Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- AMCRPS Piling Handbook 9th Web-3Dokument455 SeitenAMCRPS Piling Handbook 9th Web-3loketeloko100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Chemical Analysis of Cuprous Oxide and Copper Pigments: Standard Test Methods ForDokument5 SeitenChemical Analysis of Cuprous Oxide and Copper Pigments: Standard Test Methods ForMadhavanNoch keine Bewertungen
- Bore Pile Procedure - Training Presentation - Rev.01Dokument23 SeitenBore Pile Procedure - Training Presentation - Rev.01MadhavanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- What Effect Does Waterjet Cleaning Have On The Surface? Thirty Years Perspective Lydia Frenzel Advisory Council San Marcos TXDokument70 SeitenWhat Effect Does Waterjet Cleaning Have On The Surface? Thirty Years Perspective Lydia Frenzel Advisory Council San Marcos TXRauf AliyevNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- SHEETPILE INSTALLATION-TrainingDokument17 SeitenSHEETPILE INSTALLATION-TrainingMadhavanNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Zinc Oxide Pigments: Standard Specification ForDokument2 SeitenZinc Oxide Pigments: Standard Specification ForMadhavanNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
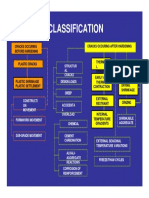
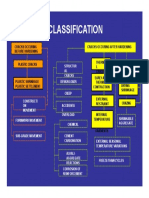
- Concrete Crack ClassificationDokument1 SeiteConcrete Crack ClassificationMadhavanNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Concrete Crack PresentationDokument32 SeitenConcrete Crack PresentationMadhavanNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- SHEETPILE INSTALLATION-TrainingDokument17 SeitenSHEETPILE INSTALLATION-TrainingMadhavanNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Instruction Manual For Safety and Comfort PDFDokument24 SeitenInstruction Manual For Safety and Comfort PDFmjrobust05Noch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Bs 1387 PDFDokument26 SeitenBs 1387 PDFMadhavanNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Nominal Pipe Size Conversion To Metric SizeDokument2 SeitenNominal Pipe Size Conversion To Metric SizetowiwaNoch keine Bewertungen
- Concrete Crack PresentationDokument32 SeitenConcrete Crack PresentationMadhavanNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Concrete Crack ClassificationDokument1 SeiteConcrete Crack ClassificationMadhavanNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Concrete Crack PresentationDokument32 SeitenConcrete Crack PresentationMadhavanNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Concrete Crack ClassificationDokument1 SeiteConcrete Crack ClassificationMadhavanNoch keine Bewertungen
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Understanding The Basic Commissioning (CX) ProcessDokument3 SeitenUnderstanding The Basic Commissioning (CX) ProcessMadhavanNoch keine Bewertungen
- Project Quality ManagementDokument33 SeitenProject Quality ManagementMadhavanNoch keine Bewertungen
- The First Core-Loc BreakwaterDokument13 SeitenThe First Core-Loc BreakwaterFelipe FernandesNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Buildings Comissioning PresentDokument3 SeitenBuildings Comissioning PresentMadhavanNoch keine Bewertungen
- 1b6 Project CostsDokument25 Seiten1b6 Project CostsHoangNoch keine Bewertungen
- Holiday DetectionDokument4 SeitenHoliday DetectionAnsar Ali100% (1)
- Rockland Manual REV BDokument42 SeitenRockland Manual REV BMadhavan100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Capping Beam Installation - Training Presentation - Rev.01-ChinmoyDokument15 SeitenCapping Beam Installation - Training Presentation - Rev.01-ChinmoyMadhavanNoch keine Bewertungen
- 1b6 Project CostsDokument25 Seiten1b6 Project CostsHoangNoch keine Bewertungen
- OSF Paper PDFDokument16 SeitenOSF Paper PDF111111Noch keine Bewertungen
- Cognizant Sample TestDokument27 SeitenCognizant Sample TestSnehashish ChowdharyNoch keine Bewertungen
- Reaction Kinetics 2Dokument8 SeitenReaction Kinetics 2yvg95Noch keine Bewertungen
