Beruflich Dokumente
Kultur Dokumente
Lyon's Valve Designers Hand Book Vol 1
Hochgeladen von
BuzurjmeherOriginalbeschreibung:
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Lyon's Valve Designers Hand Book Vol 1
Hochgeladen von
BuzurjmeherCopyright:
Verfügbare Formate
c-)
(~oo<._ "~:~~±±g~l2 ; .
t-
-v
LV
N15*
.. ,. ~
2.. 01- D~'2L.
I,
ESI
HA
Volume I
~.
Riij VPJ'J NOSTRAND REiNHOLD COMPANY-
c.::.::.4 NEw '{CHI< CINCINNATi TORONTO LONDON t.1FLnO:JfiNE
j
"
-,
pre
("
{
'. ,
"
} . 'r
LV
L
HA
-",
/ .....
\....___,J
"
, i
'-.,!
<, I
VAN NOSTRAND REiNHOLD COMPANY
NEW YOflK C!NCINNATI T0f10NlO LONDON MELBOURNE
""-.f:'
-~;~:~~:~~~~~-':"~::~:;;:~~;liZ=:!:1.f!f22f:~~~~~t::.;~~~:;:;:;::.~~~=~:~::<::~:~-~:_:~
-n
( )
(
;./
r \
.. )
Van Nostrand Reinhold Company Regional Offices;
New York Cincinnati
t
Van Nostrand Reinhold Company International Offices:
London. Toronto Melbourne
Copyright © 1982 by Van Nostrand Reinhold Company
Library of Congress Catalog Card Number: 80-20030 ISBN: 0-442-24963-2
, (
All rights reserved. No part of this work covered by the copyright hereon may be reproduced or used in any form or by any means=graphic. electronic, or mechanical, including photocopying, recording, taping, or information storage and retrieval systems-without permission of the publisher.
( r
Manufactured in the United States of America
Published by Van Nostrand Reinhold Company 135 West 50th Street, New York, N.Y. 10020
published simultaneously in Canada by Van Nostrand Reinhold Ltd.
,
(I
15 14 13 12 11 10 9 8 7 6 5 4 3 2
Library of Congress Cataloging in Publication Data
\._
Lyons, Jerry L.
Lyons' valve designer's handbook.
Includes index.
1. Valves-Design and construction-Handbooks,
manuals, etc. I. Title. .
/ TS277.L96 621.8' 4 80·20030
ISBN 0-442-24963-2
\_
("'l
,_/
) I
, ( "Foreword
( "Valve designers today may find themselves wearing many _ hats. Theirs is a specialty area that is virtually lndefinable. ( The valve designer or engineer finds that he must become a \ j _< jack-of-all-trades engineer. For instance, the valve engineer ( 'Illllst have some knowledge in each field, such as: chemistry> C _}-" 10 understand material compatiblllty will! the various Ilulds;
. electronics, to properly design some items such as solenoids
or other electrically' actuated valves which may induce clcctro-mngnct ic interference (EM!) and radio frequency I( interference '(RFI) detrimental to many industrial and aerospace applications; mechanical engineering, for the purpose of stress and strain calculations for pressure vessels, heat transfer for high- and low-temperature applications,
fluid' statics and dynamics, coupled with aerodynamics, (0 calculate, flow and pressure drop of various fluids; C_;:' metallurgy, for material compositions for' the purpose
of strength, media compatibility , Stress corrosion, heat
r:
\~ treatment, galvanic corrosion, valve wear, and so on; physics,
r to understand the basic laws of physics; manufacturing engineering, for purposes of controlling tolerances for production and manufacturing machine design, and so on. How many other fields do you know that require a usable background in so many engineering disciplines?
The above list. is almost all-encompassing be cause there is virtually a valve application in every imaginable field.
Think of tile range of valves 1'011 encounter in everyday life: from the valves inside your body, such as the heart valve; to the v"IVeS inside the automobile you drive; to the water faucet y ou turn 011 and of'I; the valve that flushes the rcceptuclc in your bathrooI11.' It is hard to realize how many there arc and how we come to depend on them. In general, we take valves for granted on a day-to-day basis; it was not until the Three Mile Island incident that most people became aware of the consequences of a valve failure.
Nearly all valves in usc today can be considered modifications of a few basic types. Valves may be classified in dilTlncll t ways: by slzc, fund inn, material. type of fluid carried, pressure ruung, and uctuaung .rechruquc, and in numerous other ways, I prefer to classify valves according to the nature of .the closure member employed. I feel that this is the most fundamental method.Tt is also the simplest, since nearly all valves will fall into one of approximately eight categories; ball valve, butterfly valve, gate valve, globe valve, pinch valve, poppet valve (relief or check), plug valve, and swing or check valve. A description of each of these valves as well as their flow factors may be found in Lyons' Encyclopedia oj Valves.
, , , ) ,---,
)
! .. ',
( . ..__)
i \ )
There are hundreds of valve manufacturing companies in the United States alone, along with companies that supply components for the valve companies. These valves may cost from a few cents to many thousands of dollars and may be purchased in sizes ranging from jess than the diameter of a pencil to several stories tall. The total number of dollars is
~ difficult to estimate, but the industry as a whole is in the multi-billion-dollar range. (This dollar value approximates ) .2% of the gross national product.) Bear in mind that this estimate does not include specialty valves such as beer keg plugs, which are valves, various heart valves, hydraulic aerospace valves, and so on, which have a cost factor as high, if not higher than, the genera! industrial valves we are accustomed to seeing daily. Many companies have attempted to put valves into a marketing category, but so far they have met with only limited success, because of the extreme' complication of locating all the valve manufacturers, their associates, and the types of valves being manufactured by each company. It appears certain that, in the long-range valve market, the valves of greatest interest will be valves designed for fail-safe-related requirements, such as fire-safe valves, back now preventers, and fail-safe valves used in conjunction with smoke detectors, sprinkler systems, nuclear applicat ions, and so forth.
In this book, various collections of material have been compiled 10 facilitate the valve designer's job. Many engineers spend more than half their time looking tip specifications and data for the purpose of calculating flows and pressure drops, material compatibility, fas.encrs, seals, packings, and so on, along with other systems requirements. A strong section 011 piping' is also included, to help the design engineer bet ter acquaint himself with some of the systerns in which the valve may be used.
It is the hope! of the author that this hook be used in conjunction with the iSA Handbook of Control Valves, 2nd edition, by 1. W. Hutchison, The Handbook 0/ Valves by Phillip Schweitzer of the Industrial Press, and Lyons' Encyclopedia of Va/pt's by J, Lyons lind C. Ask lund; along with many other additional publications, magazines, and specifications ascovered in the bibliography and publications reference portion of the book. For their advice and participation, I would like to thank Nancy Burns, Kathy Lyons, Carl Askland , Harry Nurre, Glenn Hulsey and' Geoffrey Victor.
v
/
7
i!I.1'
~(Jeface
'\ \ >
A valve may be defined as any device that stops •. starts. orchanges the direction or magnitude of allY fluid flow or its pressure.
/
;' ( :
r. ..
I " \_J
The intent of this book is not. to make anyone a valve design engineer or 'creative in the field, but to provide data and place them at the engineer's fingertips. This cornpilanon of various articles and papers will alleviate the burden of searching for lnformatlon that lsgcncrally widespread throughout the Industry-in many books, in many different fields. It is the intent of the author to greatly reduce this overall effort, and he would sincerely appreciate suggestions about any additional topics .that mlgh] be included in future editions of this book.
The bibliography, references, and standards portion of the book will be extremely beneficial to the reader. Any standard that is related tothe valving field but is not listed should be brought to the attention 'Of the author and publisher, along with any corrections that may have escaped the author's scrutiny.
Although a great deal of the material is new, much of it has been in use for some time. In some cases, several articles have been duplicated to give the engineer additional means of checking his work, especially in the field of fluid mechanics.
The publisher and author assume no responsibility for application of the contents of this book, because of the many appllcutlons in the various fields., This book is to be used only as a general reference. The user must assume full responsibility for Us use and test each application to assure meeting the necessary design requirements. Any errors in any of the chapters should be brought to the attention of both the publisher and the author of the chapter.
. "\ }.l
'y
i_/
( . y
r'
.r r:
()
I /
r
\.
\ ..
~- \ ,
Contents
Foreword
Preface ' ~ .
SECTION I VALVES IN GENERAL
)
r
l )
[ -
. "\
\ /
~I
1-
( "
\ .). .
~r·.
I. Valve Technology, Yesterday, Today. and Tomorrow .
2. Energy Conservation and Economics .
3. Valve Marketing Trends .
SECTION II
VALVE ENGINEERING AND DESIGN DATA
4. Design Factors .
5. Val ve Spring Design ; .
6. High Temperature Springs and Causes of Spring Failure ' .
7. Designing Nuclear Control Valves .' .
8. Design Considerations for One and Three-Piece Ball Valves for Use with
Dry Chlorine : .
9. Selection of Valve Materials for Design and Applications .
10. Selection ofTrirnM.aterials and Application Tables .
11. High Temperature Valve Design Considerations .
12. Valve Design Considerations for Cryogenic and Cold Service .
13. Fail Safe and Fire Safe Requirements for Valve Actuators .
14. Fire Testing of Valves and Associated Equipment .
15. Growth of Fire Safe High Performance Butterfly Valve .
16. Engineering Data Vacuum Service Terminology .
\ )
"
~ .. - -.
(I)
i
SECTION III
FLOW DATA FOR THE DESIGNING OF FLUID COMPONENTS AND SYSTEMS
J 7. Fluid Mechanics for the Valve Designer. . . . . . . . . . . . . . . . . . . . . . .. 107
18. Designing a Relief Valve for Optimum Flow 12S
19. Friction Area and Nozzle Area for Valves and Fittings as New All-Purpose
Flow Parameters ..... r • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• 132
/
v vii
3 12 16
29 32 39 44
54 S6 70 75 79 84 86 92
102
lx :
x CONTENTS
SECTION III
FLOW DATA FOR THE DESIGNING OF FLUID COMPONENTS AND SYSTEMS (Continued)
/ "",
( ~'-- ,
, ('
\, ./
20. Updating the K·Factor Formula for Pressure Drops in Air Valves " 143
21. Local Resistance to Flow ...........•• ' ................•... " 149
22. Fluid Throttling Devices .....•......•...............•...... 156
23. Close-Clearance Orifices. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 165
24. Errorless Orifices ... ;.................................... ] 71
25. Airflow in Components '" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. ] 73
26. Which Air·Flow Equation. . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . .. ]85
27. How to Compute and Combine Fluid Flow Resistances in Components:
Part I '" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. ] 92 Part Il .....................:........... '. . . . . . . . . . .. 198
28. Sizing Relief Valves for Liquids. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 204,
29. Sizing Butterfly Valves , 209
30. Ball Valve Sizing Formulas , 214
31. Pinch Valves-Valve Sizing On/Off Service 216
32. Some Useful Formulas 217
33. Flow Control, Rangeability , Characteristics, and Leakage. . . . . . . . . . . . .. 222
i
,,' .......,
\. I., r
( \.
SECTioN IV
DASHPOTS, DAMPING. AND FLUID HAMMER
34. Dashpots and Damping 235
35. Air Snubber Graphs 242
36. Reduce Fluid Hammer '. . . . . . . .. 247
37. Nodal Model Simplifies Computer Analysis of Pressure Surges , 256
I
: i
r
SECTION V CAVITATION
38. How to Protect Materials Against Cavitation Damage. . . . . . . . . . . . . . . .. 261
39. Experience Combines with Theory to Counter Cavitation in Control Valves.. 266
40. Cavitation-Minimizing Its Destructive Effects in Control Valves. . . . . . . .. 271
/
c.)
SECTION VI
NOISE ABATEMENT AND VALVE NOISE C~LCULATIONS
/. -, .J
41. Valve Noise Calculation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 277
42. Control Valve Noise Rating: Prediction vs. Reality ' 287
43. Causes and Cures of Noise in Steam Piping Systems. . . . . . . . . . . . . . . . .. 292
44. Stop Noise in Hydraulic Systems
Part I " 296
Pilrl II », . . . . . . . . . . . . . . . . . . . . . .. 299
/ '
\'. )
,_.' -...,
'-;
(
\. ).
{ \
~I
'.J
" 'J
(
56. Designing With a,Rings Part L-Applications Part ll-Elastomers
.....................................
405 414
CONTENTS )(1
SECTION VII DESIGN ANALYSIS
45. Elementary Analysis of Valves Using the Ftnlre Element Method
Part { , ': .. '.' "." '.' " 303
Part II ' , ,............ 318
46. Pressure Model of a Four-Way Spool Valve' for Simulating Electrohydraulic
Control Systems , ~ .. ,. " ' , .. 337
47. Method for Verifying the Fatigue and Static Pressure Ratings of the Pressure
Containing Envelope of a Metal Fluid PowerComponent '. . . . . . . . . . .. 353
48. Vibrations in Spring-Loaded Safety/Relief Valves .: '. . . . .. 368 J
SECTION VIII VALVE PACKING DESIGN
49. Valve Packing ' _" .. ,. 375
50. Valve Packings That Don't Leak 382
51. "Grafoil" Ribbon-Pack Design Data , _. 384
52. i'Grafoil" Flange Gasket and Gasket Tape Design Data 388
53. "Grafoil" Packing for Valves in Nuclear Service-Grade GTN . . . . . . . . . . .. 391
54. Graphite Packing Technique " . . . . . . . . . . . . . . . . . . . . . . . .. 393
55. Design Considerations in Packless Valves " J()7
SECTION IX O-RING DESIGN DATA
-, !
SECTION X
SCREW THREADS AND FASTENERS
L
, I
I
I
: ! i . I
,- I
i
!
57. Screw Thread Classes Unified Screw Thread Series 451
5&. Screw Thread Forms _ _ , 455
59. Standard Limits of Size . . . . . . . . . . . . . . . . . . . . . . . . . .. 458
60. Approximate Hole Size . __ _ . , " 462
61. Plating and Finishing Specifications. . . . . . . . . . . . . . . . . . . . . . . . . . .. 472
62. Corrosion : . . . .. 476
63. Cross Reference of Alloy Designat+ms .:........................ 479
64. Chemical and Mechanical Properties of High Strength Alloys '.' ... , 482
65. Torque '. . . .. 484
66. Static Breaking Strength of Fasteners with Machine Screw Threads 495
67. Alloy Strength Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 497
68. ASTM, SAE and ISO Grade Markings . . . . . . . . . . . . . . . . . . . . . . . . . .. 500
69. Simplified Guide to NA • S, AN, and MS Screws and Bolts 505
. r
!
I ' I
.'~ · ... ,:.·.·:.;"'""'~...i<i:.~~~~~.,~~~;;.~;.;·~ii~·~,·.~ .. ".i·:~· .. ~~~~.~ .. .#~~:~ji.;,,~~~
•• ,1_ • •• .,.,.,. , ••
, , ~ '" , .J.;. , ..
SECTION XI MATERIALS
70. Comparison of Materials 5 II
710' Comparison of the Properties of Materials -: . . . . .. 525
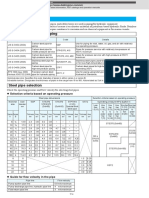
n,. Material Selection Guide , ...........•... ;......... 549
73. Chemical Resistance.Guide ' , 560
No Erosion by Aqueous Slurries in Valve Seat Materials 580
75, Using Tungsten Carbide When Designing Valve Components , 602
76. IN-787 Steel Used for Valves in Arctic Service _ , . . . .. 609.
TJ. Stainless Steel PIM Alloys-Unique Applications , , . . . . .. 613
78. Material Selection for High and Low Temperature Valves and Piping Systems ., 621
79. Using Proper Materials When Designing Valve Components .~ > , 624
SECTION XII
PIPING DESIGN AND SYSTEMS
.80. Piping: Industrial and Process Design Basics , 631
81. Piping: Process Materials ,........................... 644
82. Piping: Flexibility for Novice Designers 648
83. Piping: Specifying Systems : , 655
SECTION XIII VALVE TEST METHODS
84. Using the Proper Correction Factor for Valve Flow Coefficient When
Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 667
85. Testing Valves for Flow and Pressure Drop 671
Part A-Pressure Drop Test for Fuel System Components and Determina-
tion of Hydraulic Pressure Drop 671
Part B-Controi Valve Capacity Test Procedure for Complessible and
Incompressible Fluids . . . . . . . . . . . . . . . . . . .. 686
86. Nuclear Environmental Qualification of Safety Related Valves 699
87. Large Valve Testing ... 0 • 0 0 0 0 0 0 0 ••••••••• 0 0 •• 0 •• 0 •••• : • • • •• 704
SECTION XIV INSTRUMENTATION AND CONTROL
880 Fundamentals of Three-Mode Controllers . 0 • 0 •••• 0 ••••• 0 0 0 • 0 •• 0 ., 711
89. Fundamentals of Control Valve Characterization .,. 0 ••••• 0 ••••••• oM. 721
90. Valve Actuators 0 • 0 ••••••••••••••• r 728
SECTION XV
PRODUCT LlABI LlTY
91. Legal Aspects of Standards for Testing Fluid Power Componel1ts , 747
,/
, (
(
- c·· c
(
(
I ; C.
) (
( " I" -'
(
( ,I
c. "
/~
, ,
J
(
\ )
c
CON1 ENTS xiii
SECTION XVI
MAINTENANCE, INSTAllATION, AND TROUBLE SHOOTING
92. Danger Lurks Around the Corner '., .. -, . . .. 7(,7
93. How to Prevent Valve Failure .. , ;:.... . . .. 770
94. Solenoid Valve InstaUation and Trouble Shooting. . . .. . .. . . . . . . . . . .. 790
95. Cryogenic Ball Valve Applications
Part I-On Liquid Cryogenic Truck Transport Service 792
Part II-Application Engineering Data. .. . . . . . . . . . . . . . . . . . . . . .. 796
I
,
!
,
I
I
iI
:1 I : I ~ i
I
. I
;
r i i !
I I
I ! :
SECTION XVII APPENDIX A-METRICS
96. Part I=Met ric-English Conversion Factors ' : . .. 799
Part Il-Selected Units for Fluid Power Usage : :........ 8 j 7
SECTION XVIII APPENDIX B-PIPE FLOW DATA
97. Part I-Flow of Water Through Sch, 40 Steel Pipe , 82 j
Part JI···Flow of Air Through Sch. 40 Steel Pipe '. .. 822
Part 1II-,CulIllllcrcial Wrought Steel Pipe Data . . . . . . . . . . . . . . .. 823
Part IV-Types of Valves :.; , " 826
Part V-Schedule (Thickness) of Steel Pipe Used in Obtaining Resistance of
Valves and Fittings of Various Pressure Classes by Test 828
. Part VI-Equivalent Lengths L and LID and Resistance Coefficient K , 829
Part VII-Pipe and Tube Dimensions ........................•... 831
i
I I'
SECTION XIX
APPENDIX C-UOUID AND GAS FLOW.CHAnTS
r
98. Liquid and Gas Flow Charts
835
SECTION XX APPENDIX D-PUBLICATIONS
99. Books, Magazines, Articles, Standards, Specifications, and References
843
SECTION XXI
100. Graphs for Errorless Orifices. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 869
Index. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 875
i -
, [.
, /
i
I·
L ... ,L . """·'-"'i'k;~~,~~l~:r;f.i~;~;'~ld';~~~'fi~~'~;~~~t:=:i<i;,.;o\i' ~~~~~~~~~~~~~~
.. " .. '~ .• : "0;',"', ,', ,-', '.
I· ;
(
,
j'
.f -~
1
Valve Technology,' Yesterday!
Today, and, Tomorrow
. YESTERDAY [1,9]
When man first used bamboo' for pipelines, about 4000 years ago, a method to stop and start flow was first encountered, and the plug valve was invented. This event was said to have first taken place in China'. Artifacts from the depths of the Mediterranean contained fragments of petcocks dating back to before the time of Christ. During the time of the Roman Empire, wooden valves were used that looked much like the valves manufactured today for use In wine casks and beer kegs.
Nearly every person in the civilized world now comes into daily contact with valves. They are controlling elements in fluid-handling systems, and system control can be no better than the valves being used. Valves serve five primary functions: to start and stop flow, to regulate 'and throttle flow, to prevent backflow, to regulate pressure , and to relieve excessive pressure. How well these functions are accomplished largely determines the performance of the system.
Management is becoming .more and more aware of the importance of valves in industrial plants and processes, In the hydrocarbon and natural gas industries, valves represent about 8% of new plant capital expenditures and 10% of the maintenance budget for replacement purchases. The price of valve failure and leakage increases as the cost of process fluids rises.
Until the late '1950s valve manufacturers generally kept pace with industrial and military demands. Space age technology then forced them to meet strange and unforeseen specifications. Fluid system control became a major problem in the desig.n and development of missiles, advanced aircraft, hypersonic testing facilities, and space .. chicles. Engineers were called on to design valves that could conirol extremely cold or hot, noxious, highly reactive, intractable, self-igniting fluids: valves that could operate at both high and low temperatures and pressures and high vibration levels, and that could be lightweight and remotely operated.
I
Meteorite penetration, zero-leakage, hard vacuum. radiation tolerance, zero-gravity, and other space-related terms entered' the list of specifications for valves. Governmentfunded programs, many of them originated by the National Aeronautics' and Space Administration, produced valves to meet 'new and strenuous requirements.
Specific Problem Areas Yesterday and Today
Leakage of expensive, toxic, corrosive, or explosive fluids cannot be tolerated. Great effort is being expended to attain the nearly impossible goalof a zero-leakage valve.
The materials selection problems facing the aerospace and industrial valve designer are extremely difficult. He must consider many factors:
Large temperature excursions . .The annealing effect of temperature cycling can change physical properties, Differential thermal expansion can cause warping and binding.
Vacuum. Many materials outgas in a vacuum environment and undergo property variations, Cold welding of mating n.etal parts is poorly understood, particularly in connection w .~h such pairs as seats and poppets.plungers and solenoids, and in flanges, crimped tubes, and screw threads. '
Extreme temperatures, Materials lose strength at very high tcmperat ures, and weld ing can occur. A t low tempera turcs, many metals become brittle and sealing materials lose plasticity. Extreme temperatures present material selection problems of the greatest magnitude.
Compatibility. Corrosive fluids pose rnujur problems ill materials selection. Some materials, for example, react with liquid oxygen when shocked. Metal parts may gall and experience excessive wear.
3
-";'--'
_~ . c·.·· ; "'·-';,¥;s~~~~~~£i;~::;~:;T:.,ij';;i>J},:E~,:¥;~:t~~.~::i;h~;~:~!r.",:;::~~:~,.~,,,,,:;;~:,,:,,.;~ ..... , ..... :I ... ~i ... i.'~"'""",~· ..... ' ",_ ........... '\- ...... ~ ... -;i .... ii: .... :.~.~ ... /JJ ... ·j ... ~; ... ~.1 ... ·/ ..... ·w""·*'I-~..,·~t' ... · ~"".'.,~..,-w"' ...... '.' .. ~~~
";1
4 SECTION I VALVES IN GENERAL
Radiation. Some nuclear valves must operate In. highintensity radiation fields. The properties of polymeric materials can be greutly affected. Materials often must be sought that are nonporous, easy to fabricate, readily available, and economical.
Extremely high or low temperatures require special consideration of differential thermal expansion. In some cases, valves for these extreme conditions may be inoperable at room temperature. The temperature gradients within the separate valve parts may be sufficient to cause trouble even though only one metal is used. Temperature excursions can anneal springs and warp parts, causing permanent Sets.
Reliability. It is often mandatory that valves operate per" . fectly for thousands of cycles at unattended industriai plants. The factors causingunrellabillty are legion.
Valverespo/lSe times of less than 5 milliseconds are reo quired for many aerospace systems.
In systems to release a fuel and an oxidizer simultaneously, valve parts must trace their time-travel curve repeatably in all operations. Extreme precision is required in the [nhr icutlon of these valves.
The intense vibration of a rocket Imposes Ii further parameter that cannot be ignored in valve design. Accelerations range from the high values. of launch to the zero value of orbiting .. i
Valve weight and size arc very Important in aerospace vehicles. Efforts arc constantlymade to reduce these two parameters.
The problems enumerated encompass nearly every facet of valve design. The majority of problems, however, occur in three areas: extremely low temperatures, extremely high temperatures, and reliability. The primary symptom of unreliability is leakage, which generally results from contamination in the system.
TODAY [1,11]
New materials, fresh design thinking, uncommon ingenuity' arc reflected in today's valves, actuators, and positioners.
The valve has made more progress in the last two decades than in any similar span of its 2000 years 'of development. The most apparent indication of genuine design advance is a graceful external appearance that "looks right"; the typical modern valves make this point. Let's briefly review the conditions under which the valve lives.
Physical loads of valves come from line fluid and from adjoining pipe. Fluid pressures range from high vacuum, causing light external load, to steady internal pressures of 5000 psi or more. Remember , too, that fluid-transmitted shock and water hammer can produce pressure spikes far in
/
~.;". ,~ ,.
excess of nominal pressure maximum .. Loads from adjoining piping can impose' another serious threat to valve tightness and ease of operation. Modern valves reflect lncreuslng dosigner awareness of the problem. Heavier body walls and center diaphragms, better placement of metal, and rigid attachment of hydraulic valves to subplates are some of
the remedies. . .. : . .
Other enemies. -ofvalves include heat, cold, cavitation, corrosion, and erosion. Designers combat high temperature with alloys that include chromium, nickel, and molybdenum. Cryogenic work.calls for nickel and chromium alloys, such as stainless steels. The latter, together with irons, ' bronzes, arid plastics, are our : principal anticorrosive
materials. . .
Cavitation and erosion are .two old foes that are being fought with increasing success today. Special disk materials and facings help. Disk and seat surface hardnesses can exceed 700 Brinell in today's valves, and Stelliting is becoming more common for primary seating surfaces. Newer types of plastics and rubber see wide use at moderate pressures and temperatures. The temperature limit for most Ircqucut nonmctnlllc nmtcrinls Is ahout 500"F: ~rnphitc ntHI a few ceramics can go considerably higher.
Flow-passage design continues to improve. It not only cuts pressure loss but reduces erosion that has been a trouble source in many services, from Ieedwater to hydraulic servo. Flow passages arc so free in some control valves that the reo suIting high recovery of pressure has caused. cavita lion. .
Maintainability is better and still improving. Most of the new valve and actuator designs facilitate rapid inspection, repacking. regrinding, and replacement. Control valves pioneered some of this improvement with quick-change trim.
( <,
, -'
(
. " ~, /
" \. ' .J
f
(' _:/
Important Trends in Control Valves and Actuators [1, 10] . _,;i, The impact :>f OSHA, energy conservation, an~ new tech~.i~).#':;? nologies are affecting the valves you will use.. ',.":.': ·ft.
Forecasting the future of control valves and actuators i$\·,::,··;t not easy. Some predictions of possible changes in this ~ra ',:.~( of rapidly changing technology are described in these page'st~ .. ·:::;~:
These changes are coming about as a result of energy con ... · f scrvation, OSHA noise requirements, improved performance, new technologies, and so on.
('
.( j
Will Energy Savings Kill Throttling Valves?
In our deservedly commendable effort to save energy in process plants (Exxon will reduce energy requirements by 10%) there arises the question, why waste energy by using throttling valves to control a process? TIllS isa fair
r '-
r '
\-.)
r
'-
.(
s go
('") og
g § 00·
'0 en g
•• 0
Annual ener .. N
gy consumptl
ion, kilowatt h
. ours.
\ J
SECTION
VALVES IN
GENERAL'
J.
~o 50
Fig. 2.
)
...
II> .
5 200
til C o
o
III 01 (!,1
Q;
> ~
Note; all valve .
S Witt: c
3~O Ibs. rated . steel body
diaphragm ,sl. steel trim
actuator '
, .
"--.j
, -'/
o 0 8 0
• 0
~~
g go q C.) g
o 00 '? ,?, g
o 0
o 0
<.:) .. ~
.0 a
o 0 n ,>
f'~ ·t
o 0
o 0 .,., cv
a ._
o 0
,-.! g
.t \ it ~
. this style A
alr d . number f . .
ea y adopted thi 0 European .
Butterfl . S concept . . manufacturers I
. y valves . . . • . s,,,
~."I"'d that the gam:d in popularit .
mar il" bit' adoption of a gl h Y once "I" rnak Now new uderflY valve body 0 c style actuator t ers
• er desig was 001 0 a
actuators ba ns off" lOW-1m a good solo lion
tricalJy ;ff_setCklash-free shaft coqnue v~lves en capsula ted'
Th vanes . h nection
.' result Is a drar ~" T,no.o ""'S f s'. and ""0' enjoyed by butterfl nat" upward shift 10 o~ tight shut-off,
tinue for several ye y valves. This trend' t e market share
Still ars IS I!XP
I needed' . ected to co
sol rs a good . n-
ary valves. inexpensive
low-noise t
rim for
The H' f
19 I Cost of L .
C ow-No] V
ontrol Val so olvol
TJ ves convert
ie by-product I enei gy and .
hoopla aboUIOI rs ~ol" and 'Ib,,"~~""'·n"" lots of it.
fact stands 00 /~p,se '''Y noise "lIm;1 D is carding .11 Use e~"gy oo"",';d i~'se is, direct fU"OIlOOmg methods, one ciency of stand, d' ". "I". with the ave uf the mechanical borhood of 0 05~ trim (for steam a d rage acoustical effi. the product 0'[ 0 at critical pressu;end gases) in the neigh-
mass flo rop If f
. wand pressure d . ,or example
rop equals 1000 kW'
,
.----'"
- --- ..... ,,, .•
question considering that most control valves are sized to absorb about 20% of the total system pressure drop. This amounts 10 about " 20% electrical energy conversion by the pump motor to overcome this pressure drop, That is a lot of kilowatts and, at today's electrical rates, a lot of dollars. (See Fig. 2.)
Based on the above discussion, it would seem that speedcontrolled pumps might be the logical answer to liquid flow "~BuJation because regardless of whether pressure.jemperature, or level is controlled, it is Invarfably done-by varying process flow rates, This is already being done, in certain .instances. For example, speed-regulated diesel motor-driven pumps will control most of the pressure in the transAlaskan pipeline.
The chief drawback with speed-controlled pumps Is their limited range ability , about 2: I, despite improvements ill silicon rectified motor control circuits for controlling pump speed. This is especially true during process start-up.
, ,
How Can Control Valves Save Energy?
The turbine valve Introduced by Kieley & Mueller, Inc.6 appeared to be an answer to energy savings. It converts mcchnnlcal energy to electrical energy ns the process fluid moves through the valve and rotates Its vanes. However, ,his valve has limitations: It is inefficient (less than ) 8% efficiency including generator and inverter efficiencies), and it is restricted to process applications rcquirlng a fairly constant pressure drop.
One other answer is to increase the size of the control valve and thus reduce the allotted pressure drop at normai or maximum Ilow rates. This requires more accurate sizing (now possible with new lSi\. sizing equations) and a better inherent valve characteristic.
The author, Hans D. Baumann, has shown that by switching from a 3 in. size valve to a 4 in?,IO (and thereby reducing the required pumphead by 10 psi, i.e., pressure drop from 20 psi to 10 psi), a savings of over $400 per year in electrical power is realized, which in turn pays for the cost
.dlfference in the two sizes! Figure J shows the growth trend 'in valve sizes over the past one and one-half decades. As can be seen, the trend is toward larger control valves. This is partly aided by larger plants and will tend to change valve styles.
Globe vs. Rotary Valves
There has been a virtual revolution in the design and application of control valves. The alice popular single-seated and double-seated valves have been displaced by the top-entry cage and [langeless rotary valves as the top choice in the field. In fact, the double-seated valve, which only five years
VALVE TECHNOLOGY, YESTERDAY, TODAY, AND TOMORROW
4"
/f ,
"
"./
/' \,
/'
" ",
/'
\ ' ..
"\
\ .. -
"
\' -
(
"
(
-,
_.J
1970 1980
Year of shlpment : 3" ,
> ;;j'
>
~ E
o u
'0
a!
,;; 2"
a! 01
i
«(
1" ...._- __ ....... -- ...... ------' ........ -
1960
Fig. 1. The'sverngn slzo of II coutr ol volvo has lncrnnse.I hy about, one size over the past decade and a half and is expected to increase ( further ns shown.
ago accounted for a 50% share of the market, now accounts E for less than 3%.
'The modern cage valve has certain advantages such as:-
)
ease of maintenance, adaptability to low-noise trims , and
better guiding. But the cage valve has the disadvantage of'. ( cost in the larger valve sizes. Figure 3 illustrates the cost ad- \ J vantage that the flange less rotary valves (including but terfly ( .' valves) have over globe valves. especially ill sizes above 4 in. ';/ Also. rotary valves such as characterized ball valvcs'' and ec-: ( ce . ric rotary plug valves 7, for example, have a rangeability j between 10 and 20 times that of globe valves. They have (
the ability to offer tight shutoff with much less actuator. ',j power needs than single-seated valves. Further, flangeless
(~\
styles offer wider adaptability between various flange ratings, ,j
and flange standards. (Manufacturers in the United Kingdom I' stiIJ have to produce valves for a~ many as four different ( , ) national flange standardsl) (' ,
Another advantage of rotary valves over globe valves is .) their smaller size and lighter weight, especially in sizes above 3 in. There is clearly a size and weight advantage of a: (,! rotary over a globe valve for the same size valve.
The successful departure by one manufacturer from the' C; "building block" concept of valve construction (wide choice of bodies. trim.vbonnets, etc.) towar'd the "universal! ( style" [limited choice of variations but wide range of applicability) could signal a trend in the United States toward ,( >
'·~U
I
'-,
<; _)
r i/~ ]
( r
-. \ ?
-r
c:
-,
,I.
1-" \.: __ -j
'<, )
I
I '~_)
! <:
j~_)
-', ..•.. _ ......
then tho sound-power generated Is equal 10 500 W, Ihut Is, 147 dB!
OSHA regulations, although not always enforced, call for a 90 dBA eight-hour exposure limit. This includes process and power plants. As a result, most valve specifications call for a noise limit of 90 and- quite often of only 85 dBA after adding the "obligatory" safety factor. There can be a vast. cost difference between 85 and 90 dBA, as shown in Fig. 4. For example,a cost increase of 50% can be expected in reducing valve noise from 100 dBA to 90_ dBA (10dBA), whereas a cost increase of 1,00% can be expected in reducing valve noise from 100 dBA to 85 dBA (only 5 dBA more). Cost takes a big jump for a 20 dBA noise reduction- or more, requiring vary special valve trims3 having a flow capacity of only between J and' 3 Cy/in.3 of trim material (defined as orifice area X stroke) compared to 15 to 20 CV/in.3 for standard trims. Nevertheless, there are blessings to offset some of these high costs, notably a much longer trim life due to the absence of extremely high vibrations (or, in case of liquids, absence of cavitation damage).
