProcedureDonNoch keine Bewertungen
- M08 Boat2 MusterDokument1 SeiteM08 Boat2 MusterDonNoch keine Bewertungen
- Phase 1 - Tanker Notes As Per Syllabus & MMD PapersDokument59 SeitenPhase 1 - Tanker Notes As Per Syllabus & MMD PapersJiby John Joseph100% (2)
- Telephone List and Cabin TagsDokument7 SeitenTelephone List and Cabin TagsDonNoch keine Bewertungen
- SIGTTO BookletDokument6 SeitenSIGTTO BookletbernardinodinoNoch keine Bewertungen
- List of Fusible Plug: Sno PositionDokument2 SeitenList of Fusible Plug: Sno PositionDonNoch keine Bewertungen
- Hand Over NotesDokument6 SeitenHand Over NotesDon100% (1)
- Manual (Oil Tanker)Dokument196 SeitenManual (Oil Tanker)Ankit Batra100% (4)
- Chemical Tanker Vessel: ClassificationDokument2 SeitenChemical Tanker Vessel: ClassificationGimurtu Cristian67% (3)
- Compass AdjustmentDokument4 SeitenCompass AdjustmentDon100% (2)
- LPG PipingDokument20 SeitenLPG PipingLelosPinelos123100% (2)
- T Series TorqueDokument8 SeitenT Series TorqueBrian OctavianusNoch keine Bewertungen
- Details of Inert Gas, Dry Air & Nitrogen GeneratorDokument8 SeitenDetails of Inert Gas, Dry Air & Nitrogen GeneratorHarshal ChimankarNoch keine Bewertungen
- Discharging Operation in Oil TankersDokument6 SeitenDischarging Operation in Oil TankersSatyabrat Gaan100% (1)
- Oil Tanker Cargo WorkDokument12 SeitenOil Tanker Cargo WorkAshutosh Singh100% (4)
- Section 11B Gas Tanker Operating ManualDokument117 SeitenSection 11B Gas Tanker Operating Manualeuro707Noch keine Bewertungen
- Carriage of Liquified Gas - P& I Club IonDokument36 SeitenCarriage of Liquified Gas - P& I Club Ionapi-26251207100% (2)
- Gas Tankers by PankajDokument13 SeitenGas Tankers by Pankajpankaj kumar100% (1)
- Handling LPG and Ammonia CargoDokument4 SeitenHandling LPG and Ammonia CargoDayo IdowuNoch keine Bewertungen
- Rollover in Gas CarrierDokument3 SeitenRollover in Gas CarrierTuhin Kumar DevNoch keine Bewertungen
- Inert Gas SystemDokument45 SeitenInert Gas Systempiliyandalaleos100% (5)
- GTT Mark IIIDokument4 SeitenGTT Mark IIIiuliiulianNoch keine Bewertungen
- Chemical Tanker ManualDokument356 SeitenChemical Tanker ManualUmang Gabba100% (1)
- LPG&LNG FamilizatonDokument40 SeitenLPG&LNG FamilizatonRoken Zgoul100% (1)
- Intro To LNG Operations (Membrane)Dokument190 SeitenIntro To LNG Operations (Membrane)MarijaŽaper100% (1)
- Boil Off Utilization LNG CarriersDokument19 SeitenBoil Off Utilization LNG CarriersPrasathAKNoch keine Bewertungen
- Cargo Handling Systems WartsillaDokument12 SeitenCargo Handling Systems Wartsillajbloggs2007Noch keine Bewertungen
- Questions and Answers (Q&A's) : LNG Information Paper No. 7Dokument20 SeitenQuestions and Answers (Q&A's) : LNG Information Paper No. 7panthaloor100% (1)
- MIMO (eRAN12.1 01)Dokument98 SeitenMIMO (eRAN12.1 01)CosminD100% (2)
- LNG OperationsDokument61 SeitenLNG OperationsMario Rossi100% (1)
- LNG Bunker SlidesDokument38 SeitenLNG Bunker SlidesChristopher Hoo100% (5)
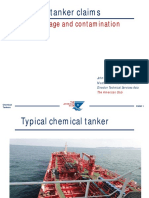
- Chemical Tanker ClaimsDokument43 SeitenChemical Tanker ClaimsXthesinos100% (2)
- M10 - Fire Muster CardDokument1 SeiteM10 - Fire Muster CardDonNoch keine Bewertungen
