Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Copper Loops For 222 and 440MHzDokument5 SeitenCopper Loops For 222 and 440MHzBenjamin Dover100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- BinderDokument253 SeitenBinderJohnny Mopada Jr.Noch keine Bewertungen
- Extraction of Metals: - The Chemistry BehindDokument25 SeitenExtraction of Metals: - The Chemistry BehindSujit Singh100% (1)
- Final Project Report Natural CoagulationDokument48 SeitenFinal Project Report Natural CoagulationSareeg Thomas0% (1)
- Weld Plan D00651285Dokument14 SeitenWeld Plan D00651285sandeepNoch keine Bewertungen
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFDokument5 SeitenAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining Industry PDFOrlando19490% (1)
- PuneDokument564 SeitenPuneANSHUMANNoch keine Bewertungen
- General Electric - Inlet Air RecommendationDokument28 SeitenGeneral Electric - Inlet Air Recommendationhussain mominNoch keine Bewertungen
- Master enDokument40 SeitenMaster enKosta KockovNoch keine Bewertungen
- Industrial Instrumentation - II Unit 1: 2 Marks & Question-AnswersDokument10 SeitenIndustrial Instrumentation - II Unit 1: 2 Marks & Question-Answerslakshg11Noch keine Bewertungen
- Effects of Alloying Elements On SteelDokument2 SeitenEffects of Alloying Elements On SteelKISHORNoch keine Bewertungen
- Biomedical Waste Rule 2016 ReviewDokument5 SeitenBiomedical Waste Rule 2016 ReviewRakesh VermaNoch keine Bewertungen
- Conceptual Design: Thulhiriya Textile City Comprehensive Design ProjectDokument14 SeitenConceptual Design: Thulhiriya Textile City Comprehensive Design ProjectAmila DayarathnaNoch keine Bewertungen
- Victaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsDokument2 SeitenVictaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsRobson Custódio de SouzaNoch keine Bewertungen
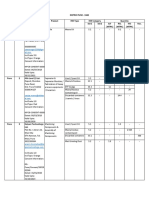
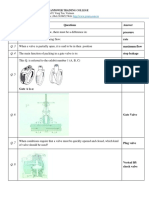
- No. Questions Answer Pressure Rate Maximum Flow Stop LeakageDokument7 SeitenNo. Questions Answer Pressure Rate Maximum Flow Stop LeakageTrường Tùng LýNoch keine Bewertungen
- PW15AHDokument6 SeitenPW15AHthiago weniskleyNoch keine Bewertungen
- Plastic CollapseDokument10 SeitenPlastic CollapseVijaya Kumar Manikandan100% (1)
- Coal Gasification For Advanced Power Generation: Andrew J. MinchenerDokument14 SeitenCoal Gasification For Advanced Power Generation: Andrew J. MinchenerMayur B NeveNoch keine Bewertungen
- Fired Heaters - Improving Energy Efficiency in FurnacesDokument2 SeitenFired Heaters - Improving Energy Efficiency in FurnacesReyes SanchezNoch keine Bewertungen
- Research Paper Additive ManufacturingDokument9 SeitenResearch Paper Additive Manufacturingbt19109019 Aditya VermaNoch keine Bewertungen
- Mechanical Designer Resume TemplateDokument1 SeiteMechanical Designer Resume TemplateHubertNoch keine Bewertungen
- Ppe Notes PDFDokument43 SeitenPpe Notes PDFSenthilkumar KrishnamoorthyNoch keine Bewertungen
- NROchre: MSDS - Curry N500 GSDokument4 SeitenNROchre: MSDS - Curry N500 GSNew Riverside Ochre Company, Inc.Noch keine Bewertungen
- Supplement 1Dokument11 SeitenSupplement 1Tabish IslamNoch keine Bewertungen
- HC15 Manual PDFDokument24 SeitenHC15 Manual PDFnstefosNoch keine Bewertungen
- ACADIA 2019 Papers BUGA WOOD NocoverDokument11 SeitenACADIA 2019 Papers BUGA WOOD NocoverBarbiPetőNoch keine Bewertungen
- 000 SP Pi02 0221Dokument10 Seiten000 SP Pi02 0221Samuel ValbuenaNoch keine Bewertungen
- Yiheng Specifications 2020Dokument6 SeitenYiheng Specifications 2020SAWERA TEXTILES PVT LTDNoch keine Bewertungen
- Megadoor S1500 Brochure - HB 290Dokument28 SeitenMegadoor S1500 Brochure - HB 290Shamsul Bahrin SulaimanNoch keine Bewertungen
- Wiring Diagram SectionDokument76 SeitenWiring Diagram Sectiondavydenkoanton5Noch keine Bewertungen