The trend toward special low-noise trims is going to accelerate. In a recent year only about 10% of all control valve sales dollars went to low-noise designs In one form or another (including silencers). The percentage will soon excbed 15% of t()tnl·blllln~s. No wonder nolso h gelling lop attention from marketing and R&D folks.
Reducing Valve Noise
Typical ways of reducing valve throttling noise nrc to:
1. Increase the peak efficiency of the noise by choosing smaller (and a greater number of) flow passages. This will produce greater "absorption" of the noise by the pipe wall (l.e., greater transmission loss).
2. Reduce acoustical efficiency by decreasing velocity of the flowing jet to below sonic through restrictions in series. For example, sound power is reduced by about 2q dRA by reducing velocity from Mach I (sonic) to Mach 0.5.
3. Usc a comblnauon of the two methods described above.
A proprietary trim concept which combines the low-noise features explained above with the desired high range ability demanded by the quest for energy savings is shown in Fig. 5. Here, the number of multi-staged flow passages exposed to fluid flow is proportional to the valve stroke (Le., only one at the beginning of the valve stroke and exposing the maximum number near I 00% stroke). Contrary to other valve
/
VALVE TECHNOLOGY, YESTERDAY. TODAY. AND TOMOR'now
500
400
300
CD OJ <11 G>
l:) .S 'OJ
(3 200
~
100
20 Noise Induction Ifn
Fig. 4. The high cost of noise reduction Is shown. A lO-dB change (0 to 10 dB). for example, results. In a 50% lncrenso in cost.
o
10
plugs, which rely 011 area variations only. this proprietary trim also varies the number of throttling stages. Hence, it complements the natural pressure drop variations in most process control systems; that is, high available pressure drop has to .be absorbed at low flow rates, while the drop at maximum design flow is low.
The resultant inverse proportional combination of variable flow areas and resistance coefficients is a wide "inherent rangeabiJity."
More Powerful Actuators
Back in the early sixties, market forecasters were predicting that most plants would be run by DDC computers with all electric actuators as the final control elements. Well, that has not happened-mainly because of a lack of an inexpensive and equally reliable substitute. for a pneumatic actuator. Nevertheless, 11 well-designed digital electric actuator docs offer genuine advantages, particularly the pulse-modulated, . feedbackless, stern velocity control type4',8. The self-integrating stem velocity control circuits of-
"l.t,.i~; h';'~~;I~I\';:'~ ·y't~~;"~:~~:t~;·';~~~·~~:':'O!L~t~~~~l.&.'~i~~_:~~~.~:.:.~~~~.~;:~':'it'::.~ .. _ .. ~~ ..... .,j;'({ .. '. ii"Q' ····~·1"··,.··- ";_'i;~ . .;." ... q ", .. 'W'· ,,- ... ~-';.''*t .;.. .~
."._ •• ~ ..;""".~-:-~ .•••• ~~.: ' •.• V'-""-.1.~.~ _ _. .:. :"'_;"'i.:- •.. .., "' "'":;",-,.~o;;.;....:i1o;'_'...,,,,,,,:,,,,,,,,,_,,,,,,,, •• _"..> ~.~~
!J SECTION I VALVES IN GENERAL
"
I
Fig. 5. Valve plug fuaturing var lnble resistance in addition to tradltional area change with stroke combines be Iter flow characteristic with low-noise features. Darkened areas show active flow paths at various stroke positions; number of paths increases while number of active turns decreases with stroke.
-.'_ ,.,.".. .• ".·.,·.· """ .. ,."..'; ·:"~ · ••• l .. • •• .; _~· .~ ",'-_,....r ~ :;,;,...., ~ !II ._ .•• _ • .,. ".;,. ••. , •••. - '.-
fer great loop stability "and the absence of mechunical gearing (use of slow speed stepping or synchronous motors) will greatly improve reliability. Yet, greater market acceptance will demand analog input signals to fit present control loops.
An extension of the .digital actuator is the multi-ported digital control valve. '.It is successful ill hydraulic test facilities because of its high rangeability and speed of response.rFurther development work to increase temperature . range and make the valve less .sensitive to "dirty" fluids may greatly increase its range of industrial applications.
Ninety percent of aU process control valve actuators specified over the 'next five years will probably be pneumatic, with the, trellc! shirting to more powerful doublestaged or double-acting actuators. Two reasons for thls
trend are: '.
I. A gradual increase in valve size, discussed earlier, and;
2. An increased use. of valves with low-noise trim, requiring signlflcantly longer stroke. ,
Also. another reason is that "balanced" cage valves, like their double-seated top and hot tom guided plug counterparts, are not 1I11I11Ulle to dynumlc Instnblltty nt high pICS' sure drops. Therefore. they require enough "actuator sllff· ness" to remain stable. The simplest means of providing such stiffness is the selection of larger actuators with higher spring rates (another reason to make the usual 3-15 psi actuator spri: . range a thing of the past!)
Actuators should no longer be sized solely to satisfy static shut-off requirements, but should also be sized to include "actuator stiffness." Responsible valve makers will begin to publish required "stiffness factors" for their valves as a function of pressure drop in addition to flow capacity ("ey") and the finally officially recognized Pressure Recovery Factor FL «(1 or K~l)'
Trends in Standardization
With valve technology making rapid strides in recent years, standardization committees are hard-pressed to keep up. There is a danger that standards, when finally issued, will already be obsolete. For example, face-to-face dimensional standards of globe valves do not accommodate low-noise trims which are demanding bulkier and longer bodies.
Nevertheless. the recently formed ANSI 1316.0 Standardization Committee, under the very competent and able chairmanship of Orval Lovet t of duPont, has combined the past standard activities of ISA, SAMA, and FeE into a single national standards body. and we should soon sec approved ANSI standards on valve sizing (adopting the former {SA S 39 standards), valve leakage rates, and faceto-face dimensions of flangeless valves, to name a few.
i'
i c\ i
!
,
I( "-
·I( (_\ '(' ",
"
I _ Ii ..:
Ie .:
" ..
. -. l '>,
Ir
. i !.
!f <,
. I i~..~
Ii
I'·
.J
I)
" lj
( . )
(I \.:_ I
()
/' '" )
cJ
( / \
\_ ,
(, )
i J .
)
) i
\,'
/ :
.......
'r
)
I
,
CT'
, I
( .. ·t
\ )'
~~ J (
(') !
/.1
',,,.),
I
i ,
I'
(,.
VALVE TECHNOLOGY, YESTEROAY. TODAy. AND TOMORIWW
Thanks to the rurupcl itlvoncss or AIlU,Hil'111l Industry, .materlals aspect of valve costs are continually reviewed valve manufacturers. I believe that valve manufactur readily 'utilize the newer alloys and materials that pres: a price advantage together with identical or improved ph) cal properties. And, industry-wide nwarcness of these n and lower cost materials' usually comes quickly,' throu competitors decreasing selling prices.r'Ihis discussion, the fore. will not consider the shorter-term, cost aspects valve materials-but, rather. will consider the Ionger-ter requirement aspects of valve materials.
Most certainly, valve manufacturers have been adequate meeting most of the requirements for normal or usual ·1 dust rial applications: However. since the dawning of t. space age, modern industry :ls requlring ncw levels' of pc
'formance. Advanced processes and systems are gcnernth new. terminologies and. strenuous requirements that a appearing in the specifications for new valve purchase Therefore, this discussion wiII be directed toward II identification of these newer industrial valve materi problems, requirements, and considerations, and, whei possible, the direction of current solutions will he iudlcntc-
The background material for this discussion was gathcre during a survey conducted by Midwest Research lnstitut under a contract fro III the National Aeronautics and Spac Administration. The purpose of the survey was to repot the. technological valve advancements that. are consldere "J' be. beyond the present-day industrial state of the ar:
Sources of technical information included open literature American indust ry, and NASA installations. Results of th survey were published in the book Advanced Valve Tech nology.
Problem Areas
During the survey, it was apparent that the material prob lerns facing the present-day valve designer are all but im possible:
First, he must select materials that are: nonporous to the controlled fluid, easy to fabricate, readily available, and economical;wilh a: heavy emphasis here.
Second, he must select materials that may be subjected to: extremely high or low pressures, extremely high or low temperatures, the annealing effect of temperature cycling, pressure welding at high temperatures, cold welding in a hard vacuum, out-gassing in a hard vacuum, high vibration and shock loads, corrosion in many hostile chemical envir onmcnts, galling of sliding parts, flutter and chatter, radiation, and warping.
Third, his material selection may be influenced by specifications on:
i'(~ f"' f--
,.
lL~~ __,' ~ "". '->¥'~')"'-">..;..' ':..;.',' ' ' ",",' ' ;. >, ' , ,: -~ '~~h_!.li·:'~oOi~""'~MS!til!i!lli;::'~h;~~,.;;;';;~;d;;';~", (.j.'ji.tL,~~";:':".:j_ ,:"': ;,),,_,~, .: .•.. :,_ .. ,. , .. ,
I
'I
011 the Internntionnl level, progress Is understandably slower. and the first lEe documents on this subject concern themselves primarily with basic definitions (Cv will be one accepted term for flow capacity), and face-to-face dimen-
. sions of globe-style control valves (present ISA dimensions are co-equal to DIN dimensions used in Europe). So far, the United States has successfully. adopted an "aggressively defensive" stance to defend U.S. technology, despite the overwhelming majority of European proponents for DIN-inspired systems. Fortunately, most U.S. rnanufacturers realize that superior technology alone does not guarantee foreign market penetration, and that active involvement in international standards activity is a must.
Market Foreca5t-lncreas,lng Prices
While the control valve market is not exactly a growth business, there will be a gradual expansion of business, not so much due to an increase in demand for control valves, but rather due to an increase in specific requirements such as quality control or environmental features; i.e., low-noise trims. To meet nuclear ASME Section III requirements. for example, will easily double and sometimes triple a valve price (the customer paying not 50 much for better-quality steel casting but primarily for all the paperwork necessary).
. This "value added" will certainly increase billing dollars. unfortunately at the expense-of plant efficiencies (increased ratio of white- to blue-collar workers),and in the direction' of customizing valve designs.
The recent dramatic upswing in valve business due to pent-up capital investment projects should not hide the fact that this type of business (as the process control instrument industry as a whole) is traditionally rather cyclic, and management will do well to prepare during good times for the leaner years to come by prudent· investment in R&D efforts.
Special attention should be paid to emerging new technologies. such as high-pressure, high-temperature, coal gasification plants demanding valves with shutoff and slurry handling requirements that should challenge even the best designers.
TOMORROW [1, 12J
Let us first consider costs. Industrial management is becoming more and more aware of the importance that valves play in industrial plants and processes. In the hydrocarbon and natural gas industries, for example, as already mentioned, valves represent approximately 8% of new plant capital expenditures and approximately 10% of the maintenance budget for replacement purchases.
/
'10 SECTION I VALVES IN GENERAL
Leukagc Compatibility
Wear
Reliability Response time Repeatability Contamination Pressure surges Flow characteristics Heat transfer
Physic.
Nuctear erlllineorinll Statics
Dynamics Aerodynamics Kemltacs
Material strength Compatibility of
material Fluid mechanics Electronics, EMI-RFI
Chemistry
54)al design Sprlnu dulgn Metallurgy Manufacturing Economy Energv conserve-
tlon Crv.ogenics
Heat transfer The~modynamics Medical require-
ments
Civil engineering Standards, specs., etc.
The problemsoutlined above appear to cover almost every facet of valve design, and have occurred (within the past two or three years) in every area of valve technology. No area of existing valve technology is immune to questions or critical analysis when applications. are made in advanced industrial processes or aerospace systems.
Material Selection Considerations'
Present-day valve designers and applications engineers must . extend their technical competence into many disciplines that heretofore required only cursory knowledge. A fuller understanding of material behavior and characteristics, in areas only recently or presently being explored, is required for us to meet the challenging specifications, conditions, and environments for valves.
Temperature
Engineers have often felt competent in commonplace areas such as material/temperature relationships, Today, even these relationships must be explored in greater depth, as revealed by the following:
I. Strength as a .function of temperature: indicates changes of over 100% from ambient conditions.
2. Fatigue as a function of temperature: indicates both favorable and unfavorable changes, depending upon the specific design. Also, investigators have shown that the fatigue life of many metals increases substantially when metals are tested in a vacuum as comp-ared to tests performed in air, because of the absence of an oxidizing atmosphere and the loss of the initial oxide films on the surface of the structural part.
3. Elongation as a function of temperature: indicates the reversing trends of two very similar materials.
/
. _ ..•. ~" .• ,,,,.,.'~""''':'''''''_ ,.,.",_.~.,.No'._ ..
4. Reduction in area as a function of temperature: indicates the large differences in rates of different inatennls.
5. Hardness as a function of temperature: presents information' that can be misleading. If hardness values at cryogenic temperatures were obtained through heat treatment, then an annealing effect can occur
with temperature cycling. .
6. Thermal expansion as a function oftemperature: again brings' out the differences in rates of different materials. Valve-deslgners must thoroughly study the repercussions of this fact. Personnel.atseveral NASA installations have stated that valves that. work completely !l3tlsfitclOt Ily In extremely high- or lowtemperature envlronments IIII1Y exhlhit extremely poor qualities or mny not even function lit moil! temperature.
7. Vapor pressure as a function of temperature: shows the wide range presented by various materials. The selection of material for use in a hard vacuum must include tile considerations of sublimation and evaporation.
These seven items are but a few examples that show the depth to which material selection must be explored just for th: . temperature consideration. Other considerations must be explored in equal depth to meet some of the newer requirements being encountered in modern .. day processes and systems. However, further discussions of these other considerations will nol encompass all aspects but will report only some of the advancements recently made ill. specific areas.
High Temperature
Valves have been designed to handle erosive and corrosive gases at temperatures up to 65QO°F. The design employ's an unusual self-cooling principle where plugs, made of tungsten embedded with silver, are installed on the end ofvalve stems. In high-temperature operation, the silver boils off into the atmosphere, thereby absorbing heat and cooling the valves.
Another high-temperature, all metal, bakeable valve assembly was designed for a leakage rate at less than 10-10 standard cc/sec with atmospheric pressure on one side. It was constructed of nonmagnetic stainless steel and copper.
Operating temperatures up to 1540°F have been successfully met using a needle valve seat and stem design of Stellite .. on-Stellit e.
>.::.: .,.~:, ...
".. . ~ .• , .. __ ._ '~"~"<;>I;,.
''''_I r, \_ )
-,
1
( -c \ \..
\_ \
\ . ...,
\ ... ~
(
\, ,
I'.
\
(', -, ~;
'_/
~,.. "t
.)
~.,_' -.
', )
~)
u
VALVE TECHNOLOGY, YESTERDAY, TODAY,_AND lOMOnnOW
" -I 2.
, ,
/ , i
" 3.
( " j 4.
( I 5.
nl 6.
\ ; 7.
( ~ ,I
,j
«I
\ ~~I
( ,
I
\ (
i
·1
'i
\ I
'I
i
·1
r--:-l
: I
r':
'1
I
("I
1
!
:' I. The chapter Is a compilation of Information from these sources: Midwest Research Institute, Kansas City. Miuollri; an instruments and control systems article by Hans D. Baumann; and a power special report by William O'Keefe.
H. D. Baumann, "How to Estimate Pressure Drop Across Liquid-Control Valves," Chemical Engineering. April 29. 1975. Control Cornponcnts.Tnc,
G. W. Dahl Co.
Fisher Controls Co., Division of Monsanto Company. Kleley & Mueller, lnc., Division of Johnson Conlroh. '
Masonellan International. '
8, Moruek, Dtvisio n of E Systems, Inc.
9. Advance Valv(' Technology NASA SI'·5019, 1967.
10. "Important Trends in Control Valves lind Actuators." II D. Baumann, Instrument & Controls Systems, Nov. 19
11. "Varves," power special report, William O'Keefe, March, 19
12. "Valve' Materials," Kenneth D, May. Vnlve Tcchnof Seminar, Midwest Research Institute, Kansas City, MO, Oct.
22,1965. '
I
I
REFERENCES
'For more information on some of the companles.rel enccd in the control valve .and actuator trends d iscusscd thisbook, wrlte to the npproprlate company.
~--------------.-------------------------
Energy Conservation and Economics
In recent. years energy use has become a very important matter. Furthermore, it will become even more important in the future. Therefore, most industrial concerns are very active in the energy field, farsighted institutions having been actively engaged for well over a decade. However, Lenhard Euler was the most Iaraighted individual of all: In 1750 he applied the concept of conservation of mass, and, utilizing Newton's second law of motion, he derived an equation in which he proved that the derivative of the pressure density relatlonshlp plus the derivative of the potential energy plus the shear forces was exactly equal to zero. Now, this relationship, termed Euler's energy equation, hasn't been given much consideration in the last 200 years, except for its'use in calculating pressure drop in systems. If these terms are integrated for a frictionless fluid of constant density, such as water, the result is Bernoulli's equation. (Actually Bernoulli presented it first, in 1738, but the equation bears Euler's name because Euler did it better in 1750.) The last term of this equation is the one of greatest in terest, If it were not for the fact that frictional forces do exist, hydraulic syterns and pneumatic systems could operate without energy losses. (The term energy IQSS is not precise; it's a transformation of energy, but the transformation is usually to a form that cannot be easily utilized. The energy is generally not recovcrablc.)
Centering our attention on fluid flow systems in which no mechanical work is accomplished and concentrating on valves and fittings, the change in elevation is small even if in vertical runs. Therefore, the-change in mechanical energy is zero, and the change ill potential energy is negligible. If it is of specific Interest, potential energy change can be included in a separate calculation. But, for the purposes of this writing, it will be ignored.
It has been shown by Darcy and many others that the head loss is directly proportional to the square of the velocity of the fluid. Further, by following the work of Babcock and others, it has been shown that the flow rate is proportional to. the square root of pressure.
12
Since 1943, when Masoneilan presented the .
the best accepted proportionality constant for valves been Cv' The C stands for coefflclent, and v is used to mind us that.In general.we're talking about valves: Utilizing this constant: the now rate, expressed in gallons per minute;' is equal to the product of C; and the square root of the differential pressure, expressed in pounds force per square inch. This relationship is only precise for water at ,,60°F. Nonetheless, .. irrections can be made for other fluids and/or temperatures.
The classical definition of thermodynamic work is the integral of specific volume times the differential pressure. Since a constant-volume constraint was established, this function is easily integrable. Note 'that ·the differential pressure is equal to the square of the flow rate (GPM2) divided by the square of the proportionality constant (C~). lienee, it follows that the energy consumption is proportional to the cube of the flow rate (GPM3) divided by the square of the proport ionality constant (C~). (Identical results can be obtained by other methods. Please see Fig. 2 of Chapter 1.) The proportionality factor is listed in Fig. I.
Q = Flow rate jJ1 GPM
Kilowatts = 4.~5 X 10 • ~
v
Q = Flow rate in GPM "" Time duration-· One year 40 hrs/wk for 52 wks
0' Kilowatt hums l'lIIlSI11l1l·t1111lJ1unlly " .90S ~ (y'
Q = Flow rate ill GPM ,- Time duration ... One year 24 Ins/day for 365 days
. Q3
KWII" 3.81 C
v
Fia. 1
I
. i
I
1
.' ;." \...,
. J. ,0
C" !_Y
(
LC
. ( ~
I .,
~J
(,
, .~
1\/
I "
" /'
,
, ...
: \ ./
.~-( "
I /
> .' ,
1 (y
i ) !
!(_)
I
i Cj
I
I
iO
Ir
,,)
.() I
',0
: _j
o
(
,i ·1
l
'J
J ,
I
)
,
.,
I
i
,
! •• ~ i
j
T-:-,.:,'
, ,
;
'/j
·i
i
1
·1
I
I
)
',/ 'I
) I
.~
I I
I
I
, I , !
I
~·l
'} [
In general, the instantaneous power consumption is of less interest than the total power consumed in a given period of tlme. Thus, proportionality factors for specific periods of time are listed in Fig. I.
Cy was utilized in the derivation above because it is the most universally accepted flow rating constant. However, for many speclul appllcatlons spcclf1i: formulas have been
.~ ~!i
developed 'to predict performance. The same methods can
be used to develop energy consumption coefficients for the . Unland, Weymouth, Panhandle formula, etc.
The same general methods can be used to derive energy consumption equations for compressible fluids. The integration is more complex, but can be eased somewhat by the use of expansion factors.
Energy consumption is a very important consideration in systems containing many valves and fittings, but the foremost objective is the selection of a valve type that functions properly in the - intended application. The various valve types and subgroups were developed to withstand specific service conditions. Functional ability is the selection parameter of paramount importance!
Frequently, more than one valve type or the same basic typc from several different manufacturers could be utilized in a specific application. Then" energy consumption can be a useful criterion in valve selection.
.i For a given application each or the tentatively selected valves will, be subjected to identical service conditions. Further, each valve under consideration will have a specific Cy• Hence, a quick energy consumption comparison can be made using the reciprocal of the square of C; for each valve, or the inverse ratios of the square of C; can becompared.
For example, assume that anyone of 'the following valves could be utilized in a given 2" piping application:
2" Full port ball valve 2" Gate valve
2" Butterfly
2" Conventional port ball valve 2" Globe valve
Cv = 228' Cv = 210 ev = 145 ev = 120
e., = 44.34
For simplicity's sake, the energy consumption of each is compared to that of the full ported ball valve,
Hence, a gate valve consumes 18% more energy, a but tcrfly consumes 147% more energy, a standard ported ball valve consumes 261 % more energy.rand a globe valve consumes 2000% more energy than the full ported ball valve.
*Cv values listed arc the composite average from several manufacturers as compiled and published in LyOlU' Encyclopedia of Valves, by J. L. Lyons and C. L. Ask1and.
\.
. .._:, ~" i
ENERGY CONSERVATION ANO ECONOMICS
Thus, C'IlCI!{y cousuutpfinn vnilcs hy several onlcr s nf I nitudes.
Consumption for any spccillc system' is of primary' parlance. The valve must be suited for the end usc rcqi ments_B'ut,if all of these valve-types could satisfy end requirements, then the energy consumption characteri would' provide n means for Intelligent selectlon (see Fir
of Cbaptcr I). ' ,
This is not a panacea. Energy consumption cnlculatl are' not' required in all systems. However, the energy c sumption 'in valves should, be 'considered in every syst with a pump. If the system has only one valve,the calci lion consumes more energy than tlie valve. But, thousai of kilowatt hours can be saved by judicious valve, select' in a piping system with many valves. Unfortuna tcly, so valve types are more expensive than others, and engine are charged with the responsibility of making decisions II are, economically prudent.
How can we balance the initial investment in low-ener] consumption valves against a future savings on the' pov bill? Most common forms of economic analysis util: present worth. What does it cost us in the future, that in terms of t oduy's dollars, to provide a functional syster
,The system of present worth is based on the concept that money is deposited in the bank at a given rate of retur then fundswill be, available to pay a bill in the future. TI mathematical, expressions of this concept are well know but just for a reminder let's discuss a few of these thin that I11Ust be done to make a system work.
First, we have to buy the equipment to get it installe We're going to do that today; so that requires absolute no calculation. These costs are real. We know what the are. We get bids 011 them, and we've got those figures rigl in our hand.
Maintenance, 011 the other hand, turns out to be a Iitt! different. Hopefully, you don't have to provide rnaintenanc immediately upon installation, but maintenance will occu at some future time. From experience, from data that tit manufacturer of the valves can supply you, by use of goo: engineering judgment, the annual maintenance cost can bestimated. If I have to service tltiS item once a year; I cal use the sci viet' cost,
Before meaningful calculatious can be accomplished, tlu anticipated rate of return must be determined. Normally the employer specifies a consistent rate for all economic studies. Consultants might utilize different rates for dif fer ent organizations. Knowing the rate,of return (r), th€ present wort h of main terrance call be calcula led fro III :
P11, =Mc (I +1',)11_- 11 /rr(I +r,)Tl
14 SECTION I VALVES IN GENERAL
The present worth or annual energy bills can be calculated in exactly the same manner:
Pw =E; [(I +r,)" -- IJ 1',(1 +',)n
llowcver, the engineer must know the energy cost at the installation site. Energy costs. change with gcographlcal localion. To make matters worse.energy costs are rising rapidly. The rate of increase in energy cost must be included:
It is not our purpose to estimate the rate of increase in energy costs. However. it has been estimated tluit the real cost will double to triple within the next ten years. Recent experience validates that estimate. Hence, the calculations might utilize a rate of increase of 7 to 12% annually.
Further. experience has shown that inflation is an integral portion of life. To be realistic, the rate of inflation must be included in the formula. Inflation rate has a marked influcnce on all financial transactions involving time. Therefore, both the maintenance cost and the energy costs must be modified:
I
Pw=Mc(I +riF' [(1 t'r)" - 1] lrr(I +r,)"
To provide a meaningful comparison, the sum of the initial installed valve cost plus the present worth of the maintenance expense plus the present worth of the energy expense must be calculated for each applicable valve type. The valve With the smallest sum should be selected.
It was shown earlier that energy consumption was proportional to the cube of the flow rate divided by the square of Cv' It was suggested that a proportionality factor be derived for the flow equation that best fits the system.
Later it was shown that calculations can provide a method of selecting valves based on solid economic criteria.
It should be repeated that the primary consideration ts valve function. Money wili not he saved and energy will not be conserved in systems with misapplied valves. However, when more than one valve type will function, and when several valves are to be installed, the calculations will depict the energy savings and provide a means for prudent selection.
ANALYSIS FOR FIGURE 2 OF CHAPTER 1
Work = Force X Distance
But, Force = Differential Pressure X Area
Therefore, Work = Differential Pressure X Area X Distance
However, Area X Dlstnuce v Volume
lienee; Work ee Differentlal Pressure X Volume Bul work per unit time is Power.
TI f Po .= WOIk = DiITelentlal Pressure X Volume
iere ore, ower Time Time
Volume_
Now, T'. = How Rate
line
Therefore, Power » Differential Pressure X Flow Rate
' ..
.~
Obviously. Ihi5iulli;t beexpressed in npproprintc units.
IIIllI III !,:llIlVt'11 .1;·lId~ In lotul eneigy 1111111.1111011 W6 "'list
again multiply by time. .
)
~.
Therefore, Energy'" a. 'D.l'Q
This is the same analysis and concluslon made by Leonard Euler in 1750.
To determine the proportionality constant:
, '" \ "
-r-r ,
I.; ;
-,
\:/
Power Dlffcrcutial Pressure
. (expressed in ft Ib) '" (ex pressed ill ft of fluid) min
~ ( ,
-. ". ;/
X. Flow Rate
(expressed in Ib/min)
:J
( :J
But:
I1P X 122
II = Differential Pressure = (expressed in psi)
(expressed in ft) ( rd' Ibl f 3)
expresse 111 . t
(' . j
And:
I()
Q2 144
:.11 = f.!' X --
C. JI 'Y
c) if'
\.
Further:
,('J
Flow Rate = 9 X 231 in3 X _1 ft3 x~
(lb/min) (GYM)' gal 1728 in3 . (lb/ft -)
(i
.:
ENERGY CONSERVATION AND ECONOMICS 16
l lcucc:
l>il1'(,I('nll:l1 (l1(,SSIIIC Valve coefficient
Power
(kW)
- 4.35 X 10-4 ~:
v
power /),1
kW 4.35 X 10-4 ~
V
d = Diameter in inches
G = lb/mln
Q = GPM (gallons per minute)
PI!' = Present worth
Me = Maintenance cost
rr = Rate or return (interest rate)
n = Time (project life),n years)
E.c '. =. Energy cost (annual cost)
r(' ']{ate of increase in energy costs
r; Ra~e of inflation'
LEGEND FOR .FORMULAS USED·
lI' -. WOlk'"
1
JI' dp; since v 15 constant, IV = V JI ell'
" = v(PI - P2)
I I Specific volume
J.1
P = Pressure
f::.P = Differential pressure in psi (Pj - P1) BIBLIOGRAPHY
1-:"1'"'''' r.. (;I:lnl .• I'rinriplrs of HlIl!;lIl'rrillJ.: HC(}fWIII)" Ronuld !'ress Cor..j.any, New York. 1950.
J. L Lyons and C. L. Ask land, Lyons' Encyclopediaof Vail'es, Van Nostrand Reinhold Company, New York,1975.
J. L. Lyons andTim Wass, article presented to A.S.M.E., 'Mexico City, Mexico, 1976.
--'
_'
*Cy is the amount of water a valve can pass in GPM with a pressure drop of 1.0 psi at 600P = __q_
.J.iJ'
/
Valve Marketing Trends
VAl.VES FOR THE PROCESSING INDUSTRY OF HYDROCARBONS
category. In addition all of the above are blown as the continuous-process industries which lend themselves to the area ,·r fluid flow,heat transfer, etc. which makes up the main operation. This subsequently constitutes the largest single industrial market place for valves, piping etc.
After a study of Fig. 1 flow sheet it is easy to see that the valves sold to one of the industrial segmen t can be sold to any of the other three. Simply stated '!he valve that can be sold to the refineries call be sold to the petrochemical plants.
The HPI has been described in many ways but maybe the best way would be to show you a flow sheet (see Fig. 1). As can be seen, the many segments such as refining petrochemical and gas processing are interrelated. But what's more is that they arc all processing hydrocarbon basics in the form of gas, coal and even oil to contrive lubricants, fuels, chemicals and many other products in the specialty
... ~lIf.IIUM
.~ .... Et::. en N .• li,5: ~Ut' lin
CtlUUf ,m HFAVV ou s
/
LtJG ~~NG.SNG ""'~lIl)G
i r.,"WRAI GAS
ACIDS, ALCOHOlS. AI DEttY DES AMINF. 5, I\HOMP-TICS C'rCLICS CVDNOG(NS. 010lUINS. r.srrns
--"'OiiOANics 118--" . GlYCOlS. tMIOGFN5. KrTONES NI'nnarN5.01"IN~.PHENot5 ItC
~MONOMH15 Pll\STlCI71 ns POLYMrns RESINS
.. __ ._-_. _'_ ~~~~~6~'~~~~~ flASTOMf n~
~r.,orvoMERS pqLYMEn.s ElJ\STOMEltS FILAMENTS
~AMMONIA
t Nnnfc ACID
sur run
!HIU UllIC ACID
~sunr"c:f. At:lIVF /l.O[N1S
SUlfONAHU OILS
Fig. 1
16 /
" ;
c-
-, ,
, :\
..
: " <,
,
,
'\
( '\
/
"
C .Y
"-
/
"
Y
~
_;
/ .J
()
,/ -,
\..
VALVE MARKETING TRENDS
17
WORLD ~ECOVERABlE HYDROCARBON RESERVES
Crude 011
End lS72 - Billion (lot) Toni Oil Equi .... I.nt '
220
• -po ... lbI •• ddlUon.1
"
Recoverable known renNet
I Gid qUAilly (25-100 glliS/lon)
23 100
/ I
011 6h.I.·' . FF77W-
I .,50'" recovery ,P"ifiR"I'2l
, =1
!, Co.1 • t • 8' e,,---- .,';J), __ -.,-, ;--.-.' '_,,-,:1,.' I
, ._ .. ~',_5~:' ',~.c~~,~~.=,::_f!, .• _. • • • • ~ • .,. '" 'l\ ., ., ,. .., __ . I
tEconomlc. tecnrnca! and erwucnrnentat tacrcrs wIll etrect toe tale at 'IIIIh.Cl) Ih(:S.C_ reserves are developed
Natur.' au
199
T.r S:'od" & H ... y 011 .1 15·· .. r.co\lory
'World reserve srnav well be grealer-nol all areas cttne .... Ofld ha",e eeeo co v ereu In sutve')ls 10 dale
The HPI marketplace offered by the four industrial segments alone supports capital spending to related industries such as Fluor, Lummus, Kellogg etc. If one looks at the petrochemical segment as part of the chemical industry it can be se~n that it is the major part of the chemical industry alone.
Today, the oil refining industry is dominating the petrochemical industry. In fact, the oil industry share of production is greater 'than 50% of the petrochemical segment andIs getting bigger.
Let's take a look at HPI in the future. It can be seen by looking at Fig. 2 the lIPI forecast can only be considered outstanding as shown in the world's recoverable hydrocarbon reserves/the white segment of each bar, indicates known recoverable hydrocarbonsin reserve as of late 1973. Since then the Arab oil embargo came along which brought a considerable increase.in the price of crude oil and alternative fuels. Factors in the recovery ofreserves a, ' technology and the price of applying that technology, With the dramatic escalation in {he prices of fuels, producers can now justify the greater expenditure of existing technology in the reo covery of our hydrocarbon reserves. The black parts of the bar chart indicate the extra money producers can spend as a result of increased prices realized from today's fuels.
As a result of present energy prices, an additional 140 billion tons of antic oil and 150 billion tons of natural gas reserves ure now wllhlri reach.
In the years ahead, there will be rro 'relaxation in the demands for energy, throughout the world, although the rate
Fig, 2
of increase may never reach the predicted high made' before the, Arab oil embargo. As the world's energy demands gradually increase an energy gap is created due to reduced supplies of natural gas in certain areas coupled with delays in the development of coal production and nuclear power which will take five to six years to resolve. In the interim the energy gap can only be filled by oil, It has been forecast therefore, that over the next few years ourdependence on foreign oil will rise from 40% up to 50% or'our crude oil consumption for energy. This we sec from Figs. 3 and 4 where capital expenditure for new plant construction is shown on the increase (sec also Figs. 13 and 14).
MAINTENANCE TRENDS
Maintenance costs in the HPI for 1981 will be appreciably more thanin 1980. This trend is due to the combination of in Ilarion, labor wage gains, and additional equipment and material costs even though the positive effects have been realized due to better maintenance management, improved predictive maintenance techniques, and greater reliability in replacement equipment and materials. Revised API and ANSI standards have allowed operating companies to up- , grade their specifications and therefore their purchases of equipment with enhanced reliability.
