Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Science SNC2D Grade 10 ExamDokument8 SeitenScience SNC2D Grade 10 ExamRiazNoch keine Bewertungen
- BS en 50125-2-2003Dokument18 SeitenBS en 50125-2-2003Muhammad Taufik100% (1)
- Schluesseltech 21 PDFDokument369 SeitenSchluesseltech 21 PDFConstantin DenisaNoch keine Bewertungen
- 6 GFW PDFDokument116 Seiten6 GFW PDFConstantin DenisaNoch keine Bewertungen
- Magnetic Nanoparticles For Biomedical Applications: Yunsuk JoDokument69 SeitenMagnetic Nanoparticles For Biomedical Applications: Yunsuk JoConstantin DenisaNoch keine Bewertungen
- Structural and Magnetic Properties of Mesoporous Sio Nanoparticles Impregnated With Iron Oxide or Cobalt-Iron Oxide NanocrystalsDokument13 SeitenStructural and Magnetic Properties of Mesoporous Sio Nanoparticles Impregnated With Iron Oxide or Cobalt-Iron Oxide NanocrystalsConstantin DenisaNoch keine Bewertungen
- 40161, Part 2, ThesesDokument286 Seiten40161, Part 2, ThesesConstantin DenisaNoch keine Bewertungen
- Oil Free Process Gas Screw CompressorsDokument16 SeitenOil Free Process Gas Screw CompressorsAndresoMartinecNoch keine Bewertungen
- D5162 Standard Practice For Discontinuity Holiday Testing of Nonconductive Protective Coating On Metallic Substrates PDFDokument5 SeitenD5162 Standard Practice For Discontinuity Holiday Testing of Nonconductive Protective Coating On Metallic Substrates PDFYosia Ginting100% (1)
- Solid Boyd An Shell MecahnicsDokument521 SeitenSolid Boyd An Shell MecahnicsCiprian Mihai TărboiuNoch keine Bewertungen
- Cambridge International AS & A Level: Chemistry 9701/51 May/June 2022Dokument10 SeitenCambridge International AS & A Level: Chemistry 9701/51 May/June 2022Fupeng MouNoch keine Bewertungen
- Research FormatDokument82 SeitenResearch FormatDyuli JimenezNoch keine Bewertungen
- Ficha Técnica Válvula CompuertaDokument2 SeitenFicha Técnica Válvula CompuertaMiguel RondinelNoch keine Bewertungen
- Pi Molecular Orbital DiagramDokument9 SeitenPi Molecular Orbital DiagramIon DebianNoch keine Bewertungen
- Furanic Compounds PDFDokument6 SeitenFuranic Compounds PDFAbdullah GhannamNoch keine Bewertungen
- FASTRACK Polymer EmulsionsDokument7 SeitenFASTRACK Polymer EmulsionsVictor LopezNoch keine Bewertungen
- Norma AP 6DDokument105 SeitenNorma AP 6Dsabes26Noch keine Bewertungen
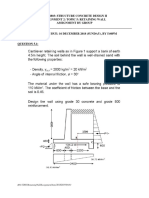
- Assignment Retaining Wall - QuestionDokument4 SeitenAssignment Retaining Wall - QuestionAidaFarzanaNanaNoch keine Bewertungen
- Load DistributionDokument44 SeitenLoad Distributionሽታ ዓለሜNoch keine Bewertungen
- Utilization of Defatted Copra (Cocos Nucifera) As A Natural Coagulant For Surface Water TreatmentDokument1 SeiteUtilization of Defatted Copra (Cocos Nucifera) As A Natural Coagulant For Surface Water TreatmentmariniabrahanNoch keine Bewertungen
- PFS HiflocDokument1 SeitePFS HiflocwertyyyNoch keine Bewertungen
- Principle and InstrumentationDokument115 SeitenPrinciple and Instrumentationraj.kesavaNoch keine Bewertungen
- Solution Poly-Round Bearings in Polymer OR Stainless HousingsDokument3 SeitenSolution Poly-Round Bearings in Polymer OR Stainless HousingsLeroy AraoNoch keine Bewertungen
- 2 Effect of Heat On SaltDokument3 Seiten2 Effect of Heat On SaltJacelynNoch keine Bewertungen
- Simultaneous Estimation of Paracetamol and NimesulideDokument4 SeitenSimultaneous Estimation of Paracetamol and NimesulideBolgam PradeepNoch keine Bewertungen
- Tutorial 4 Solution (Updated)Dokument7 SeitenTutorial 4 Solution (Updated)Jayden Chan33% (3)
- Catalogue Sheet CSBDokument14 SeitenCatalogue Sheet CSBthermosol5416Noch keine Bewertungen
- Lubricants For Cement ProductionDokument21 SeitenLubricants For Cement Productiongrameshkreddy2013100% (1)
- Applied Thermal Engineering: Lars O. Nord, Olav BollandDokument7 SeitenApplied Thermal Engineering: Lars O. Nord, Olav BollandHugo SolìsNoch keine Bewertungen
- ElectrochemistryDokument44 SeitenElectrochemistryChietra Dhedew FitriiNoch keine Bewertungen
- DELTA 100 Technical Data Sheet April 23Dokument7 SeitenDELTA 100 Technical Data Sheet April 23Itzel BravoNoch keine Bewertungen
- Soldering and Welding in Pediatric DentistryDokument4 SeitenSoldering and Welding in Pediatric DentistryNilay ShahNoch keine Bewertungen
- Chapter-6 Wall SystemDokument102 SeitenChapter-6 Wall SystemGebre Haile100% (1)
- Steel RefiningDokument10 SeitenSteel RefiningDiana Bracamonte DyckNoch keine Bewertungen