Das könnte Ihnen auch gefallen
- DU Sliding Material SpecificationsDokument55 SeitenDU Sliding Material SpecificationsMichał AmborNoch keine Bewertungen
- HydroPure Vesta Hydraulic Oils H (AW) SeriesDokument2 SeitenHydroPure Vesta Hydraulic Oils H (AW) SeriesdnoaisapsNoch keine Bewertungen
- Sae J30 - 201202Dokument44 SeitenSae J30 - 201202Robert SawyerNoch keine Bewertungen
- DU BushesDokument56 SeitenDU BushesBlashko GjorgjievNoch keine Bewertungen
- SO238051 Test Report CMT0036Dokument10 SeitenSO238051 Test Report CMT0036mpedraza-1Noch keine Bewertungen
- S T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsDokument4 SeitenS T A N D A R D: Marking of Parts Fitted On Iveco Products General RequirementsgustavoNoch keine Bewertungen
- Castrol Rustilo DW 902Dokument2 SeitenCastrol Rustilo DW 902vivekpattni0% (1)
- TD SCHM f11 Renolit LST 00 en PDFDokument1 SeiteTD SCHM f11 Renolit LST 00 en PDFQuoc HungNoch keine Bewertungen
- PH 474A-K - Synthetic Gear Oil - Extreme Pressure (EP)Dokument4 SeitenPH 474A-K - Synthetic Gear Oil - Extreme Pressure (EP)dfbdfbfdbfbNoch keine Bewertungen
- Sae J 2045 2012-11-01Dokument16 SeitenSae J 2045 2012-11-01GT-LUCAS BARCI100% (1)
- Kubota Super UDT2 Fluid PI SheetDokument2 SeitenKubota Super UDT2 Fluid PI Sheetcamilo ZambranoNoch keine Bewertungen
- Fuchs Usa-Sugar BrochureDokument4 SeitenFuchs Usa-Sugar BrochureOscar CabreraNoch keine Bewertungen
- Shell Albida EMS2Dokument1 SeiteShell Albida EMS2Muhammad Haris BaigNoch keine Bewertungen
- Danieli - List of Lubricants - Rev 2020Dokument20 SeitenDanieli - List of Lubricants - Rev 2020thienftuNoch keine Bewertungen
- Kluberplex AG 11 462 eDokument2 SeitenKluberplex AG 11 462 eseegna100% (2)
- Technical Focus: UV Curing Short Runs BearingsDokument68 SeitenTechnical Focus: UV Curing Short Runs BearingsRicardo Reno RibeiroNoch keine Bewertungen
- FLT Cassida Product-RangeDokument32 SeitenFLT Cassida Product-RangeJesus Ovidio Lemus GuerraNoch keine Bewertungen
- HC2.03.55 Rev 3 - HD Inspection Lighting SystemsDokument6 SeitenHC2.03.55 Rev 3 - HD Inspection Lighting SystemsHa TranNoch keine Bewertungen
- AbsDokument17 SeitenAbsDrurajNoch keine Bewertungen
- Molykote 103brochureDokument94 SeitenMolykote 103brochurevemanreddy29Noch keine Bewertungen
- Catalogo de Produtos Molykote-Dupont - 2020Dokument12 SeitenCatalogo de Produtos Molykote-Dupont - 2020marcosNoch keine Bewertungen
- Global Industrial Gear Oil MarketDokument16 SeitenGlobal Industrial Gear Oil MarketSanjay MatthewsNoch keine Bewertungen
- Dienes Slitting Reference Guide 2nd EditionDokument60 SeitenDienes Slitting Reference Guide 2nd EditionMi MsNoch keine Bewertungen
- Sweeney 503 Assembly Paste Now in IndiaDokument1 SeiteSweeney 503 Assembly Paste Now in IndiaProject Sales CorpNoch keine Bewertungen
- BOSCHERT Safety Chucks PDFDokument230 SeitenBOSCHERT Safety Chucks PDFGonzalo GrosseteteNoch keine Bewertungen
- xDIN ISO 34804-2002.10-ENDokument5 SeitenxDIN ISO 34804-2002.10-ENAustine ChrisNoch keine Bewertungen