In order to reduce product unit costs, it is expected that marketing 'and operating departments will put pressure on maintenance groups, Reliability and long-term operating
1,1 SECTION' VAl.VES IN GENERAL
HPI CONSTRUCTION ACTIVITY ENTERING ANOTHER BOOM PERIOD
Oct. 1975 3124 Feb. 1916 3091
June 1976 2973
Oct. 1976 3002 Feb. 1977 3066
June 1977 3040
Oct. 1977 3129
Feb. 1978 3118
June 1978 3074
Oct. 1978 3124
Feb. 1979 3051
June 1979 3120
2400 Oct. 1979 3275
I Feb. 1980 3263
June 1980 33Ji6_,
:12O(l L __ l I I LJ . .......J..---L1 _...l.I--1_-l--1---L---I
10115 U16 6/76 10176 un 6177 10m 2178 am lQ/7<'12119 617910179 2/sa 6'81)
u, C 0:: w a> :e =>
'" 2600
5 Year
Average ~ 3121
HPI ClIllSTAUCTIOll BOXSCORE DATE OF ISSUE Fig.3
times will be the underlying criteria Iorarea engineers seeking equipment and materials. The trend in refineries and petrochemical plants is to build a highly skilled staff of specialists with expertise in several crafts who can make routine repairs faster than they could be done by several traditional craftsmen with narrower skills. Another trend is developing whereby a contractor specialist in a particular maintenance service is recruited during scheduled shutdowns for inspection, cleaning and repair.
Maintenance costs described in Figs. 5 and 6 are based on gross investment percentages. The cost estimate for maintenance in U.S. refining is 5lol% of gross investment compared to 5% of gross investment for refining maintenance outside the United States.
Worldwide maintenance costs ill petrochemical plants arc estimated to be 6% of gross investment. Maintenance costs in U.S. gas processing plants are estimated to be 3% of gross investment. This is compared to 3~2% of gross investment in foreign gas processing plants. Maintenance cost estimates are broken down into 60% for labor and 40% for equipment and materials.
A substantial foreign market exists for maintenance equipment and materials, particularly in the Middle East.
"
Number of Projects Project
Area Change
June, 1980 June, 1979 11
U.S.A. 883 690 + 193
Canada 101 71 + 30
Latin America 374 396 22
Europe 802 822 - 20
Africa .210 2QO -I- 10
Middle East 327 352 25
Far East '. :614 5.41 + 73
Australasia 45 48 3
Total 3,356 3,120 +236 GEOGRAPHICAL BREAKDOWN OF WORLDWIDE HPI CONSTRUCTION ACTIVITY
Fig. 4. Geographical breakdown of worldwide HPI construction activity.
This market exists because foreign gross investment in refining is almost three times the gross investment ill the U.S.
Foreign gross investment in petrochemicals is about 2.5 times the U.S. investment figure. The rates for capital spending for petrochemicals outside the U.S. is about the same.
Capital expenditures in foreign gas processing are expanding 10 times faster than the domestic (U.s.) rate-However, current gross investment is about the same worldwide. The time is coming when investments outside the U.S. will be a good deal higher due to extremely large gas processing plants being builtin the Middle East. Because of the geographical remoteness of these' facilities, the requirement will exist for large inventories of maintenance replacement parts and materials.
Maintenance cost data for solid fuel processing plants are limited. Apart from South African and. Canadian projects, few commercial plants are operating. Pilot plant data derived from U.S. research and development programs for coal gasification and liquefaction indicate that maintenance costs will be very high in commercial-sized plants due to ad verse environments such as severe erosion and corrosion.
In existing IIPI, 1110st emergency shutdowns are due to corrosion failures in stationary equipment and mechanical failures in rotating equipment. Ultrasonic and infrared techniques are being improved to help area maintenance and operating engineers detect fouled, corroded and abnormal hot spots before an emergency occurs. Improved diagnostic equipment and a better understanding of analyzer information help reduce em~rgency shutdowns.
o
o o o o
\
o
o
) o
o
o
o
-0 d
o
o (j
o o
o
o
o o .f) ,0
--0
,
-C)
'0
r~··
.. 1 ..
L.c i.e
I i,
f ( 1(' 'r t
r
,I
: le_
I
J . ,(
,.
I: )~
r r r J/
I
J
J: t·
~ ~
t
r=
r~
f~
VALVE MARKETING TRENDS 19
Sector U.S. o.u.s. ' Total
,
Refining $1,700,000,000 $4,200,000,000 $ 5,900,000,000 /
Petrochemicals $2,000,000,000 sa.zoo.oco.oco $ 6,700,000,000
Gas Processing $ 180,000,000 $ 840,000,000 $ 1,020;000,000
Total.s . $3,880,000,000 $9,740,000,000 $13,620,000,000 Fig. 5. $13,620.000,000 total world HPI maintenance expenditure in 1981.
.
Percent Type of Equipment U.S. O.U.S. Worldwide
5.0 Piping $ 80,000,000 . $ 195,000,000 $ 275,000,000
4.0 Valves. 64,000,000 156,000,000 220,000,000
6.0 Vessel Internals 96,000,000 234,000,000 330,000,000
. 7.0 Pumps 112.000,000 273,000,000 385,000,000
8.0 Compressors 128,000,000 312,000,000 440,000,000
2.0 Mixers & Agitators 32,000,000 78,000,000 110,000,000
8.0 Drivers 128,000,000 312,000,000 440,000,000
8.0 Heat Exchangers 128,000,000 312,000,000 440,000,000
9.0 Instrumentation 144,000,000 351,000,000 495,000,000
6.0 Electricals 96,000,000 234,000,000 330,000,000
6.0 Furnace & Boiler Tubes 96,000,000 234,000,000 330,000,000
3.0 Insulation & Refractories 48,000,000 117,000,000 165,000,000
5.0 Coatings 80,000,000 195,000,000 275,000,000
0.5 Coolinq Towers 8,000,000 19,000,000 27,000,000
6.0 Materials Handling Equipment 96,000,000 234,000,000 330,000,000
5.5 Special Equipment (filters,
dryers, ejectors, cyclones, etc.) 88,000,000 214,000,000 302,000,000
3.0 Miscellaneous (packing,
fasteners, electrodes, etc.) 48,000,000 117,000,000 165,000,000
8.0 Tools 128,000,000 312,000,000 440,000,000
100.0 Totals Sl,600,000,OOO $3,899,000,000 $5,499,000,000 Fig. 6. Estimated main tenance expenditures for equipment and materials-1981.
20 SECTION I VALVES IN GENERAL
Long operating tlme is of primury Importance In United States refineries where operation is ncar rated capacity. Most rcflncrics outside the U.S. operate at reduced cnpacltics thereby reducing maintenance costs.
A developing trend involves corrosion engineers with maintenance and operating department decisions. Almost as manyshutdowus have been caused bymetallurgicat failures as rotating equipment failures although prior warning time is longer.
Training programs for maintenance craftsmen is the norm in most large operating companies. Nevertheless, there is a lack of industry-qualified craftsmen to take care of present work loads. This will result in increased specialty contracts for maintenance services.
VALVE SALES POINT UPWARD
The end result of increasing capital and maintenance spending on the part of IIPI is a substantial market for valve manufacturers. The largest market by far exists in new construction where the potential is over three times greater Ih:1I1 the maintenance and replacement market. The greatest expenditure exists outside the United States. Total valve spending is just about evenly divided between control and stop valves. In maintenance, control valves corner the market. This IS due to their complicated nature and their great importance in the operation of an BPI plant. Over 45% of the control valve market is sold to the lIPI industry (sec Fig. 7).
Of all the valves bought by the BPI, the largest number falls in the 4· to 8·in. line size. The 10· to 12·in. is the next biggest portion (20%). During the past 10 to IS years, reo quirernents have changed, the principal reason being the HPI plants are getting larger and so arc line sizes (see Fig. 8).
Sixty-five percent of valves required by HPI will operate between 150 psi and 300 psi; the 600 psi category takes in 30%. with the 900 to 2,500 psi rating taking care of tile reo maining 5% (see Fig. 9). The gate valve is highly popular in the 111'1-68% of the gate market is bought lip by I1PI. This is a far cry [rom the 80% to 85% used in previous years. This reduction is attributed to the increasing usc of hall and butterfly valves by IIPI. The ball sales have gOlle from 3% to 9% of the total market. The butterfly popularity has increased from a' percentage fraction to 3% or 4%. This growth has been at the expense of the gate valve, and to a lesser degree, the plug valve (see Fig. 11).
Historically, HPJ valves have been fabricated from carbon steel, i.e., 66% of all valves (see Fig. 12). Modern-day hydrocarbons are much more corrosive than they usedto
/
1117& "PI VALV!! MARKET (Gulf Publishing ProJections)
MILLIONS OF DOLLARS ($) CAPITAL MAINTENANCE TOTAL
TOTAL VALVES - U,S. $160 $ 78 $238
'_·O.U.S. H61t$~H! $570
$620 $196 $816
CONTROL VALVES- u.s.
- O.U.S.
$ 80 !~~. $310
$ 60 .1_E. $137
$140 HQL $447
$ 21.0 $ 46.1
$ 11.2 $ 24.6 $ 63.0 $138.0 $ 2.8 $ 6.1 $ 1.4 $ 3.1 $ 5,6 S 12.3 $ 5,6 s 12.3 $ 14.0 $ :10.7
$ l' . .t $ 24.6
$ 4.2 s 9.2
$104 j~~ $369
$ 70.7 $180.0 $ 94 $ 23.!l $ 83 $ 2 f.;2 $ 3.1 $ 8.1 $ 2.1 $ 5.3 $ 2.1 $ 5.3 $ 1.0 $ 2.6 $ 7.3 $ 18.6
\._I
'0
j .', l . ./
),
\.J
i
(' \_.J
~ ()
r=.
~,\ .. )
BREAKDOWN OF-CONTROL VAL"ES 1. Glob,· 1 Port POll GuIded
(1:><,,) .
2. Globe - 1 P.oi:t·Top & Boltom Guided (8'1e)
3. Globe - 2 Port Yop·& Bollom Guided (45%)
4. Globe - SprllBody {2%>
5. Grobe - PnissureBaranced (1",.)
6. Grobe - Balanced Cage (4".)
7. Grobe - Unbalanced Cage (4'/.)
8. Ban
(lO',)
9. Bullerfly
(8'1.)
10. Other Types (3~'I')
-U.S .. .. O.U.S. .. U.S. -·O.U.S.
- U.S.'
- O.U.S.
- U.S.
- O.U.S.
-U:S.·
- O,U.S.
- U.S.
- O.U.S.
- U.S.
- O.U.S.
- U.S.
• O.U.S.·
- U.S.
- O.U.S.·
- U.S.
-O.U.S.
$ 24 .L~~ $ 59
ALL OTHER VALVE TYPES - U.S. $ 80
- O.U.S.g~Q 5310
BREAKDOWN OF ALL OTHER VALVES 1. Gale Varves
(68%)
2. Barr Valves
(9%)
3. Plug Valves (8%)
4. Bullerlly Varves (3'10)
5. Needle Valves (2%)
6. Salely Varves (2%)
7. Check Valvei
(1%) .
8. Miscellaneous Valves (7',,)
~ U.S.
- O.U.S.
- U.S.
- O.U.S.
- U.S.
- O.U.S.
~ U.S.
- O.U.S.
- U.S.
- O.U.S,
" U.S.
- O.U.S.
- U.S.
- O.U.S.
- U.S.
- O.U.S.
Fig.7
HPI VALVE SIZES
LINE SrZE
PER CENT 10
60
20
_!.<L_ 100
< 2"
4" - 8" 10" - 12" >12"
Fig.8
(
I
'i
l
i-r--
"I
I
I I I J
\ ;
-,
"-:1;1 t.
'", -
c __
.~ .
ASA RATINGS OF HPI VALVES
RATING
PER CENT 65
.30
--~ .. 100
150 - 300 psi 600 psi
900 - 2500 psi
Fig.9
t.
be hence alloys and stainless steel valves are being more widely used. This increase will be apparent in the years ahead.
WHY HPI IS A' DIFFICULT MARKET TO SElL
Now let's look at the problems that face you in marketing and selling to the IIPI. While the IIPI is u big industrial market, it is very difficult to sell ... primarily because of project secrecy and the tremendous depth of HPI buying
power at all levels. .' .
Abollt two-tl~irds 'of an HPI project's life is spent in the secret or' planning stage, when salesmen are not allowed to call. Yet many of the specifications will be written up during this stage and will be operative when the project becomes public knowledge. And decisions made at this time can determine product purchases years later.
During this secret stage, I1PI personnel with purchasing influence and buying au thority naturally rely heavily on their past experience, articles appearing in industrial literature, catalog data and adverttscments.vl'hey depend very heavily upon the written word. So it's no exaggeration to say that the need for your product arises within the HPI. Orders for your product are initiated by the buyers and not creal cd by t he sellers.
Several years ago, we ran a series of inquiry follow-up' studies in. which over 4000 people were "surveyed who had made inquiries in response to advertising placed in Hydrocarbon Processing. We had about a 40% return, or roughly
J 600 respondents.
In summary, we can say that approximately 70,/;' of these respondents said that they could requisition or buy the product they were inquiring about; that they were in the market now to buy that product or 'competitive products; and yet they never see a salesman.
A second study, completed in 1979, showed thai about 81 % of the buyers say that they seldom or nevr .ce a salesman. We feel that these studies are proof of the obstacles raised by project secrecy and the depth of HPI buying power.
Two studies conducted by another publisher not only reinforced our findings, but the results also produced evi-
VALVE MARKETING TRENDS 21
Approximately 7% of all HPI Valve purchases In 1981 will be divlde~ among the following types:
Angle Diaphragm
. V-Valve Line Blind
Globe Slide
Non-Relurn Valves
Olher SpeCial Service Valves
/
Accur~le figures on Ih. markel lor e&ch 01 Ihe above valve types are nol available 81 Ihe presenl lime. A rough range 'or each of Ihese valve Iype~ w()uld be ".10 1'" 01 Ihe lolal valve market,
Fig. 10
HPI VALVE TYPES
TYPE PER CENT
Gale 68
Ball 9
Plug 8
BulierHy 3
Needle 2
Safely 2
Check 1
Misceilaneous __ L
Fig.11
HPI VALVE MATERIALS
MATERIAL PER CENT
Carbon S leel 66
Alloy S!eel 25
Slalnl .... Sleel .. ~
100
Fig. 12
deuce of increasing obstacles to personal seIling. Their first study showed 771i'<;of IIPI buyers never sec a salesman. Tile second study, conducted in 1975, brought the same response from 80% of buyers.
The other major obstacle to the sale of your products to the HPI is the tremendous depth of buying power at all levels in the HPI. This occurs not only in plants at the local level, but also in the large technical organizations that exist at the national level in central engineering offices. The same is true in engineer-constructor firms where buying power will be found at the project or local level, national and even
international levels (see Fig. 15). .
The huge spending generated by the lIPI requires a tremendous depth of technical organization in order to insure maximum efficiency in purchasing. It requires the coordinated effort's of highly skilled buying influences working at the local, national and international levels.
This in turn means that you have to coordinate the seiling of your sales force-·a tough job anytime.
. .. ~ . _.
\:..
22 SECTION VALVES IN GENEi-1AL
\__ \
F i9. 13. Es tirnatad capital expenditures for equipment and materials·-1981.
C
l\
()
C
C
\." C
,
J
C\
\
I
C;
C)
C ---
Porcent TYpe 01 Equipment U.S. O.U.S. Worldwide
12.0 Piping $ 504.000.000 S 1.536.000.000 s 2.040.000,000
4.0 Valves 168.000.000 512.000:000 680.000,090
120 Vessels 504.000.000 1.536.000,000 2.040,oop,000
4.0 Pumps 168.000,000 512.009,{)90 600,000,000
, 4.0 . Compressors 168.000.000 512.000,000 680,000.000
05 Mixers 21.000.000 64.000,000 85,000,000
5.5 Drivers 231.000.000 704,000.000 935,000,000
, 8.0 Heat Exchangers 336.000.000 1.024.000,0'00 1.360,000.oqo
4.0 Structurals 168.000.000 512.000.000 . 680.000,000
11.0 Instruments 462.000.000 1.408,000.000 1.1370,000,000
50 Electricals 210.000.000 640.000.000 850,000.000
80 Purnaces & Boilers 336,000.000 1.024.000,000 1,360.000,000
80 Slornge Tanks 336.000.000 1,024.000.000 1.360,000,000
25 lnsulnuon & I10fr nctouos 105.000,000 320.000,000 425,000,(l00
0.5 Paints & Coatings 21.000.000 64.000,000 85,000.000
3.0 Buildings 126.000.000 . 384.000,000 510,000,000
13.0 Special Equipment 336.000.000 1.024.000.000 1,360.000,000
100.0 Totals $4.200.000.000 S 12.BOO.000.000 $17.000.000,000 -c
....
c·
Sector U.S. O.U.S. Total
Relining $4,400,000,000 $ 9,500,000.000 $13,900,000,000
Petrochemical $3,300,000,000 $12,000,000,000 $15,300,000,000
Gas Processlnq $ 400,000,000 $ 3,100,000,000 $ 3,500,000,000
Solid Fuels $ 300,000,000 $ 1,000,000,000 $ 1,300,000,000
Totals $8,400,000,000 $25,600,000,000 $34,000,000,000 (
- J
G C
CJ
Fig. 14. $31,600.000.000 Total world IiPI capital flxpI·"ditulCs in 1981.
(J
()
I
.J,-) _ (_'J
: -()
22 i.hI!
VALVE MARKETING TRENDS 23
Functional Operating Diagram
~agiiHH~r;(JmHHftWWr HemPrlH1Y
/
r((jctu flJ. ... O'~.il ~1l'1 ".111,1000.11 1l~!l\ .. ft"'(j",;!1 Ie' Purr.Pi "ti:l Cui;'fdtHO'!
-1
( \
f'/O!tU (:) ,1'01
P'tUitet S"t~.:.c.u cr r
PIP'flat: M~CI'IJn ~Ji lr.rurtH.li:t,oll
I
[lliltottr,ll, flow alail arns
(.~t'nH(II'i 110101 dll~[~mS
I
£q:lIi!'t',1I1 Ih~N dll;'I,T S
I
Pi;,;t! .et:Tln::s
P!D(eB 1t~ulrtrrtnh
I
P u m~~.
(oJ~Pt~lt'!.. !'I~
'WtSHI It"".,1'~ e~'1 s
... ~~.'"
:{
\~---j
---'(I.
~
I
i
f
IQu,p fq"p J'lli 1 'ISis &. ~PtO
[QU,P lists & specs.
(A.,Utl" 'u~r
,Fig.15.Market data .1975 preparod by Hv drocsrbon Processing.
24 SECTiON' VALVES IN GENERAl_
BUYING INFLUENCES
The engineering department is where the key buying influences exist-at least in operating companies. Routine and regular calls on people in engineering-particularly standards and specifications-will payoff. Once your products are on their standards list the way is open for you to bid on projects within their group. Contacts can also be made with the ascending order of engineers in a company. Although not involved in product purchase, technical and process design people can influence the selection of a product since they set the parameters of a given product.
Another avenue of approach in the sale of a product is through those individuals involved with maintenance spending. It is possible to get 011 n company'sstnndurds list hy selling a replacement for. the original valve. Such individuals to approach will, in fact, be found in the maintenance and operating departments. Neglect nobody, whatever his titleall can be helpful in this kind of sale.
Within an engineer-constructor firm, key persons involved with capital spending will be found in basically the same areas.
HPI FIRE PROTECTION/SAFETY TRENDS
Fire protection and safety arc getting special attention from HPI management as the cost of fires, explosions and detonations continue to go up. This trend=the result of inflation and dramatic increases in the value of products-will be the impetus for a massive capital expenditure program in the future.
The growing cost of incidents, plus the ever-present pressure of laws and regulations, are impelling plant designers to underscrore fire protection, starting at the drawing board. And after plant startup, or at the completion of a modification or retrofit, management attention turns to a "saturation" approach to applying fire protection materials, equipment and servlces. This complex "before-and-after" rationale, embracing both design and post-startup protection, makes it difficult to determine how much money will be spent. nut there is a clear trend for more of the U.S. capital spending dollar to go into facility protectionabout $1.15 billion, including health/safety.
The range is vast: alarms, valves, arrestors, instrumentation, fire-protective coatings, detectors, extinguishing systems, fail-safe shutdown valves, insurance, etc. All of theseand more are needed to protect an industry that is growing rapidly. Moreover, this growth is occurring in areas of high concentration of plant and storage where a miscue can cause a disaster.
. :.,
~;I.~~~ij~ial.; • .t.:, .. i.·..... t.
Employee safety lind health protect 1011 Is also (';OIlSlIllIhlg a growing portion of capital spending. In 1981 the UPI will spend $ROO million in the U.S. alone. The new U.S. Toxic Substance Control Act, {(II example, has impelled even more attention than in the past to protective clothing, respirators, resuscitators, emission controls and environmental monitoring equipment.
Meanwhile, the Environmental Protection Agency and the Occupational Safety and Health Administration have turned their eyes. to HPI operations. OSHA Administrator E. Binham stated that "In 1978, 95% of the Agency's inspections will be devoted to industries with the most. serious problems, such as ... petrochemicals". Today this appears to be true,
Outside 111(' tI.s. In till' !I.K.for exnmplo new 11(·,,111,safety laws; modeled in part after OSIIA legisla tions, also provide an incentive to spend large sums of money on protecting employees. Legislation, worldwide, keeps the pressure on for safety and health protection spending. But because of tile tremendous replacement costs,fire protection will receive primary attention. And fires continue to be a major problem for HPI operations. The latest year for reliable stat istlcs was 1975. During that year, there were 5300 fires in U.S. chemical, petroleum, paint and drug processing plants, costing $182 million. It is assumed that most of these fires were in the BPI sector. National Fire Protection Association reported 1400 fires ill tank farms during 1975_ Tank losses amounted to $63.4 million in 1975 an increase from $58.7 million in 1974. IIPI has 23 large loss fires (those sustaining $250,000 or more in physical damage) in 1975 costing $21.2 million.
Three fires in the "Storage of Flammable Liq uids" category cost a total of $3.7 million. Six other fires in chemical and plastic products storage averaged Sfmillion per fire. It must be remembered inflation has increased by at least 50% since 1975.
NFPA and API reports only cover the United States. Definitive data in HPI worldwide fire losses are not gathered by any known group or agency. What is known is thliJ roughly 78% of the world's refining capacity, 66% of the world's petrochemical plants and 26% of all natural gas processing plants are not in the United States.
Another known fact is that loss ratios occurring in U.S. based IIPJ plants holds true throughout the world. So there is a correlation between the size of losses and their consequences in the United States with experiences encountered in non-U.S. based plants, providing we disregard the spectacular. single incident loss.
As a result the protection of BPI facilities and employees calls for massive. expenditure and will be international in scope. As management becomes increasingly
i
''\:(' ""'\ ~ J
,
~( ':
./
~( ) ~
'r
~' _)
~ ~(J '~C· -, !,<, )
rr/;
<., I
~()
1,i>~
io
(_
'-0
· ,
- --1 8
9
10
J I
J 2
U
14
IS
16
- -
~ VALV
I IG
Chapter
4 Design Factors
5 Valve Spring Design .
6 High Temperature Springs and Causes of Spring Failure
7 Designing Nuclear Control Valves
Design Considerations for One- and Three-Piece Ball Valves for Use with Dry Chlorine
Selection of Valve Materials for Design and Applications
Selection of Trim Materials and Application Tables
High Temperature Valve Design Considerations
Valve Design Considerations for Cryogenic and Cold Service
Fail Slife und Fire Safe Requirements f()r Valve Actuntors
Fire Testing of Valves and Associated Equipment
Growth of Fire Safe High Performance Butterfly Va]v~
Engineering Data Vacuum Service Terminology
( II
VALVE MARKETING TRENDS 25 ( lJ
aware of the ramifications, not only in the area of profitability, butalso in the domain of social and moral responsihilH;r -which themselves also affect the profit picture-an Increasing budget will be set aside for such protection.
REFERENCES
(.() (0 (0
1. Article by George Skelton, Gulf Publishing Co., Houston, Texas 77001.
2. Hydrocarbon Processing Marketing Data 1975-1981. /.
/
'0
)
.~ - j
'f)
')
c/)
(
)
!J
r)
r -.
, /
r\.. )
c )
'U
:.'f,_ ..•.
,·ti,
·~~"~l~,
;;.~li ...
') ;':
.« ..
\ ~".
~"':. ~~ .
Design Factors
In this section we consider some of the important factors pertaining to the design of a valve for a specified service. In many applications there are several types of valves that will function equally well and the choice may be based solely 011 such things as cost, availability, etc. For other applications it may be that no off-the-shelf valve is available and a custom design may be necessary. The proper choice or design 'may be made easier by proper attention to the factors discussed below.
FACTORS RELATED TO USAGE
In many cases only one or two of the basic valve types are suitable for a specified usc because of the design of the valve. Under other conditions, several types of valves are suitable and other factors such as materials may be of prime importance.
Contamination. For control of fluids which may cause contamination buildup, a valve with minimum obstruction to flow ·is needed. Ball, gate, globe and pinch valves are suitable for this purpose.
Directional Control. For control of the direction of fluid flow, 11 check valve which blocks now in one direction and allows full flow in the other, or a restrictor valve which nllows only II ~pcdrkd nnw ill nile or more d ': -ct ious, is required. Poppet a Ill] swing valves are widely used for this function.
High Pressure. The control of high pressure now generally calls for a ball or globe valve although gate and poppet valves are occasionally used. The selection of a valve to be used in a high pressure application, particularly pneu-
From Lyons' Encyctopcdia 0/ Vulvcs, PI'. 1l'J·1!9, V.III NoslrJllJ Reinhold C'ompu ny , New Yo r k , 1'175
malic, should he approached with extreme caution. The design of such valves should be left to qualified engineers.
High Temperature. In most situations the same considerations that apply to high pressure valves :Ipply to high temperature valves. In addition, care must be taken to ensure that thermal expansion docs not cause binding or deformation in the valve.
Low Leakage. All of the basic valves can be made leaktight, but often with high cost and complexity. Generally, for tight shutoff one should consider ball, gate, globe and plug valves.
Relief and Safety. For rapid opening response to overpressure and large flow to vent, one should nearly always consider a spring loaded poppet valve. The other types of valves are not normally considered for these functions.
Shutoff. For normal on-off control the best choices are ball, gate, globe and plug valves. The ball and plug valves normally open faster than gate or globe valves.
Steam Service. The control of steam under pressure generally calls for a bail or globe valve.
Throttling. To control the amount of flow by varying the amount of opening, a globe valve is usually rccommcm lcrl. In contrast to must ball and gate valves, it does not tend 10 vibrate under flow.
FACTORS RELATED TO CONSTRUCTION
Actuator. The means of operating the valve will depend on the type of valve, its location and function in a system, size of the valve, frequency of operation, and degree of control desired. Some common means of actua t ion arc hand, gear, chainwheel, lever, spring. motor, solenoid,
.",,9:, <!<
30 SECTION II VALVE ENGINEERING AND DESIGN DATA
servo, gravity, and pressure and flow rate of the fluid media. Generally, a particular type of valve is limited to one of a few types of actuators, for example, relief and safety valves are spring actuated, check valves are spring or gravity actuated, and high pressure globe valves are usually actuated by chainwheels, motors, etc. Automatic process control calls for servo valves, solenoid and spring actuators.
used. Conversely', the choice of a valve type will usually
determine the type of closure member. The common 'C)
closure members are the hull, disc, gate, plug and poppet.
i'-C)
End Fittings. TIle type of end fittings to be specified for a
valve is normally determined by the nature of the pipingu system into Which it must be inserted. Some common
fittings are brazing end, butt weld ends, compression, ; (0
flange, flared, hose ends, hub ends, pipe thread, quick r-..
disconnect, socket and solder ends. For high pressure J,.:. 0
Closure Member. The type of closure member desired or required will normally determine the type of valve to be
f·- .... '
Table 1.
.0
Ball Butterfh Gate Globe Pinch Pll!!L _ J:QQQ~.L ~in.9_
CHECK VALVE P P P P P P G G
CONTAM!rIATIOtI FREE G F G G G G F P
,
CORROSIVE FLUIDS G P F-G F F-G P-F G G
CRYOGENIC·FLUIDS G P P G P P c P
--- .. ... _-- -----._ ~ ... ---- .. --~--- .. --
GASES G G G G G G G G
HIGH ~p P P F G P F F P
.--- . . __ -_.
HIGH FLO\-! G G G G G G G G
1-'_-' -
IUGH PRESSURE G P P G P P G P
_._---_- _--_ ---
IIIGIi TEIiPERATURE G G G G P P-G G G
LEIIKTIGflT G P G G G G G P
LIGHTWEIGHT G G F P F G G G
LIQUIDS. G G G G G G G G
.---- ._--
LOH ACTUATIOtl FORCE P P P P P P G G
- -
LOH COST G F-G G F-G' G G G G
LOW LH G G G P G G G G
LOW FLOW CONTROl'-' G G p G F G G G
RAPID OPENING G G P F-P P G G G
,
._ , ()
o
()
(J '0
~
() (_)
o o
. .Jl
'()'
,.,"-
"
o (J
• ':.t,_ .-.,..
"·4,:
_'. ,N ..
... Jl~~----"""~--------------------------""""--~'--------___'"- ----- .. -.
"1
I
)1.
.,t~·
\ ; "
)1""
:'~'! ~fi '.
.~ ,1
DESIGN FACTORS 3'
Table 1. (Continued) .
RELIEF P P P P p .. P G P
1----.---- ----.- .. ----. .. _,,_ ....•. _- --~-- ---- _--_ . .. --- .. _---
SAFETY VALVE P P p P P P G P
- --
SEAT EROSION F P P G P F F-G P
RESISTANCE
--
SLURRIES F-G P P P G P P P
Sr~Al.L PIIYSICAL SIZE' G G P P P G G ·····~·-· .. - .. I
.. --- .. ---~ .. - .. ,.'_' _.- _ _'.-~-.-.-.~ _ .... __ ._ .. , ._- ... ---.-------- _ ........ _ ... ..,_-..:.--
STfflll SEfWIC( G P P-F G P P G P
1-'---'--'---' _ ...... -- ....... -._ .. - .... . __ ..._._-- ----- _"_- -- .. ~
.
TIIHOTTL I NG •• p p P G F-P P G P
--
VIBRATION FREE F P P G G G P P
~.-. Packing/Seals. In most valves consideration must be given
.. to possible leakage around the stern or actuator. III common valves a packing material is provided as a seal. However, this tends to wear out with use. If, replacement is undesirable or unfeasible, consideration should be given to bellows seal valves, diaphragm seals, etc.
F G
Poor. Not Recommended Fair. Better Choices Available
Good. Recommend For Use Under Normal Conditions
• Til is is for general butterfly valve. not high performance type
•• Throttling for this chart means law flow control below the normal rangeability of that valve
P
and/or high tempera ture conditions, one of the various types of flange ends or a threaded fitting should be considered.
Material. The rna terial selected for valve trim will depend on the nature of the fluid to be carried, the operating pressure und tcmpornturc, the type of closure member and seat, and factors such as cost, weight, etc. Control of corrosive liquids and gases calls for stainless steels, nickel alloys, various plastics, and ceramic materials. For high pressure service and/or high tempera: ures consider various steels, nickel alloys, titanium alloys and similar high strength materials. For steam service consider cast iron steel, bronze and similar metals. Nuclear valves call for special steels, titanium and other alloys developed especially for this type of service. In all cases of severe usc conditions, manufacturers literature should be consulted to determine the suitability of a particular valve.
Seat. There arc many styles of valve seats available in most of the types of valves discussed. TIley may differ in geometry, material, rigidity, etc. Conical valve scats can provide a wide sealing surface which minimizes eroding Of "wire drawing" of the surface. A conical sea t may also be designed with a narrow sealing surface to provide very tight sealing at low pressures. Spherical or ball scats have much the same characteristics as the conical seat. However,they are more costly to produce. Flat seals are used in valves that need not be lcaktight since: they generally do not seal completely a I low pressures.
r "
Valve Spring Desiqn«
, ()
------~------------------------------,--------~------------~--------------------------------~,. >
The proper operation of many check, safety, relief, and various other valves depends upon the proper design of the valve spring. The spring will determine the cracking pressure, the distance the poppet will move, and the stability of the seal in the closed position. Proper design of the spring will help reduce the tendency of (he valve (0 chatter or vibrate and will increase its.stability under acceleration in aerospace applications.
Since most spring operated valves utilize either a helical compression spring Of a torsion spring made of circular cross-section wire, this discussion is limited (0 these two cases.
COMPRESSION SPRINGS
The design of a helical compression spring is based primarily on two equations,
and
s = 2.55 H)K d3
where symbols have the meanings given in the legend (Table 1).
The first equation expresses the spring fa tc in terms of geometric factors and material properties and is valid up to. the elastic limit of the material. The second equation gives the maximum stress the spring will withstand under a given load. The Wahl factor, K, is defined by
K = 4C - I + 0.6 I 5
4C-4 C
where C is the diameter ratio Did. This equation is plotted in Fig. 1. The Wahl factor should always be taken into
32
Table 1.
Legend.
i
,(_
11 = urea (in.2) C'" Dic1
d = wire diameter (in.)
D = mean coil diameter (in.)
AD = change in coil diameter (in.) E = clastic modulus (psi)
t= frequency ofvibrutio n (liz) F = load on spring (lb)
J'~' = cracking Ior cc (II» J'~I = dynamic force (lh)
X e- :Il""'il'ration of grnvity (fI/Sl',·2) G" turslon modulus (psi)
K'" Wahl factor
f '" lever arm (in.)
'-r = free length (in.) L;" instullcd length (in.) l.s ~ solid height (in.)
M = moment (in.-II»
Me = static moment Md =dyuamic moment
/If" '" moment per coil (in.-Ih) N = numhcr ofnctive coils P" pitch (in.)
1'(' = cracking pressure (psi) q ~ flow (f( '/Sl'c:)
U = spring rntc (lb/in.) S = stress (psi)
(} = angular deflect ion (Iurns ) n = stroke (in.)
