Das könnte Ihnen auch gefallen
- Lecture 1 Nano-Macro-Buehler PDFDokument66 SeitenLecture 1 Nano-Macro-Buehler PDFtoanproanhNoch keine Bewertungen
- Integrated Computational Materials EngineeringDokument221 SeitenIntegrated Computational Materials EngineeringtoanproanhNoch keine Bewertungen
- Book 1Dokument1 SeiteBook 1toanproanhNoch keine Bewertungen
- PIC Microcontrollers For Beginners PIC16F84ADokument186 SeitenPIC Microcontrollers For Beginners PIC16F84Aga6ba5Noch keine Bewertungen
- The Quintessential Pic MicrocontrollerDokument492 SeitenThe Quintessential Pic MicrocontrollertoanproanhNoch keine Bewertungen
- 85762Dokument177 Seiten85762toanproanhNoch keine Bewertungen
- Linux - Embedded - RTOS - The Concise Handbook of Linux For Embedded Real-Time SystemsDokument91 SeitenLinux - Embedded - RTOS - The Concise Handbook of Linux For Embedded Real-Time SystemsJuan Carlos Trujillo100% (1)
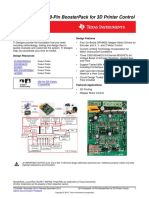
- Tidu 544 ADokument32 SeitenTidu 544 Atoanproanh100% (1)
- Jessy Cusack Thesis FinalDokument147 SeitenJessy Cusack Thesis FinaltoanproanhNoch keine Bewertungen
- BRD - Klee-Ort Pneumatisk OvDokument8 SeitenBRD - Klee-Ort Pneumatisk OvtoanproanhNoch keine Bewertungen
- Full Text 01Dokument221 SeitenFull Text 01toanproanhNoch keine Bewertungen
- Weiss Washington 0250O 13644Dokument71 SeitenWeiss Washington 0250O 13644toanproanhNoch keine Bewertungen
- Basics of PhysicsDokument382 SeitenBasics of PhysicsSpaceerX_100% (6)
- P 1100 WCDokument184 SeitenP 1100 WCtoanproanhNoch keine Bewertungen
- 01 Introduction To Industrial Automation and ControlDokument18 Seiten01 Introduction To Industrial Automation and ControlPallavi SinglaNoch keine Bewertungen
- LTX CribDokument14 SeitenLTX CribVinay KaranamNoch keine Bewertungen
- Rolling Your Own Document Class: Using LaTeX To Keep Away From The Dark SideDokument33 SeitenRolling Your Own Document Class: Using LaTeX To Keep Away From The Dark SideJeff Pratt100% (9)
- PCB LayoutDokument10 SeitenPCB LayoutAditya Warman NotoNegoroNoch keine Bewertungen
- Report Led November 2002a 1Dokument112 SeitenReport Led November 2002a 1toanproanhNoch keine Bewertungen
- TMHP51 Hydraulic Servo Systems Rydberg 2008Dokument46 SeitenTMHP51 Hydraulic Servo Systems Rydberg 2008sherisha100% (1)
- Updated rhinitis diagnosis and management guidelinesDokument84 SeitenUpdated rhinitis diagnosis and management guidelinesdarkreign86Noch keine Bewertungen
- Custom Latex ClassDokument14 SeitenCustom Latex ClassEpic WinNoch keine Bewertungen
- How I Made a Plasma Cutter From Junk in My GarageDokument51 SeitenHow I Made a Plasma Cutter From Junk in My GarageFlavioacNoch keine Bewertungen
- Localization and Cutting-Plane Methods-2003Dokument35 SeitenLocalization and Cutting-Plane Methods-2003toanproanhNoch keine Bewertungen
- SchmidtDokument6 SeitenSchmidttoanproanhNoch keine Bewertungen
- For High-Performance: HandbookDokument12 SeitenFor High-Performance: HandbooktoanproanhNoch keine Bewertungen
- Cls GuideDokument33 SeitenCls GuidetoanproanhNoch keine Bewertungen
- HefferonDokument11 SeitenHefferonEpic WinNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Resumen Coinic 2018Dokument8 SeitenResumen Coinic 2018Christian Jeric Nieto DueñasNoch keine Bewertungen
- HVAC Brochure PDFDokument8 SeitenHVAC Brochure PDFkollidrNoch keine Bewertungen
- Engineering Optimization, 2nd Ed, Wiley (2006), 0471558141Dokument681 SeitenEngineering Optimization, 2nd Ed, Wiley (2006), 0471558141Shivani GuptaNoch keine Bewertungen
- Ecoshield PDokument2 SeitenEcoshield PBaugh Graphic DesignNoch keine Bewertungen
- Turn-Over (Setup To Ops) ProcedureDokument18 SeitenTurn-Over (Setup To Ops) ProcedureJuniel BalzaNoch keine Bewertungen