- Sae J51-2015Dokument11 SeitenSae J51-2015NastyNoch keine Bewertungen
- Bearinx - Online Shaft CalculationDokument6 SeitenBearinx - Online Shaft CalculationMarian DunareanuNoch keine Bewertungen
- Hub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaDokument8 SeitenHub & Drum - Design and Process Review and Validation: Rodrigo Cunha Silvia Faria Iombriller Thiago Vaz Da CostaMarcelo Losekann100% (1)
- Lubricantes LSCDokument22 SeitenLubricantes LSCAndres PozoNoch keine Bewertungen
- GS1 DataMatrix Guideline0115Dokument62 SeitenGS1 DataMatrix Guideline0115Riadh JellaliNoch keine Bewertungen
- John Deere Design, Process, and Assembly ReviewDokument33 SeitenJohn Deere Design, Process, and Assembly ReviewcucuNoch keine Bewertungen
- 06 - Lubricants Competition Grade Leaflet - 04-03-14 PDFDokument2 Seiten06 - Lubricants Competition Grade Leaflet - 04-03-14 PDFSriraghuraman Gopal RathnamNoch keine Bewertungen
- TopyDokument64 SeitenTopyChristiano Calijorne de BarrosNoch keine Bewertungen
- ImpregnationDokument9 SeitenImpregnationsivamettNoch keine Bewertungen
- Iso 228 1 2000Dokument9 SeitenIso 228 1 2000Ulvi NebiyevNoch keine Bewertungen
- 5021,42 Part List in Design-Engineering DocumentationDokument3 Seiten5021,42 Part List in Design-Engineering DocumentationGarry TaylorNoch keine Bewertungen
- Rolamentos e Retentores - Falk-Type-YB,-YBTDokument5 SeitenRolamentos e Retentores - Falk-Type-YB,-YBTVendedorNoch keine Bewertungen
- Bul SAE J2044 PDFDokument8 SeitenBul SAE J2044 PDFthailanNoch keine Bewertungen
- RB FORGING PRESENTATION FOR EDSCHA (Autosaved) 23 Dec 2019Dokument82 SeitenRB FORGING PRESENTATION FOR EDSCHA (Autosaved) 23 Dec 2019Ankur100% (1)
- Shell Omala Oils: Premium Lead-Fee EP Gear OilDokument3 SeitenShell Omala Oils: Premium Lead-Fee EP Gear Oilsamar209100% (1)
- European Tyre and Rim Technical Organisation - Standards Manual - 2021Dokument2 SeitenEuropean Tyre and Rim Technical Organisation - Standards Manual - 2021Steven FryeNoch keine Bewertungen
- EMIS Insights - Brazil Mining Sector Report 2018 - 2022 PDFDokument73 SeitenEMIS Insights - Brazil Mining Sector Report 2018 - 2022 PDFCristian Mateo Perez MarinNoch keine Bewertungen
- BrochureSugarpress, EngDokument15 SeitenBrochureSugarpress, EngAnibal RiosNoch keine Bewertungen
- Cat Helimax 2016 Esp 1Dokument74 SeitenCat Helimax 2016 Esp 1HKM IngenierosNoch keine Bewertungen
- Ama Machine ManualDokument97 SeitenAma Machine ManualmersiumNoch keine Bewertungen
- Lubricantes Viscosity OilDokument12 SeitenLubricantes Viscosity OilGustavo BelgranoNoch keine Bewertungen
- FLUIDYNE Seal Design Manual PDFDokument76 SeitenFLUIDYNE Seal Design Manual PDFAKHLESH JHALLARE100% (1)
- Flexible Reporting: User'S Manual For Using The Protocoldesigner in Geopak and Cat1000SDokument122 SeitenFlexible Reporting: User'S Manual For Using The Protocoldesigner in Geopak and Cat1000Scmm5477Noch keine Bewertungen
- Rubber Products Manufacturing Technology by Bhowmick, AnilKDokument915 SeitenRubber Products Manufacturing Technology by Bhowmick, AnilKakhil KumarNoch keine Bewertungen
