Das könnte Ihnen auch gefallen
- Mechanical Design For Sieve Plate ColumnDokument14 SeitenMechanical Design For Sieve Plate ColumnIan Zuhair II100% (1)
- Vinyl Acetate MonomerDokument21 SeitenVinyl Acetate Monomermardhiatul.asmaNoch keine Bewertungen
- Assignment Design 2Dokument20 SeitenAssignment Design 2Nadia Refai100% (1)
- Master CalculationDokument9 SeitenMaster CalculationRANA1575100% (2)
- Mechanical Science for Technicians: Volume 1Von EverandMechanical Science for Technicians: Volume 1Bewertung: 5 von 5 Sternen5/5 (1)
- API 650 Design TanksDokument34 SeitenAPI 650 Design TanksSyedZainAli100% (13)
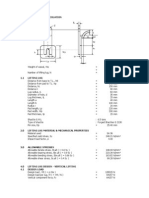
- Lifting LugDokument8 SeitenLifting LugAzwan ShahNoch keine Bewertungen
- Mechanical Design of ColumnDokument12 SeitenMechanical Design of ColumnfarahanisiliasNoch keine Bewertungen
- Boiler CalcDokument92 SeitenBoiler CalcPrasanta Kumar BeheraNoch keine Bewertungen
- Vessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure VesselDokument19 SeitenVessel, BS5500 Cat-3, Is Followed. The Chamber Is Designed As A Pressure Vesselbhalchandrak1867Noch keine Bewertungen
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresVon EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresBewertung: 4 von 5 Sternen4/5 (1)
- Mechanical Design1Dokument23 SeitenMechanical Design1Atie AtirahNoch keine Bewertungen
- Sagging CalculationDokument3 SeitenSagging Calculationwiizt100% (5)
- Appendix RW - Design of R.C. Cantilever Retaining Wall: Louis Berger in Association With SABA Engineering PLCDokument12 SeitenAppendix RW - Design of R.C. Cantilever Retaining Wall: Louis Berger in Association With SABA Engineering PLCHundeejireenyaNoch keine Bewertungen
- DmeDokument13 SeitenDmebaskarkmlNoch keine Bewertungen
- Torsion of Box SectionDokument8 SeitenTorsion of Box SectionBhupendra69Noch keine Bewertungen
- FEMtutorial Bits30026Dokument47 SeitenFEMtutorial Bits300262023ht30176Noch keine Bewertungen
- Post Tensioned Sample PDFDokument13 SeitenPost Tensioned Sample PDFอัชวิน เจริญสินNoch keine Bewertungen
- API 650 Design TanksDokument39 SeitenAPI 650 Design TanksAhmedAli25% (4)
- DESIGN CALCULATIONS - CW-13794 - Mullion 3.8m at 5m HeightDokument15 SeitenDESIGN CALCULATIONS - CW-13794 - Mullion 3.8m at 5m Heightmsiddiq1100% (2)
- Sky Light - 1Dokument32 SeitenSky Light - 1Nazar Bazaraa100% (1)
- 26 Pressure VesselDokument21 Seiten26 Pressure VesseljnmanivannanmechNoch keine Bewertungen
- Design SheetsDokument18 SeitenDesign SheetsMuraleedharanNoch keine Bewertungen
- Abut DesignDokument32 SeitenAbut DesignSubir Kunda100% (2)
- Boiler CalculationDokument67 SeitenBoiler Calculationkeerthi dayarathnaNoch keine Bewertungen
- Stress AnalysisDokument82 SeitenStress AnalysisnussufullNoch keine Bewertungen
- Box+Culvert+by+R S VasneyDokument10 SeitenBox+Culvert+by+R S VasneyfwrconsultantNoch keine Bewertungen
- Design Calculations For The Dome Structure-Type 1Dokument6 SeitenDesign Calculations For The Dome Structure-Type 1msiddiq1100% (2)
- Design As Per APIDokument82 SeitenDesign As Per APINeeraj BhallaNoch keine Bewertungen
- Horizontal Directional DrillingDokument15 SeitenHorizontal Directional Drillingoconnorr8133% (3)
- 20 M SpanDokument20 Seiten20 M SpanEr KanwarPal SinghNoch keine Bewertungen
- Intermediate Tubesheet Calculation PDFDokument18 SeitenIntermediate Tubesheet Calculation PDFhbsheenNoch keine Bewertungen
- Training ManualDokument55 SeitenTraining ManuallaxmikantNoch keine Bewertungen
- Design Tanks Menurut API 650Dokument80 SeitenDesign Tanks Menurut API 650irbar.darmansyah.alwiNoch keine Bewertungen
- CalculationsDokument23 SeitenCalculationsMuhammad Hamza SaleemNoch keine Bewertungen
- Structural Glass Design-UBCDokument6 SeitenStructural Glass Design-UBCmsiddiq1100% (1)
- Appendix F - Mechanical DesignDokument37 SeitenAppendix F - Mechanical DesignPDPPPMAT0621 Ruhilin Binti NasserNoch keine Bewertungen
- 0 2 Reinforced Concrete Beam Design Procedure CompleteDokument4 Seiten0 2 Reinforced Concrete Beam Design Procedure CompleteRohana Illukkumbura100% (1)
- Ldo Storage Tank Calculation 170Dokument12 SeitenLdo Storage Tank Calculation 170Alvin SmithNoch keine Bewertungen
- Exam Solution 2009-10gDokument9 SeitenExam Solution 2009-10gConstAntinosNoch keine Bewertungen