- Tanker FamiliarizationDokument125 SeitenTanker FamiliarizationSanjay Gupta100% (2)
- Least Common MultipleDokument4 SeitenLeast Common MultipleWilliam BaileyNoch keine Bewertungen
- Tanker Operation ProcedureDokument2 SeitenTanker Operation ProcedureAnand KhotNoch keine Bewertungen
- LNG Tech 2Dokument28 SeitenLNG Tech 2genergia50% (2)
- LPG Tanker WoolcottDokument80 SeitenLPG Tanker WoolcottnickurfriendNoch keine Bewertungen
- 1.gas Tankers Relief Valve Setting Why Different in Sailing and PortDokument6 Seiten1.gas Tankers Relief Valve Setting Why Different in Sailing and PortArani ManjunathNoch keine Bewertungen
- CIDAM TemplateDokument2 SeitenCIDAM TemplateAntonio C. Cayetano100% (2)
- Cargo Pumping SystemDokument24 SeitenCargo Pumping SystemMedha Jog Katdare100% (1)
- Physics of Liq GasesDokument21 SeitenPhysics of Liq GasesOctavianNoch keine Bewertungen
- Gas Tanker - Types, Tanks, Reliquefaction & Cargo Handling OpertionsDokument26 SeitenGas Tanker - Types, Tanks, Reliquefaction & Cargo Handling OpertionsGiorgi Kandelaki100% (2)
- Preparation For Loading LNG CargoDokument18 SeitenPreparation For Loading LNG Cargoocto20016962Noch keine Bewertungen
- Loading and Unloading of LPG Tanker ShipDokument13 SeitenLoading and Unloading of LPG Tanker ShipMohammad FarhanNoch keine Bewertungen
- Understanding Crude Oil Washing Operation On Oil Tanker ShipsDokument4 SeitenUnderstanding Crude Oil Washing Operation On Oil Tanker Shipsนัทเดช เรืองสวน100% (1)
- 2021 Loading Limits For Gas Carriers 1Dokument23 Seiten2021 Loading Limits For Gas Carriers 1Karima BelbraikNoch keine Bewertungen
- LPG Tanker Practice Hyproc SCDokument128 SeitenLPG Tanker Practice Hyproc SCIlyes ArNoch keine Bewertungen
- 3.oil and Chemical Cargo Operation Handout WORDDokument163 Seiten3.oil and Chemical Cargo Operation Handout WORDanujbhatnagar009100% (2)
- Gas Tanker ProjectDokument40 SeitenGas Tanker ProjectJudson FarrayNoch keine Bewertungen
- Chemical Section 6 - Preparation For Loading and Loading Operations1Dokument23 SeitenChemical Section 6 - Preparation For Loading and Loading Operations1ZIAUL KARIMNoch keine Bewertungen
- LNG FamiliarisationDokument80 SeitenLNG FamiliarisationGee Villadarez100% (1)
- 1 GasTankersAdvanceCourseDokument105 Seiten1 GasTankersAdvanceCourseValerian Strat100% (1)
- Liquefied Gas Tanker Operations - Advanced Training ProgramDokument302 SeitenLiquefied Gas Tanker Operations - Advanced Training ProgramFateh SinghNoch keine Bewertungen
- Igf Vessels Cop DG CircularDokument5 SeitenIgf Vessels Cop DG CircularAdrian Fernandes100% (1)
- Preparation For Loading LNG CargoDokument78 SeitenPreparation For Loading LNG CargopradeepNoch keine Bewertungen
- CH Off Standing OrdersDokument8 SeitenCH Off Standing OrdersDon100% (1)
- Type Dan Jenis Kapal Tanker Gas Utk TarunaDokument25 SeitenType Dan Jenis Kapal Tanker Gas Utk TarunaBebincaNoch keine Bewertungen
- Gas Cargo Calculation ExerciseDokument20 SeitenGas Cargo Calculation Exerciseswapneel_kulkarni100% (5)
- ATLGT HandoutsDokument45 SeitenATLGT HandoutsKim Sunga100% (1)
- IG SysDokument59 SeitenIG SysSergioi Indurain100% (1)
- Capt. Vadakyil Wall Wash MethodDokument3 SeitenCapt. Vadakyil Wall Wash Methodpushkarsidhaye100% (2)