- Sleeve Bearing Load LimitsDokument2 SeitenSleeve Bearing Load Limitssperthawin2787630Noch keine Bewertungen
- External GDiMPS Training 1804c and New Portal - V18.5 (Effective 14OCT2019)Dokument91 SeitenExternal GDiMPS Training 1804c and New Portal - V18.5 (Effective 14OCT2019)Karina Valenzuela100% (1)
- Guia de Aplicacion para Potencia HidraulicaDokument62 SeitenGuia de Aplicacion para Potencia HidraulicaGeLoRa66Noch keine Bewertungen
- 10-1340 enDokument37 Seiten10-1340 enRodolfo NallisNoch keine Bewertungen
- Dupont Zytel: Zytel 73G15Hsl Bk363Dokument2 SeitenDupont Zytel: Zytel 73G15Hsl Bk363Roberto HernandezNoch keine Bewertungen
- 92v Parts List ViperDokument194 Seiten92v Parts List Viperreltih18Noch keine Bewertungen
- S T A N D A R D: SpecificationDokument16 SeitenS T A N D A R D: SpecificationGarry TaylorNoch keine Bewertungen
- Metal Can Defects. Identification and Classification - Canadian Food Inspection AgencyDokument106 SeitenMetal Can Defects. Identification and Classification - Canadian Food Inspection Agencygtorre77Noch keine Bewertungen
- Lesson 5: Metal ContainersDokument33 SeitenLesson 5: Metal Containersngocthang7117Noch keine Bewertungen
- Metal PackagingDokument34 SeitenMetal PackagingAmyHuiNoch keine Bewertungen
- Pregatirea Suprafetelor Pentru VopsireDokument4 SeitenPregatirea Suprafetelor Pentru VopsireValentin GalbenNoch keine Bewertungen
- PDS - Ultraguard EP 52Dokument1 SeitePDS - Ultraguard EP 52Maurice DavisNoch keine Bewertungen
- 424 Riv-04Dokument2 Seiten424 Riv-04Maurice DavisNoch keine Bewertungen
- Resins For Decorative Coatings: Product GuideDokument27 SeitenResins For Decorative Coatings: Product GuideMaurice DavisNoch keine Bewertungen
- D4946 Block Resistance PDFDokument2 SeitenD4946 Block Resistance PDFMaurice Davis100% (1)
- Understanding FoamDokument9 SeitenUnderstanding FoamMaurice DavisNoch keine Bewertungen
- Carbon Black GradesDokument6 SeitenCarbon Black GradesMaurice DavisNoch keine Bewertungen
- Periodic Table PtableDokument1 SeitePeriodic Table Ptableapi-239694539Noch keine Bewertungen
- Film Weight CalculatorDokument16 SeitenFilm Weight CalculatorMaurice DavisNoch keine Bewertungen
- Technical Data:: Oasis Epoxy ST 8800alDokument2 SeitenTechnical Data:: Oasis Epoxy ST 8800alMaurice DavisNoch keine Bewertungen
- Technical Data:: Oasis Epoxy TL 8758Dokument2 SeitenTechnical Data:: Oasis Epoxy TL 8758Maurice DavisNoch keine Bewertungen
- Oasis QD Special PrimerDokument2 SeitenOasis QD Special PrimerMaurice DavisNoch keine Bewertungen
- Epoxy Zinc Phosphate Primer 8600Dokument2 SeitenEpoxy Zinc Phosphate Primer 8600Maurice DavisNoch keine Bewertungen
- Sample Database of SQL in Mysql FormatDokument7 SeitenSample Database of SQL in Mysql FormatsakonokeNoch keine Bewertungen
- Balkhu Squatter SettlementDokument10 SeitenBalkhu Squatter SettlementShramina ShresthaNoch keine Bewertungen
- Inkolo Namasiko Kuyamakha Umuntu - Brainly - inDokument1 SeiteInkolo Namasiko Kuyamakha Umuntu - Brainly - inxqxfkqpy5qNoch keine Bewertungen