'1" Dhall/dscnl . 0= poppet half-angle (degrees) " ~, pi
p " dl'ldly (Ib/n") S" = specific- gravity
{ " "C. '
( I
-. ./
" l /'
(
, .I
:'~ I "'I
. \ )
()
.: (/
account for springs subject to cyclic operation, vibru Lion, (
impact loading and in situations where the computed _)
stress is close 10 the rated stress limit of the material. v
CJ
Table 2 gives the maximum uncorrected stress for some
(J (, )
From/.HIIIS· Encyclopcdio of V(1/I'I'S, pp. 96-102, Van Nostrand Reinhold Co mpnuy , New York, 1975,
()
cU ( )
( ,
\)
~.~
.-".~.~ ~_·_·";"""'~ •. ,,,il_="=',,-=----. _ _ J' -· JJ -·:· ·~OIinlliO·." .. :. _'SiIiI_IliiiI!i·'IIilI7fr'H$:~~?rtrd;li" LIft! ~Ut.;' ~ ._ '_ :-- "<.' ", '
.£&£23£!!!lCC&lj.e~w:s4U~i&&!i!"l$iilli@iP~:. _ _1C)
o
(--"
------_._----_.-
VALVE SPRING DESIGN
Table 2_ Properties of Spring Materials
TORSION MOOULUS G (psi)
MAXIMUM UNCORRECTED STRESS (psi)
ELASTIC; MODULUS 1:.' (psi)
MATERIAL
CONDITION
~- .. J
CORROSION RESISTANT ALLOYS
';02 iRES -==-=~='-~;~n-g-;~~I~):--1=~-;;~;;;;)no L ~~;?'OOO r'- 28,000,000
302 CRES Cold drawn 9,500,OO() SO,ODO' 28,0()0,!)On
~~.CRES ~~~~~ ,irawn . __ ~~~).(),OnO 22,(j()()_~_I. __ .~_,OO(),()()()
;:~:~;' ~~~ =J§;'~~:~" --T :::::;t ::::~-~=--I 29,000,000
17-7 pI! '. Cold drawn I II,OnO,Ooo 140,000 29,000,000
-- .. -----. ·------·--------1-------- -------- -----
Hastclloy C 40% Cold reduced i 10,500,000 J 00,000 !
-. ------1--·-----·-1-------- ---.--r---.------
18-8 eRES Cold drawn i ID,OOO,DOO j 140,000 . i ::;}{.OOO,OOO
. . - -.- I···· - ---------.1-.- -"- ---.- --.- '-'---'--'" , -.-----. --- .
INCONEL-60(J Cold drawn j'I,O()(),()()().1 H5,OOO i 3I,Il()O,t)(){1
. .. _._._r .. _. · .. _. - __ ... _. __ ._. .. . . __ : .... _ .... . ~.--.-----.---_. .M .. -. f---·.--- .. ----.M
?~~~~;~~~- - .-. . .. :::~~n:~~:;~----··f---·!·;~~t~~~~~ 11-- .. --.-- .~~~~.-.--- .. i----; ; .. ;:;~ .. ;:~~
---- .-------. ---·-·---------r------- ----·--·--------·t-----· '---'--
MONEL-400 Sprin, II1p~r I 9,20{J,OOO 65.000 I 2 ()/JOOJ)OO
.. ~ _M. __ . .. _. .--.---.---f-- -- .. -.--.- .. ----.-. -.--------.-----.----.--.j--.- '-'-- ... _--
NI·SI'AN-C . Spring ~~~I~~Cl .. _ 1_ ?,.S_~)(I~t~~~. __ .. _.J .. _._ .?_~:Il~l~. .. L=.~.'.~.~,~~,Ot~('
.~.~:~.~~._~. __ .. _._._._, .. SI)r~~~~.ICIlII'C.~ L ~.~~O(){I,O~~. ...J_ _ I.~~~)~.'!:._. __ L _
NONFERROUS ALLOYS
---.--------.- .. -- .. ----. 1------
llcryllium (upper ('llid drawn 7,300,000 80,nOO i 16,O(JO,noo
llcryllium copper Pr e tempercd ! ;,';;~(;:;;();l I H5,OOI) i' I K,SliIJ,{){)11
~;:;;:§.:,;;,~,-~: ~-;~;:~=~-::__c~r:~~: =-3~EJ:~;::~:~~
LOW ALLOY STEELS
\-
AISI-5160
90,000
30,OOO,O()0
AISI-1095
--··------------1---------
Hut rolled 10,500,000
-----_. ----- --.--;----.--
1101 rolled
Itl,SOO,OOO
----1---·_·_···_·-
30,OtlO,tHIO
IOS,OOll
--_-_. __ . ---------- -------
Chrome vanadium
Oil tempered
11,500,000
I 1(1,000
30,000,000
"-
' .•. ;~'I
'I'
~:~:;~:.~.;~~.;; "--'- -- Oil';e~~~::~----'-T ---.~~~;~~;)~(;-- - -··~~~:~~-------··---;;;·~~l~~;;~~
............ -'- -.. . . .. . .. ' -- - -.- .. -- --- -r-t- '-' --.--- .- -.-. ..-.---- - .. ---- '-"-"- ' , , .•.. - .. - .•. -
Musk will! !I,lld drawn I II,SOU,OOO' . I :W:OllO I ]O,(lOO,llIl()
- --" .... - -. - - - .. - .. -.--.-.-----------.---.-- .. "1"-.-- .. -.- .. ---- .. --- --------------·1-- ..... -.- .. - .. - .. --.-
Spring WUl! Oiilcmp<:red' I J I,SUO,OO() i OS,ClOO 311,()(lfl,()(J()
. . __ .,. . __ ... . . 1_ .. · __ • ·· __ ,-'" - .... --.-.--.
c ; .
, ,
~ •. I·l,,;(·.1-!:,
34 SECTION II VALVE ENGINEEBING AND DESIGN DATA
Table 2. (Continued)
---.
TORSION MAXIMUM ELASTIC'
MODULUS UNCORRECTED MODULUS
CONDITION G (psi) STRESS (psi) E (psi)
LOW ALLOY STEELS
Hard drawn 11,500,000 105,000 30,000,000
Hard drawn 11,500,000 150,000 30,000,000
HIGH ALLOY STEELS MATERIAL
Valve wire
Rocket wire
A-28.6 Spring temper 10,000,000 100,000
AISI-Sl Cold drawn 11,600,000 90,000
AISI-1I21 Cold drawn 11,000,000 100,000
AlSl-Tl Cold drawn H,OOO,OOO 100,OOQ
INCONEL X-750 Cold drawn 11,500,000 90,000 31,000,000
-
INCONEL X-750 Spring temper 11,500,000 120,000 31,000,000
--- -
R.r::NE 41 Spring temper 12,000,000 130,000
-- --
5-816 Spring temper 11.600,000 130,000
- - ---- '-----~---. _._._--- .... .. -- ...... ~ .. -.-
250 Mnraglng steel Ccnterlcss ground 10,000,000 160,000 of the more common spring materials. Whenever possible the spring should be designed to a stress level under the rated maximum.
To size a compression spring for a check valve with a predetermined cracking pressure, the following procedure should be followed:
(a) From the specified cracking pressure- and the inlet area required to pass the flow, determine the cracking force on the poppet,
for a flat poppet: For a ball check use
(c) From specified flow requirements compute the dynamic force on the poppet in the full-open position,
1- _ 144 pq2
'd -
gA
(b) From the inlet area and the poppet geometry determine the stroke necessary to give full-port opening. For a conical poppet of half-angle 0 the stroke is given by
(d) Determine the required spring ra te from
F,/ R =---Y-
o
I) :::: d I - yr::cososin 20
(e) Considering any restrictions placed on the physical size and shape of the valve, choose an appropriate mean diameter and wire diameter WIDCh will yield a stress within safe limits for the spring material chosen. If the mean and wire diameters arc restricted the material may be changed to give a stress within
which reduces to
d 1)=- 4
I
. /" ' " .\
/
-()
, )
,-_.
)
, j
f (
, ).,
(
) "I·
(
) :1 (
(-:1
·1 )1
(
<J \ ,j
J
.,,)
) .
.,
:;1
":_'
\" .J ."
. -_ ,.---
VALVE Sf'RING DESIGN 35
2
z l
_~_I
.1
-
.0
9
1\
8 \
7 I~
6r- -- --- ---- -- 'r-
~ L
5 _\
-- -- .-._ ~.-~.
~
<, ,
.'.
,-- ; ... i<.
- r--- I--- I '
r--r-=-
--_._ il-"--I-j
L-. -- -_. -~--- 1_ /
2
1.
I.
1.4
1.3
1.2
1.1
o
8
5
6 DM Fig. 1.
7
9
II
12
3
10
4
safe limits. Be sure to consider the Wahl factor in the stress equation
The total number of coils in the spring will be N+2.
(g) Determine the solid height of the spring from
s- 2.55FD K - tP
t., =d(N+2)
if the computed stress is high. This step may need to be repeated several times before all requirements are satisfied.
In choosing a material to meet the stress limits imposed. be sure to consider any other applicable conditions, such as elevated temperatures, that may affect the stress in the spring. Determine also if the intended lISC calls for a corrosion resistant material.
(f) With the mean coil diameter, wire diameter and material chosen from the preceding step, determine the number of uctive coils rcq uircd fWIlI
If this is less than the length available for i!lstaiiing the spring, proceed to the next step. Otherwise a new spring must be sized with fewer coils and/or a smaller wire diameter. The last two steps may have to be repeated several times.
(It) Determine the free length of the spring Ir om
(i) If the ratio of free length to mean diameter is greater than appruxiniatcly four, the spring is subject to buckling and should be redesigned, (j) If the spring is to fit inxklc a tube or close fitting bore, it may be necessary to allow for the increase
:36 SECTION II VALVE ENGINEERING AND !lESION DATA
in mean coil diameter duo to compression 10 ensure that the spring will not bind in the valve. The increase in diameter is given by
Generally this problem can be avoided by a proper choice of mean diameter.
(k) If the intended use of the valve justifies the effort, determine the natural vibration frequency of the coil from
f= 48.2 G _.!!_
p rrND2
If the valve encounters frequencies ncar this ill operation it may resonate and be damaged.
The determination of the relevant parameters described above will sufficiently describe a spring to be wound OJ purchased. In addition, it .is customary to call fur squared and ground ends und to specify either right or left hand winding.
NESTED SPRINGS
In some applications it is not possible to size a single spring to meet all of the requirements imposed on it. Generally, the stress on the spring is far too large for any existing material. In this case it is often possible to nest two or more springs to meet the requirements.
For two compression springs the optimum situation is-to size the two springs to equal stress levels such that the outer spring carries two-thirds of the load and the inner spring carries one-third. Since each spring must compress the same amount, the rate of the outer should be twothird that of a single spring and the inner should be onethird. The wire and mean diameters rnust be chosen to fit the geometrical restrictions imposed, and the springs should be wound in opposite directions to prevent interlocking.
EXAMPLE PROBLEM #1:
A fla t, poppet check valve has an inlet diameter of 0.391 in. and is to open at 2 psig and allow a flow of water of .01 ft3fsec. Size a spring of 0.5 in. mean diameter and 0.6 in. installed length for this valve.
Solutk» I:
(.391 f = (2) (1T) ---4 - .. -
::: 0.240 Ib
.391
=--
4
== 0.098 in. 144 pq' (c) Fd = -. ---
gA
_ 144 (62".4) CQ_IJ~. - 32.2 1T (.391)2/4
= 0.232 Ib
L< ... _
F (d) R=_:__q_
o
= 2.37 Ib/in. 2.55 FD S=---K d3
,
I. /
(e)
2.55 (.240 + .232) (0.5) _
= --------- II.
d3
['
-, /
Try a wire diameter D_O'::() ill.
S = 34,389 K
.. ( _)
This is low enough stress so we need not consider the Wahl factor. If we had chosen d = 0.020we would have
( :J
( )
S = 75,225 K
, (~
and the Wahl factor would be important unless a very high strength wire was chosen.
(I) Chomp 302 stainless wire and find for N
(j
-.
== I ,9 ac:Uve coils
() C) (J
(
(g)
c, = 0.026 (1.9 + 2)
= 0.102 ill.
CJ
() t
, (J
( ~~ r)
(+> I ~] __
... _"" i!III lIIti *_. "- __ .. · .. 1.,.' _44'l"'P' r:r _.iI!I "':.flllkllI!(I!.DililllilillM1W __ · IIlIIIIC_g .. I111!111 tIliIRlCIllBi l'!I!ql!ll i!l!lar.it __ :~~.)
.. --.------.--~-.=.,,~ .. _-.'"=.~ ,._.'" .. z_ .•. ·_ •. _ . ' __ "
._;:-: __ =_.~_.o:-:. =====00::.__ .... _ .... _ .. __ ._ .
J
\.
) I (
', j .I
-'
(",)t
(_·:I
(' .
; .' .
. )i{
This is. less than the installed length of 0.6, so the spring will not go solid under load.
(h)
- 06' 0.240
- +--
. 0.232
( i)
!J. = 1.6.14
D 0.5
,= 3.27
This is less than four so the spring should be stable.
TORSION SPRINGS
Torsion springs are widely used on swing check valves and flap valves. The basic equations used in the design of a torsion spring an:
0:=
10.8A1ND J:'d4
The first equation gives the stress on the spring in terms of the applied moment and wire diameter. The second gives the moment per turn in terms of geometrical and material parameters, and the third gives the angular deflection of the spring under load. The moment per turn ofa torsion spring is the analog of the rate of a compression spring.
To size a torsion spring for a swing check valve with a predetermined cracking pressure, use the following procedure:
. (a) Determine the required force and moment or torque from the specified cracking pressure and the inlet area,
VALVE SPRING DES!GN s
(b) For a swing check valve, full-port opening is define as an opening angle 0 of 80 degrees (1.396 radians:
If some other angle is required, use it in place c
80 degrees in succeeding steps. .'
(c) From specified flow conditions determine th dynamic force and its moment against the dis in the open position
F _144eq2 v2(I -cosO)
d - gA
(d) Determine the moment per turn (spring rate) from
. 360 Mel AI :::_._-
11 0
(e) Considering any physical restrictions placed on the design, choose a coil diameter and a Wire diameter that wilI yield a stress within safe limits for the spring material
Some trial and error and/or trade-offs may be needed at this point. Suitable allowance must be made for high temperature operation or impact loading, etc.
(t) Using the moment per turn, wire diameter and coil diameter determined above for the chosen spring material, compute the number of active coils required from
(g) If there is a restriction on the length of the coiled spring , compute the solid height From
/'S = el(N + 2)
<,
If this is longer than the allowcdlcngOl, a new spring must be sized by changing the wire diameter and/or a number of the coils, which will change I he st ress: level.
(11) If the spring is [0 be installed ,HOUJld an arbor, sufficient' space· must be allowed for a decrease in mean coil diameter as [he up plied moment is
-.:.1
38 SECTION II VALVE ENGINEERING AND DESIGN DATA
increased. The change in diameter can be estimated from
1 /1
f) = 0.05" ~~5__
(i) Determine the required angle between ends in the free positlon and the change in angle giving the specified instalJed load from
a :; 10.8 MeND Ed4
For most applications this completes the required calculations. For design purposes it is also customary to specify the nature of the spring ends, the direction of coiling and any special requirements such as finish, heat treatment, etc.
EXAMPLE PROBLEM #2:
A swing check valve has a 3·in. disc which is to open at a cracking pressure of 0.1 psig and pass 0.5 ft3Jsec. of jet fuel (p = 48.47). Size a torsion spring with a coil length not. toexceed 2 in.
Solution:
(a)
:; (0.1) (71) (3.~)2 (1.5)
:; I .06 in-lb
(b) Require the door to open 80° fromverticaJ.
_ 144 (48.47)(0.5)2 .j 2(1 - .98481) (1.5)
- 32.2 (71) (3)'74
= 2.000 in-lb
(d)
= 9.00 ln-lb/turn
, -,
(e)
Try a coli wllhl) '" 0.5 nnd Ii::: 0.072.
s = 10:8(1.06 + 2.00) (.072)3
= 88,542 psi
Depending oil expected use, 302 stainless wire should do the job.
\
(I)
N= Ed4
10.2 M"D
\.
_ 3X 107(.072)4 -10.2(9.0)(0.5)
= 17.5 coils
(g)
I.s = deN + 2)
=(.072) (195)
-(
= J .405 in.
This would easily fit in the allowed space of 2 in. (h) Since no arbor diameter is specified. choose one sufficiently small, such as 0.5, to allow coiling under load without binding.
(i) Require a 90 degree angie between springcnds when the spring is installed under a moment Ate' In the free position.
( :J
a = 10.8 MeND Ed4
()
_ 10.8 (1.06)(17.5) (0.5)
- 3 X 107 (0.072)4
(j
(j
'-.;'
()
)
'1"" ",." ... .- ...
I
( \.
j ,I
, .
.... ------------ ..... - .. - ..... --,- ...... ,=---. -.- .. -.-.--'.,--' - .. -''7"- .. - .. -==-====:.,..,.-:::: .. _:::._", .... = .... -. - ... _~ ... _-- .. ~ .. _~_-_-_-._~ ~_~_, ..
High Temperature Springs ail CalJSeS of Sp~~ing FaUur
HIGH TEMPERATURE is NO LONGER A liMIT TO SPRING APPLICATIONS
Although spring designers are pushing the high temperature frontier, a lot of experience is still needed. One key factor .is proper material selection.
Predicting spring performance above 150°F: ranges from the very difficult to just about impossible, depending on how far above ambient temperature the design must function, In addition, states C, G. Fauntleroy, vice president of technical services fur Associated Spring COl p. (Bristul, Conn.), "for reasons of economics and material conservation, product designers increasingly specify springs that function to the ultimate limits of their basic material."
Complicating the picture, Fauntleroy adds, arc product innovations that require the creation of new spring forms or, at the least, refinement of existing types, For example, the 'much-heralded rotary engine will call for the development of many new springs completely uillike any used in the traditional internal combustion engine.
Totally new springs were devised when calculators underwent miuiaturtzn tlon, and highly reliable striker springs had to be designed for flash units, Cr it ical applications, heightened reliability demands, and tighter operating standards arc responsible fnr.her trends in the precision spring field, Fuuntlcroy concludes.
Elevated temperature j~ torcmos: '1l11l)Og thc,c IICIHls.
Jet engines t cquh o sptlngs t(l opcr.uc 1IJ! to IO(){j"F. Automobile engine tcmperutures continue to rise and horne appliances have upped their temperature spcciflcauons. And the demands of aerospace and scientific research are pressing for even higher temperature components,
Unfortunately, as spring materials arc engineered to resist dcfullll<llll)lI, r clu xu t tuu , uu.l "I'CI,lllulI,aI cllkkllL'Y
Reprinted with pcnu issiun flOlIl/'ro""el i:'lIxill<'erlll!l, July 1 Y7.s. Copyright Morga n-Grumpinn.
at high heat, they become more difficult to form. ,\1 ( promising to overcome the problem are Slcr:! wires will high proportion of nickel arid other temperature rcsista alloying clements. These steels resist thermal fatigue al distortion at high temperatures. And there are recent developed composites . that offer high conductivity
well as relaxation resistance, .
Another recently developed approach to the same gc is a heat setting of springs, after forming. Here, a sprii is "Corn pressed under controlled temperatures at 450 500"F, to trap residual stresses, Temperatures below [1 heat setting level (such as engine temperatures at 350°) will then nOI appreciably alter the spring's perforrnanc With this thermal pre-stressing treatment, springs made ( carbon steel wire call be used, within limits, for his temperature applications, rather [him more costly <1110;
lIigh temperature, says Charles l.arsonrchicf mela!l;l gist, Associated Spring Corp .'s Custom Metal Parts Groll! affects springs in two major ways. First is a reduction i load at constant deflection, or an increase in d cflcct io at constant load. The effect results from the inverse rclr t ionship between the clastic modulus and tcmpcr a turr
Make an estimate. The effects life lillie dCJ"'I!(klli Loss in load or increase in deflection vary accordinc [, (he material, its condition, temperature, 'stress and'~ il cyclic operation. (he stress range. There is no all-encompass ing formula to account Cor all these variables -no way I( (.Ikllblll the ,,·f;txalinll re!-ailtillr, rIOlli Ii ,.;11-('" ~;(_', pC t'llllt!1 tions, although lite principles apply 10 all types of' spiif!g:.
If a spring designer has all the details, says LIISUIl estimates can be made based on experience and or empirical data. Information must include available spacr for the spring, vital loads and deflections, accurate tempera t II Il:S , cor roslvc e kl1H:11 (s ill the opcru I illp. cuvironmcu! required life, frequency and speed of operation and where possible .in· est imute of the mluinuhu load [hal must be maintained during the life: of the pal L
Time at temperature. Life of a part should be cXI'ri;~;oi!d
39
Temperatura ranges of spring mater!a"
••• -- ....... ,.-- •• ~ ••. - --,-.-_ .~." "-'~""."-"".".-.- .. -"'.'-'~ •..•• ? •••••• --~.--.,.-, ... --
TEMI'EHATLlflr.:
RANGE To 200°F To 300°F
SUll'A£iLE
MATERIALS
Phosphor bronze
Music wire. chrome vanadium ,(AISI 6150). beryllium copper Stainless steel
Inconel 600. high-spend steel, . maraging steel
Inconel X750 (spring temper], Haynos 25
Inconel X750 (annealed or No. 1 temper), aged or triple treated. 5816.
Renl! 41
in terms of lime, and an estimate of the fraction of time spent at the maximum temperature is important. TIle key here, says Larson, "is for the experienced designer to put the greatest volume of material to work while providing sufficient clearance for good performance."
Operating temperature. Assuming mechanical application needs arc known, the next most important parameter for relaxation considerations is the maximum operating temperature. This is required to determine the type of
To 9000 F
Over 900" F
Belaxatton increases with temperature 18
*"
c· 10 o
.~
~
~ 8
Carbon steel
Chrome silicon
12
40
Plain springs
Shot punned Heat set
14
Exposure of 100 hr a, 100 kal
11111 I Crill I thllt IIIl1sl he used. FC\lIIOlllics piny II IlInjlll rule 1,11 the 5Clc(:110I1, ~lIys lar sun , hccnllsr till' alloys sultuhlo for the hl!;\lIcSI temperatures IlIl' usually tilt' Illost e x penslvo.
A material that seems to have the required characteristics-tensile' strength, torsional strength, modulus, and allowable stress to withstand the specified temperature and time-is selected and the first tentative spring design
is made. .
Computer programs. It is rare when the first attempt 5.1 tisfies all criteria and. although costly, COIllJlU ters do speed the interactive processes: DUI, the software . program to obtain all required' data 011 ail matcrlalsto be considered is where the rca I expense is incurred. For springs required for critical applicatious and that will be in high volume production such a program may be worthwhile. Otherwise, experience a;lfJ empirical data is the only answer.
As an example of a typical computer software program, Larson points to two large three-ring binders that hold the data for four combustion engine valve-spring materials processed five ways, tested at three .strcss levels, four temperatures, and with data points established at four separate times between one and 1000 hours. But, such a data file gives springs of exceptionally high confidence levels.
Calculated at room temperature initial stre,;~
Plain J;['lrings Shot 1H'!cl1f'd Heat set
I I
/1 I I / I / I / I
/ I
/ I
// I
// .I
/' /
/' /
/ / /
/
/ /
~
() (J
6
4
250
300
350
400
Exposure temperature, F
Carbon steel
Chrome silicon
Exposure of 100 hr at 300 F
*" c .g
. ;
'CD 0:
Initial stress, ksi-Icalculated at room temperature)
HIGH TEMPERATURE SPRINGS AND CAUSES OF SPRING FAlLURE 4
Relaxation Increases with time
Plain Chrome Exposed to 3()() F;
carbon silicon mlliaIUf~~!l. looksi .,..",.
. _-
__ -
,.>--
-- _. _-
~ 8 ..,...,.....,. ..........
- _-
g ... --
. ~ 6
~ OJ a:
12 t-
Plain springs 10 - Shot peened Heat set
'--
. ------ ..... ---_...,,;- ...... .- .....
...... --; .........
1--'-- 4F-
-
--.'---
------
2t~:--::::~::~-----------------,
O~ __ ~~~~~~I~I __ -L_LI-LI~I~I~I~!I~I __ _j __ ~~ILI~I!LD
1 10 100 1.000
Exposure time, hr
Based on such data, reports Larson, very positive design information is available that is not obtainable in any other way. For example, material exposed to various temperatures show:
)., .~
• Relaxation increases with increasing temperature III Chrome silicon is more resistant to relaxation, when other variables are constant
• Shot peening degrades relaxation resistance II Heat setting enhances relaxation resistance
~' .. '
Probably the most interesting observation .ays Larson, is that the heat-set plain carbon steel shows slightly less relaxation at all temperatures tested than does shot-peened chrome silicouc and shows "how processing can markedly affect relaxation."
If the same materials arc tested at a constant temperature but with the. stress varied, other engtnecring facts come to light. All the curves are concave upward, indicating an increasing effect of increasing stress on the resul ling relaxation. Also, the effect of shot peening on relaxation resistance diminishes as stress increases. And finally, heal setting reduces relaxation ill the case of chrome silicon by a factor of 3 at 140 ksi initial stress.
Negative relaxation. In heat-set parts negative relaxation can occur at low 51 rcsscs. Nunnally, this is no problcm , Larson points out, because stresses arc usually not low enough to produce the phenomenon. Also, applications of this type require a minimum load throughout the spring life, so a slight increase ill load in the early going is usually acceptable,
POSSibly the mostuseful manipulation of the relaxation data on valve-spring materials occurs when holding lhe stress and temperature: constant. A plot of relaxation 'is.
Effect of time arid temperature on relaxation
25- i 20l
1
15 -
Time, hr.
Remaining stress after exposure
Rene 41 compression springs
50
40
Expo,ure time, hr, at 1300 F
" ti
t
the logarithm of time generates curves that arc linear with
respect to log time in a way similar to creep rupture curves.
However, since spring relaxation generally occurs under condit ions of continuously decreasing stress-vas relaxa tion increases, stress decreases-extrapolation is not advised. This is especially so with high percentages of relaxation. And as the effect of heat se t t ing can be trrmsicnt , the rclexation vs. log time curve may show a fast increase, making an extrapolation of short-timed data quite inaccurate. But, the curve docs indicate the need to know the required "life" of the spring to make a wise choice of the flexible parameters.
There are two general applica tions that reduce spring relaxation under high temperature, reports Larson, First, if the spring is cycling continually, the observed relaxation
.. '~".
42 S!:CTION II VALVE ENGINEERING AND DESIGN DATA
will be closely related to a root-mean-square average of the minimum and maximum stress levels. For example, a spring cycling between 30 and 100 ksi would show a relaxation similar to one held at a constant stress of 80
The second effect can be more dramatic and is related D:},:: phenomenon known as Anelastic Flow. J. D. Lubahn the phenomenon in the ASM Transactions, Vol. ';'5,1)53, pp 787-838. It describes amaterial whose beJJ.:wior is neither elastic nor plastic, and in springs at con, st:ml elevated temperature, a part of the loss or relaxation can be recovered when the load is removed. In spring design, the theory can be put to practice where a spring is kept under :i small load for extended periods but .perlodically cycled under higher load. This permits a portion of the anelastic losses to be recovered during low-load periods.
Relaxation can occur in other ways as well. An unusual and difficult situation is where a spring is deflected by a dead weight. Here, says Larson, relaxation does not reduce the effective stresses and so relaxation proceeds at even higher rates. An example might be a vibration-isolation mounting for a heated device. .
A number of commonly used spring materials get at 1,r.;ast a portion of their strength from cold work induced by drawing or rolling. While the resultant strength is useful at room temperature, these materials have a. greater tendency to relax at elevated temperature. The effect, reports Larson, can be reduced by using higher-than-normal stress relief temperatures during spring manufacture.
Cold working. \V11cl1 exposure temperatures exceed 9GOop, materials free of cold working should be used. In the extreme, coarse-grained materials perform better with respect to relaxation than identical compositions having higherstrength~ but relatively fine grain, Larson states. And if the spring is an extension type to be used in a high
. temperature environment additional considerations come into play.
Here, the objective is stress-reduction, says Larson, and the spring configuration is designed for the best distribution of stresses. This can be done through properly shaping the termination or even winding in a heavier wire for the spring ends. Design of these springs also involves factors unrelated to high temperature operation. In two of them· corrosion and fatigue-the spring designer gets a break. "Most materials which perform well at elevated temperature are also highly corrosion resistant, for both properties arc in part a function of alloy content." Suitable alloys for various temperature ranges (table) bear this out.
Fatigue, although present, seems to have less effect on high temperature springs. There are at least two reasons "rrered by Larson, In general, high cycle rates are not
used, and probably tuor e important , the low design stress to hold down relaxation also reduces the liklihood of fatigue Iallure , In general this is tr uc , hut Lnrsou points to the obvious exception which is the combustion engine valve spring where stress levels are 120 ksi and temperatures reach 300°F. Yet, even here, fatigue -life Is in the·
tens ·of millions of cycles. Judicious selection of high ~,
quality materials, careful processing, and often shot peening coupled with heat setting make this possible.
Electrical conductivity, While successfully solving all >_
the other problems clcctr ical conductivity may cause a ~
completely revised analysis. Two commonly used spring alloys for electrical parts are phosphor bronze and beryl- C lium copper. They arc suitable at about 200°F and 300°F
,_
respectively, but beyond those limits, notes Larson, "we ._.
must settle for the low conductivity of the stainless and !P-
nickel-based alloys." '-
With careful attention to material, design processing and acceptance of appreciable relaxation, applications to c: 1200°F can be handled. One material, Inconcl X, shows excellent high tempera! ure performance. Here, the plot C
. is the percent relaxation vs. time on the linear scale and ,.._
can be compared with il similar plot for. ClII bon steel alld \",.".
chrome silicone. r- ·Iaxation data can be plotted in other ways, for ex- -.c:: ample as the stress remaining after relaxation vs. log time. In the case for Rene at I300"F,· Larson states that: . C
"Despite the use of an excellent alloy, deliberately graincoarsened, the results show that except for short exposure times at very low stress levels, 1300°F is the frontier ternperature for springs when using conventional approaches." The data are from a jointly conducted project hy General Electric Co. and Associated Spring Corp.
Typical problems. Larson poses a hypothetical spring problem requiring load maintenance at high tempera ture:
Design a compression spring with maximum OD of 1.150 in. and 10 of 0.850 in. that can survlne 'for six weeks at 300,F exerting at least 50 lb at a height of 1 in. and 10 Ib at 1.50 in.
A spring 1113de from plain carbon valve spring steel, 0.125 in. dia., could do the j()?) It could have mean diameter of I in., 4.4 active coilsfalld solid height of 0.800 in. If maximum stress is 100[ksi. one can see [rom the chart above that steel would lose 7% of its load over the six-week period. That would mean a loss of 5 Ib from relaxation. With the proposed design, initial loads at , in. would be 61 ±4 and at 15 in., 21 ±4. Even with the 5 ·11l loss, the spring will meet design requirements.
Now suppose the maximum load is 55±4 and other criteria are the same. Then a load loss of 5 10 is unaccept- ',,able. A 'spring can he designed of heat set plain carbon.
.. _,..;.."_._,.";...,,.._.;..,....------------ __ -----------_ ....... -_....,,
HIGH TEMPERATURE SPRtNGS ANP CAI_JSES OF SPRING FAILURE
CAUSES OF SPRING FAILURE; LISTED IN SEQUENCE ACCQRDINGTO FREQUENCY OF FAILURE
Spring failure may be caused by" breakage, high permanent set, or loss of load. Group I lists the causes that occur most
frequently. Group J[ contains the les~ frequent causes, and Group llIlists causes that occur occasionally. /
CAUSE
COMMENT
High The majority of spring _failures are clue 10 high stresses caused by large deflections and high loads. High srr es
Stress should be used only for statically loaded sprin!)s.· Low stresses lengthen fatigue life.
~------------------------~------~----.~~~--------~----~----~--------------
e, Hydrogen Improper electroplating methods and acid cleaning of sPrings. without proper baking treatment, cause s"ring ste
g Embrittlement to become brittle, ~nd are a frequent cause of failure. Nonferrous springs are immune.
~~~~~~~----~.--~~~~~~--~~~~~~~----~----~~------------~----~-----
C!) Sharp Sharp bends on extension, torsion and flat springs, and holes or notches in flat springs cause high concentration
Bends stress resulting in failure. Bend radii should be as large as possible, and tool marks avoided.
And Hole.
~-------.--------------.
Fatigue
Repealed deflections of springs, especially above 1,000,000 operations, even with medium stresses, failure. Low stresses should be used f or severe operating conditons.
Shock Loading
Impact, shock, and rapid loading cause far higher stresses than those computed by the reqular spring formulr High carbon spring steels do not withstand shock loading as well as alloy steels.
Corrosion
. Slight rusting or pitting caused by acids, alkali, galvanic corrosion, stress corrosion cracking, or corrosive atrnc phere weakens the material and causes higher stresses in the corroded area.
--------.----------------~--
Keeping spring materials at the hardening temperature for longer periods than necessary causes an undesir ac
growth in grain structure, resulting in brittleness even though the herd ness may be correct.
Faulty Heat Treatment
·Fau\ty Mater iat
Poor material conlainin·o lnclusjons, seams, slivers, and flat material with rough, slit. or tern edges causa ear ~~~~~~:.~~~~~_£l.:.oP(!:- htH"(~r'ess. and poor grain structure 8;50 result ln e sr lv failure. ================ High temperatures reduce spring .rernper lor hardness), and lower the modulus of elasticity, thereby causir
lower loads, reduce the elastic limit, and increase corrosion. Corrosion·resisTing Or nickel alloys should be use,
f-----.------------.---------
High Temperature
Low Temperature
Ternper atur es below 40'~ F leSSBJi the ability of carbon steels to withstand shock loads. Carbon srce!s hecorr brittle at -70" 1'. Corrosion resistinq, nickel, or nonferrous .a1l0YS should be used.
~ Friction Close fits 011 rods Of in holes result in a v.;oaring B'NB'{ of malarial and occaslonel failure, The outside dtat!'iett:£
o of comprussion springs expand during daltection, !Jut they bucome $11l<lllor on torsion sprin!)s.
ffi f--O-th-er------------Enlarged hooks on extension springs increase the streGS at the bends. Carrying toomuch electr ical current wi;
Causes CIJUS(l failure. Welding and $oldering trl!{lu~nlly dostroy the spdng temper. Tool marks, nicks, and cuts after become stress raisers. Deflecting torsion springs outwardly causes high stresses. WifHjing them ti8h tlv cause binding on supporting rods. High speed of deflection, vibration, and surging due to operation near natural period
of vibration or their harmonics, cause increased stresses.
Reproduced from MI L·STD·29A
. Standardization Division, Defense Supply Agency, Washington 25: D.C.
steel to hold foss to 2 lb , but tight manufacturing tolerances arc needed. Clu omc-stlicon is plain or heat set (;onlii· tions are illso soluuons if close tolerance is csseut ial.
The guidelines indicate that there are many and varied
factors that affect the design of springs for high temperature usc, but if the problem is adequately defined, answers arc available at least lip to .I200"'F.
Designing Nuclear Control Valves
The state-of-the-art of valve design and fabrication is changing rapidly. Here's the latest on materials, service requirements, quality assurance, etc.
Control valves are being incorporated into nuclear auxilliary systems as rapidly as the design and materials specifications of similar valves serving in fossil-fueled power plants can be upgraded to meet Section III of the ASME Boiler & Pressure Vessel Code.