- LNG CARGO HANDLING EQUIPMENT (εργασία)Dokument22 SeitenLNG CARGO HANDLING EQUIPMENT (εργασία)ΒΑΣΙΛΕΙΟΣ ΜΑΡΑΖΙΩΤΗΣNoch keine Bewertungen
- SDS - Barrier - Barrier 77 Comp B - Marine - Protective - English (Uk) - Australia - 402 - 09.08.2013Dokument8 SeitenSDS - Barrier - Barrier 77 Comp B - Marine - Protective - English (Uk) - Australia - 402 - 09.08.2013DonNoch keine Bewertungen
- SDS - Balloxy HB Light - Comp. B - Marine - Protective - English (Uk) - AustraliaDokument7 SeitenSDS - Balloxy HB Light - Comp. B - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- SDS - Barrier 90 - Comp. A - Marine - Protective - English (Uk) - Australia - 2528 - 30.10.2012Dokument8 SeitenSDS - Barrier 90 - Comp. A - Marine - Protective - English (Uk) - Australia - 2528 - 30.10.2012DonNoch keine Bewertungen
- SDS - Barrier - Comp. A - Marine - Protective - English (Uk) - Australia - 2521 - 31.07.2012Dokument7 SeitenSDS - Barrier - Comp. A - Marine - Protective - English (Uk) - Australia - 2521 - 31.07.2012DonNoch keine Bewertungen
- SDS - Barrier 90 - Comp. B - Marine - Protective - English (Uk) - Australia - 2524 - 30.10.2012Dokument7 SeitenSDS - Barrier 90 - Comp. B - Marine - Protective - English (Uk) - Australia - 2524 - 30.10.2012DonNoch keine Bewertungen
- SDS - Antifouling Seavictor 50 - Marine - Protective - English (Uk) - AustraliaDokument8 SeitenSDS - Antifouling Seavictor 50 - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- SDS - Antifouling Super Tropic - Marine - Protective - English (Uk) - AustraliaDokument7 SeitenSDS - Antifouling Super Tropic - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- SDS - Barrier - Comp. A - Marine - Protective - English (Uk) - Australia - 2521 - 31.07.2012Dokument7 SeitenSDS - Barrier - Comp. A - Marine - Protective - English (Uk) - Australia - 2521 - 31.07.2012DonNoch keine Bewertungen
- Material Safety Data Sheet: Identification of The Material and Supplier 1Dokument7 SeitenMaterial Safety Data Sheet: Identification of The Material and Supplier 1DonNoch keine Bewertungen
- Material Safety Data Sheet: Identification of The Material and Supplier 1Dokument7 SeitenMaterial Safety Data Sheet: Identification of The Material and Supplier 1DonNoch keine Bewertungen
- SDS - Antifouling Seavictor 40 - Marine - Protective - English (Uk) - AustraliaDokument8 SeitenSDS - Antifouling Seavictor 40 - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- SDS - Antifouling SeaSafe Ultra - Marine - Protective - English (Uk) - AustraliaDokument8 SeitenSDS - Antifouling SeaSafe Ultra - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- SDS - All Purpose Marine Wood Primer - Marine - Protective - English (Uk) - Australia - 27580 - 29.11.2013Dokument9 SeitenSDS - All Purpose Marine Wood Primer - Marine - Protective - English (Uk) - Australia - 27580 - 29.11.2013DonNoch keine Bewertungen
- SDS - Aluminium Paint H.R. - Marine - Protective - English (Uk) - AustraliaDokument7 SeitenSDS - Aluminium Paint H.R. - Marine - Protective - English (Uk) - AustraliaDonNoch keine Bewertungen