- Types of Slope ProtectionDokument40 SeitenTypes of Slope ProtectionLouies Ungria100% (3)
- Construction Method Statement FOR RCC Boundry Wall With Precast Panel & ColumnDokument8 SeitenConstruction Method Statement FOR RCC Boundry Wall With Precast Panel & Columnkhurshidoman123Noch keine Bewertungen
- Steel Structural Design FundamentalsDokument57 SeitenSteel Structural Design Fundamentals2KE18CV007 D R ANJITHA CivilNoch keine Bewertungen
- Preheater DesignDokument6 SeitenPreheater DesignAlejandroPáramoFandiñoNoch keine Bewertungen
- Design of Free Standing Walls Feb 1984Dokument40 SeitenDesign of Free Standing Walls Feb 1984Dale Stewart100% (4)
- CV Curriculum Vitae OptimizationDokument7 SeitenCV Curriculum Vitae OptimizationAdi M. MutawaliNoch keine Bewertungen
- Pages From Fundamentals of Electric Circuits 4th Ed - C. Alexander, M. Sadiku (McGraw-Hill, 2009) WWDokument2 SeitenPages From Fundamentals of Electric Circuits 4th Ed - C. Alexander, M. Sadiku (McGraw-Hill, 2009) WWdabsorangejuiceNoch keine Bewertungen
- Analysis of Truss-Method of Sections and Joints PDFDokument6 SeitenAnalysis of Truss-Method of Sections and Joints PDFStruktur ArkoninNoch keine Bewertungen
- Orion Racing E-BrochureDokument20 SeitenOrion Racing E-Brochuremonildoshi0% (1)
- Batch:: BRANCH: Computer Scienc Year:III YearDokument10 SeitenBatch:: BRANCH: Computer Scienc Year:III YearsaurabhNoch keine Bewertungen
- Concrete Vibration TipsDokument3 SeitenConcrete Vibration TipsHiren DesaiNoch keine Bewertungen
- Course Outline: International Islamic University MalaysiaDokument6 SeitenCourse Outline: International Islamic University Malaysiade_stanszaNoch keine Bewertungen
- Modeling of L-Shaped Precast Prestressed Concrete Spandrels PDFDokument15 SeitenModeling of L-Shaped Precast Prestressed Concrete Spandrels PDFPalwa TSNoch keine Bewertungen
- 2016bme010@sggs - Ac.in 2016bme504@sggs - Ac.in 2015bme031@sggs - Ac.in 2015bme050@sggs - Ac.in 2017bec014@sggs - Ac.in 2017btt004@sggs - Ac.inDokument4 Seiten2016bme010@sggs - Ac.in 2016bme504@sggs - Ac.in 2015bme031@sggs - Ac.in 2015bme050@sggs - Ac.in 2017bec014@sggs - Ac.in 2017btt004@sggs - Ac.inrajuNoch keine Bewertungen
- NORSOK N 004 d3 E3Dokument276 SeitenNORSOK N 004 d3 E3Nils Antoine Freund100% (1)
- Abdul Shakoor: Electrical Power EngineerDokument2 SeitenAbdul Shakoor: Electrical Power EngineerAnonymous NWSu4UNoch keine Bewertungen
- Flat Slab - Types of Flat Slab Design and Its AdvantagesDokument8 SeitenFlat Slab - Types of Flat Slab Design and Its AdvantagesJinxi PhilippinesNoch keine Bewertungen
- Overview and History of NgssDokument23 SeitenOverview and History of Ngsssayed100% (1)
- A Proposal To A New TV Program by Dr. Zaid GhazzawiDokument10 SeitenA Proposal To A New TV Program by Dr. Zaid GhazzawiZaid Ghazzawi100% (3)
- Photos - Primary Xender - Lecture+notes - 5+semester - Design of Machine Elements 1 Lecture NotesDokument5 SeitenPhotos - Primary Xender - Lecture+notes - 5+semester - Design of Machine Elements 1 Lecture NotesjonnyNoch keine Bewertungen
- Vertical Borehole Standards Issue1 September2011Dokument45 SeitenVertical Borehole Standards Issue1 September2011starykltNoch keine Bewertungen
- Singapore Structures Scanned for RenovationDokument3 SeitenSingapore Structures Scanned for RenovationRay RamiloNoch keine Bewertungen
- CSI Conversion List 1995 vs. 2004 Cross ReferenceDokument16 SeitenCSI Conversion List 1995 vs. 2004 Cross ReferenceCarol SantosNoch keine Bewertungen
- Machine Construction Lecture NotesDokument9 SeitenMachine Construction Lecture NotesFady KamilNoch keine Bewertungen
- Resume for Production EngineerDokument3 SeitenResume for Production EngineerIsrar AlamNoch keine Bewertungen