Das könnte Ihnen auch gefallen
- Lean Principle On RMSDokument11 SeitenLean Principle On RMSAhmad SyihanNoch keine Bewertungen
- Low Cost Automation For CNC Machining Center PDFDokument11 SeitenLow Cost Automation For CNC Machining Center PDFgsudhanta1604Noch keine Bewertungen
- Automatic Tool ChangerDokument41 SeitenAutomatic Tool Changerroses4happinessNoch keine Bewertungen
- Sap Portal BPM and BRMDokument10 SeitenSap Portal BPM and BRMNrisimhanadh Yandamuri100% (1)
- Singapore Tradenet: A Tale of One City Group 14Dokument17 SeitenSingapore Tradenet: A Tale of One City Group 14msadique1Noch keine Bewertungen
- Inkjet Vs Laser PrinterDokument4 SeitenInkjet Vs Laser PrinteriamvishalNoch keine Bewertungen
- Building A Flexible Supply Chain in Low Volume High Mix IndustrialsDokument9 SeitenBuilding A Flexible Supply Chain in Low Volume High Mix IndustrialsThanhquy NguyenNoch keine Bewertungen
- CNC FocusDokument4 SeitenCNC FocusJoseph Arturo Solis0% (1)
- Optix 330 TechspecsDokument35 SeitenOptix 330 TechspecsWebster The-TechGuy LunguNoch keine Bewertungen
- Machining ProcessDokument9 SeitenMachining ProcessROHAN DESAINoch keine Bewertungen
- Industrial Visit ReportDokument18 SeitenIndustrial Visit ReportBheemappa KghallyNoch keine Bewertungen
- MB 219-229 PDFDokument11 SeitenMB 219-229 PDFAmitava DattaNoch keine Bewertungen
- Connected Manufacturing ReportDokument36 SeitenConnected Manufacturing ReportNgọc Khánh TrươngNoch keine Bewertungen
- About Pacific International Lines CompanyDokument2 SeitenAbout Pacific International Lines CompanySoe LwinNoch keine Bewertungen
- PLM 1-1 PDFDokument18 SeitenPLM 1-1 PDFSiddesh SNoch keine Bewertungen
- DBMS PresentationDokument74 SeitenDBMS PresentationJohn Mark CandareNoch keine Bewertungen
- Latest Trends in MachiningDokument209 SeitenLatest Trends in Machiningalexkr16661Noch keine Bewertungen
- An Information Silo: Management System Information System InformationDokument5 SeitenAn Information Silo: Management System Information System InformationGeetanjaliNoch keine Bewertungen
- SMRT Annual Report 2016Dokument141 SeitenSMRT Annual Report 2016Sassy TanNoch keine Bewertungen
- Digital Transformation - Takeouts 1Dokument25 SeitenDigital Transformation - Takeouts 1ahmad_shishan2584Noch keine Bewertungen
- Discrete Simulation Software RankingDokument12 SeitenDiscrete Simulation Software RankingRapidEyeMovementNoch keine Bewertungen
- TeamViewer API DocumentationDokument49 SeitenTeamViewer API DocumentationTy TorresNoch keine Bewertungen
- Robotic Warehouse Systems, Parcel Sorter, Automated Warehouse RobotsDokument11 SeitenRobotic Warehouse Systems, Parcel Sorter, Automated Warehouse RobotsronalddragoNoch keine Bewertungen
- Test 2 - MMB513 - 2018 Solution PDFDokument7 SeitenTest 2 - MMB513 - 2018 Solution PDFkabo busanangNoch keine Bewertungen
- Internet of Things: Visualise The ImpactDokument34 SeitenInternet of Things: Visualise The ImpactPetarKrešimirBarbaNoch keine Bewertungen
- SC Auto CaseDokument19 SeitenSC Auto Casealifia salsabila balqistaNoch keine Bewertungen
- ? WhatsApp Emoji Meanings - Emojis For WhatsApp On Iphone, Android and WebDokument32 Seiten? WhatsApp Emoji Meanings - Emojis For WhatsApp On Iphone, Android and WebAlaris65Noch keine Bewertungen
- Line Balancing Manual PDFDokument48 SeitenLine Balancing Manual PDFAbhinav Anand100% (2)
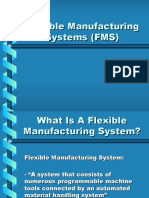
- Flexible Manufacturing Systems (FMS)Dokument24 SeitenFlexible Manufacturing Systems (FMS)Padmavathi Putra LokeshNoch keine Bewertungen
- Vipin KumarDokument58 SeitenVipin KumarjukyiNoch keine Bewertungen
- Chandubhai S Patel Institute of Technology: Me - 448 Computer Aided Manufacturing Laboratory ManualDokument67 SeitenChandubhai S Patel Institute of Technology: Me - 448 Computer Aided Manufacturing Laboratory ManualRutvik BhavsarNoch keine Bewertungen
- Unit 23: Computer Aided Design and Manufacture (CAD/CAM) : Unit Code J/615/1497 Unit Level 4 Credit Value 15Dokument6 SeitenUnit 23: Computer Aided Design and Manufacture (CAD/CAM) : Unit Code J/615/1497 Unit Level 4 Credit Value 15Pratik008Noch keine Bewertungen