- Design Calculation-Glass BalustradeDokument8 SeitenDesign Calculation-Glass Balustrademsiddiq1100% (2)
- Miscellaneous File - 2 Elevated Water Tank Design: 1. StressesDokument5 SeitenMiscellaneous File - 2 Elevated Water Tank Design: 1. StressesIrah Mae Escaro CustodioNoch keine Bewertungen
- Unit2B SSDokument8 SeitenUnit2B SSRahul YadavNoch keine Bewertungen
- Reinforced Concrete Beam Design Procedure - : StateDokument4 SeitenReinforced Concrete Beam Design Procedure - : Statensureshbabu100% (1)
- CSTR DesignDokument9 SeitenCSTR DesignKushal KayalNoch keine Bewertungen
- Truss Design NS NegiDokument23 SeitenTruss Design NS NegiSushmit Sharma100% (1)
- Thin WallDokument4 SeitenThin WallBryan EweNoch keine Bewertungen
- Strength of MatrialDokument36 SeitenStrength of MatrialahmedanyNoch keine Bewertungen
- ME307-11 Tutorial 9Dokument9 SeitenME307-11 Tutorial 9Mohammed A IsaNoch keine Bewertungen
- Universiti Putra MalaysiaDokument25 SeitenUniversiti Putra MalaysiaNazrinaazAhmadNoch keine Bewertungen
- Vessel DesignDokument26 SeitenVessel DesignNazrinaazAhmadNoch keine Bewertungen
- Industrial Synthesis of EDTA: Method 1: Single-Step SynthesisDokument6 SeitenIndustrial Synthesis of EDTA: Method 1: Single-Step SynthesisNazrinaazAhmadNoch keine Bewertungen
- Purification Vessel 2 KOHDokument3 SeitenPurification Vessel 2 KOHNazrinaazAhmadNoch keine Bewertungen
- Ahmad Nazri Bin Nasruddin 2014848852 EH220Dokument5 SeitenAhmad Nazri Bin Nasruddin 2014848852 EH220NazrinaazAhmadNoch keine Bewertungen
- Presentation Assessment Form - IP Sem 4 EH220 Mac-July 2015Dokument1 SeitePresentation Assessment Form - IP Sem 4 EH220 Mac-July 2015NazrinaazAhmadNoch keine Bewertungen
- Lab Process Control NazriDokument4 SeitenLab Process Control NazriNazrinaazAhmadNoch keine Bewertungen
- FtirDokument13 SeitenFtirNazrinaazAhmadNoch keine Bewertungen
- Peer Evaluation Assessment Form - IPEH220Sem4Dokument2 SeitenPeer Evaluation Assessment Form - IPEH220Sem4NazrinaazAhmadNoch keine Bewertungen
- Brand DecisionDokument8 SeitenBrand DecisionNazrinaazAhmadNoch keine Bewertungen
- Principles of MarketingDokument9 SeitenPrinciples of MarketingNazrinaazAhmadNoch keine Bewertungen
- Result Experiment ADokument2 SeitenResult Experiment ANazrinaazAhmadNoch keine Bewertungen
- Definitions - Topic 3 Atoms Elements and Compounds - CAIE Chemistry IGCSEDokument2 SeitenDefinitions - Topic 3 Atoms Elements and Compounds - CAIE Chemistry IGCSEAtif BakhshNoch keine Bewertungen
- Soap MakingDokument7 SeitenSoap MakinghholdNoch keine Bewertungen
- 01 U4 Guided Obj.v.ppDokument5 Seiten01 U4 Guided Obj.v.ppAntehyaNoch keine Bewertungen
- Diallo2013 Article NanotechnologyForSustainableDeDokument16 SeitenDiallo2013 Article NanotechnologyForSustainableDeNiraj GurjarNoch keine Bewertungen
- Coordination CompundsDokument13 SeitenCoordination CompundsSatwik SharmaNoch keine Bewertungen
- Che Scheme f3Dokument8 SeitenChe Scheme f3Victor KipkoechNoch keine Bewertungen
- Asam BasaDokument25 SeitenAsam BasaFitriHdynNoch keine Bewertungen
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Dokument4 SeitenF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- Science Notes IGCSE Grade 7Dokument57 SeitenScience Notes IGCSE Grade 7callista.d.fNoch keine Bewertungen
- CHAPTER 5 - Part II (P Block Elements - Group 14)Dokument30 SeitenCHAPTER 5 - Part II (P Block Elements - Group 14)NURUL ZAKIRAH BINTI BORHANUDINNoch keine Bewertungen
- Chapter 7 11Dokument34 SeitenChapter 7 11Ritik KumarNoch keine Bewertungen
- CHM031 Module 3 ReviewerDokument21 SeitenCHM031 Module 3 ReviewerrainNoch keine Bewertungen
- Balancing Chemical Equations 6 ChapterDokument4 SeitenBalancing Chemical Equations 6 ChapterStefanny León100% (1)
- Metal Bioremediation Through Growing Cells PDFDokument18 SeitenMetal Bioremediation Through Growing Cells PDFVAN PHU NguyenNoch keine Bewertungen
- Synthesis of PolymersDokument14 SeitenSynthesis of PolymersMohamad AzaniNoch keine Bewertungen
- A8 KineticsDokument6 SeitenA8 KineticsGabby TanakaNoch keine Bewertungen
- Experiment 7Dokument3 SeitenExperiment 7Gaurav ChaudharyNoch keine Bewertungen
- Science BukletDokument69 SeitenScience BukletManu GoelNoch keine Bewertungen