Bear in mind that mandatory design criteria for valves and some other fluid-handllng equipment were incorporated into Section III in 1971. Prior to that, requirements for nuclear valves were specified in a less-stringent standard, Draft-Code for Pumps & Valves for Nuclear Power; which
•
also was prepared under the auspices of ASME's Boiler &
Pressure Vessel Committee.
But the group that prepared the draft code consisted
of stop-valve manufacturers and users, and many necessary criteria for control valves did not appear in that document, or in the 1971 edition of Section Ill. A result of this oversight is the relatively slow process of getting particular control valve materials accepted for nuclear service by approval of Code cases.
Design criteria established by Code cases become manda- .' tory on all valve orders accepted by ASME-certified ~uclearvalve manufacturers (holders of the "N" stamp for new valves or the "NPT" stamp for valve parts) six months after they arc published in Code addenda. Any valves or valve parts made in . accordance with Code (3SeS arc stamped with the Code-case number until the case becomes
. incorporated in an addendum.
CONTROL-VALVE APPLICATIONS
Control valves for nuclear auxiliary services usually are found in sizes from % to 4 in. (Fig. I). Pressure ratings range from ANSI (American National Standards Institute) Ch,SS-150 to ANSI Class-I 500 for nuclear Classes I, 2 and 3. Note that the three nuclear classes essentially reflect
different degrees of material quality assurance: Class 1 is the toughest, meaning materials and valves built to these standards often can be subjected to higher stress levels than the two lower classes. Few control valves. other than sampling valves and valves in special process equipment, require Class 1 certification. The numbers of Class 2 lind 3 valves used in nuclear power-plant systems arc about equal,
Large control valves. ill 6-to-12-in. sizes, generally me used 011 heat exchangers and coolan t spray headers. But there also arc a small number of ANSI Class"600 5Ic;1111- dump valves IIHlIIU facl II I cd. in 6 to 10 ill. sizes.
Globe valves [Fig. 2) are specified for nearly all principal and ixiliary control-valve services. Butterfly valves, however ,are used to control air pressure in thc containment shell, and to regulate liquid flow in low-pressure systems. In large sizes, up to 36 in. they serve in safety systemssuch as those that regulate- containment-air recirculation. For these applications, butterfly valves have emergency closure features that are designed for use in the unlikely event of a loss-or-coolant accident (LOeA).
A LOCA is considered to be the most severe credible accident that could occur in nuclear power plants. Essentially; it is a double-ended rupture of a pipe that circulates cooling water to the reactor. An accident of this type would cause a large quantity ofwa't~r to escape from the primary coolant system and enter the containment vessel, and this would pose severe environmental problems for valves within the vessel.
Nuclear control-valve desigl criteria are similar to those used for valves in fossil-firer' systems. Some notable differences: (I) Operating pressures and temperatures arc higher in fossil npplical ions, but the number of valve operating cycles is greater in nuclear systems over' the life of the plant. (2) Higher reliability requirements, contain-
The following is reprinted with permission from POJIIER Mf/~azille, October 1974. Copyright McGraw-lIi1l. Inc., 1.974. By Matthew Freeman, Amctck Inc .
. ""~'~":"'·l::;':;r.~ .. ~.!~:.~>~~;:·;:::.,:~:,,' .... :.,?-:'_.'" ... ';""'."'~"~~~.¥.i;.~!~'~~..i:~...,;:"~~~~;..;.;.,,," . .,,:.,,;,;,,,,::,;,,,,~,~~,~,,;,,:,, .......... ~~.:..t...,;.:...;:.;;_L:~_.·,:%._..;,.
... , •. : ,~,.".;.",."_''''''::'':>,. .. ,;',,:.&, . P~ .. " t4;::u'
;;:;;A
DESIGNING NUCLEAR CONTROL VALVES 4!
/
Fig. 1. Nuclear control valves tor auxiliary servlca generally are 4 in. and smaller (10111, ranging down 'to ~. -ln. $8mpllng valves (cen1,"rJ. Larger dump valves vent surptus steam 'to the condenser or errnosphere when turbina/generator load changes suddenly (right).
ment of radioactive fluids, and the radioactive environment in nuclear plants also cause some design variation. To illustrate the second point: Valves for on/off service normally are supplied with back seats so that, in the open position, radioactive fluids cannot leak through the packing to atmosphere.
In addition, modulating valves usually have two sets of stem packiug , with a leakoff between them which feeds Jnto II low .. prcssuru wasl0'fta~ ,Hfld/,n liquid collection system (Fig. 3). Thrcc-wuy valves have kakolh and double packing because there is rio way to back-seat these valves. Bellows-seal valves can be specified where fluid radioactivity is high or where a leakoff collection system is not practical. Bellows differcn tinl-pressure requirements range from very low to us high as 600 psi ina few instances.
MATERIALS CONSIDERATIONS
Several materials used fur commercial valves are not Codeapproved for nuclear-valve construction. Reasons: (I) The material may not be completely stable in its service environ. ment. (2) Strength muy dCICrioralt: rapidly beyond ccr t aln limits that might be exceeded in case of an operating acci-
, dent. (3) No adequate inspe ct ion method can insure the material's reliability.
Further, some conventional valve materials are listed in the Code only in the wrought f!lni1. Castings cannot be used, because material properties of the castings aild/or methods of inspection may be inadequate, 'or, the probabllity of pouring a defective castlng in these materials is high. ASME's rigid quality-as~lrance inspections, ,ilong with acceptable materials and ml'terial preparations for nuclear service, are given in Tables ltand 2.
Note the detailed inspcctious required on valves hlf'gcr t hau 4 In" the less-seven: inspcCtiOll OIl :2-10-4 ill. sizes, ami the absence of inspection requirements for.valves 2 in. and smaller-that is, other than those inspection procedures Iha! are followed in good commercial valve-manufacturing practice.
Naturally. the most severe Inspectioll criteria arc ror Class 1 valves, to insure the highest degree of reliability. Paradoxically, the designer may sometimes find that the material fhickness calculated to meet the lower allowable
'stress levels for Class 2 requirements may actually give a heavier part than a Class I valve with the same pressure and I<:lllpcraturcnltlng. HC:lSOll; For Class I usc, the rnutcriul has a higher allowable stress because of the more stringent inspection requirements.
B(J,dy ami bonnet materials for nuclear and commercial
41,3 SECTION II Vtd .. VE ENGINEERING AND DESIGN DATA
\
=
. ,: ... ~~
ft a
(
Fig. 2. Typical globe·valve designs used in nuclear-power applications. Small beck-sested valves general.ly are used in on/off service in sampling and other auxiliary systems (left). Valve shown has an integral Stcllitc main scat and a solid Stcllitc plug; body-to-bonnet join! is Sl~:lit't1 with i' C stainless-steel spiral-wound gasket filled with asbestos. Cage-type valve [ceruer I, with tight·shutoff feature, has balnnced constr uctton to pOlJ1li\ stable throttling at low lifts and high pressure drops. The cage is suspended from the body and accommodatestherrnal shock without overstress; ~ ing the valve. A small actuator minimizes stress on the bolts and bonnet flange during seismic shock, Note that the splral-wound gasket greatl~ - Improves the seal between body and seatover that of a threaded seat-r inq. Steam dump valve (right), also of balanced design, has flow over th;~ ,=,. plug. When valve is in closed position, that pilot also is closed. and srenrn leaking post the split-ring seal on Ihe plug build. lip fllil lino pr!1SSllr',._ . over the plug. This feature permits a relatively small actuator to achieve extremely tight shut-off. Here's how the valve opens: The actuator lifts
the stern, allowing the pilot valve 10 open and balance downstream pressure across the p.luq. When the shoulder of the pilot reaches the retair. ~ ;ng ring on the internal diameter of the main plug {now in the balance condition', the plug is lifted easily off its scat. The heavy spring above "'the pilot maintains rigidity between main plug and valve stern during blowdown. This type of valve is extremely stable when throttling higl> pressure s te arn. Reason is that the sharp edge. across which the drop OCCIl'S, allows very little plug area to be Influenced by the changin~ ~. dynamic forces. Finally. the heavy rectangular spring on the top of the cag naintains cage compression and seat-rinq gasket loading when thp linear coefficient of thermal expansion of the body material does n o t match that of the cage material .
. valves are generally the same, except that the ASME material designa tion "SA" replaces the ASTM "A" pre fix in material identity. One exception: Alloy steel ASTM A217 Gr C5 (5% Cr. \-2% Mo) is not acceptable for nuclear work, and is usually replaced with ASME SA217 Gr WC9 (2~% Cr,l%Mo).
Bolt materials do not differ except for the morc-stringent inspection requirements listed in Table 1 for Class I and 2 valves.
Trim materials. The valve plug is classified in 'the Code as a pressure-retaining par t , and must be made of Codeapproved materials-that is except for valves 2 in. and smaller. Small plugs can be made from solid Stellite and the 400·series hardenable stainless steels, in accordance with good commercial practice. Larger plugs may have a hard-faced 'inlay on the scat joint and/or gui.llng surface
of any Code-acceptable base material. In valves larger than 2-in. nominal size, Type 416·":.stainless steel is limited tt Class I use only. Thus, hardened plugs necessary for ade- ""', quate seat-joint life cannot be made of this material. Type 410 stainless steel can be used in bar form only for Class? Ie! and 3 valves above 2 in. alld must not be hardened; 17·4 Ph can be used only in w~;ught form, prohibiting its use i' '= casting parts for larger Valves.
Restrictions on the lise of various plug materials for larg valves still create some seemingly unnecessary design problems, which control-valve manufacturers are trying tc ..." resolve hy Code cases. One recently approved case, No. 1621 I is a step in the right direction. it provides exter ..".. sive rules for both internal and external parts of valves, which are directly related to valve performance. Valve con. poncnts arc divided into eight categories, depending
,\:;~. . . . '"':::::.,<:'''
.:..,> .. ::_' ..... ,,.;,..,, ........ -.,.:..:.~;.,._;..~_.' .,_". "-,,~d"(....:.;,;..:;-:l.i~.:;;..,.._~,,_~;,.
Back seating, double packing box, bellows-sealed stems are among special features of nuclear valves
Back-seating prevents iluid, flowing in a valve, from escaping in minute quantities to the ambient environment. For small vatves, the back seat usually is just behind the plug joint (point 1 in top letttigure) A vent groove Is cut In the plug at point 2 to equalize pressure above the plug. Keep in mind that the plug guide bushing can be seal-welded to the bonnet at point 3, or pressed into the bonnet. In the second appreach; dilferent bevel angles in. the bonnet and on the upper end 01 tho plug guiLle bushing (polnt 4) provide a metal-to-metal contact SOli I 1 his typo 01 sIlI,1 Is ndoqllllt(l for madera te thermal cycling condulons Any leakage between bushing and bonnet is at least an order 01 magnitude less than that between the plug and bushing at the back seat.
Back-seating 01 large valves is accornplislle'd by applying a noncorrosive andror hard-laced inlay on the bonnet around the stem (point 1 in tile top center sketch) The stem-to-plug pin must be seat-wetded at pOint 2, and lhe bonnet stem bore undercut slightly at point 3, to prevent stem binding in case 01 a slight upset 01 the seating material.
Oouble-packinq-box designs are used wilh a leakolt collection system to prevent the escape 01 radioactive tlulds (Ilgure, top rlUt,l) Ttl'.l lower ~ot 01 P~(;~I"U \)"""" ally extends 1 '.', stem diarneters. wnue tne lIPPO( set norrnHIIYI~ shorter because It must only refalr) lei.lk.a~Jti in the corlecuon system. which is only Slightly above atmospheric pressure
Benows-seateo stems arc used Ifl Vd.!\'BS handling higtlly radroacuve pr ooucts. or wh~re me tlk'-!lihqOQ of ,iJn e cctoc nt In ~t'l~ other pari of the system would expose the stem packing to highly radioactive flUids One bellows se al (figure. center "gill) uses a bonnet extension Spool piece wnnout lIanges, a dusign in which tne studs are carried from the body to the oonnat
Since the length of the bellows extends actuator height above Ihat 01 tile valve body, relatiw;ly heavy flanges and bolts are required to accommodate seismic loading stresses
Antlrotallon protection for Ihe bellows Is provided by a pin extending from each side of the valve plug. It slides in grooves provided in the valve guide bushing. Other designs prevent rotation of the bellows by ·means 01 a hex bushing in the bonnet; however. this requires atwo-piece stem.
As shown in !tHI diagram, the bellows Is wold.,,1 10 lrouisition pieces at onch lind, and ttl e lower tran~il!on piece Is we!d~ct to the stern. The entire assembly is checked tor leakage or. a mass spectrometer. Note that the upper transilion piece and bonnet extension are designed so that the former does not contact the ambient environment, thus. it IS not a pr es aure-retaininq part. This is essential, because many satIstactorv rnatori~ls lor weiding the translnon piece to tne bellows are not approved for pressure-retaininq parts in Section III of the ASME Boiler oS Pressure Vessel Code. A telltale leakoH IS provided between tne bellows and Ihe backup stem packing, so bellows Integrity can be checked penodlcally One flr-al pomt Bel· lows are Of de red agii!f\st cerlaln sit eke h;nglll~. ijn(J cycre lire ut !JIYcn pre~~uru differentials "ml temper ;'l!lIt'~ These Pil' r arne ters must be v ·e(j1l~;(1 t)y a cyclic operatlng test
So It secitlng uSInG NOfcJel rubber Inserts, IS use d t-;:)( bubt':~·light shutoff against ((jdi02C!fve €=nl,J~fOnrne()ts The insert can be mounted In u.e ~ug (figure. tower "~ht) 01 c an ~ .. ~nr.h'llIGt,led t;>" .. tween seat.rmg elements Nordel oilers less oegradat;on m r ad.cacuve environmerits th.an many orner elastorners-except polyuft:H1ane lor ex arnple Polyurethane. tlowe .... ct . IS un!20Ullalito for service rn hOI, tium,d envJfoomerdS
Fig, 3. Back seating, double packing box, beltows-sealec stems are among special features of nuclear valves.
DESIGN!NG NljCLEAR rO',JT"O.L .,
~ '" vA.LVES
Initlol mctcup pasilhnC'1 lantern glood
Transi/ion P/~~*=~:;;;:;:j:::;;;
(non-pressure rejoining porI J
Btllo",s anlifOMion pi.? in slollcd oyshin?
47
f)3 SECTION If VALVE ENGINEERING AND DESIGN DATA
Table 1. NDT material examination requirements for pressur e-r etalninq parts.
Range 01 nomInal valve sIzes
Larger than 2 In., but
ln.!" not larger than 4 In."
Class 3 Class 1 Class 2 Class 3
Larger than 4
Malerlal form Nondestructive test Clan 1 Class 2
Fo,gil1gs, bars Ultrasonic NB-2542i
Magnetic particle NB-2545
or liquid penetrant NB-2546
Ultrasonic NB-2572"~
Radiography NB-25732 NB-2573'
Magnetic particle NB-2545
or Liquid penetrant NB-2546
iVlllchined surfaces Magnetic particle . NB-2545
01. casti ngs~ or Liquid penetrant . NB-2546
Bolts, nuts, studs:
All sizes Visual NB-2582
All sizes larger Magnetic particle NB-2545
than 1 in. or Liquid penetrant NB-2.546
All sizes larger
than 2 in .. but
smaller than 4 in. Ultrasonic NB-2584
All sizes 4 in.
and larger Ultrasonic NB-2585 NB-2545
NB-2546
R
7.~
NB-2545 . NB-2545~
R NB-2546 NB-25468
'NB-2545
NB-2546
NB-2582
NB-2545
NB-2546
NB-2584
NB-2585 Thi:::: iable was developed exclusively from in1oi'mari:.)n con1a'inedin Section III or 2h~1 A5li-1£· Boiler and Pr(J~sll'e Vessel Code (1971 edition) and all addendums 1hwugtl the Wuiter 1973 Addendum. NOle that all material 'or pre9Sure rttillining parts must be axamlned in accordance with the· requirements or the material spect-
ficatlon and as specified in this table. .
I forgings or sections of 10rgings which ha v e coarse grains. or configurations which do not yield meaningful examination .resutts by uttrasonic methods, shalf be sxarnmec by radiographic methods in accordance wlttt Paragraph IX-3300 and Ihe ar-ceotar-ce standards of Paragraph NB-5320.
~' C3~~·1 1f;'i'ritic steels shall be examined either by radiographic or uttrasonic methods. or by a combtnatlcn of both methods. Ultr asonic examination shaH be tn accor~1llnco wltn F'M.1qraptl N8-2572. Casting, or secttons 01 castings which hnvQ coarse gr .. !ins. or conriguratlons wtitch do not yield meaningful examination results by ultrasonic mel hod s, shall be examined by radiographic methods.
:? Except threaded surfaces.
• Millerial shall ne ex~min.d eithp.r by rndlooraphic or ultrasonic m61llOdl. or by a COl11hln:ltion oj UII'! two m6lhod!l.
;'\ CU:ltlngfi or eectrons 01 C8.:lling:'t wnicn hav(t coarse grains. or conflQUfnnon!l which do not yield meaningful reauna by ultr asoruc e:.:amln"Hon. shall he exarnlned by radiographic metnods.
importance of function and area groupings. Special rules apply for each category with regard to materials, design and quality assurance ..
Stem packings and seals. Teflon packings arc not suitable for radioactive service, and are replaced with nonlubricated graphite or graphite/asbestos type. The scaling clement for soft seat construction is generally Nordcl rubber, which shows Jess deterioration from radioactive conditions than many other elastomer materials. For steam-Jump valves, which operate infrequently, some manufacturers use a close-fitting, long-bushing type of leakoff gland, instead of stem packing, to reduce breakaway friction.
Remember that a radioactive environment affects all
. . .
.... , .. ~.:.;..:..';.~.,;_~.:~~~:.'~:::..:.,.~;:.:.;.:.,;;;;::;! . .:.:::.:.:. •• :~::..:~;;~:~r~ .. .:.:~:~t~*·· . 7. ?'Iil'.2!:. ~~t-.~~;:..o;::,..:-_~~ . ~.
~ ; .... ~ ...... ....,.."....,. ..
"For Class 3, the allowable- stress values given In Tables 1-7 .0 and 1-8.0- (Appendix I) do not Include-· 8 C8!;ting Qu:.lity factor. Cast pr oducts mp",UnQ the requirements of ParAgraph NC·2570 .haJI rf'C',,'vft PI CMI!rlgQUllllly fActor of 1.00. Olhf'lr (,"MUng Quality Iactors shall be in accordance with the following· Vi~tltd examinatlon. ouallty tactor ot 0.80: magnetic partlcte. consult paragraph N!3·2545. Qllill1ly tactor 010.85: liquid penetrant, consult paragraph NB-2S46. Qualily faclor of 0.85: radiography. consult paragraph NB-2573. quality factor. of 1.00: ultrasonic. consutt paragraph NB-2572. Quality hclor of 1.00: magnetic par1icle' or liquid penetrant plus ultrasonic or radiography. consult applicable paraqraphs NB-2545. NB-2546. NB-2573 and 'or NB-2572. respectlvety, quality rector of 1.00.
T Welding ends of cast valves shall be radiographed tor ;J minimum dis!;lT"lce nf 1 t (t is Ih9 dn~i9n section thlckno!;~ of 'h~ wetd) from tho fln:ll \'I.'t'ltjllqJ end
II As an nnernattve to perrcrrolno those examinations, It 19 pennbsib!o to use a valve which haft Ihe pressure raling' al oesign temperature adjusled by applying a 0 70 Quality Iactor.
~ At present, tntw"e &(6 no nond~9'rlJr,five materiAl examination rl!quin~rnanl~ 'or '.'Vfl. 2 in and om.llm
II) PffHllllUre rf?tll;nlng wt'lds In VlllVfHt IAtg~r !tmo.-1 In Bhnll l)~ in~pf:>!'!I~d hy rnAg netic parttcle, dyo pene-lrAnf 0' radjogrnphy AS dR!J.(~rlbE'l~IIl~Pmn9rn.ptl ND r.?;lO ln-
spection reouirements are described in ParagrRph NS·53(')"O .
elastomer and plastic componen ts to varying degrees. Therefore, it is the responsibility of the user to 'change thc., parts during regular 11l;}~ltcllallce periods as determined by the conccnirationzif radioactivity at the valve location and the total time o/'cxposure. Replacements are made ouf he basis that enough operating life must always be present to sustain the high amount of radioactiviry that would be released in case of a LOCA.
Repair welds ill bodies and bonnets for valves 2 in. and smaller are examined in accordance with commercial material specifications; valves over 2 in. are checked by mugnctic particle or liquid penetrant, as indicated in Section ll l, Excessive depth of repair in a pressure-retaining part for
,
,
,-
DESIGNING NUCLEAR CONTROL VALVES
Malerlal
Table 2. Trim materials generally used in power plant service.
Nuclear valves'
CommercIal valve. Forged-ASTM A 182 G,' F316 8ar-ASTM ~75 Ty 316 Casl-ASTM A296 Gr CF8M Forged-ASHI' A182 Gr F316 Bar-ASTM A275 Ty 316 Ca.st-ASTM A351 Gr CF8M
17-4 PH plug (H-900Bar-ASTM A564 Gr 630
condition)
Cast~ACI CB-7CU Usually 316 stainless base material with Stellite-S seat Joint Inlay
440-C stainless plug Bar-ASTM A276 Ty 440-C
440-C stainless 8ar-ASTM A276 Ty 440-C or
seat ring 316 stainless base material with Stellite-6 seat joint inlay
316 stainless plug
( "\ .I
316 stainless seat ring2
Seat ring used
with 17-4 PH plug
410 stainless plug Bar-ASn..i A276 Ty 410
Cast-ASTM A296 Gr CA 15
410 stainless Bar-AST~'1 /<.2?6 Ty416
seat ring Cast-ASH..! A296 Gr CA1S
416 stainless plug
. Bar-ASTM A582 Ty 416
. Solid 51e1l118-6 plugs and small quick-change seat rings
Casl-·AfSI416
Bar or CMI-Slellil&.-6
Forged-ASME SA 182 Gr 316 Bar-ASME SA479 Ty 316 Cast-ASME SA351 Gr CFaM Forged-ASTM A182 Gr F316 Bar-ASTM A276 Ty 316 Cast-ASTM A351 Gr CF8M
Bar-ASTM A564 Gr 630 generally
is used In all classes of valves 2 In. and smaller'. It can
be used in Class-t valves
for sizes larger !han 2 in. (see Code Case 13$8-1).
Cast- .....
Usually 316 stainless base material with Stelliie-6 seat Joint inlay
Baf- .....
Bar-ASTM A276 Ty 440·C or 316. stainless base material with Stellite-6 seat jOint inlay
.'
Bar- .... 1. ASME SA479 Ty 410 may be used In Class-Z valves larger than 2 In .. but In the annealed condition only
casr-. ....
Bar"":'ASTM A276 rv 416· _ Cast~AS TM ;,\296 Gr CA15 ',' .. '
Bar- .. _ .t. ASTM A582
Ty 416 may be used
10 Class-1 valves tor sizes larger than 2 in. (see Code Case 1334-2).
Cast- ...• 1
Bar or Cillll-Stolille-6l. ... '
Sleillte-8 may be used as an lilray only on plugs of valves farger than 2 in."
'Materials not II. ted In Ihe Cooe can t;e used k>r piul)s III "aN&5 2 III and smaller (5'.61971 Winter Addendum). Thus hardened m .. t8ri.l~ maV t;e used in tl>e..,.i,e. Mly For valV65 large, than 21n. hard-laced seat joints may be.aoplied to Code-appro\ied base m4t&f'iats Smce tha ",,"vg i$ • pre-asuf&-tela.ining part, valves larger Ihatj)2 In. must be made 01 Codc·accepta~(I: m.alC!(ldl ;So6al rlf\.(tS &fa not J.p&Cili&d in th~ Code its pH~&.sura-re~.lning p~rti~GOOd d6elgn
pracnce would 'mit qUlck·change Slelhte '&l1S to 2., t
valves larger than 2 ill. requires radiography and documentation of the repair. Weld-repair restrictions, radiography, and the documentation involved with the use of castings has influenced some manufacturers to offer forged valve products in sizes through 4 in. (see notes 1-8 in Table 1).
ENGINEERING REQUIREMENTS
Nuclear valves, like those used in fossil-fired stations, are designed to operate safely and meet performance specifications under both 'normal and abnormal service conditions , Nuclear design criteria, however, usually are more stringent.
For example, seismic forces are normally specified at a higher acceleration or "g" level (3-g horizontal, 2-g vcrtical), and stress calculations often dictate heavier bolts and bonnet flange, depending on the size of the actuator and its extension.
With respect 10 seismic design critcria , present practice of most architect/engineer firms is to permit. in the valve specification, a static analysis to prove that the resonant frequency of the actuator is above 33 Hz. If it is lower, a dynamic analysis or vibration test must be conducted, because of the high stress imposed by higher amplitudes of vibration. Since <;lynamic analysis requires an· extensive
. computer program and is costly, most pneumatic diaphragm
50 SECTION!I VALVE ENGINEERING AND DESIGN DATA
actuators are designed to have a resonant frequency above 33Hz.
Vibration shaker-table tests, when used, usually are conducted on the actuator with auxiliary components, to simulate the worst-case condition. The valve body can be included in the test, at added expense (because of the greater weight), but it is so rigid that little useful informa'don is obtained.
Auxiliary components generally are given a vibration test in the x, y, and z planes by their fabricators, and are certified to the valve manufacturer as meeting ASME requirements. Often, during a test of the complete actuator and auxiliary components, both air and electrical signals are imposed to check operations of the combined system. Some specifications even require the valve to stroke with the-actuator .displaccd to its maximum amplitude.
II
10
u 9
"
~ 8
u
'" 7
u
.,
'" 6
.i1
] 5
_g 4
I
'"
" $~rYiCI!
::i< :3
u \ \ TFE packing
0
a.
2 \
-,
<,
<,
'- ...... -
·0
a 0.1 0.5 Allowable leakage through the plug-to-sent joint often is specified, by the architect/engineer, at a very low rute ; hence, it may involve (he application of a higher-thannormal plug-seating force, to insure valve tightness. Calculations must be made to insure that the large actuator does not generate excessive seismic stresses in the bolts or bonnet flange: The actuator can be braced to adjacent
piping if necessary. . .
Also, specifications often indicate the amount of leakage' allowed from the back seat, and the customer may even ask for leakage rates from the stuffing box as a function of packing tightness and valve hysteresis. Figure 4 shows how much leakage can be expected from a typical stuffing box for graphite/asbestos packing in nuclear service. TFE packing is not used because radiation causesit to deterio. rate. Chart shows that TFE h:1S :1 much lower coefficient
",--,,,tn."'''' serv/c« grap!li!, asoestos neWt/brie'alu! packings
On/off-r-I I I I
1.0
1.5
2.0
Volv! hyslere$is -octualor dead bond in psi
Fails ctosed
Fig. 4. TFE packing, normally supplied in nonnuclear service, has a low coefficient of friction against the valve stem, and seals tighter.
...
. .
FOils open
for a given hysteresis than nuclear graphite/asbestos packing (top). LOCA's affect on a diaphragm actuator is shown below.
1",..- ..
f-.
--'~,,~
If k...
(
',
(
( \
I'
I ~
f
.r
s'~- r
g,
l~
1-
.t (
of friction against the stem, and seals more tightly for a given hysteresis. For an ,on/off valve, hysteresis is not critical, and leakage can be reduced by increasing packing tightness.
Note that special forms of all-graphite ribbon packing are being \used successfully to achieve low leakage rates and rninimurn hysteresis. Most types of ribbon packing have a high initial hysteresis (3-4' psi), and require about a' 500-Str.oke break-in period (at operating pressure) to achieve 0_25-psi hysteresis, the preferred maximum for good throttling service. 1I0t break-in is preferred.
Loss-of-coolant accident. Calculations show that, under
, LOCA conditions, con talumcnt pressure can reach 50 psia in .as little as 10 sec with containment temperature reaching 300° F. Emergency cooling systems arc designed to lower this temperature below about 200°F within 30 min: the remaining heat decays at a much slower rate.
Valve actuators and auxiliary equipment ",!11 be affected adversely by this,' sudden change in the ambient environment, jf they are not properly designed. A typical diaphragm actuator illustrates this 'point (bottom diagram, Fig. ,4). The 50·:psia ambient pressure enters the actuator case through the spring-barrel vent. If-the valve is energized with a lower con trol-uir pressure Oil the diaphragm, the buildup to 50 psla will overcome this opposing force and aid the spring in its action to stroke the valve. (The con trolair signuluonuully varies from 15 to 45 psia.) III the case of a reverse actuator (Ief't), this overpowering action would close the valve, while for ,the direct actuator (right), it would open the valve,
A pressure differential across the diaphragm in the wrong direction tends to pull the diaphragm from under the stem.hold-down washer. A larger plate washer normally would be .require d to insure continued operation without leakage. Most valves, however, would be de-energized at the onset of a LOCA by their three-way solenoids, and thus the post lila ted d iaphragm movemen t would no, occur. Shifting the solenoid to the vent position by de-energizing its coil allows air to leave the diaphragm case faster than ambient pressure builds lip 011 the spring-barrel side, because there is a volume differential.
Bilt realize that venting is only partial, because the LOCA ambient pressure soon enters the solenoid vent and contracts the diaphragm C~ISC where it balances pressure across the diaphragm. Valve-stem position then is COIltrolled by the spring and the valve fails closed in the case of a reverse actuator and fails open in the case of a direct actuator. There may be a transient pressure differentia! across the diaphragm before final equalization because of
'volume difference, solenoid capacity and/or vent-hole
DESIGNING NUCLEAR CONTROL VALVES
size, etc. but this differcucc is not greater than the spri force, and valve strokes in the correct, direction.
The LOCA peak temperature is short-lived, and them deterioration of elastomer materials is not a very importa factor. Pressure and temperature tests conducted at fila: . mum LOeA conditions for 30 hr show that Neopre: diaphragm material .with a rayon Insert will withstand tl thermal cycle and operate the valve properly.
Valve-position indication switches .liave prescn ted son problems with respect to electrical shorts in the h igh-mo: ture LOCA atmosphere, and temperature has had son effect on plastic switch mountings. These problems, hov ever, have been resolved with improved equipment.
The valve-design specification, which is prepared un signed by a registered professional engineer, indicates sc vice conditions and ambient environment for each conl rr valve. Unusual operating conditions and performance dUJ ing a LOCA are often specified, as are auxiliary equiprnen functions and the timing of valve operation.
For Class I valves, the number of operating cycles, pres sure and temperature peaks, and the rate of change of thesi variables over the life of the valve must be provided by the purchaser. These data 'allow the manufacturer to calculate fatigue stresses that must beIncluded in the detailed desigr report tha t is required by the Code for valves 4 in. anc larger. Specification also describes the Code-acceptable rna terials de sired for the pressure -retuining parts=bonnet body, bolts and valve plug (in sizes above 2 in.) Other information in a typical spec is outlined in Table 3.
MANUFACTURING AND Qf-\.
After a valve manufacturer accepts an order, he submits his procedures for quality assurance, inspection,' cleaning and testing which were prepared in accordance with the specification. They must be approved and/or negotiated (0 resolve differences of opinion, Once the procedures are approved by the customer, an inspector from an ASMEauthorized inspection agency reviews the contract to insure conformance to Section II! and assigns inspection hold points.
Next, the manufacturer's quality-assurance stall reviews material-purchase orders and clears thcrn fOJ placement. Note that orders have ASME matcriul designations when placed with a vendor having an NPT stamp. The vendor is responsible for conforming to the Code and for furnishing the required material identity and physical and chemical test data. If the order is placed with a vendor who docs not have an NPT stamp, then these requirements must be included in the purchase order, and the vendor's facility
SECTION II VALVE ENGINEERING AND DESIGN DATA
Tabla 3. Prepare your valva design specification thil way.
SEictlen 1: Scope of work
Indicate equipment and .servlces to be furnished ·by, the manufacturer, equipment. <lndsor.v)CE!$;t!> be:f)Jr'nisredbY,o'tners and, .. InlormaIl91"1'~reql!l(ed with)'h~ pioposnl. ;' .. :,.,
. " .'. _,'. . '.
·30')<'::llon 2: Applicable documents'
Attach referenced documents if available; reference documents not attached.
Section 3: Design requirements
Provide applicable design parameters, requirementsand drawings.
Section 4: Manufacturing requirements Specify pertinent Information related to manufacturing releases, fabrication,'heat treatment and cleaning,
Section 5: Quality assurance provisions Indicate manufacturer quality control requirements, nondestructive testing requirements, functional tests and quatitlcatlon tests.
See lion 6: Preparation for shipment Deserlbe method of component identification, .as well as cleaning and packaging requirements.
Section 7: Special requirements
Specify spare parts, instruction-book requlrernents, time of shipment, exceptions 10 applicablE! documents and In-servlce-ln-
specttonrequlrements. • .
.:' ,
. '
., .
:.: ":,"
and material-control procedures must he approved by I he valve manufacturer after a physical inspect ion of the vendor's plant.
When all valve parts arc completed, they are laid out for assembly and inspected. Parts then arc .clcuncd anti assembled in .a clean room. The lead seal cOIJ11H0I)ly·used Ii, commerctal service 1.0 seal the seat ringto the body cannot be used .or nuclear valves, because of (he 'long hrilf~life of the heavy-metal constituents of this viscous seal. Silicone sealantscannotbe used either, because they decompose in radioactive environ men ts and lose their scaling capability. A suspension of graphic in isopropyl alcohol has been used . effectively, but in the newer valve designs, the cage holds down the seat and . seat-to-body seal with a spiral-wound gasket, creating a tight joint without sealant.
Standard valve test, The manufacturer often conducts his own test and inspection of the assembled valve in the. presence of the customer's inspector. This usually involves a body hydro test, tests for seat leakage, packing tightness, hysteresis, and stroking lime, and a review of the speciflcalion with respect to valve's required performance.
Performance testing sometimes is required on certain - types of valves. Pncking and hack-scat leakage also arc checked often. Bear in ,;,i11d that it is practical to check packing leakage volumetrically on production valves only if they have leakoff connections. Back-seat leakage is so small that it must be checked by the soap-bubble detection method around the valve stem. 1f 110 bubbles are visible, leakage is less than I X 10"·' cc/sec. RGS
Editor's note: TMs chapter was prepared while the author was affiliated with Masoneilan International Inc .• vhiclt supplied the photographs am) artwork.
r \:.