- WhatsappDokument35 SeitenWhatsappSúmâńth LøösérNoch keine Bewertungen
- Mafia III - ManualDokument14 SeitenMafia III - ManualAbim VaiNoch keine Bewertungen
- U01d3 - Data RedundancyDokument3 SeitenU01d3 - Data RedundancyAnnapurna SahareNoch keine Bewertungen
- VSM Methodology ItemDokument46 SeitenVSM Methodology ItemYassine Jaafari100% (1)
- Acatech STUDIE Maturity Index Eng WEB PDFDokument60 SeitenAcatech STUDIE Maturity Index Eng WEB PDFCarlos MolinaNoch keine Bewertungen
- Housing Investor Presentation May 18Dokument55 SeitenHousing Investor Presentation May 18Data CentrumNoch keine Bewertungen
- The Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsDokument16 SeitenThe Machine That Changed The World: How Lean Production Revolutionized The Global Car WarsManju DorennavarNoch keine Bewertungen
- Method Study As A Technique of Cost ReductionDokument68 SeitenMethod Study As A Technique of Cost Reductionzakirno19248Noch keine Bewertungen
- Computer Numerical ControlDokument28 SeitenComputer Numerical ControlsaisenthNoch keine Bewertungen
- IRRDigital Transformation Navigating The Way To Success Executive SummaryDokument9 SeitenIRRDigital Transformation Navigating The Way To Success Executive SummaryRahul WargadNoch keine Bewertungen
- Topology Optimization Using Additive Manufacturing ConstraintsDokument22 SeitenTopology Optimization Using Additive Manufacturing ConstraintsManoj NehraNoch keine Bewertungen
- OM and Strategic PlanningDokument20 SeitenOM and Strategic PlanningPhooto StoridgeNoch keine Bewertungen
- Lean Manufacturing PresentationDokument13 SeitenLean Manufacturing PresentationRahul MondalNoch keine Bewertungen
- Discrete Event SimulationDokument5 SeitenDiscrete Event Simulationeng_refaatNoch keine Bewertungen
- Tools Magazines For CNC MachinesDokument4 SeitenTools Magazines For CNC MachinesKarim Medhat Fahmy100% (1)
- Starting Small Business MBDokument40 SeitenStarting Small Business MBnimaaaaaaaNoch keine Bewertungen
- Additive Manufacturing: Challenges, Trends, and ApplicationsDokument27 SeitenAdditive Manufacturing: Challenges, Trends, and ApplicationsKevinGarciaNoch keine Bewertungen
- Niigata HN 80FC BrochureDokument4 SeitenNiigata HN 80FC BrochureWalkerMachineryNoch keine Bewertungen
- Group-5 Challenges in ERP For Small and Medium Businesses 5th DecDokument70 SeitenGroup-5 Challenges in ERP For Small and Medium Businesses 5th Decapi-3806209100% (3)
- Module 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)Dokument2 SeitenModule 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)MUHAMMED FAISALNoch keine Bewertungen
- Lecture 1 CAD Notes PDFDokument22 SeitenLecture 1 CAD Notes PDFAnonymous hlRLVcMNoch keine Bewertungen
- Waboxapp API v1 PDFDokument5 SeitenWaboxapp API v1 PDFDede AlanNoch keine Bewertungen
- Bms With SocDokument15 SeitenBms With SocPoojaNoch keine Bewertungen
- Alstom SS 091216 Letter WebDokument4 SeitenAlstom SS 091216 Letter WebherbertmgNoch keine Bewertungen
- Types of Manufacturing SystemsDokument7 SeitenTypes of Manufacturing SystemsrsdeshmukhNoch keine Bewertungen
- Performance Evaluation of Reconfigurable Assembly Line: A. Paramasivam, M. Rajmohan and K. Surya Prakasa RaoDokument9 SeitenPerformance Evaluation of Reconfigurable Assembly Line: A. Paramasivam, M. Rajmohan and K. Surya Prakasa RaoAvinash KumarNoch keine Bewertungen
- Design Principles of Reconfigurable MachinesDokument10 SeitenDesign Principles of Reconfigurable MachinesDrMohamed MansourNoch keine Bewertungen
- Introduction To RmsDokument2 SeitenIntroduction To RmsRaja SekarNoch keine Bewertungen
- R-2000 Series: Basic DescriptionDokument4 SeitenR-2000 Series: Basic DescriptionBogdan CurtaNoch keine Bewertungen
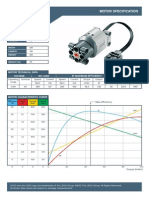
- Motor Specification: Element Item Number DateDokument1 SeiteMotor Specification: Element Item Number DateBogdan CurtaNoch keine Bewertungen
- PCF8574Dokument24 SeitenPCF8574electroprasannaNoch keine Bewertungen
- Machinist Course - Milling Machine OperationsDokument81 SeitenMachinist Course - Milling Machine Operationsmerlinson192% (12)