- Thermo 2022Dokument30 SeitenThermo 2022Yaashinie Siva SankarNoch keine Bewertungen
- Lec 3Dokument14 SeitenLec 3anuda09Noch keine Bewertungen
- Jawapan: Pengenalan Kepada Kimia Perkembangan Bidang Kimia Dan Kepentingan Dalam KehidupanDokument62 SeitenJawapan: Pengenalan Kepada Kimia Perkembangan Bidang Kimia Dan Kepentingan Dalam KehidupanJachinta JuliusNoch keine Bewertungen
- Chemistry 213Dokument7 SeitenChemistry 213KoladeNoch keine Bewertungen
- Learner's Packet: Science 7Dokument57 SeitenLearner's Packet: Science 7Abegail100% (1)
- 06 International Standard For Surface PreparationDokument1 Seite06 International Standard For Surface Preparationgowtham_venkat_40% (1)
- Student Study Guide and Solution Manual For Organic Chemistry 4e by David Klein 9 76Dokument68 SeitenStudent Study Guide and Solution Manual For Organic Chemistry 4e by David Klein 9 76MA. FRANCESCA DUCOTNoch keine Bewertungen
- Cement Manufacturing ProcessDokument36 SeitenCement Manufacturing ProcessMuhammad Irfan MalikNoch keine Bewertungen
- Cape Biology Unit 1Dokument165 SeitenCape Biology Unit 1Level up youth club. TutoringNoch keine Bewertungen
- Godrej Platinum - Architactural - BOQ 1Dokument11 SeitenGodrej Platinum - Architactural - BOQ 1Vishwas GadreNoch keine Bewertungen
- FullDokument1.175 SeitenFull43 Trần Công VinhNoch keine Bewertungen
- Molecular Gastronomy IntroductionDokument3 SeitenMolecular Gastronomy IntroductionMohit AryaNoch keine Bewertungen
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersVon EverandBulk Material Handling: Practical Guidance for Mechanical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- ICH Quality Guidelines: An Implementation GuideVon EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNoch keine Bewertungen
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincVon EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincBewertung: 3.5 von 5 Sternen3.5/5 (137)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Basic Digital Signal Processing: Butterworths Basic SeriesVon EverandBasic Digital Signal Processing: Butterworths Basic SeriesBewertung: 5 von 5 Sternen5/5 (1)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactVon EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactBewertung: 5 von 5 Sternen5/5 (5)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeVon EverandChemistry for Breakfast: The Amazing Science of Everyday LifeBewertung: 4.5 von 5 Sternen4.5/5 (14)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsVon EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsBewertung: 5 von 5 Sternen5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisVon EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisBewertung: 4 von 5 Sternen4/5 (2)
- It's Elemental: The Hidden Chemistry in EverythingVon EverandIt's Elemental: The Hidden Chemistry in EverythingBewertung: 4 von 5 Sternen4/5 (10)
- Taste: Surprising Stories and Science About Why Food Tastes GoodVon EverandTaste: Surprising Stories and Science About Why Food Tastes GoodBewertung: 3 von 5 Sternen3/5 (20)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeVon EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeBewertung: 5 von 5 Sternen5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsVon EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNoch keine Bewertungen
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (51)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItVon EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItBewertung: 4 von 5 Sternen4/5 (25)
- Guidelines for Defining Process Safety Competency RequirementsVon EverandGuidelines for Defining Process Safety Competency RequirementsBewertung: 3 von 5 Sternen3/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AVon EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANoch keine Bewertungen
- AP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeVon EverandAP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeNoch keine Bewertungen
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeVon EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeBewertung: 4 von 5 Sternen4/5 (1)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionVon EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNoch keine Bewertungen