C) ~
c)
~
o
Design Considerations for One= and Three-Piece Ball Valves for lJse with' Dry Chlorine
Although ball valves have been used in dry chlorine service .for some time, the three-piece' ball valve is beginning to make its appearance more frequently. In the past, it was a good practice to purchase a ball valve with an integral body, that is, a valve body that is in' one piece.' The obvious reason, of course, was that a one-piece body eliminated any additional leak passages. But because of newer technlquesin sealing taken from the cryogenics industry, threepiece valves arc now becoming more popular. This phenomenon is due to one major advantage, repairability. 'Of course, there arc other advantages as well, such as making the valve from bar stock materials, which generally provides better integrity, and facilitates the purchase of materials that arc normally more commonly available. In bar stock versions of chlorine valves, rupture strength may be in excess of 20,000 psi, which.makes them very attractive for this ty'pe of service, especially where product liability or other stringent service requirements or specifications are to be met. In addition, when flange valves arc used and repair is needed, .the body may be removed and replaced at a much lower cost. The same applies to the damage of threaded or butt welt! end caps. Another advantage is that the end cap may be made in 'wo pieces; the bolted section may he made from carbon steel. and the threaded or wetted IHlI Ilon of the end cap may be mado or Illlilodal NrldillS l lnsrolloy He", p.ivillf( the V\'III!.'1
u greater price advantage because nonwct tcd parts do not have to be fabricated from expensive materials (sec Fig. I).
What makes a chlorine system so complicated is that chlorine reacts differently with so many combinations , of materials.
Lot's dctcnuinc sonic of the properties that make chlorlne 11 plollklll ill'lllutelillb selection. Although chlur lnc is noufhuumuhlc and 1l1)IICXI'I'lsive in both gascous and 1 liquid states, chlcu lnc Ilke uxygeu , is capable of slI]lpilCtillg combustion of certain suhstuuces. Most organic chemicals
." , ,i.
react readily with chlorine=in some cases with explosive violence. Chlorine unites, under specific conditions, 'with most of the elements; these reactions may be extremely rapid. For example, at its boiling point, chlorine reacts with sulfur. Mixtures of chlorine ana hydrogen composed of more than 5% of either component can react' with explosive 'violence, forming hydrogen chloride. Chlorine reacts with various mixtures of chlorarnines, including the explosive nitrogcn frichloride. These are only a few
of the reactive materials." ,
Below temperatures 'of 2300r, the maximum temperature at which chlorine is normally handled, steel, iron, copper, nickel, and lead arc among metals resistant to dry chlorine in the liquid or the gaseous state. Dry chlorine is defined as chlorine that contains no more than 150 ppm water. Moist or wet chlorine liquid or' gas i's defined as chlorine containing more than 150 ppm water (by weight). Nickel and certain nickel alloys resist corrosion to dry chlorine at temperatures of 600 to lOOO°F. Very small amounts of moisture mixed with chlorine from hypochlorous and hydrochloric acids, which arc quite corrosive to most metals. Tantalum and titanium resist attack by moist (wet) chlorine. Tantalum is not affected by wet or dry chlorine at temperatures up to 250°F, but, peculiarly. titanium can burn in dry chlorine. Silver and platinum Ic~hl the nctlon Ilr wet chlolillr gas (";lilly well, alollg wilh cet tuin nonmetals such us polyvinylidcuc Iluorklc '(l'Vl.lt'). Glass or glass-lined, steel valves, and so forth, have proved serviceable at temperatures of 200 to 500°[>'. Dry chlorine reacts with aluminum, arsenic, gold, mercury, t clluri urn, titanium, and tin. Potassium burns in heated chlorine gas, and carbon steel ignites at 4H3"F. (:ld()rinc reacts rapidly wlth 11l0s1 motuls lit clovutcd t('lllpClallllL'~, !lnd w;IJ.'I" ;\! even It'lWCI" tcmpcruturc if the metal is ill wire or sponge fOllll: III dr y chlorine se rvlrcs .: there H,It.: llllCl!hll~k services for ball valves, as Icq\l'ired by 't1le' Chlorine lnstltutc ill
53
' ,: :
54 SECTION II VALVE ENGINEERING AND DESIGN DATA
Fig. 1. Courtesy of Oynaquip Controls, St. Louis, Missouri.
'--.s
Chlorine Institute pamphlet (, lTahlt' 1). The Ilrst requirement is for ) 50 lb service for gus ut pressures of - 30" W.C. to ) 50 psig , and II temperature range of -20 to 100°F. The second requirement is for 300 Ib service, gas or liquid, at pressures of --30" W.C.to'JOO psig and tcmperatures of ~20°F. The third requirement is for pressure with a minimum of 300 psig and a temperature range from ~80 to 20QoF.
In many cases, valve failure occurs because of improper analysis. of the chlorine system for which the valves are to be used. The applications engineer must determine as ' much as possible about the type of system he is confronted with. For example, he should find out what thenroisture content is, at the points of valve installation, Since this may vary throughout the system, he should also determine the temperature ranges that the valve wiIlhe exposed to, and the re of change of any temperature variations. Rate
. of temperature changes, in many valve designs, may cause a high rate of leakage until the valve stabilizes over a long period of time. If this condition exists, a valve must be designed to meet this particular situation. Another situation quite often encountered is that the valve must handle two extreme pressure conditions. For example, when a valve must operate when chlorine is in II liquid sin te, and when the chlorine becomes gas, expansion occurs andpressure increases drastically. When liquid chlorine becomes a gas, severe stresses may be encountered at the .vnlve, unless excessive pressure is in some way relieved, or the valve shell is designed to meet those conditions. Table I will give you a general guide for ball valves, to be used in a dry chlorine system, but in no way alleviates the engineer's responsibility I'll I material selection f'(Jl each system. For other materials, such as Carpenter 20, consult the manufacturer.
REFERENCES
1. Chlorine Manual, 4th cd, The Chlorine Institute, Inc.
2. Handbook of Compressed Gases, Compressed Gas Associations, Rheinhold Publishing Corp.
3. The Chlorine Institute. Inc., Pamphlet #6.
~~() fli\O ,~()
t:
'I";'
, ,_.
DESIGN CONSIDERATIONS FOR ONE· AND THREE·PIECE BALL VALVES FOR USE WITH DRY CHLORINE 5E
Table 1. Dry chlorine ball valves per Chlorine Institute pamphlet 6. (This is to be used only as a general guide.)
Specification 150# service gas 300# service gas or liquid 300# service liquid
Pressures -30" w.e.to 150 psig -30" W.C. to 300 psig 300 psig max
,
Temperature ··20"F to +l00·F _20· FlO +200· F _80· F to +200° F
Moisture content -
Up to 1 y," threaded or Up to 1 y," threaded or Up to 1 ~~ .. threaded 01
, Size and Type Ilan\.loo. 2" ANSI flanged. 2" ANSI !lunnod. 2" ANSI
.' flunged only unless flanged only unless flanged only unless
otherwise ordered. otherwise ordered. otherwise ordered.
------ ----------_.- ------
MATERIALS
---""0"·;:"":0 ",,' 1 weB C .. bo",,,,' ___ ---------------
Body 316S5 or Monel
0·20 ppm .-------------
Ball and stem Monel Monel MOlle! or Hast ellov C
- - -------
Body WCB Carbon steel WCB Carbon steel 316SS Monol or
20·50 ppm Hastelloy C.-
Ball· and stem Monel or Hastelloy C Monel Dr Hastelloy C . Monel or Hastclloy C
Body Monel or Hasrellov C Monel Dr Hastelloy C Monel or Hasretlov C
50 ppm and up
Ball and stem '. Hastclloy C HastelJoy C Hasrellov C
Seats: packing, and Virgin Teflon (TFE) Virgin Teflon (TFE) . Virgin Tellon (TFE)
O-rings are Virgin Teflon If ,
'" /
Pressure and Temperature Requirements.
Pressure und temperature ratings for the pressure containment parts have been established for the more common materials by the American National Standards Instltu te (ANSI). Other materials may be used, but are generally confmed to the materials and allowable stresses listed in Section VIII of the American Society of Mechanical Engineers, Boiler and Pressure Vessel Code.
The recommended materials for specified physical and chemical requirements are given in standards established by the American Society for Testing and Materials (ASTM). His considered good practice, especially for the pressure containment parts, to specify materials by the proper ASTM designation. Table A lists the more popular pres. sure containment materials and their respective ASTM specifica tion designat ions.
Control valves are used in services with a wide variety of temperatures. Table B lists valve body (pressure containment) materials with their respective upper and lower temperature limits.
Since most materials have a reduction in allowable working stress at elevated temperatures, the pressure-temperature ratings must also be considered in choice of materials. These are tabulated for cast iron (Table C), ductile iron (Table D), steel and steel alloys (Table 2), and bronze (Table E).
Control valve body bolting materials are selected on considerations of strength and temperature. Table F indicates materials used for stu Hlng box, bonnet, and bottom flange bolting for various tempera lure ranges.
Selection of Valve Materia.ls for Design and Appucattons
The material used in construction is of the utmost importance in control valve selection, since control valves are called upon to handle all types .of fluids, from clean dry air to corrosive chemicals at temperatures ranging from ncar absolute zero to well' above I OOO°F, and pressures from near a perfect vacuum to 50,000 psig or higher. Many materials can be used, and some services require the usc of exotic alloys and metals-to withstand corrosive fluids. However, since the majority of applications arc relatively noncorrosive and at reasonable pressures and temperatures, cast iron and carbon steel are the most common valve body materials.
Most 'control valve materials can be placed in two categories:
1. The pressure containment mafer·jai.$· for the valve body, bonnet, bottom flange, and' bolting.
2. The valve trim materials for the valve plug, seat j iug, cage, valve stem, guide bushings, and packing box parts.
MATERIALS FOR PRESSURE CONTAINMENT PARTS
The selection of materials for the pressure containment parts is primarily dependent upon the following conditions of the fluid media: pressure, temperature, corrosion properties, and erosion properties.
Sometimes a compromise must be made in material selection. For example, a matcrlal with good erosion resistance may not be satisfactory because of poor cerrosionproperties when handling a particular fluid.
56
Portions of Chapters 9 through 13 were extracted from the Instrument Society of America Handbook of Control Valves, 2nd ed., by I. W. Hutchison; authors C. F. King, E. L. Dixson, and D. J. Gaffney of Fisher Controls; and ANSI D16.5 1977, D16.24 1971, 831.1 1973. With permission.
._;
((~'
_/
-.--------------------.-----------~-----~....,.._..,..,...,.,.,~~."..,..
General Classification
Cast Iron
Ductile Iron
Carbon Steel
Carbon Steel (Low Temp) Carbon Moly
I-II" Cr - I/:.! l\lll 2-1/4 c-. I l\"lo
5 Cr- 1/2 Mo
9 Cr - 1 11.-10
Type 304 Type 347 Type 316 3-1/2 Ni
Aluminum
. Bronze
Inco nel
Monel
Hastclloy B
Il uatelloy C
Tltunlum
Nickel
Alloy 20
SELECTION OF VALVE MATE:RIALS FOf! DESIGN AND APPLICATIONS
Table A. Valve body (pressure containmimd materials.
Applicable .Materiul Specification
Forgings
.'
Castings
ASTM A126
ASTM A395
ASTM AI05
AST!v1 A216 Grade WCB
AST!,! A350 Grade LFI & LF2
ASTM A352 Grade LCB ASTM A217 Grade WCl
ASTM A1B2 Grade Fl
A.S'I'MA182 Gr ad e Fll
AS1'I\'1 A217 Grade WC6
ASTl\1 A IIl2 Grade 1-'22
ASTM A217 Grade WC9
ASTM A 182 Grade F5a
AST1I.·1 A217 Grade C5
ASTM A 182 Grade F9
ASTM A217 Grade C12 ASTM A351 Grade CF8 ASTM A351 Grade CF8C ASTM A351 Grade CF8M AST!1'1 A 3-52 Grade' LC3 ASTM :826
ASTM A182 Grade F304 ASTM A182 Grade F347 ASTl>.l A182 Grade nI6 ASTM A350 Grade 1,1<'3
ASTl\! 8247
AS'!'!,,) B6l A81'1\j 1362
ASTl\! 13166
AS'!':"I B381
AST1! A296-[\·1:15
A8TM A296-N-12M-l ASTM A49'~ (eW-12M-l) ASTIvl B3G7
ASTl\,! A296-CZ-l 00
ASTM A.296-CN-7M
• 'Stnndtlrd:t lind fflnttJrlals oru conltiJrltly bninu (uvlso(j and uPOfudud. 13u $uru tlwt tho lutu s t bpudfll:utioll ur st andur d I; u sad. Tho stalldard, or 'PQcltlcotlons In thi. Book uru only tor gonlJrol r o lerunce.
Court osv of l ns tr u me nr So clo tv of Arn er+ce , 2nd Edition Handbook of Control Valves.
58 SECTION II VALVE ENGINEERING AND DESIGN DATA
Table S .. V~Ivo body material temperature limits degrees f.
( )
III aterial
Lotocr tj7per
()
Cnst Iron ·20 410
Ductile Iron -20 650
·Carbon Steel (Grade WCB) -20 1000
Carbon St~1 (Grade LCn) -50 650
Carbon Moly (Grade we I) -20 850
1-1/4 Cr- 1/2 Mo (Grade WCG) -20 1000
2·.1/4 Cr· I Mo (Grade wcs ·20 1050
5 Cr - 1/2 Mo (Grade (5) -20 1100·
9 Cr -1 Me (GradeCI2) -20 1100
Type 304 (Grade CFB) -425 1500
Type 347 (Grade CF8C) -425 1500
Type 316 (Grade CFBM) -425 1500
3-1/2 NI (Grade L(3) -150 650
Aluminum -325 400 .
Bronze -325 550
Inconel -325 1200
Monel -325 900
Hastelloy B -325 700
HastclJoy C -325 1000
Titanium 600
Nickel -325 500
Alloy 20 -50 300
• The carbon phase oC carbon steel may be converted to graphlte upon long exposure to temper; atur es above 775· F. (Check appl!-' ble codes Cor maximum temperature f.allng oi various materials. )
Courtesy of l nstrurnent S.ocieW of America, 2nd Edition Handbook of Control Vnl.ves.
,0
()
1251b 250lb
ASTM A126 ASTM A126
Temperature Class A Class B Class A Class B
Degrees F. Sizes Sizes Sizes Sizes Sires Sizes
1-12 14-24 30··48 1-12 14·24 .'10-48
-20 to 150 175 150 150 400 300 300
200 165 135 115 370 280 250
225 155 130 100 355 270 225
250 150 125 85 340 260 200
275 145 120 65 325 250 175
300 140 110 50 310 240 150
325 130 105 295 230 125
3501 125 100 280 220 100
1375 265 210
4002 250 200 Table C.' Pressure-temperature ratin!lsof cast iron pipe flanges and flanged fittings. *
I:I"-J. tll
All pressure ratings given in l'SIG. Allowable pressures may be interpolated between. temperatures. ~ 3!i3 F (rn nx) to reflect t"mperolllre of antu rated stcnm (II 125 pslg.
-40(l F (m n x ) to reflect tcmp er ntu ru of s ntu rntcd Hll'lIm III UiO pNIH.
Note: Class A Cast Iron - 21,000 psi min. tens lie strength
Class B Cnst Iron- 31,000 psi min. tensile strength
tJ 'to ~) t(J ib f(J
~ ~O
~CJ J: ;C)
ft.:,
LH v ! [,{,ATIONS: 250 lb. - when used for liquid service the tabulated pressure-temperature ralings in sizes 14 in. and larger are applicablr to 250 lb. flanges only a nd not to 250 lb. fittings. (Consult rn anufncturer for ratings of valves 14" and larger).
"Extracted from ANSI Standard Cast Iron Pipe Flanges and Flanged Fillings (ANSI 1116.1-1967). with the permission of the publisher, the American Society of Mechanical Englncers, Unitcrl Enginccrlng Center, 345 Enst 47th Street, New York. N. Y. 100 p.
G)
'iij'o'-; 'Ii
:~ -'
)
(
(
! r :
I~·
._'
.SELECTION OF VALVE MATERIALS FOR DESIGj\J AND APPLICATION
Table D. Pressure-temperature ratings for nodulariron components manufactured in compliance with ANSI B16.5.
Type of Flange
sen.t,» T'em p erutu r« IJ4'jf ret's f~
15C1 lb. Sud
;JOO /I,. Steel
-20 to.IOO 150
200
250
300
350
400
450
500
550
600
650
220 2001 192 180 168 156 144 132 120 112 104
96
576 568 560 552 544 540 532 520 SOD 472 '144 412
600 lb. Sleet
1000 1000 1000 1000 1000 1000 1000 1000 1000
944 888 824
Cast Nodular Iron Must Conform To ASTM A395.
Pressure ratings In this table are 8m. of those in ANSI BI6.5-1968 for carbon steel.
t Ext r acted In pact from American Natlo nul Standards Institute "Standard Code for Pressure Piping, Power Piping," ANSI 831.1-1973, with the permission oC the publisher, The American SocIety of Mech anlcal Engineers, United Erig lnee rtrig Center, 345 East 47th Street, New York, N.Y. 10017.
CUlInUIiY ot Irl:itrUIHont Soduty of Arnurf c n, 2nd Ecn t lo n Hdnduook of Control ViJlvu~.
Tabla E. Pressure-temperature rs lings bronze flangos und flanged fittings·, * 150 and 300 Ib
,..... .. _---_._---- .. "._. r-.------ .. --_ .•.. _-_ .. _
Pressure Temperature
Material psi . Deg. F
(Max) (Max)
ASTM B62 l 150 406 I
225 150
I r)() II> ... --.~.---.------. -----.-. -.----~--
ASTM 1361 160 BOO
225 150
A~'TM B62 300 422
500 150
300 Ib -.------ -_._--
A6'TM B61 300 , 550
500 150
.-----.-.------. • Ext ructed from Amer icun Standard Bronze Flungns and Flanged Fillings, 150 and 30b Lb (ANSI B 16.2·1· 19711 with the permission of the Publisher, The American Society of Mechurucal Engineers, Un it ed Engineering Center. 3·15 East 47th Street. New York 17, N.Y. 10017.
.'
GO SECTION II V,J;'LVE ENGINEERING AND DESIGN DATA
Table F. Valve body bol~ing materials.
Body Materials Temperature
Degrees F.
Cast Iron -20 to 410'
Ductile Iron ·20 to 650
Carbon Steel (Grade wcm ·20 to BOO
Carbon Steel (Grade LCB) ·50 to 650
Carbon Moly {Grade Well .. 20 to 800
801 to 850
1% c-. Y.1 Mo (Grade WC6) ·20 to 800
801 to 1000
2t~ Cr - 1 Mo (Grade WC9) -20 to 800
801 to 1000
1001 to 1050
5 c-. \0, Mo (Gr-ade C5) ·20 to BOO
BOI to 1000
1001 to 1100
9 Cr - 1 Mo (Grade C12) ·20 to 800
801 to 1000
1001 to 1100
Type 304 (Grade CF8) -425 to 100
100 to 1500
Type 347 (Grade CF8C) -425 to 100
100 to 1500
Type 316 (Grade CF8M) -325 to 100
100 to 1500
3V~ ?'Ii (Grade LC3) -150 to -50 ASTM A307 Or B
Material Specific-ations
Bolts Nuts
ASTM A307 Or B
ASTM A 193 Or 1\7 ASTM A193 Or D7
ASTM A193 Gr B7 ASTM A193 Gr B7 ASTM A193 Gr B7
ASTM A193 Gr 87 ASTM A 19:1 Gr 137
ASTM A193 Gr B7 ASTM A193 Gr 87 ASTM Al93 Or B16
ASTM Al93 Gr.B7 ASTM A193 Gr B7 ASTM A193 Gr B16
ASTM A193 Gr B7 ASTM AUl.'"! Gr B7 ASTM AI:. Gr DI6
ASTM A320 Or D8
• ASTM A193 Gr B8
ASTM A320 Cr B8 * ASTM AI93 Gr B8
ASTM A:320 Gr B8
• ASTM Al93 Gr B8M
ASTMN A l!)4 OJ- 211 ASTM A 19·' (lr 211
ASTM Al94 Gr 2H
ASTM 194 Gr 2H ASTM A194 Gr 7
ASTM A 194 Gr 2H ASTM A194 C;r 7
ASTM A194 GI' 2H ASTM AJ 94 Gr 7 ASTl\I A194 Gr '7
ASTM A194 Or 2H ASTM A194 Or 7 ASTM A194 Or 4
ASTM A194 Or 2H ASTM A194 Or 7 ASTM A194 Gr 4
ASTM AJ94 t:r 8 ,.. ASTM A194 Gr 8
ASTM A194 Gr 8 * ASTM A194 Gr 8 .
ASTM A194 Gr 8
* ASTM A194 Gr 8M
!tJ ~!'r) J:(~)
ASTM A320 Gr L7 ASTM A194 Gr 4
With Charpy Test or 8M
·50 to 650 ASTM A 193 Gr B7 ASTM A194 Gr 211"
• Alloy steel bolting. A193 Gr B7 bolts and A 194 Gr 211 nuts can be used at moderate temperatures dependng on the permissible different i al expansion.
'f:
__ ._. __ . . __ • .~~~~ ,.~. ~.==_~._:_.~->.,.""'._~._~ __ "' ... ~- .. "' .. ,,.,.-."'-~ .. =, .... - .. -x ... --- .• ,~., .• _.~ .• ~ - _. ,,_ •••• 7..:.-·~
SelECTION OF VALVE MATERIALS FOR DESIGN AND APPlfCATIC
"Table 1 A. List of material specifications.
Applicable ASTM Specifications
r---_G- _R-~-U-~- __ M- --~-!O-E ~:~-~~--.-----~ .. -~==:-=--_.- __ -_ ·---------P-R-O-DU-C-T-F-O-R-rv·-1S-_-_-;__=--=_~==__ _ _=1
DESIGNATION FORGINGS CASTINGS PLATES
STEEL
SPEC.-GR NOTES SPEC.--GR NOTES SPEC.-GR NOTES
AIO!) (l )(3) .Q.216-WCB (I) A515-70 ( 1)
AI81-11 (J )(3) A5IG-"lO III
1\ j~O- I l- 2 (10) MATERIAL GROUP No.
1.1 Ce r noo
C M" ~,d
.. '
1.2 C.HlHHl
2-1/2 Ni
3-1/2 NI
1.4 Carbon. 1\ tl ~l I·· t . I . I
A216-WCC
(I)
A;J52-LC2
------------------------
A350-LFJ A352-LC3
-.--------------~------
__ ~~.?~ __ .c:: . ,
A203-E
-------------J
C 1 )(3) (10)
f--i~--- -c-:I-,i-M;;-------- -- --~~~i~~~ 2__----'(2T'-- -1\21"7 -WCi-----("2)i4lj ~~~: ~~?------(2"")
__ ._.________ .. .... . .... ._____ _._. __ ._. ~~2_~:~_~. . .-~?_.~~~_. .i~ __
~.-!!~"'.!~' .. _. . _._. .. _. _ ._ . . . __ ._ .!_\~_O~.:£ ._!?!._
1/2 Cr·l/2 Mo A166-F2
-------- ---~---------------~-------------
A 18 I-I
,.~515-60
(1)
1.7
A217-WC4 (4)
.- -- ._. - - .. - .. - -- - - --- -- . - _. -- _- -- - .- - .- -- -.- --
A21.,-WCS (4)
Ni·Cr-I/2 Mo
NI-Cr-1Mo
r-"-- .-."- ...... -
1.9
1.10
---- -_. __ ._. _.
f-- !.:~.~ ....
1.14
General Nule:.:
(1.1) M.Hi:UI.d.I~ )hdll not DC lJ~et.l1Jcyond t n e "'llll~ ~pc('ltled III rne govt:rnlng COde. (b) For t e rnp er a t u r e IlInitdtions see footnotes rn Tab le s 2'
(e) Plate materials arc listed only tor US" as blind lIanges (see 5.1). Additional plate materials ust e d in ANSI B16.34 nlay also be 11$6d, with (;orrOSO()OdHHZ 016.34 Stdndard Class rbtings.
Cd) 1"v1atCi'ial G(OUPS not listed In Table lA ar e h\t(~n(h~d for u se in varves. Sec /\NSJ 8J6.3·:].
Notes:
(J) Upon prolonged exposure to tCfnpel.Jt,lJlC:!. above ab out 8000 F (4250 C), the carb rdc phase of carbon steel may be
converted to graptllte.
(2) Upon P(OIlHH)Cd e xp os ur e to t ern ne r a t ur es abov€! a o out 6750 F (4700 C), the car otne phase 01 carb on-rnorvbocnu.n steal m av ne c o o ver te o ttl gtdphlle.
(:J)Only klll~d ~1t.!eI511JIIl>tJ o seu dLIOVC a s o» r (4~~OC). (4) Use n o r m auz ud .11\(1 t cmper cc m at e r ra t ()HI,,'.
"'~)(1I'bc'od 11'01'0 ANSI 5l,ondClrd f?uwl I"'IJ.1tJ FI~,"\O~,~, r=l(.Jt~U(~~ Vr.;. and FlttlnO$ (AI'J$IB16.5·1977) with tile oorrnlss lon of thi.: p l i s h e r , the Amcrtcun Society of Mcc h enlce l EnOiovOfS, Un! EnginC!crino Ceu t cr , :-j.[~5 EUH 47th StretH, Nuw York, N.Y. 10()
62 SECTiON II VALVE ENGINEERING AND DESIGN DATA
*Table 1A.list of material specifications.
Applicable ASTM Specifications
r GRlDUP 2 MATERIALS 1---'--, NOMINAL
MATERIAL DESIGNATION
<GROUP No. STEEL
PRODUCT FORMS
2.4
l8Cr·aNI
A182-F304L
1-_,~ __ +...:l~6:..:C:.:.r_;'1~2""N~I:..;'2::.;M:':':':O~_j~-=;:="~:":';~-=- + -,- .,...--- _ A240-316L
18Cr-lONI·TI A?-40-321
-_._---'--,.-
A240-304L
FORGINGS
SPEC.-GR'
NOTES
(5)
A351-C ..... 20
(5)
PLATES
SPEC.-GR NOTES
2.1
l8Cr·8NI
-~-------
l8Cr-6NI
A182-F304 A182-F304H
CASTINGS
SPEC.-GR'
NOTES
A240-304
(5)( 7)
2.2
16Cr-12NI-2Mo
A351-CF3
~ ~r- r- -+~A~3:..:5:..:1~-~C~8 _j~L_._+ ~ ------4
(5)(7)
_______ +- -I- . ..:..;~.::_.:....::.::..:..:...:... I__-------- ,-- _~~,2~~!!.:i. J_7j__
2.5 18Cr-lONI-Cb A351-CF8C (5) A:140-347 (5)(7)
A?40-3471-1 (7)
A240-348 (5)( 7)
1-·--,_,.2'-.6~-j--,'2-5-C-r--1-2-N-I-----+~-"-'-;:;--'-~-------+--A-3-5-1---C-H-S----(-5-) '-- _3~40-3~_.!.?_) __
------------
10 Cr·13NI·3Mo
--'---~--- -
18 Cr·9NI·2Mo
2.3
A182-F316 A182-F3161~
A182-F316L
AIB2-F321 (5)
A182-F3;!lH
A'l82-F347 (5)
A182-F347H
A182-F348 (5)
A182-F348H 2.7
1- __ ~~, __ I _ _=23cr.12N.:..I , .. ' __ •. __ ""
25Cr-20NI
(5)(9)
Notes:
A182-F310
(5)
A351-CF3M A351-CF8M
(6)
A240-316 '
A240-317 (5)(7)
... - _, - - '.- _. ,_ .. --
1\;>40-'lO~S 1\,'40.:1105
(~)(n (!JJI'll_
(5)( 7)
(5) At t ernpor at uros over 10000 F (5400 C). use only when IIlO carbon content 1< 0.011 pnr cun t or hlghor. (6) For temperature's above 8000 F (4250 C). use only .,\;ihen the carb on content Is 0.04 p ar c ent .net ab ove.
(7) For temperatures above 10000 F (5400 C). use only if the material Is Ileat treated by healing It to a tern pera t ur e of at least 19000 F (10400 C) and quenching In water or rapidly cooting by other means.
(B) For service temperatures above B500 F (4550 C). It Is recommended that killed steels containing not less tnan 0.10 Percent residual silicon be used.
(9) For service tnmneratures of 10500 F (5660 C) and ab ove , assurance 'must be provided !tIn! grain slla Is not flrmr than ASTM No.6.
(10) To be used only for Class 150 and Class 300 flanges.
A351-CH20 (5)
·Extracted from ANSI Standard Steel Pipe Flanges, Flanged Valves and Fittings (ANSIB16.5·1977) with the permission of the p ubusher, tho Arncr lc an Bo cte tv of. M9chal.llc~1 Englllul''!.t8. Unltod Engineering Cantor. 345 En" 47th Stroot, Now York, N.Y; 1.0017.
f
"-
n
'-
,
"- )
}
~ (" 'I
\._ J
~
~ ( )
l-
t \
t· ,\._
r ,,\
f ~.
~
'\ (
'-
1-=
____________________________ , =_~~~_~=~===__"_~_=_"""~, .. '_"-U"",'
SELECTION OF VALVE MATERIALS FOR DESIGN AND APPUCATION:
.'
*Table 1 B. List of bolting specifications.
Applicable ASTM Specifications
BOl TING MA TERIAl S
..... - - iii" H5,7",,;6 iii' i" "-l-mTE R'; EDOA;, 'S'R "iGTHi>lT -._- .. Lii''- i:i "'NG" >0,.,:-----
~~~.-GR, __ ._, __ ~ NO!~~_ SPEC,--GR . "!~!ES __ II_~~.~~,-GR. '=_~Cl:!:ES
A193-87 I A193-B5 1\193-88 C 1.1 (7)
Al!U-016 1\193-06 A193-BIl.C Ct.l (7)
A320-Ll (4) I A193-!36X 1\193-8.\.M Cl.I (7)
A320-LIA (4) A193-07M I AI9]-0&'r Ct.l (7)
A320-1.7U (4) A193-811 C1.2 (6) I AJ"J .. llS;\ (7)
A320-L ic ((:») 1\193-88<: C1.2 (6),' AI9J-8aCI\ (I)
A320-L43 ~ A19J-88M c i.z (6) A193-UtlMA (7)
P3S4-BC A193-8BT C!.2 (61 AJ93-EJSTA (7)
A]54-80 A320-88 (6) A307·8 (8)
A 4'5 3-665 (5) A320-88G (6) A320-88 ( 7)
A540-821 A320-88F (6) AnO-ORe (7)
A540-822 A320-B8M (6) A320-88M (7)
A5'40-823 A320-88T (61 A320-881' (7)
A540-824 A354-80. (6)
A449 (9) A453-651 (5)
A453-660 (5)
A453 .. 662 (5). "
_' _._. ._,. . __ J. __ c . __ ,,_. ~_. ~~_." __ ._~. _ _:_. :.. __ , .
.. .. ~. ~ .
. Uune(al Nole:
Notes:
(1) Th e se bolting materials n1J'I be used with all listed m.torlal~ and _II gaskets.
(2) These boltIng materials may be used with all lilted m at e r i a ls and all ga,kets, provl<jQd it has ll~en vorlfied th"t .a 1.6.a11ed Joint can be m.llntlJned u n d e r ("Jed won<ing p re ssur« and t ernpc r ct ure .
(J) These bOlting '"ll.bterlals may be usee wJlh all IlStt:O rn.at er Iat s but arl! limlled 1(1 CI~l5 l~O and CI.iH '300
ro int «.
(4) This t e r r u rc rne re n at I~ Intanded for tow t e mp er c t u r e ser vrc e , Use 1\,194 Gr 4 Or Gr 7 nuts. (5) fhls spociaJ 1I110y Ii Intand~Q fer tli9h t e m p c r at u s e se rvf ce with aust ernt rc stainless steel.
(6) ThiS austenitic st.ainless nlatfHlal tl.51 been c ar o rc e solution t r e ct eu Jnd strain harde;ned.LJs.e AJ94 nuts of corresponding material.
(7) This austenitic st alnte s s material n a s been carbide SOlution tre-dled but not Hrain hardened. Use A194 nuts ot c crr e sp o nd mq m.ate n ar.
(8) This carbon st e e l rast e ne r shall not bo u>oo ab ove 4000 F (2000 C) or below -200 F (-290 Cj. See arso Note 3.
(9) Ac cep t anta nu t s tor US!) with quencn eo .. ,1(1 t e rn p e r e c bolts ar e A194 Gr 2 and Gr 2H .
• ExtrBCled from ANSI Standor(~ Stoel. Pfco Fldn[lI:1~, Flnnnod Velv and Fittlng:i tANSJ816.5·1{J17) with t h e pr.:rrninlol1 Of the pLl fisher, IhQ..· Arn"oricnn SOCltHY of· Mo~JwrdcnJ E nu1Ilu{!I!i. Unlil Enolna-eri~u CCIHIH, 345 Ei)Sl 47'tl1 SlrCiJt, N(,:\tv Yo rk , N.Y. 1001
64 SECTION II VALVE ENGINEERING AND DESIGN DATA
~Tables 2. Pressure-temperature ratings In U.S. customary units.
gage, (pslg) at temperatures in degrees Fuhreuhcil , ror 11 single pressure rating class. Each table covers all materials group listed in Table I A, subject to thc temperature ltm llntlons stated in Note J of Table 2·-150. Rat lugs fur Flanged joints arc subject to all the requirements of Section 2.
Each of the following tables, 2-1.50 through 2-2500, shows the. rated pressure in pounds-force per square inch,
Tables 2.
Pressure-temperatura ratings.
*Table 2·150. Class 1.50 pressure-temperature ratings Pressures are in pounds per square inch, gage (psig)
Mat'J Group 1.1 1.2 1.4 1.5 1.7 1.9 1.10 1.13 1.14 2.1 2.2 2.3 2.4 2.5 2.6 2.7
Materials I Carbon steel %Cr· 1. Type,] T Temper.
C· %Mo 2~Cr 5Cr· 9Cr Type Type ~~.~.~ Typej~ Type Type alure
%Mp Ni-Cr. 1 xc- _lMo ~Mo 1Mo 304 316 Typo 1 321 348 309 310 OF
Temp. OF \ Norm. High ·~Mo
Low Mo _ ... L _____ , -'-16-'t1---
- --- ----- r---
-20 tc 100 285 290 235 265 290 275 275 230 275 275 260 100
200 260 260 '215 260 2~5 ;?40 1'~5 :!)S 245 1?30 200
300 2.10 230 210 230 205 215 175 210. 225 ~20 300
,400 200 180 195 160 190' 200 40n
500 no 170 145 170 -.>00
, 600 140 '140 )40 140 6'00
650 125 125 125' 175 650
700 110 110 110 110 700
750 95 95 95 95 750
800 BO 80 . _8).1. 80 800
850 65 65 ~ 65 850
900 50 50 50 900
950 35 35 35 950
1000 20 20 20 1000
-------' --- .----.-.--~.- -'-~- _--------_ .. _ ..•. -- ----- ,_ ._, .. _--_._-- __ ._-_ •.. _- ----- NOTES:
1. n~lInqs Shown apply to otner material groups where column dividing lines nave been omitted.