- Ball Screw SKFDokument53 SeitenBall Screw SKFRandima Gajanayaka0% (1)
- SAFMC 2023 CAT B Challenge Booklet - V14novDokument20 SeitenSAFMC 2023 CAT B Challenge Booklet - V14novJarrett LokeNoch keine Bewertungen
- Computer Organization and Assembly Language: Lecture 1 - Basic ConceptsDokument13 SeitenComputer Organization and Assembly Language: Lecture 1 - Basic ConceptsNosreffejDelRosarioNoch keine Bewertungen
- SYS600 System ConfigurationDokument256 SeitenSYS600 System ConfigurationDang JinlongNoch keine Bewertungen
- Odisha Current Affairs 2019 by AffairsCloudDokument27 SeitenOdisha Current Affairs 2019 by AffairsCloudTANVEER AHMEDNoch keine Bewertungen
- Manual Do Usuario de Automatizadores Deslizantes CE2017 InglesDokument2 SeitenManual Do Usuario de Automatizadores Deslizantes CE2017 InglesTasso ParteliNoch keine Bewertungen
- McbcomDokument72 SeitenMcbcomopenjavier5208Noch keine Bewertungen
- Proco Rat Distortion DIY SchemDokument1 SeiteProco Rat Distortion DIY SchemFer VazquezNoch keine Bewertungen
- 10 MIPS Floating Point ArithmeticDokument28 Seiten10 MIPS Floating Point ArithmeticHabibullah Khan MazariNoch keine Bewertungen
- Operating Instructions Back Pressure Regulator Series: BPR: Holter RegelarmaturenDokument19 SeitenOperating Instructions Back Pressure Regulator Series: BPR: Holter Regelarmaturenamin100% (2)
- Windows Romote ControlDokument6 SeitenWindows Romote ControllianheicungNoch keine Bewertungen
- Updated Resume Kelly oDokument2 SeitenUpdated Resume Kelly oapi-254046653Noch keine Bewertungen
- Mechanical and Micro Structure of MDF Processed MaterialDokument8 SeitenMechanical and Micro Structure of MDF Processed MaterialSharath P CNoch keine Bewertungen
- Mindray Wato EX-65 Anaesthesia Machine - Service Manual-6Dokument50 SeitenMindray Wato EX-65 Anaesthesia Machine - Service Manual-6Rene GonzalesNoch keine Bewertungen
- Classifications of KeysDokument13 SeitenClassifications of KeyssyampnaiduNoch keine Bewertungen
- Valve Operation and System DesignDokument208 SeitenValve Operation and System DesignWalter José de Miranda100% (8)
- Liquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Dokument12 SeitenLiquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Anas PratamaNoch keine Bewertungen
- GB 2626 - 2006 Respiratory Protective Equipment Non-Powered Air-Purifying Particle RespiratorDokument22 SeitenGB 2626 - 2006 Respiratory Protective Equipment Non-Powered Air-Purifying Particle RespiratorCastañeda Valeria100% (1)
- 20140630-A2384 ALTRONIXDokument30 Seiten20140630-A2384 ALTRONIXRicardo MercadoNoch keine Bewertungen
- Lecture-4: Data Communication and Computer NetworksDokument24 SeitenLecture-4: Data Communication and Computer NetworksSaifuddin Mohammed TarekNoch keine Bewertungen
- Eletrical Motor OffshoreDokument38 SeitenEletrical Motor OffshoreandreisraelNoch keine Bewertungen
- Blogs To Submit Music ToDokument6 SeitenBlogs To Submit Music Totheo theoNoch keine Bewertungen
- New Text DocumentDokument246 SeitenNew Text DocumentMustafa Al-RawiNoch keine Bewertungen
- PC Hardware Servicing Teacher's GuideDokument7 SeitenPC Hardware Servicing Teacher's GuidedanballaisNoch keine Bewertungen
- Understanding ZTPFDokument41 SeitenUnderstanding ZTPFsanjivrmenonNoch keine Bewertungen
- Challenges in Providing Leisure and RecreationDokument6 SeitenChallenges in Providing Leisure and RecreationAnalyn CabilloNoch keine Bewertungen
- Crash Course in Office 365:: How It Can Help You Grow Your BusinessDokument32 SeitenCrash Course in Office 365:: How It Can Help You Grow Your BusinessEsrael Waworuntu0% (1)
- PKG 101 Principles of Packaging Quiz 1ADokument2 SeitenPKG 101 Principles of Packaging Quiz 1AuknowgaryNoch keine Bewertungen
- Sense Amplifier For SRAMDokument28 SeitenSense Amplifier For SRAMPrateek AgrawalNoch keine Bewertungen
- Tema Tubesheet Calculation SheetDokument1 SeiteTema Tubesheet Calculation SheetSanjeev KachharaNoch keine Bewertungen
- 165 NebulizerDokument2 Seiten165 NebulizerLotfi BahriNoch keine Bewertungen