- The Complete Book On Emulsifiers With Uses, Formulae and ProcessesDokument6 SeitenThe Complete Book On Emulsifiers With Uses, Formulae and Processesiqbalpec894733% (3)
- Cold Thermogenesis 1 - Theory To Practice BeginsDokument32 SeitenCold Thermogenesis 1 - Theory To Practice BeginsCătălinStoicescuNoch keine Bewertungen
- We Will Be Denied Libra Cryptocurrency As Our DNA Is Mapped That Is The Beast System Anthony PatchDokument9 SeitenWe Will Be Denied Libra Cryptocurrency As Our DNA Is Mapped That Is The Beast System Anthony PatchAshish RajeNoch keine Bewertungen
- Unit 1-Fluid MechanicsDokument23 SeitenUnit 1-Fluid MechanicsApechRanger100% (2)
- 931 2006 Robert Bosch Placement Paper 1 PDFDokument4 Seiten931 2006 Robert Bosch Placement Paper 1 PDFPaul JosephNoch keine Bewertungen
- Physics (Anisha)Dokument7 SeitenPhysics (Anisha)GauravMittal100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- AbstractDokument5 SeitenAbstractSyed Azeem0% (1)
- Analytical and Numerical Stress Analysis of The Rotary Kiln RingDokument6 SeitenAnalytical and Numerical Stress Analysis of The Rotary Kiln RingRachid Kheir100% (1)
- United States Patent (191: Schweier Et A)Dokument5 SeitenUnited States Patent (191: Schweier Et A)Maya RamlahNoch keine Bewertungen
- Screw Thread MeasurementDokument56 SeitenScrew Thread MeasurementAbhishek Kumar100% (1)
- AP Physics Summer AssignmentDokument2 SeitenAP Physics Summer AssignmentWilliam LiNoch keine Bewertungen
- Thin Aerofoil Theory: AE3010 Aerodynamics Lecture 2Dokument59 SeitenThin Aerofoil Theory: AE3010 Aerodynamics Lecture 2Sabine BroschNoch keine Bewertungen
- Commercializing Process TechnologiesDokument11 SeitenCommercializing Process TechnologiesBramJanssen76Noch keine Bewertungen
- Geometric Determination of Coordinated Centers of Curvature in Network Mechanisms Through Linkage ReductionDokument7 SeitenGeometric Determination of Coordinated Centers of Curvature in Network Mechanisms Through Linkage ReductionAnonymous LU3Dz3TKtVNoch keine Bewertungen
- Barbosa 2007Dokument5 SeitenBarbosa 2007Maevi OttonelliNoch keine Bewertungen
- Insolation Exam TC Ver3Dokument10 SeitenInsolation Exam TC Ver3api-263090057Noch keine Bewertungen
- Mathematical Model For HAZOP Study Time Estimation PDFDokument9 SeitenMathematical Model For HAZOP Study Time Estimation PDFAnonymous 6qbIdsGOINoch keine Bewertungen
- Phy102 Practise Problems For Exam2Dokument4 SeitenPhy102 Practise Problems For Exam2Renz Dane TametaNoch keine Bewertungen
- Copernicus and KeplerDokument2 SeitenCopernicus and KeplerallanlalalaNoch keine Bewertungen
- Study of Friction Using The Concept of An "Offset Printer"Dokument3 SeitenStudy of Friction Using The Concept of An "Offset Printer"Ravi NiitNoch keine Bewertungen
- Actions Induced by Cranes and MachineryDokument52 SeitenActions Induced by Cranes and MachineryVladislavs Pozņaks0% (1)
- Measurement TerminologyDokument3 SeitenMeasurement TerminologyAbishaNoch keine Bewertungen
- Factors Affecting Measurement of Equilibration Time of Dry Goods Loads in Autoclaves - PDA Journal of Pharmaceutical Science and TechnologyDokument2 SeitenFactors Affecting Measurement of Equilibration Time of Dry Goods Loads in Autoclaves - PDA Journal of Pharmaceutical Science and TechnologyAnonymous yBhOAi5UHNoch keine Bewertungen
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDokument32 SeitenEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNoch keine Bewertungen
- Practical 3 - Friction and Minor Losses in PipesDokument12 SeitenPractical 3 - Friction and Minor Losses in PipesAisha Bint IdrisNoch keine Bewertungen
- Experimental Verification of A Stay Cable Delta Frame Model: Ice ProceedingsDokument11 SeitenExperimental Verification of A Stay Cable Delta Frame Model: Ice Proceedingslamkinpark3373Noch keine Bewertungen
- Design Guide For MassBloc Retaining WallDokument17 SeitenDesign Guide For MassBloc Retaining WallKen LiewNoch keine Bewertungen