2. Provisions of Secllon 2 apply to alilalln91.
3. Temperature notes for all Malerial Groups. Tables 2--150 through 2 .. ·2500.
"Extracted from ANSI Standard Steel Pipe Flanges, Flanged Valves and Fittings (ANSI 8165,1977) with the permission 01 the pubIIsher; tho Amorlcnn Society of Mochanical Enginoors. Unitod Engineerlr1l1 Conter. 345 East 47th Stroet, Nuw York. Now York. 10017.
---._ .... _ ..... --, ... - .... -
'. <, l /
c;
( "
\ "
C)
( ()
',r' ~.J
ti
I ~
L \
Cj
Lh
SELECTION. Of VALVE MATERIALS FOP. DESIGN AND APPLICATI(
,/
Table 2·150 (continued)
M·lt.IIIII' (Sp.c·Gr.d<t1
M3ter'"'.' (Spoc·Grad,,'
Mit" Group
----
2.1
lO ..
Not ..
N
1.1
AI05, AI81-I1, A"'6-WCB, A515-70
(a)(h) (.1(91 Itl)
AI82-F304,AI82·F304H A.240-304, l1351-CF8 AJ~I-C"J
A~ 16-10
._-----------
A182-F316, A182-F316H, j:L~'\()~JJ 6
A240-317, AJ~I-CF8M
A351-CF3M
A182-F30JlL, A240-304L AI82-F316l., A240·316l.
1..2
A203-8. A203-£, A216-WeC A3S0"LFJ, A3~2-LC2, A35]-I.C3
2.2
AIBI-I, A515-60 (ollh)
A516··60 (')(9)
_______ A __ )_5_0_-_l. __ F_l . ~(d)
15 AI82··FI,A;>04-A,A204-B,A217-WCI (Ollhl
A352-LCI (d)
(g) Ih) (I)
I <I
2.3
Al B2-F 321, A240-321
Al B2-F 321 H; A240-321 H
---------------------------~.------
A 182-F 347, A240-34 7
A182-F34JH, A240-347H A! IJ? .. F Jo1~. !\240-J4e
Al 62-f' )48H, A240-1- 348"
--_.
A240-3095, A351· CHa, A35 I-CH20
2.4
('
2.5
1.1 A204-C
A 182-f 2, A2 11-\NC4 A217·WC;;
1.9
AI82-FII,AI82-FI2,A381-II,CI.2 (e)
A217-WC6 III
--------
AI82-F22,A387-22,·C1.2 Ie)
A·211-WC9 (II
------_--------------
2.6 2.7
A182-F310, A240-JIOS A351-CK20
1.10
1.13 .
AI82-F5., A217-C!>
1.!4 AIIl2-f-'l,A211"CI2
"(A) P~"1l1IUltl'. but not r ec ornrne o ce c tOI Ofolnn91Hl use abO':lf! .!Ibout HOOf) F (b) nero1lH.Ole oul not r e c ornrne n da d t o« ptOlon96<2 IJU .It}ove a no ut 8500F Ie) permll1ibl. but not recommended lor orOI0"9.d u, •• OOY •• cout J IOooF (0) not to o e us e o over 6500 F
(f) nor 10 b. u,id over 8000 f
IlJl not 10 oe us e c ove« 8500 F
(h) nol to o e us e o ov er 10000 F
(I) not 11) Of! used over )0500 f
II) 1101 II) 1J4! 'I\~(J "v., 11000,.
Ik) tor V}fVICC \.elf'lpordtlJlc i c s ov t ~nd .It)(JV<Io •• !UJf.6nca mus t be provlde:d th4t yr41n SilO l~ hot flno(' than AST1v1 No. C.
'>ee "1 dOlO 1"/\ fOI oIOlhtloll"1I1tornUlion .nO nul(u ,el.llnl~ 10 Iopecl'lC rnatefl",U.
66 SECTION II VALVE ENGINEERING AND DESIGN DATA
*Tabla 2·3.Q0. Class 300 pressure-temperature ratings.
Pressures are in pounds per square inch, gage (psig)
----- 'i:CL~.:~_[T~~ --1~5-'1.7·'·--1'-9-1~'o ~.1.1~_ ,.-._- .. ~-- .. -.-- r--'._- p---- ,. .--- -----
Mat'l Group 1.14 2.1 2.2 2.3 2.4 2.5 2.6 2.7
1- Type --- -- .-- 1-
Materials Carbon steol ~Cr· 1, Types Temper-
C· ~Mo 2Y.Cr 5C,· OCr· Type Type 304L Type Type Type ature
Y.rMo Ni-Cr· ll4Cr ·lMo Y.rMo lMo 304 316 .. _--. 321 347 309 310 of.
Temp,O~ ·Y.rMo Type 348
Norm. High Low Mo 316L
-20. to 10.0 740. 750. 620. 695 750. 750. 750. 750. 720. "120. GQQ 720. 720. 670. 10.0.
20.0. 675 750. 560. G8Q 750. 710. 715 750. 60.0. 620. 50.5 610. 635 60.5 20.0
30.0. 655 730. 550. 655 730. 6·75 (,75 730. 530. ';60. 455 545 590. 570. 30.0.
40.0. 635· 70.5 530. 640. 70.5 660. 650. 7.0.5 470. 515 '415 495 555 535 40.0.
50.0. 60.0. 66~ 50.0. 620. 665 640. 665 435 480. 380. 460. 520. 50.5 50.0.
60.0. 550. 60.5 455 60.5 415 450. 3&0. 43.5 490. 480. 60.0.
650 535 590. 450. 590 410. 445 350. 430. 480. 465 650
70.0. 535 570. 450. 570. 40.5 430. 3115 420. 470. 455 70.0
750. 50.5 50.5 445 530. 40.0 425 335 415 460. 445 750.
80.0. 410. 410. 370. 510. 50.0 510· 395 415 ;E'l9_ 415 455 435 80.0.
850. 270. 485 440. 485 390. 40.5 -~ 410. 445 4?5 8!'0.
90.0. 170. 450. 355 450 385 39!.> ~O5 430 415 900
95() 10.5 280. I 345 380. 260 370. 375 385 385 3115 30r, 950
10.0.0. 50. 165215 "'IT 190. 290 325 365 355 365 335 350. 1000
10.50. ~ 140 20.0. 140. 190. 310. 360. 345 360. 290. 335 10.50.
1100 9S 115 )0.5 115 260. 325 30.0. 325 ·225 290. 110.0.
1150 50. i os 70 75 )95 275 235 275 170. 245 1150
1200. ~~ 55_ 45 50. 155 20.5 180. 170 130 205 1200
1250 110 180 140. 125 100 )(jD 1250
·1300. NOTES: 85 140 105 95 80 120. 130.0
13S() 1. Ratings· shown apply to other m ater lat qrOllns where 60.' 10.5 80 70. 60 80 1350
1400 COlumns dividing lines ~1fD o.nilted. 50 .. 75 60 50 4!:; ':) ~; 1'1()O
1450. 2. Provisions 01 Sectlqll 2 apll'Y to all ratin9s. 35 60 50 40 30 '1" 1·15()
1500 .J. Sea Tomperature Not" 3, Table 2·150.. 25 40. 40. 35 25 25 1500
--_._----------------- '--_.- ---- ...... ~-,,--.-- -~,.-~- .... ~_. ... --.~, -.-- ... - ------- :'"1 ..
": ..
"Table 2·400, Class 400 pressure-temperature ratings.
Pressures are in pounds per square inch, gage (psig)
1.1* 11.2 1 1.4· --~- .. ... __ - ~.'-.-- -- -._-_-
Mat'I Group 1.5 1.7 1.9 1.10 1.13 1.14 2.1 2.2 2.3 2.4 2.5 2.6 2.7
Materials Carbon stoel ~Cr· 1, Typ~ Types
C· YzMo 2~Cr 5Cr· OCr· Type Typo 304L TYPIl Typo Type
l~Cr ---- 347
Temp, o~\ ~Mo Ni·Cr· ·~Mo ·lMo ~Mo lMo 304 316 Typo 321 348 309 310
Norm. High Low Mo 316L
'----
-20 to 100 990 10.00. 825. 925 lOUD 1000. 1000. 10.00. 960 960 BOO 960 960 895
20.0 900. 1000 750. 905 1000.. 950. 955 .1000 800 825 675 815 850 805
300 875 970 730 870. 970 895 905 970 705 745 60.5 725 765 760
400. 845 940 705 855 940 880 865 940. 630 685 550 660. 740 7.10
500 800 885 665 830 885 655 865 585 635 510 61c) 690 670
600 730 805 610. 805 555 60.0 480 585 655 635
650. 715 785 600 785 545 590 470 570. 640. 620
70.0. 710 755 60.0 755 540. 575 460 560 6.25 610
7 no (;70 GIO 590 110· 530 5(1~ "'!Hl r,!) !;. (il!; 59'5
80.0 550. 550 495 615 665 675 J25 !>55 '140 t~50 GI0 500
850. 355 650 585 650 520 540 fiiQ:__ 545 590. 565
900 230 600 470 600. 510. 525 540. 575 555
950 140 ;·;~··L.~;I 505 350 495 SOD 515 515 515 515
lOOO 10 J(),) 355 255 390 '1 J(l ~1 05 1175 110!3 450 q65
... _ -- . ._ .. - ..
1050 1 U!j 2ft5 190 ?50 <lIO ~I)O 460 4nO 390 44!i
!lOO DO 150 140 150 :J 11 ~; 430 400 430 JOO J90
1150. 7C 140 90. 100 260 365 315 365 230 330
1200 *00 not use ASTM AIB1 45 75 60. I 70 20.5 275 240. 2.30 175 275
1250 Grade I or 1l material. .. 145 245 185 165 135 215
1300 NOTES: 110 185 140 125 10.5 1 GO
1350 1. Ratings shown apply to other rnatnr ial groups where 85 140 110 90 80 105
1400 columns dividing lines are omitted. 65 100 80. 70 60 75
1450 2. .Provisions of Section 2 apply to all ratings. 45 80 65 55 40 50
1500 :1. Soe Temporoture Noto 3, TAble ".150. 30 55 50 45 30 30
- ..... -----_ .. _.- - .. --:----.- .•. ---'-.-:--.---.-.~- -- _ .... ._ .. .._ .. - ,._ .. -,-- ... ' •.. . .. _ .. - -_-_. - ... --.:..-- --_.-_._ . . Temperntura OF
.100 200 300 400
500 600 650 700
!5n BOO 050 900
950
1000 IO!.>(l IIOD
1150. 1 '.00 1250 130.0
1350 1400 1450 1500
a aa 4%
At .....
=;44 to
, ()
r ,'I ,j
C)
()
CJ
C)
t ) '-~
()
{)
"C) -o
"
')
-_._._-
Mat" Group 1.1· 1.2
/\ ---- -'.~-""-'
MalMiuls
Ca,bon.
'\ , Temp. 0 Nonn. High
-------_- -
-20 to 100 1480 1500
,', 200 1350 1500
300 1315 1455
-, 400 1270 1410
500 1200 1330
600 1095 1210
650 1075 I 175
700 1065 1135
lSO 1010 1010
800 825 825
850 535
900 345
9S0 205
'1000 105
1050
liDO
11S0
1200 *00 not usa
1250 Grade IOf
1300 NOTES;
IJ50 1. Ratings
-, 1400 c o tumn s
H50 2. Pr ... rvtslo r
!:;OO 3 Sua Tarn
----_._. _. __ --_-- .» -,;
',--="
;\-.
, ;
"
f '"
" - _------.,_.--_._---_. ,---
SelECTION OF VALVE WlA:f:::'i~tALS FOR DESIGN AND /-l.?PUG,"'TIONS
*Table 2-600. Class 600 pressure-temperature ratings.
Pressures are in pounds per square inch, gage (psig)
1.4· 1.5 cP- ~ U0F'3~" 2.1 2.2 2.3 I 2.4 2.512.6 2.7
C y,r.r· 1 Type~ Typos I Type Temper-
teel ~ .io txc 2~Cr 5Cr. OCr- Tvpa Type ~~!- Typo Typo oturo
, Low Y..Mo Ni-Cr· Y..M r -lMo }SMo lMo 304 316 Type 321 347 309 310 OF
Mo - () 316LI 348 I
"",';;00 "'1-';00 1----
1235 1390 J440 1440 1200 1440 14401 1345 100
1125 1360 1500 1425 1430 1500 1200 1240 101!> 1220 1270 1210 200
1095 1305 1455 1345 1355 1455 1055 1120 910 1090 1175/ 1140 300
1060 1280 1410 1315 1295 1410 940 1030 825 990 1110 1065 400
995 1245 1330 1285 1280 1330 875 955 765 915 10351 1010 500
915 1210 830 905 720 875 985 955 600
895 1175 815 890 700 855 950 I 930 650
895 1135 805 865 685 D40 9351 910 700
885 1065 795 845 670 830 920 895 7.50
740 1015 995 1015 790 830 660 825 910 I 870 800
975 8liO 975 780 810 :-ill. 815 890 850 850
900 705 900 770 790 BID 865 830 900
56~1 685 755 520 7401 750 775 775 775 775 950
330 425 445 535 385 585 645 7251 715 725 670 700 1000
~ 215 400 280 380 620 720 695 720 565 665 1050
190 225 205 225 515 (;45 605 645 445 585 1100
105 20!> 140 150 390 550 475 550 I 345 495 1150
ASTM AIBI 70 110 90 105 310 410 3651 345 260 410 1200
Jr molet,,,,- 220 365 280 245 200 325 1250
165 275 210 185, 160 240 1300
sn own .apply to- other material groups where 125 205 165 135 1151160 1350
d Ivid 1119 JUleS are ornu ted. 90 150 125 105 90 J 10 1400
is of Section 2 -.pply to ~II rating', 70, ' 115 95 80 60 75 I 1450
perature Not .. 3. Tnl)l" 2·150. ~ni ~5 ____ ::_~~~~~ 50 i_~~~
- -.---- --."'- *Table 2·900. Class 900 pressure-temperatura ratings.
Pressures are in pounds per square inch, gage (psig)
ill~;~3 1"~411--.2" ~ 2.3 -;:;)' '2i (2.6 2.7
Typo " J
Curbon Sla~1 C ~Mo 1 ~C 2Y.C, 5Cr· OCr Type yp 304L Type TYP81 Type Type
.-----, I })Mo Ni-Cr· .XM~ ·lMo })Mo lMo 304 316 ;:yp~ 321 1 ;:~ j1309 310
Temp.oF\ Norm. HiUh Low Mo 316L
-+~;~---+---4--~--,--~-----
12160 2160 2015
200 2025 225011665 2035 22~0 2135 21~0 2250 1800 1660 1815
JOO 1970 2185 1640 1955 2165 2020 2030 2185 1585 J680 1705
4()O 1900 2115 15H~ 1920 2l151197~ 194~ 2JI5 1141011540 1600
SOO 1'9511995 H95 111B6~ 1995 192511920 1995 11310 1435 1510
600 164011815 1370 I 1815 1245 1355 1435
G50 1610 1765 13451 1765 1122511330 1395
700 16001170513451 1705 12]01295 ]370
7<,0 )510 1510 13251 1595 1195 1270 1010 124511385 1340
800 1235 1235 1110 1525 149.) 1525 1240 1370 1305
850 605 I 1460 )315 1460 1225 1330 1275
900 515 1 1350 1060 1350 1215 ]295 1245
:::: ----~ --- :~ '1:1 £"::: m i'iH ;m ;::: ':;:'(:':::
:~:: ::: ::: :~:1 ::: :~:I :::1 ::: :::
1200 ·DonotuseASTMAl81 105 165 I~.~ _L~\ 545 515 390 620
1250 G'Jdt! lor H rn at e r t at. 420 370 300 485
!JOO NO r i s . I' 320 280
lJ~O 1. r~dtlnqs shown dPply to other rnatetljllJrnllp~ w ne r e 185 310 245 205
1400 c oturnns Olvld,n'J uo e s a r e o rrut t e d II 145 225 IR5 155
, __ ~~~_. ~L~~~~~;;_~~;.t~~~t~;~: t~~~Jlt;~_I:;~~':.'_9: Jl_1~~I_ll;_j_ __ J_'3lU_ ~~l_L
Mat'l Group
-- .. - ...... -~
- 1.5
Temp~r' aturll OF
100 200 300 400
1800 2160 21601
1520 1830 1910
J360 1635 1765
I ~40 1405 1665
I
1145 I J 75 1555 1
1080! 1310 1475
1050 1280 1440
1030 1260 1405 500 600 650 700
750 800 8~0 900
9S0 1000 1050 1100
1350 1111)0 14';0 1500
1150 1200 1250 1300
235 360
17!'> 235
135 16~
95 ! 1 ~ 1
70 70 'cl£! SECTION II VALVE ENGINEERING AND DESIGN DATA
~Table 2-1500. Class 1500 pressure-temperature ratings.
Pressures lire in pounds per square inch, gage (psigl
\ " .
'.~ \. )
~·C)
.... ~~ __ ~.M_._. _ •. _ .. _, ---D_i-"'r--"" . ---- --- _ .. _ .... -- .. --~ ,._._ . . - _.- --,._._- ... _._.- _._- .. -- .-- ;~= . .. __ .. -- _'------
Mat'l Group 1.1 1.2 1.4 1.5 1.7 1.9 1.10 1.13 1.14 2.1 2,2 2.3 2.4 2.7
--- --- _._-' ---. - - 'r--' ..• _-- .----- ._--
Matllri(ll~ ))Cr· 1 . Type Tamper-
Carbon steel C ~Mo ·1!4Cr 2~Cr 5Cr· 9Cr· Type Type 304L Type Type ature
))Mo NI·Cr· ·IMo %Mo 1Mo 304 3.165 fYpe 321 347 I 309 310 OF
T0:'1~:~F.\ Norm High Low Mo ·~Mo 316L 348
.,.
,,20 \0.100 3705 3750 3085 3470 3750 3.750 3750 3750 3600 3600 3000 3600 3600 3360 100
200 3375 3750 2810 3.395 3750 3560 3580. 3750 3000 3095 2530 3050 3180 3025. 200
300 3280 3640 2735 3260 3640 3365 338'5 3640 2640 2795 2270 2725 2940 2845 300
400 3170 35.30 2645 3200 3530 3290 3240 3530 2350 2570 2065 2470 2770 2665 400
50() ;'995 3325 2490 3105 3325 3210 3200 3325. 2185 2390 1910 2290 2590 2520· 500
600 2735 3025 2285 3025 2075 2255 1800 .;1185 2460 2390 600
650 2685 2940 2245 2940 2040 2220 1750 21.35 2400 2330 650
700 2665 2840 2245 2840 2015 2160 1715. 2100 2340. 2280 700
750 2520 2520 2210 2660 1990 2110 168.0 2075 2305 2230 750
800 2060 2060 1850 2540 24B5 2540 1970 2075 1645 206,5 2280 2170 BOO
850 1340 2435 2195 2435 1945 2030 f~iQ 2040 2:120 2125 850
900 860 2245 1765 2245 1920 1970 2030 n6.0 2075 900
950 515 1405 ""1f" 1305 1850 1870 1930 1930 1930 1930 950
1000 260 825 1065.1115 1340 960 1460 1610 1820 1785 1820 1680 1750 1000
1050 945 . 685 995 705 945 1545 1800 1730 -1800 1460 1665 1050
1100 480 565 515 565 1285 1610 1510 1610 lil5 1"60 1100
1150 260 515 3.45 380 980 1370 1185 1370 860 1235 1150
1200 'Do not usc ASTM AlaI 17.0 275 225 260 770 1030 910 855 650 1030 1200
1250 Grade lor 11 material. 550 910 705 615 495 805 1250
1300 NOTES: 410 685 530 465 395 600 1300
1350 i. Ratings shown apply to 'other material groups where 310 515 410 345 290 395 1350
1400 columns dividing lines are omitted. 240 380 310 255 225 215 1400
1450 2. Provisions pI Section 2 apply to all. rallng.s. 170 290 240 205 155 190 1450
1500 3. See Temperature Note 3. Table 2·150. 120 205 190 170 120 120 I 1500
-_-"-'- '-'-'-:-,---'-- *Table 2-2500. Class 2500 pressure-temperature ratings.
Pressures are in pounds per square inch, gage (psigl .
----- --- ---,,----,..--,---,---,---,
Md\'! Group 1.1 1.2 1.4 1.5 1.7 1.9 1.10
t--...L.---L.-·-+-----~--·I·-
Materials Jl,Cr·
C }sMo 1 );Cr
Jl,Mo i'li·Cr- .:I,IV;o Mo
950 1000 1050 1100
1150 1200 1250 1300
1350 1400 1450 1500
Curbon steel --T~mp'-~ Norm High Low
---'----'t---j-_':;_-f---f---f--- - __ .
-20 to 100 6170 6250 5145
200 5625 6250 4680
300 5470 6070 4560
400 5280 5880 4405
500 600 650 700
5785 6250 6250 6250 5660 6250 5930 5965 5435 6070 5605 5640 5330 5080 5485 5400
750 1300 850 900
4990 5540 4150 5180 5540 5350 5330
4560 5040 3805 504 0
4475 4g05 3740 490 5
4440 4730 3740 473 0
~ 200 11'.00 3685 41\3 0
3'130 3~30 3005 1123 0
2230 406 0
1430 374 5
HGO 2345 2060 31"~
430 1:170 1770 1860 2 230
------- . ~ 1145 1 660
800 945 *00 nol use ASTM AlB 1 Gracia I or ![rnalcrlal.
430 860 285 1160
~-.
570 630 1630 2285 370 430 1285 1715 915 1515 685 1145
1.13 1.14
4145 4230 36GO 4060 2945 3745
2170 1600 1170
860
6250 6250 6070 5880
5540
NOTES:
1. Rat lnqs shown apply to orner rnat er iar groups where columns dlvldlnq une s arc omitted ..
2. Provisions .of Sect ion 2 apply 10 all ,alings.
3. SOil Ternporllturo. Note 3, Table 2·150
,..,..-'
2.5 2.6 2.7
-
Types Tempe
Typo Type aturo
347 309 310 OF
34B
-_._- .- ..... --- ---- .. --- .. _-.--- ..
6000 5600 100
5300 5040 200
4900 4740 300
4620 4"40 400
4320 4200 500
4100 3980 600
4000 3880 650
3900 3000 700
3840 372.0 750
3000 36:W UOO
3700 J~\'1 () 050
I JuOO :),1(;0 90l)
322.0 3nO 950
JOJO 2!lOO 2915 1000
3000 24JO ';>170 1050
2605 1860 2430 1100
2285 1430 2060 1150
1430 1085 1715 1200
1030 830 1345 1250
770 6(;0 1000 130f)
570 ·105 660 1350
430 370 460 1400
345 260 315 1450
2B!;i 200 200 1500 2.1
2.3
2.4
2.2
9CrlMo
Type Typo Type 3_{~_t,. Typ" 304 31GS Typo 321 316L
6000 6000 5000
5000 5160 4220
4400 4660 3780
3920 4280 3440
3640 3980 3180
3460 .3760 3000
3400 3700 2920
3360 3600 286.0
3320 3520 2800
3280 3~60 2740
3240 3JOO 5 Gar,'
3200 J20() 6000 5080 11540 4120
3820 3640 3560 3500
31160 34ilo 1400 ),)1\1.
32?O 2970 2805 2515
1970 1515 1170
88~)
3085 3120 3:>20 2430 2GB5 J030 1570 2570 3000
945 2145 26B5
685 515 400 315
C)
· .•.. - .. - .... - ... ,-.---.- .... --- .. ~,----~-~~~.
SELECTION OF VALVE MATE.RIALS FOR DESIGN AND APPLICATION:
*Table 3. Hydrostatic test pressure.
~~:~~:J'.-.- =~~~w·-·~-~oo . ~H:~~~~:~~~~~t''"' ~C';;:'''~~'~' (~U;;;,~~"'-- OAO'_;", -- ~~--·-"oD
.. _~~ ----;;-.. -;:;-- , .-. ;;j'. - .~ '.,;,'. -p~ - -, .~~; -~~~~[ -~,_ . --~;;~J--b~:- ---;;:--._- ... ;;;-.. psi
1.1 . 450 30 1125 77 150!) 10J 2225 .154 3350 I 230 5~75 383 9;>15
1.2 450 30 1125 78 I~OO 104 2250 156 3375 233 5&2S' 38B 9375
1.4 1.5 1.7
1.'.1
LIO 1.13 1.14
2.1 2.2 2.3 2.~
2.5 2.6 2.7
375
400 4~0
~50 450 450 4~0
425 425 350
425 400 400
JO 30 30
29 29 24
29
29 27 27
25 2B 30
950 1050 1125
II ~5 1125 1125
112~
1100 1100 900 11(10
1100 1025
75 75 63 7~
75 10 70
64 12 7B
18
]8 16 IS
Nole:The:Sd p re saur e s e re iullliiCi to ttlti iilfHloIt,Olli Hl Secnon 8 .
1250 1400 1500
I~OO I~OO I~OO 1'00
1450 1450 1200 14!>O
86 96 104
104 104 104
10'
100 .100 a3
1875 2100 2250
2250 2250 2250 2250
2115 2115 laoo
211~
1350 1.15,)
100 2175
93 2025
9 3 2UZ~
____ .. __ ... .L . . __ ._
10450
• Ex t(utHed (nun A f\J!i1 S Id'hlullJ ~ luul ,.Ipo f; Inouol. f· J ~f1uu-(J V.:.JVrH and f'lltIIlU' (A NSI EJ I tl.5 I nF]) with th~ p"fmlulofl of tho (JlJh· llshur: tho Amerlcun Sochl1Y 01 Mach ""ic,,1 Eno'n."f$. U"ited Enulnoorlno C6lltc.lr, :J46 C;,l3l 4"~tl $truvt. Nt:;1.V YC:lIk. NthN YOlk, 1001'7.
128 144 156
156 156 156
149 149 12~ 149
149 140 140
2175 3150 3375
l3/~ J )75 33/5 JJ/~
32~0 3250 2700 3250
3250 3025 3025
192 216 23J
23J 233 233 23)
224 224 187
224
224 209 209
5625
I.
!
4650 5225 ~625
5&25
5400 5400 4500 5400
320 360
J88
JSU ~88
Joe 30 &
373 373 311
373
772, 8700 9.37 5
9J I:'
9J/5
!J:J/::"
9000 90qn 7500 9000
62 62 51 62
5400 5050
373 9UOO I 62.
346 6400 S8l
~:_l_::_ ~:~
5050
( \ '<
11"-1',"
,
Selection of Trim Materials and Application Tables
(.
-,,--~,-~--~-..;..---------------------------------.,....---------
r ,\.__
Table 1. Selection oftrfm materials'.
Over the years, valve trim has resolved inlo a IImilcd number "r mntcrhrls which have the necessary balance or physical and chemical properties to gtve goo d perIorrnance In a wlde range or applications. The material selecrion Is coupled with a p ractlcal means of rabrication.
Property Considerations
1¥'y.<il'lIl tensile
Thermal
EIlt'ir(JlJlllcllt
Fnbricntion
c ' mlcal resist ance
castabtllty
creep
non-g alllng couples
compressive
erosion resistance
electrolytlc potenrial with body
machinability
rupture
torslonul
shear
scaling (oxidation)
"
hoi, hardness
fini~htllr. surfaces
'yield
suitable for hard facing
ductlllty
cold impact
method of hnrd fndnl(
;\Iodulus of elasticity
h arrl nes s
dr-ns ity
Relative Cost Of Trim
Application Of Common Trim Materials
t Relatlve to a 2 in. slngle seated valve. including plug. stem and seat I
,\pplllCJ/'"'' mild servle«
Mutcrtn!«
bronze
bronze
Typc :11 II SS .
Type '1·1(1(' .'i.'i. hurdened Ty!,c 17·4 I'll ss, hardened Ste lite hard laced joint
011 both p lu g lind sent (3](; SS bu sc mutcrln l l
O.5X 1.0:'\ (hn,,', In 13X
Jtl'lH'rnl ",or\'in-
T~'IW :11 r; .'i.'i
17··1 I'll .'is T)'I1(' ·110 SS StellilP ('olmonuv
1.2 X
T)"I'(" ·1·11),(' SS h;,rr\('ul'd too l :-;lel'i tu ng stvn t"i.uhich-
;"'"ic"kl'l
;\Iont"l ~ InCUIlI,' " Hastdloy.1I :t IIU5Idlll\" (" .. IJu r imct .~
tit aniurn
. Courts • ." of the .I~lIrum9nt Socloty of America. Handbook of Control .vnlvo" 2nd Ed., pp. '0--' through 10-5.
,"l'ry cu r ros i ve
70
" .
Sf l$ :;
. 4* Z:US .
"'t" . .,.,
':.' at"
! .
'.''',
\" :' L,
,1'- "
:,", ~~ -
1
t 'c, ~" )
f '\
'i-'
J '\
'. ,
L
'~ .
t- "
f \
-,
[,j
c:-,
~; ..J
SELEctiON 'OF TRIM MATERIALS AND APPLICATION TABLES
Table 2. Properties and applications of common trim materials.
PROPERTIES AND APPLICATIONS OF COMMON TRIM MATERIALS
.' I
Material Temperature Hardness Nominal General Applications
( & Rang'e as Size &
Composition OF Used Range Lim it'atlo ns
JIlLD SERI'!CE Non-erosive. no ».
. , .. corrosive loll' fJn'.~ .
sure drops.
50 psi ,\!aximllf1l.
Bronze -·H;O· to 450·F (;0 B II;': 1/4 to 4 in. Water, air. gas
saturated steam. GEXt:HAL Sl::1?\'/CE
No n-crosit:c. co IT()sioe» moderate prc« SIJ re drops.
Type'31fi St alnless
-450· to 600· F 1
(l4) He Max. -
All
Steam, water. oil. and gas to 200 psl pressure drop. Cold gases to 300 psi
d ro p. .
.. Fo r severe H2Sscrvice specify special materials.
Steel: H3":, Cr. /:l'?,; ~i, 2",; :\10
(:\Io;;t co rro sio n rcslst ant of aoo series I
TOUGH SERI'ICE
Higher pressure
d ro p, ero siue. slight Iy co rrosiuc.
17--1 I'll Sruinless Steel
--JO. to 750" F -10-45 He All
Erosive and co rrusi ve service (corrodes in pure water I
'-
Typ e cl l Il St ain l es s -150" to 750'FI 37-42Hc All
Sted (plug only).
12",;Cr.
erosive service or non-corrosive service.
No. (j Stelllte III
ao "" (' r. -I. 5 "" \\'. :1"" f'..'l, :3 "" SI.
3''''1 Fe, 1" .. 11111, 1.5"" i\10,
-450" to 1200" F 40-451\c
at 70°}-' :JHll,: ut 1 :W()" F
Balance Cobalt
Cast Solid
1/4 10 2 In. Erosive and corrosive service.
Hard F'ucirrg
1 In, and up Slightly erosive and slightly corrosive service.
1 H~(cr. to se ut j o lnt , r-.luy be used llllJlt(lrer te m pc r nj ure for b aae trim m atcriul.
''-._..'
{ 'P
72 SECTION II VALVE ENGINEERING AND DESIGN DATA
Material
& Composition
No. 5 Colmonoy <II i inrrl ji'uclng
Spray welded and fused
12% Cr, 3% B,
Fe-Si-C 9% maximum, balance Ni.
No.6 Colrno noy P Hard Facing
Spray welded & F'used
14% Cr, 3% 13,4% si, 5'J{' Fe, Balance Ni (Chromium Borlde crystals in nickel base)
. Table 2. (contdl
Temperature Hardness
~ange as
~F Used
Nominal Size Range
-150· to 1200· F 45-!10Hc nt 70' F
lin. and up
38Hc at 1200' F
-150· to 1200·
56-61 Rc at 70· F
1 in. and up
(44Hc at 1200· F)
VERY EROSIVE SERViCE
Type 44 O-G Slninless .500 to 750· F Steel
17% Cr high carbon steel
Hardened Tool Steel
Tungsten Carbide
sintercd WC with cobalt binder
General Applications & Limitations
Serrta for erosive. and corrosion reslstnnt Rt',·vkt,.
.,
Good impact reststnnce.
Corrosion resistance similar to Inconel,
Plugs for erosive nud corrosive service. Corrosion resistance similar to
J nconel.
Abr(lsiOl1. cavitation and impingement erosion.
50-BORc 1/4 to 4 in. Non-corrosive service.
_50· F to 450" F 60-63Rc 1/4 to 2 in. Non-corrosive
service.
O· to 250' F
67-72Rc 1/4 to 1-1/2 in.
Use limited by thermal shock. Brittle HI low temperature. Noncorrosive service.
Fig. 1. Colmonoy® coated and fused V-port double sealed plug. Ready for grinding seat joint, skirt, and guide post diameters. Courtesy Wall Colmonoy Corporation .
. 'c,~ .. , " ... "
"'~I:.:<>u""~~"~-=;~.1rLtt"~ 'I' .l1ft
au
. I
a
,1$ .
IX ;sa!
. .:. )
( )
( )
(-"]
\_ I
, '~
: '--)
(1 \, ....
() (U
\._ ..»
SELECTION· OF TRIM MATERIALS AND APPLICATION. TABLES
Matorial.
& Composition
Temperature Ranga
OF
FE'RY CORROSIVE SERVICE
Nickel
-3250 to 600·
K-1Vlonei <I> -400° to 9000
2B~~ (~u, 1 ~i:Fe,
3% AI, Hulunce Ni
S-Monel® _·400° to 9000
30% Cu, 4% l\'ln
2% Si, Balance Ni
Inco nel - X ® -4000 to 1200° Good high temperature strungth.
111I~leIl(}y - Il 'I' 7000
28~{1' ~'lo, s-; Fe,
2.5% Cu, Balance Ni
I r astclloy-C ~ 1000·
17% 11110, 16% Cr,
4% Fe, 2.5% Co,
4% W, Il al auce Ni
Du rimet-:20·
29% Cr, 20% Ni, balance Fe
_50° to 6000 -425° to 800·
't'ltuulum
-::l:20" ,.
to 600" F
Table 2. (cont'd]
Hardness .8S Used
16 Hc
27-35Hc
30-aSHe
(35H at 1200°F)
35-37Rc
(at 1200° F)
Cast Wrought
:28-35Hc (lit 70° F)
Nominal SIz6 Range
General Applications
& .-
Limitations
Very corrosive fluids, erosivecorrosive servicel.