- Glossario - GETTY - IngDokument24 SeitenGlossario - GETTY - IngFabio ZarattiniNoch keine Bewertungen
- InfltiDokument13 SeitenInfltiLEKH021Noch keine Bewertungen
- Corporate Governance Guidelines GMDokument15 SeitenCorporate Governance Guidelines GMWaqas MahmoodNoch keine Bewertungen
- Esp-2000 BSDokument6 SeitenEsp-2000 BSByron LopezNoch keine Bewertungen
- Adore You - PDFDokument290 SeitenAdore You - PDFnbac0dNoch keine Bewertungen
- OpenGL in JitterDokument19 SeitenOpenGL in JitterjcpsimmonsNoch keine Bewertungen
- Statistics 2Dokument121 SeitenStatistics 2Ravi KNoch keine Bewertungen
- Materials Selection in Mechanical Design - EPDF - TipsDokument1 SeiteMaterials Selection in Mechanical Design - EPDF - TipsbannetNoch keine Bewertungen
- Trandsend 2Dokument3 SeitenTrandsend 2dadiNoch keine Bewertungen
- Research Article: Dynamic Modelling of A Solar Water Pumping System With Energy StorageDokument13 SeitenResearch Article: Dynamic Modelling of A Solar Water Pumping System With Energy Storagehabtamu melsewNoch keine Bewertungen
- 20171025141013chapter-3 Chi-Square-Test PDFDokument28 Seiten20171025141013chapter-3 Chi-Square-Test PDFNajwa WawaNoch keine Bewertungen
- SITXWHS001 - Participate in Safe Work Practices Student GuideDokument42 SeitenSITXWHS001 - Participate in Safe Work Practices Student GuideMarianne FernandoNoch keine Bewertungen
- Updated PDPDokument540 SeitenUpdated PDPnikulaaaasNoch keine Bewertungen
- SrsDokument7 SeitenSrsRahul Malhotra50% (2)
- Belimo ARB24-SR Datasheet En-UsDokument2 SeitenBelimo ARB24-SR Datasheet En-Usian_gushepiNoch keine Bewertungen
- Trading Book - AGDokument7 SeitenTrading Book - AGAnilkumarGopinathanNairNoch keine Bewertungen
- MSC 200Dokument18 SeitenMSC 200Amit KumarNoch keine Bewertungen
- Tours and Travel MNGTDokument16 SeitenTours and Travel MNGTArpita Jaiswal100% (5)
- SBR 2019 Revision KitDokument513 SeitenSBR 2019 Revision KitTaskin Reza Khalid100% (1)
- Cs09 404 Programming Paradigm (Module 1 Notes)Dokument24 SeitenCs09 404 Programming Paradigm (Module 1 Notes)Rohith BhaskaranNoch keine Bewertungen
- New Python Basics AssignmentDokument5 SeitenNew Python Basics AssignmentRAHUL SONI0% (1)
- Lesson Plan Outline - Rebounding - Perez - JoseDokument7 SeitenLesson Plan Outline - Rebounding - Perez - JoseJose PerezNoch keine Bewertungen
- UN Layout Key For Trade DocumentsDokument92 SeitenUN Layout Key For Trade DocumentsСтоян ТитевNoch keine Bewertungen
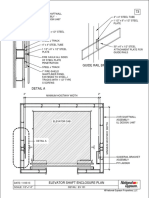
- Guide Rail Bracket AssemblyDokument1 SeiteGuide Rail Bracket AssemblyPrasanth VarrierNoch keine Bewertungen
- Multidimensional Scaling Groenen Velden 2004 PDFDokument14 SeitenMultidimensional Scaling Groenen Velden 2004 PDFjoséNoch keine Bewertungen
- BTL Marketing CompanyDokument30 SeitenBTL Marketing Companypradip_kumarNoch keine Bewertungen
- SoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDDokument19 SeitenSoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDArpit SharmaNoch keine Bewertungen