- A Report On An Automated Whistle Blowing System For Aiding Crime InvestigationDokument68 SeitenA Report On An Automated Whistle Blowing System For Aiding Crime InvestigationXavier Francis S. LutaloNoch keine Bewertungen
- PS1800 Centrifugal Pumping Systems: General Data and Sizing TablesDokument12 SeitenPS1800 Centrifugal Pumping Systems: General Data and Sizing TablesSINES FranceNoch keine Bewertungen
- 9.2.1.11 Packet Tracer - Configuring Named Standard ACLs Luis SanchezDokument4 Seiten9.2.1.11 Packet Tracer - Configuring Named Standard ACLs Luis Sanchezrafael8214Noch keine Bewertungen
- Group3 Spacemaker PlusDokument3 SeitenGroup3 Spacemaker PlusSabyasachi SahuNoch keine Bewertungen
- Especificacion Daikin Serie CL 11 SEER R410A Bomba de Calor CPDokument3 SeitenEspecificacion Daikin Serie CL 11 SEER R410A Bomba de Calor CPSandy CastroNoch keine Bewertungen
- Induction Course For Tech002Dokument2 SeitenInduction Course For Tech002Jennifer GuthrieNoch keine Bewertungen
- ML320 02 Mid-Rear Center Console RemovalDokument7 SeitenML320 02 Mid-Rear Center Console RemovalJonathan RojasNoch keine Bewertungen
- IOCL-EKC-STATIONARY CASCADE-DIA 559 X 06 CYLINDER X 3000 LTR-SHEET 5 OF 5-REV.01Dokument1 SeiteIOCL-EKC-STATIONARY CASCADE-DIA 559 X 06 CYLINDER X 3000 LTR-SHEET 5 OF 5-REV.01subudhiprasannaNoch keine Bewertungen
- Student Teaching Weekly Reflection 1Dokument2 SeitenStudent Teaching Weekly Reflection 1Megan CrossettNoch keine Bewertungen
- Lean Case Study Part IDokument6 SeitenLean Case Study Part IAnonymous QI9xEjrbplNoch keine Bewertungen
- Evaluation of Digital Divide.Dokument8 SeitenEvaluation of Digital Divide.Jojie Mae GabunilasNoch keine Bewertungen
- ANITS College ProfileDokument5 SeitenANITS College ProfilemurthygvrNoch keine Bewertungen
- CPPDokument22 SeitenCPPShahmeer Ali MirzaNoch keine Bewertungen
- MikrotikDokument4 SeitenMikrotikShinichi Ana100% (1)
- Roslyn Riley ResumeDokument2 SeitenRoslyn Riley Resumeapi-78443823Noch keine Bewertungen
- Supplementary Communication Sheet: (Document/Drawing Information) With Regard To Ring ForgingDokument2 SeitenSupplementary Communication Sheet: (Document/Drawing Information) With Regard To Ring ForgingpkguptaqaqcNoch keine Bewertungen
- Clel083e138 MVSWG Exe WDG 601Dokument40 SeitenClel083e138 MVSWG Exe WDG 601arielaparicioNoch keine Bewertungen
- Implication of Pure Food Act of BDDokument50 SeitenImplication of Pure Food Act of BDNadeem Nafis100% (2)
- Cadman, Inc AdmixturesDokument2 SeitenCadman, Inc Admixturesajmalhasan28Noch keine Bewertungen
- Shindengen: Stepping Motor Driver IcsDokument2 SeitenShindengen: Stepping Motor Driver IcsEngin UzunNoch keine Bewertungen
- Panchal - Seismic Behaviour of Isolated Fluid Storage Tanks - A-state-Of-The-Art ReviewDokument8 SeitenPanchal - Seismic Behaviour of Isolated Fluid Storage Tanks - A-state-Of-The-Art ReviewRaúl León MedinaNoch keine Bewertungen
- RETS Developer Start GuideDokument10 SeitenRETS Developer Start GuideKlemNoch keine Bewertungen
- Motor Vehicle Traffic Fatalities & Fatality Rate: 1899 - 2003Dokument2 SeitenMotor Vehicle Traffic Fatalities & Fatality Rate: 1899 - 2003Yoni ReinónNoch keine Bewertungen
- Ttgn5 Bostraben MainDokument71 SeitenTtgn5 Bostraben MainjavierNoch keine Bewertungen