Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Spe 165150 MSDokument10 SeitenSpe 165150 MSmiladNoch keine Bewertungen
- Small Particle Size Cement D.P. Ewert S.W. Almond W.M. BierhausDokument8 SeitenSmall Particle Size Cement D.P. Ewert S.W. Almond W.M. BierhausmiladNoch keine Bewertungen
- Spe 165119 MSDokument19 SeitenSpe 165119 MSmiladNoch keine Bewertungen
- Spe 53937 MSDokument6 SeitenSpe 53937 MSmiladNoch keine Bewertungen
- Spe 168152 MSDokument13 SeitenSpe 168152 MSmiladNoch keine Bewertungen
- Spe 20038 PaDokument4 SeitenSpe 20038 PamiladNoch keine Bewertungen
- Spe 168152 PaDokument11 SeitenSpe 168152 PamiladNoch keine Bewertungen
- Spe 174976 MSDokument24 SeitenSpe 174976 MSmiladNoch keine Bewertungen
- IADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthDokument13 SeitenIADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthmiladNoch keine Bewertungen
- Petsoc 97 08 Ge2Dokument3 SeitenPetsoc 97 08 Ge2miladNoch keine Bewertungen
- Spe 951171 GDokument12 SeitenSpe 951171 GAdegbite Jamiu OyekanNoch keine Bewertungen
- Spe 30107 PaDokument6 SeitenSpe 30107 PamiladNoch keine Bewertungen
- By Lionel Herve Noel Ribeiro 2012Dokument67 SeitenBy Lionel Herve Noel Ribeiro 2012miladNoch keine Bewertungen
- Spe 170285 MSDokument12 SeitenSpe 170285 MSmiladNoch keine Bewertungen
- Mahmood 2Dokument92 SeitenMahmood 2miladNoch keine Bewertungen
- MirandaDokument119 SeitenMirandamiladNoch keine Bewertungen
- IADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthDokument13 SeitenIADC/SPE 133735 Optimizing in Four Steps Composite Lost-Circulation Pills Without Knowing Loss Zone WidthmiladNoch keine Bewertungen
- LundDokument89 SeitenLundmiladNoch keine Bewertungen
- MahmoodDokument62 SeitenMahmoodmiladNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- FPS Module 1Dokument28 SeitenFPS Module 1RickNoch keine Bewertungen
- Polymer Structures: Issues To Address..Dokument34 SeitenPolymer Structures: Issues To Address..Eugene Embalzado Jr.Noch keine Bewertungen
- Mixing L 6-7Dokument60 SeitenMixing L 6-7hyde2520015754Noch keine Bewertungen
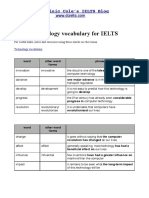
- Technology VocabularyDokument3 SeitenTechnology VocabularyChixo GalaxyNoch keine Bewertungen
- Marine Upholstery SpecsDokument1 SeiteMarine Upholstery SpecsRezza KurniawanNoch keine Bewertungen
- Harmonization of HR Policies - RoughDokument119 SeitenHarmonization of HR Policies - RoughFrancis SoiNoch keine Bewertungen
- RAJPUT - Gokul IndustryDokument76 SeitenRAJPUT - Gokul IndustryrajputvjNoch keine Bewertungen
- 0900-9914 I1 201012 PDFDokument132 Seiten0900-9914 I1 201012 PDFIvan Arjona50% (2)
- Types of Welding Defects PDFDokument12 SeitenTypes of Welding Defects PDFDhiab Mohamed AliNoch keine Bewertungen
- Penerapan Metode Sonikasi Terhadap Adsorpsi FeIIIDokument6 SeitenPenerapan Metode Sonikasi Terhadap Adsorpsi FeIIIappsNoch keine Bewertungen
- Testing Fire-ProtectionDokument2 SeitenTesting Fire-Protectionmia murciaNoch keine Bewertungen
- I-R Nirvana IRN250-300H-2S Parts ManualDokument28 SeitenI-R Nirvana IRN250-300H-2S Parts ManualMistysParts100% (4)
- DuranDuran OrdinaryWorldDokument1 SeiteDuranDuran OrdinaryWorldEduardo LuzNoch keine Bewertungen
- Denel Dynamics Product Brochure PDFDokument36 SeitenDenel Dynamics Product Brochure PDFeggboy196967% (3)
- Evolution of Indian TolucaDokument28 SeitenEvolution of Indian TolucaAlberto Duran IniestraNoch keine Bewertungen
- Baluarte BridgeDokument1 SeiteBaluarte BridgeIndra MishraNoch keine Bewertungen
- Biology: Higher Tier Paper 1HDokument28 SeitenBiology: Higher Tier Paper 1HkaruneshnNoch keine Bewertungen
- Estimating Crack Widths in Steel Fibre-Reinforced ConcreteDokument12 SeitenEstimating Crack Widths in Steel Fibre-Reinforced ConcreteRm1262Noch keine Bewertungen
- The Symbols Found in TarotDokument17 SeitenThe Symbols Found in TarotPEdro100% (1)
- Detector de Fum Si Temperatura Apollo XP95-55000-885Dokument2 SeitenDetector de Fum Si Temperatura Apollo XP95-55000-885dorobantu_alexandruNoch keine Bewertungen
- Introduction To Mass Transfer - Part 1Dokument39 SeitenIntroduction To Mass Transfer - Part 1Biniyam haile100% (1)
- What Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andDokument4 SeitenWhat Makes A Cup of NESCAFÉ So Special? The Best Coffee Beans andYenny YanyanNoch keine Bewertungen
- Ok TC FlotationDokument4 SeitenOk TC FlotationWilliam SalcedoNoch keine Bewertungen
- DWS2510.02 - Auxiary Drive SpecificationDokument11 SeitenDWS2510.02 - Auxiary Drive SpecificationCorneNoch keine Bewertungen
- Systems of Linear Equations With Two VariablesDokument34 SeitenSystems of Linear Equations With Two VariablesFatima KausarNoch keine Bewertungen
- GIRBESDokument6 SeitenGIRBESMiguel LópezNoch keine Bewertungen
- Airborne Doppler Radar Navigation of Jet Transport Aircraft-EftDokument10 SeitenAirborne Doppler Radar Navigation of Jet Transport Aircraft-Eftjulio perezNoch keine Bewertungen
- Poem Summary - Keeping QuietDokument3 SeitenPoem Summary - Keeping QuietVignesh Mohan100% (2)
- Rama Varma Anagha Research PaperDokument12 SeitenRama Varma Anagha Research Paperapi-308560676Noch keine Bewertungen
- Industrial TYROLITc 21Dokument611 SeitenIndustrial TYROLITc 21kamilNoch keine Bewertungen