Reducing solutions (hot concentrated caustic). Neutral
s ats.
Alkalies, salts, food products, air-free acids, reducing agents.
Alkalies, salts, food products, air-free acids, reducing agents.
Used for springs.
Corrosive mineral ·acids; sulfuric, phosphoric wet H Cl gas, oxidizing agents.
Free chlorine acid solutions of ferric or cupric salts, strong oxidizing agents.
Oxidizing conditions, sulfuric acid at all concentrations.
Oxidizing acids, chlorides, and brines at ambient temperalure. * ])0 not lise usit]: liquid oxygen (may detonate).
Fig.2. Valve plug failure caused by corrosion.
I CorroHloll 14 1.1 very cornplcx pr(!Cl·~6. "lli'O lltr.,:<:tcd hy m n ny minor vnrlnbh-s: tll<.',.. .. (ol'l', ~pl'('if! cutl o n of trim llluted.ll. l11u.1 be relutcd 10 act n u] lI81:( experience III n given app licul lo n. TId" lnfo rmullon represenls general us ag e ar e as ,
74 SECTION II VALVE ENGII\JEEHING AND DESIGN DATA
Table 3. Valve trim material tsmperature llmlts, degrees F.
tv! ATJo:HIAL
Type 304 Stainless Steel Type 31f; Stainless Steel
-·150
-450
-460
-400
-400
-400
Bronze l nco nel
I<r-.! o nel Morie!
II astclloy B Hnstelloy C Titanium
Nickel Alloy 20
Typed 16 Stainless Steel 40HC Type 440 Stainless Steel 60HC 17-4 PH
Alloy 6 (co-er)
I~lectrole5s Nickel Plating Chrome l'lnting
Alurn lnum Bronze
-325
-50
-20
-20
-40
-460
-450
-4r,O
-460
-40
-10
-450
-100
-100
-4,0
Nitrile (Buna N)
Fluoroelastomer (Viton 1 and Fluorel2) TFE
Nylon
Polyethylene
Neoprene
1. Hl.'glsl('rt'd 'I'r ndr-ru n rk . 1J"l'ont 2. H~RI~ll'rl'd 'I'r ndvm n rk - :11\1 ('0.
:;am;., .
( \
OPPElt
600 600
450
1200 900 900 700
1000 600 GOO 600 SUO 800 800
1500 800
11 no 600 200 400
450
200 200 180
r~J r:
£\,J
ro t)
'0
.r
)
,. 1·
~:.
l
11
High Temperature Valve De~igr ConsideratioflS
HIGH TEMPERATURE TRIM. MATERIAL AND DESIGN (For Service Above 4500 FI
The material properties considered for establishing maxi-
. mum operation and peak temperature limits are: tensile strength; yield; creep and nI pture (above 800° F); hot hardness; impact strength; and aging. Other factors to consider are: scaling resistance; heat treating temperature; and galling. The design considerations include: clearances of moving parts and fitted parts (loosening) as related to the differential rate of thermal expansion of their respective
. materials; and galling of material combinations related (0 temperature, loading, and degree of contact, such as repeated impacts from closing or vibration. Also to be considered are the thermal cycling effects on: valve sealing: seat gasket sealing; and loosening of guide bushings.
Materials. Yield, tensile, and compressive strengths are lowered by high temperatures, and above BOO°F creep an9--. rupture become factors. In high temperatureservice, trim undergoes all initial clastic deformation and then continues to deform or "creep" with time, under load .. Plastic deformation occurs at stresses lower than the yield strength for a given temperature. This applies to stern-to-plug
a ttucluncur loading and the compressive SCLlt, stem, and plug loads. Also, the compressive load, hoi .ig the cage trim in place, is reduced.
Parts designed with such low stress levels that creep does not occur arc heavy and unecouomicnl: therefore, the designer, k IIOW illg t he crC(~P ru tc () f a III a te rial, must select a stress such that the total creep over the normal service life will not extend into tile rupture region or allow deformation to cause interference with moving parts.
Hot hardness is necessary to prevent damaged seating surfaces and 10 prevent galling. Aging and the accornpnuylug chungcs III physh:i11 properties sudrus tuughucss. BIIIIII HI:t.c,lIl1d ~() 011, 11I1I~t he cuusldorcd. ,
Scaling resistance is the ability of a material to withstand oxidation Oil thermal cycling without repeated
scaling or flaking of the surface, exposing new metal.
Maximum temperature limits must be chosen, with a buffer zone to prevent a change of metal hardness, when service conditions approach or exceed the heat treating temperature that would anneal the plug, seat joint, and erosion-resistant surfaces.
Differential thermal expansion of components is carefully considered in high temperature valve design. When hot fluid enters a cold valve, it, surrounds the plug and rapidly brings it to line temperature with plug heat loss limited by conduction througl: the, much smaller, crosssection stem and/or plug gilide posts. The seat ring, owing to its low mass,heats as rapidly as the plug, but the heat is initially conducted through the body bridge wall. Sin(~e the linear coefficient of thermal expansion of the body if often less than that of the seat, the body acts us a restraining member, limiting the seat expansion In a radial direction. Plug post and guide bushings are similarly affected. These conditions act to reduce the working clea !'<liICCS designed into the standard valve; therefore, the room temperature clearances of standard valves arc increased when they are manufactured for hot service. Titus, at maximum working temperature, clearances arc nearly normal. The plug post makes a tighter fit in the guide bushing that the plug cylinder-to-seat orifice clearance, in order to prevent galling and drag. As the guide clearances are increased, the plug scat orlfice clearance must also be increased. For cold service, or flow tcst ing, this has the effect of reducing the rangcability or control of low flows.
Double-seated valves have problems because the linear expansion of the plug between the two scat joints may exceed the expansion of the body which supports these scat rings. This problem is avoided in balanced cage valves, which usc two separated mefnl scnts, tly lllal\ipg (he j1!I!g und cngc of the sUllie lIIul •. :riul.
The. following example is givell Ior 11 2·in., doubleseated valve:
'75
76 SECTION u VALVE ENGINEEBING AND DESIGN DATA
Full port scats separated by a 3-in. elevation.
Plug material, 316SS, 10.3 X 10 "6 in./in.rF coefficient of linear expunslou.
Body material, carbon steel, 6.3 X 10-6 In./ln.rF coefficient of linear expansion.
The difference is 4 X 10-6 In./intF coefficient linear
cxpunslou.
dug;,; lapped to fit both seats Simultaneously at 70°(:. At 270°F, AT = 200°F.
(2000r) X (4 X 10-6 in./in.tr) X (3 in.) = Differential EXPIIIl~il)lIl)r().0025 Ill.
. Thus with the lower plug seated at 270"F, the top plug would be 0.0025 in. off its seat, and a high leak rate would result.
To over come rthe above problem the plug of highquality valves is often made of the same alloy steel as the body, and the seat joint is hard-faced.
Thermal cycling causes seat rings and guide bushings to loosen, so they must be either seal-welded or tack-welded, respectively. For very high temperature, in large valves it is better to use a hard facing applied directly to the bridge-wall scat opening; this is known as an integral seat. Since seat gaskets must be loaded beyond yield to seal, severe thermal cycling causes them to creep and leak; therefore, they are best avoided for high-pressure thermal cycling service,
Trim design "S. servin' tcinpcratnrc. The Iullowlng de· sign changes must be cnnsldcrcd I'm the COl responding temperature ranges:
u
( ')
- '
Above 450°F The bonnet extension requires a longer stern-to keep the packing cool.
Above 600'F - Clellrances mlllt flo lncrensed. Tho plug and son!
IlInlll111 n(ftns mUlt hlllultft-Ift(;lIcl..
Above 750'F All threaded seat rings must be sl!l)l-weldod to prevent loosening which will cause Ii!nkagoand undarcutting.
Ahove OOO"F - AII.lluld" hu,hlnIlJ. plug glJldos nnd posts, must
bu har dIncet]. All Ollithl huahlnllll;lult hll tnck-
n
o
welded.
Abovo 1050· F - Hnrd-Inced, Integral snnr joints must be used.
An ndditlonnl cousklerutlon is thllt the filled parts nrc subject to increased compressive stresses IIIHI creep due 10 dlffc. ential thermal expansion, adding strain to the bonnet bolting .. This involves the cage trim held by the bodybridge wall and the. bonnet.
Seat joint designs [Or thermal cycling service. A flexible seat-lip design, as shown in Fig. 1, will allow for variations in the expansion rates of parts, for strains causing out-ofroundness and for seat wear caused by many closings. This design has proved satisfactory in: gas dehydration lit 60 to 600°F, 8 times/day for 40-psi pressure drops; and liquid sodium service at 300 to 1 200°F, for 50-psi pressure drop.
, (1
''''l v..
()
()
ROUND£O S(lfRAlIGNII'lG )OINt
.'
()
()
()
!J
c:
r-
,_)
0
0
0
()
o
'- o
() Fig. 1_ Floxible seal for thermal cyclic service. Courtesy f"lshcr Controls Company.
sur IlMS[O "tOVf ~TtN'Tt()tJ TO tODY
:",4~.,'·.;·,
.. t f' 1 it
() (()
! 1
o
(
;' ·1.··· .'i .. '
.HIGH TEMPERATURE VALVE DESIGN CONSIDERATIONS
I'
60
50
UJ
...... 40
-c
<.3
.....
u
a: 30 -
V>
V>
UJ
z 20
0
IX:
c(
:x:
10 . /
Large abrasive particles' in the line nul;] will sometim. rough-up the soft trim, initiating galling. Vibrational impa. may create a "fretting" condition, leading to guide-b earir surface breakdown and eventual galling.
Liquid metals, such as sodium and potassium, clean Ih protective oxide films from metal surfaces so clTedivei tha t galling is a serious problem a I and above service ten' peratures of 400°F. Materials must be carefully sclecte. and loading must be kept at low levels for this kind o service (for example, heat exchange ill nuclear rowe applicatlons.)
Galling may he prevented by the following:
O----,----,--------.-~----_r------~--------r_------~
O' 70 200 400 600 800 1000 1200·
TEMPERUURE, OF
Fig. 2. Hot-hardness of hard facing materials.
.,
!.:
Figure 2 is a comparison of the hot-hardness of the hard-facing materials, StelJite@ and Calrnanoy®. The 400 series, stainless steel-hardened trim materials are shown far reference. Note the rapid softening of the 400 series, above 700°F.
The following arc Ihe affects high temperature has on the physical properties .of Type.316 stainless steel trim base material:
PHYSICAL PROPERTY 70°F 1200·F
Ultimate tensile 85 k5i' 56 k,j
Yield 38.5 20 ksi
Creup (1% in 100,000 hr. (see no to 2) 6 ksi
or t t vr]
Rupture (in 100,000 hr.l [see note 2) 12 to 16 ksi 1. Ks l = units 01 1000 psi
2. Cr eep and rupture bulow 800<,) Faro f n sljj nlf Ic e rn .
GALLING
Galling is related to temperature, material pairs, surface finish, hardness, and loading, plus the line-fluid effect. One metal surface will scour, weld-to. and/or ball-up material from another. to: (I) jam the valve stroke; (2) ruin the scat joint; Of (3) lncrcuse the operating force, causing jerky plug positioning. High temperature will either anneal or soften the metals, Increasing their galling potential.
1. Using hard materials for OIlC, or preferubly hutll parts.
2. Selecting pairs of material with low galling potential (See the list given below.)
J. Using different materials for both parts rather thai the same' material.
4. Assuring a 5- to lO·Re difference in the hardness oi the materials,
5. Specifying either a required surface finish and surface
hardness or special coating,
6. Designing a reasonable loading.
7. Designing adequate operating clearances.
8, Breaking in the valve at low loads and with a lubricant.
=
78 SeCTION Ii VALVE ENGINEERING AND DIESIGN DATA
The following metal pairs have low galling potentials:
PLUG GUIDE BUSHING RATING'
312 SS' vs. 17·4PHSS Good
400 Series S5 Good
Stellites Good
Colmonovs Good
Inconel Good
304·L S8 vs. Inconel Good
(;J~G·C SS VS. 440·C 55 Good
17·4 PH5S Good
Tool steel VB. 17·4 PH S5 Good
Monol v •. K·Monol Good
K·Monel vs, 400 Serlol SS Good
Stellites vs. StelHtes Excellanr
Inconel Excellent
Colrnonoys vs. Colmonoy Excellent
Durimet 20 VS. Carpenter 20 Good
Hastelloy "8 "@ vs. Hastelloy "B"® Good
1. When used within recommended temperature limit and proper
hardness and loading.
2. 300·50rles stainless steel readily galls with Itself when In Sliding
contact, but tho plug·to·scnt sealing docs not usually Involve
this type of contoct. i , .. :@
r
"-
\
('. )
"-,
()
('l
r )
'-
("\
"'.
"j
",.
0
0
(i
\__.
1"'1
\__, '\ ( j
o
( , .j
u
o
( . '- )
o
o
.r
1
Valve Deslqn Consideratlone to Cryogenic and Cold Servlo
CRYOGENIC AND COLD SERVICE CONTROL
VALVES
When control valves are applied at operating temperatures that. are substantially below the freezing point, special precautions must be taken and, in certain cases, special designs are required for satisfactory operation. The principal problem is the proper selection of materials of COilstruction, particularly on moderately cold service (to -150°F). Cryogenics is the term applied to processes operating at temperatures below' -·ISO°F, where a number
of additional factors must be considered. .
In the temperature.runge from .. ··20 to 150"F; special impact-resistant, carbon steels are used for the pressurecontaining parts. The commonly used materials are carbon
. steel (grade LeO) from --20 to -SO°F and 3.5% nickel steel (Grade LC3) to --150°F. These valves are generally equipped with a plain extension bonnet. In this tempera'ture range, the primary objective is to reduce the influx of heat to t lie system to a reasonably low value, ami to prevent the packing box area from getting so Gold that frost and ice form on the upper part of the bonnet and on the valve stem above the packing box. The simple extension bonnet is generally installed in the upright position to minimize heat transfer in the operating fluid itself.
At cryogenic temperatures, materials of construction now exclude the carbon steel group and inc!" le austenitic stainless steels, bronze, and monel. Valves operating at this temperature range are generally handling ext rcrncly cold gases or liquefied gases. Among those commonly encountered nrc uir, nit rogcn , o x ygcn , hydrogen, ,111<1 heliuru. Propertles of S()IllC of these fluids arc shown in Table I. For these services, a number of factors must .be considered in addition to the material of construction used in the valve's pressurc-cuntuining parts.
Very ~Jlcdid uucutlou 11I1I~t II0W he pl.1I1 to the lIolgll of the extended 1>1l11l1ct. Even though the body material may be bronze, the extension would gellerally be of uus. tenitic stainless steel to minimize heat transfer. Cure must
be taken that liquefied gases not become trapped in til bonnet space, where subsequent vaporization on shutdow: could generate dangerously high pressures,
In all cases, the valve must be heavily insulated. T1)1 process equipment piping and valves in the cold sectioi of the plant are often installed in a "cold box." The valve . in this case may have an exceptionally long, plain, exren sion bonnet which may be installed in the horizonta position. A special valve design, such as that shown in Fig. I, is often used in this case. A large-diameter bonnet section is fabr'icatcd from stainless steel and brough tout through the wall of the cold box. This permlrs removal of the valve trim, including the plug and sea t ring, wlthout disturbing the valve body, which may be welded into the system to minimize the possibility of leakage within the cole! box itself. Within the extension at the lower end is a Teflon chevron seal which acts as a check valve, minimizing leakage of the cryogen into the bonnet section, yet pcnnit i ing the release of any gas that is generated. In this way, the heat flow into the system isminimized,
A mounting flange is usually provided at the outer end of the extension bonnet, which cooperates through a flexible diaphragm with a larger flanged upcning in the cold box itself.
Figure 2 illustrates a very special cryogenic valve that has a vacuum insulating jacket enclosing the entire body and body extension. Stainless steel expansion bellows <Ire provided on the jacket to eliminate the piping strain t hat is caused by differential expansion. Note tluu a thin-walled cylinder is used instead of the usual stern cx tcnxiou 10 provide a long conductive path and to mlnimlze the vapor space between the stem and the body cylinder. Radiation losses become an important factor and are minimized by using all electro-polished valve exterior and all alum inunt 1',,11 bnu ler . III llib kilid til' vulve , II h illlPlilldllt (ll h,d.! the weight to a III lnlmu III , but, lit the same time, to provide u high relative capacity, because lnw lIIa:;s i!linijlli!.,.:s the boil-off Oil cooldown. Similar designs art' available iii
70
I' I
,-.
flO SECTiON II VALVE ENGINEER ING AND DESIGN DATA 0
Tabla 1. Properties of cryogenic fluids. 0
Gas N2 °2 C1I4 112 Ift: F2
r)
Dcnslty, N'l'P· 0.0724 0.0827 0.0415 0.0052 0.0103 0.0982 ,,'
Ib./cu. ft. C)
Boiling I'ulllt ·320.4 ·207." -2/18.7 -423.:1 ·"ti2.1 ·:JOIl.S
1 atm. • I~. 0
Vapor Denalty 0.288 0.296 0.111 0.084 1.06
at B.P. 0
Ib./cu.ft.
Liquid Density 50.41 71.27 26.46 4.37 7.62 94.2 "(
at B.P. '0
Ib./cu.n. i
" ()
Heat of Vaporl- 85.2 91.7 :;119.2 193 8.8 74.1
zunon at D.P.
BTU/lb. U
Critical Tern- -232.8 -181.1 -116.5 -400.3 -450.3 -200.2
perature • F 0
Critical Pres- 492.3 736.9 673.1 187.7 33.2 808.3
sure. psla ,"'\
'./
• NT? - Normal Temperature' and Pressure, 70· F and 14.696 psta. a "Yspattern" configuration to further reduce the head loss, particularly for on-off service.
Rotary valves, also equipped with an extension bonnet; are often specified for cryogenic service where tight shutoff is required. Figure 3 shows a special design, with an offset vane and a spherical seating surface, which gives good shu toff using a special Kel-F® lip-seal insert, and yet minimizes the torque required for breakout. In the larger sizes, the low mass of the valve is an important factor.
Generally, requirements for cleanliness must be more rigid for cryogenic valves, during manufacture and, particularly, during assembly.
Special attention is required in the selection of lubricants, which may be used when assembling parls, to prevent galling. Many lubricants either solidify or become brittle, and many may also be completely incompatible with the flowing fluid. Anum bcr of compounds have been developed for this service lind nrc rcndlly nvn llab le conuuerclnlly , Very special attention is required, for example, when handling liquid fluorine, which is self-igniting on contact with any hydrocarbon. 1\ more common problem exists in the handling of oxygen, either at ambient temperature or at cryogenic temperatures. In addition to the possibility of self-ignition in contact with certain contaminants, the oxygen supports combustion, and a fire; if started, will consume the entire piping system. Most companies that
.....
use cryogenic liquids have detailed specifications on cleaning and dcgreaslng procedures.
LOW TEMPERATURE TRIM MATERIALS AND
DESIGN
The trim design for low temperature and cryogenic service is based on the following requirements: (I) bubble-light sealing at low temperature; (2) minimum heat leak; (3) minimum cooldown mass; (4) quick-change design; (5) simple design; (6) adequate 'impact strength of materials at low temperature; and (7) differential thermal contraction of materials. These factors have been resolved in valve design and material selection that have performed very
satisfactorily. .
Bubble-tight sealing. a must in cryogenic service, is obtained by using TFE or Kel-F@ Oil the plug seal. These mntcriuls become milch harder at low temperature. but still retain enough yield to seal lightly. Kcl-F® has sealed 225 psi, bubble-tight, at IO"F above absolute zero. Doth materials may be used for the guide bushings and the seat joint gaskets.
The stems must pass through extended b()nnets to prevent the freezing of atmospheric moisture, which would result in binding of the stem at the packing exit, and to clear the thick insulation of Gold boxes.
C)
()
( '\ j
C)
~.
C' (,J
o
o cO _0
o
()
.": .... ~, .•... ~" ..... ~,,-., •... ~~.'-.~~, .... ~~.,:,,~..:,.....~ ...... ~ .... -.~ ............. ,.,...; .. """". -,--,.-.~ .... -:" .. , ....
r
o
\ - /
.:
\ .... ,
VAI.VE DESIGN CONSIDFRA"\"!ONS FOR CYROGENIC AND COLD SERVICE
I
Fig .. 3. Offset vane cryogenic burrernv valve, with. elastomer lip seal for tight shutoff. Courtesy Royal Industries.
II II
Hollow plugs are frequently used to prevent rapid h transfer yet allow a large-diameter plug for guiding H throttling stability. The void in the plug may be evacual and/or filled with insulating material or reflectors to redi radiant or convective heat transfer. Stainless steel is excellent material owing to i~ poor thermal conuucti'lii however, the eross-sectional metal area is kept to ami: mum. The clearance between plug extension and guide close enough (0 prevent convection currents, and it e luges, above the guide, to a larger annular area to preve pumping of liquid out of the body into this space.
Valves are normally installed either vertically or up 45° from the vertical, to maintain a low-convective vap .lock in the extended bonnet. The design shown in Fig. is applicable to valves that must be installed horizontal! The seal "seals" on downstroke and bypasses on upstrok
The weight of the parts should be kept. 10 a minimur 10 reduce cooldown of the mass and boil-off loss of Ii liquefied gases thut arc entering the piping sySkll1. 1 reduce weight, the large plugs arc hollow, and the scats Ill;;
be integral with the body.
Quick-change trim, with removal through the bonne is a must because it is impractical to remove a vacuun jacketed valve body from (he line, or even to remove th insulation to get to the bonnet. Therefore, the bonne! i always locatcd well above tJIC normal positlcn, rcqulrin a longer plug in order (0 use a short, stirr stern having small cllls~·scci illflal a 1'::1, W hich is J1t:c~;;s;ItY i () liJlli
heat leakage into the valve.
Fig. 1. "Cold box" valve with plug and seat ring removable through the bonnet. Courtesy Masoneilan
International, Inc.
,
-~ I
FlU. 2. VLlclJlIrn·juckctod cryollonic vtllvu 1m service on Ilquiu H" flu, Of other vurv c(Jld fluids. COU! !~~y Masoneililri International, Inc.
82 SECTION It VALVE ENGINEERING AND DESIGN DATA
Fig. 4. Seal to prevent pumping of cryogenic fluid into valve bonnet with valve stroking. Courtesy ITT Hammel-Dahl.
Stuffing boxes must be deep enough to accommodate a second or partial set of packirig, installed back-to-back, to prevent leakage on cool down if a vacuum should occur in the line.
One type of valve designed for cryogenic application is shown in Fig. 5. Note the vacu~m jacket and the soft scat tha~; is retained by the bolted nose plug.
Cold impact strength. Trim materials must possess adequate cold impact strength to prevent fracture and complete shattering. Carbon and chromium-alloy steels rapidly lose impact strength below ODF; therefore, they are limited to -20°F and -SO°F service, respectively. 3.5% Nickel steel may be used to -ISOor, and 9% nickel steel may be used to -320°F. Austenitic 300-Series stainless steels, nickel, Monel, Hastelloys, Durimet, titanium, aluminum alloys, and bronze may be used to -460DF. These materials fall into the group of face-centered, cubic metals. Cooling increases their yield and tensile strength, while gradually reducing ductilit.y. The impact strength ()f these 1113 ter ials may either remain the same or increase.
The ignition point of austenitic stainless steels in liquid oxygen is so high that very few applications exist where they arc not entirely satisfactory. If they are not satisfactory, Monel or bronze trim should be specified if very high-energy shock impacts are probable.
;:rhe following modifications are used for low temperature trim:
/' " '" '
II'
C)
(C
!o
( ()
Fig. 5. Cryogenic valve with vacuum jacket. Courtesy
Masoneilan lnternationel, Inc. '
( "\
./
Low Temperature Ranges
Trim Design Requirements
(.'001 Vahle Service o to-SODF
The ext ension bonnet requires a longer stem. (~
Sometimes the addition
of ethylene glycol in thoi-C) pack ing follower, annular clearance around the stem" () will prevent freezing and
will permit operation oC 0 a standard-length bonnet
valve to about OaF. ' ()
The extension bonnet requires a longer va lve stem to prevent stern freezing from the condensation of () atmospheric moisture at
the exit of the stem from (J the packing.
Freon (-nOp) . Ammonia ( __ 84°F) - Propane (--106°F)
The guide bushing may he tuck-welded to prevent loosening from the differential thermal contraction of the bushing
and bonnet materials. C) Theseat rings,ofscrcweddesign, arc seal-welded to . 0 prevent loosening and .. leakage.
Cold Valve Service -50 to --150°F
o
Refrigcratton Service (Typical operating temp.)
o
u
()
o >-
()
()
()
-0
Cryogenic Service
VALVE DESIGN CONSIDERATiONS FOR CYROGHilC AND COLD SERVICE 8~
l.iquified Gases Service" (typical opera ling temp.)
··150 to-·460°F
A double extension bon-
. net is used with a length of 12 in. for .. -320°F nitrogen' service, and longer for · .. ·45(tF I Ie and H2 service.
Methane (--259°F) Oxygen (298°F)
Nitrogen (--320° F)
. Hydrogen (-422°F) Ilclilllll ( 452°F)
The guide bushings may be either welded or lockrolled in place.
The operating clearances for moving parts may be increased by 50%, to prevent binding from differential thermal contraction.
A hollow plug extension is used .. ·sealed void, with a low cross-sect ional metal area. Extension in large valves is carried high, enabling the use of a short and stiff stem owing to the requirement of along bonnet extension.
. : t
';;:"
" The following are the cold properties of the soft seat
·if materials (TFE and Kel-I~®):
-,./:-;.
'-'
i"
t
J
'f
\ 1['
'-- - c::::;:: _ '.
\ ~;
'~ 'J'. ,. I'
. '.
.•.. , •. :.;
t-,---) ....• "
B
The seat rings, of screwed-design, are seal-welded to prc. vent loosening and leakage .
The following trim materials are used for plugs and
seats, and bushings in cold service: .. '
PLUGS AND SEATS
Bronze Type 31655 K·Monel
Stell ite or Colmonoy
hard facing on 316 55 TFE or Kel-F® is used as plug seat joint malerial and suut ouskuls. They are at ruched to the plug with 51 rainhardened 300 5S bolting or stem nuts.
GUIDE BUSHINGS Hard aluminum
Bronze
K-Monul
Hard chrome-plated rnater ials
17-4 PH 55 and Type 440-c SS are used for guides onlv wh er e 'br lt tluness is not u factor.
The effect of low temperature on the mechanical properties of type 316 stainless steel trim material is given below:
Yield strenqth
10.2% offset)
Ultur.ate I~nsile strength Elongation
Impact streriqih
(tzod, "V" notch test] I k sl = u o it s 011000 psi.
'lluiJing points at 14.7 p~ia .
MATERIAL TFE Kal-F
TENSILE ·STRENGTH (psi) 1.500 (100"F). 22.000 p,i (-460'F) 4,000 (WO°F). 16,300 psi (--300"F)
THERMAL CONTRACTION (from'lLi"F) 2.2%
1.2%
REGISTERED THADE NAMES USED IN CHAPTERS 9·12
17-4 I'll (stainless stcell Stelliie und Stcllitc Hastelloy
Colmonoy
Nickel
K/Monel
SIMone!
Inconcl/X
Ni Resist
Durimet
Malcornizing
KeI·F
ARMCO Steel Curpur.u io n Haynes Sldlitc
Cabot Corporation
Walls Colrnonoy Corp. International Nickel Company International Nickel Company International Nickel Company Iu t cr nat ional Nick cl Company l nt cr na tloual Nick cl.Comp.my
Dur ir o n, Inc.
.Chapman Valve Cu. 3 1>1 Co mpany
-i« F -42~F
"
35 ksi' 84 ksi
84. 210
70 55
110 110
(at --320° P) ~idtclj"' fur C"~ptCT 12 cour rcsy of' The l ustr ume nt S.Jch:ty c I
Amcr ica , Haridbook of Controt Vulves, ~/ld tditioll.
1
Fail Safe and Fire Sa'fe 0 Requirements for Valve Actuators' 0
C)
FAIL SAFE ACTUATORS
In many types of piping systems it is essential for reasons such as safety, ease of repair, avoidance of fluid loss, reduced downtime, and so forth, that a valve fail in a "safe" moue. Generally, this requires that the valve actuator be faiJ safe.
For example, in many process systems hazardous chemicals arc flowing through the system and must be contained in event of valve or system malfunctions. In many such cases the valve must fail in the closed position. In other cases the fluids must be rerouted to prevent possible dangerous chemical reactions, contamination of the sys-
tem, and so on. 'J-"" .:
-Thcrc are many types nnd styles of fail safe devices, most of which fall into two categories, external design and internal design.
Fig. l·A. Valve operation under normal conditions with electrical power on.
84
( )
External
The external design. actuator is. assisted by an outside sourcesuch :15 a till co-way solcuold, servo valve, 1\ III annul' override, or a combination clcctropncumatlc, electrohydraulic, or electromechanical override. As an example, consider a valve that is required to fail in the closed position. One possible solution is shown in Figs. I-A and I-B, where a thtee-way isolenold is attached to the actuator.
With zero current flow O( a low predetermined current,
the solenoid will close off the supply pressure 10 the () actuator's open position, subsequently forcing the control', or main valve to the closed position. This same proce.~lIre,' C.) can be applied to double-actingdiaphragm Or piston actua- .. '
. tors. . ' . C _)
Another type of external design is the self-contained .. ' pressure bottle' or accumulator type system, which pro (j
r" , ,__)
()
f' ~ )
( , \.. )
( )
,n
Fig. '·.B. Valve operation with electrical or pneumatic failure.
,()
o
()
:(1
, . ,
-(
FAIL SAFE AND FIRE SAFE REQUIREMENTS FOR VALVE ACTUATORS
vides available pressure even though the main system malfunctions.
Internal
The internal type of fail sa fe actuator may be inherent in tile actuator design, Or the actuator may be modified internally. There are two main kinds of internal fail safe actuators, the spring type and the weight type.
When tile pressure applied to the actuator is insufficient, the spring ill a reverse-acting actuator will return the valve to the closed posil ion. III cases where the valve must fail in the open position, a direct-acting actuator may be used. (See I and 2 of Fig. I, Chapter ?O.)
WHY USE A FAIL SAFE ACTUATOR?
1. A fail open actuator will prevent pressure build-up of a system or component due to a power failure to the- actuator.
2. A fail open actuator will prevent prCSStHC build-up of a SYSICIlI or corupuuent . due 10 a' .wcr loss lJf J system pressure using a pilot-operated valve or actuator of that system.
3. A fail close actuator will prevent pressure build-up of a system Of component due to a power Iaihu e 'to the valve actuator.
4. A fail close actuator will close a valve because ol leak or rupture in the line.
S. A fail close actuator can be used to prevent fueli of a tire, such as those in oil companies, chemic plants, and so on, when actuator power failure
possible because of that fire. .
6. A fail close actuator is used to prevent toxic gas or liquids from escaping because of actuator , system power Iailu re.
7. A fail open actuator will allow toxic gases or liquk to vent in case of power failure.
8. A fail open actuator will allow coolant to circuiat in a system Of component, as in the heut cxchang. of a nuclear reactor Of in the event of a cycling c power failure of the actuator power source,
It may be noted that fail safe actuators may also be lise in conjunction with other systems when equipped wit. other signal or sensing devices for either fail open or fa: close appiications. The following is a list of some of thes. uses:
I, IIigh or low liquid level relief. :2, Runaway pUII1P or motors.
3. Over heating or cooling.
4. Low or high pressure relief.
S. Dangerous liquid or gas handling,
6. Life support with liquids or gases such as water 01 oxygen.
Fig. 2. T'herruul shut ott fire .ufo valve actuator. Courtesy Essex fluid Cont r ols , SI. Louis, MO.
o
Fire Testing of Valves and Associated Equipment
1
. ",:
, .
o
--~--~----------------------------~~--------~----~----~------.------~
(, ". (__,J
By Dr. Glell C. Tolle, P.E., Engineering Associate, Mobil Research and Development Corporation, Field Research Laboratory, Dallas, Texas
"Fire safe" is a relatively new valve calssification of considerable interest to valve manufacturers and users alike. Ideally, a fire safe valve would feature a leaktight seal not only 'at normal operating temperatures as expected but also under the extremely hostile conditions of a hightemperature fire environment. Practically, 1110st valves today classified as fire safe give a leaktight seal at normal temperatures bu t permit a small amount of leakage through the seat and bonnet/stem when subjected to a fire.
To' establish the incentive for fire safe valve design, one must first consider the overall effect of the hazards and losses caused by fire which bu rdens Americans society. On the average, fire 'directly or indirectly claims 12,000 -ictims in the United States each year '. * Fire is surpassed only by vehicle accidents asa killer. In the way of a rather grisly comparison, '45,925" U.S. "soldters' were killed in Vietnam from 1961 through 1972, while at horne 143,5)0 deaths attributed to fire were recorded, a greater than 3 to 1 ratio. Fires cause varying degrees of injury to over 300,000 persons each year. The annual financial impact is almost unbelievable-27 billion dollars in direct property losses with an additional 11 billion dollars spent on insurance, fire protection agencies, productivity compensation, and so on. With statistics like these, it's little \v;:"jer t1H1t ncarly every segment of our society is becoming extremely [ire-conscious.
In many Instances, valve manufacturers have been forced to consider fire safe valve designs because of the installation of their products in potentially dangerous locations-von board ships, in nuclear facilities, on offshore oil platforms, and in a multitude of other perilous applications. The concerned manufacturer is faced with the requirements of test specifications, future liability,evolution of new designs, government regulation, and continuing changes and upgradings of valve performance characteris-
86
._ "~'-"_"'''''''''''''~'''''_JOoI''''~._~-,_ ",.;.. . ... * ......... v~·· , .• ~_ • ..-~
tics. Because a:valvc that has failed in a fire is quite often easily identified, it is incumbent UPOIl the valve manufacturer to protect himself with a fire sa Ie valve design that exceeds existing performance standards.
i ("l I,j
FIRE SAFE VALVE STANDARDS
I '\ '. )
A number of fire safe valve performance specifications have evolved over the years with contributions from test ing and research institutions, individual companies. and manufacturer or user associations forming the bulk of the criteria. Table I is :111 updated reproduction of n summary of test specifications compiled by Azzinaro ," Since Azzlnaro's summary was first given in 1978, another specification has been approved, API RP 6r.3
In Table 1, the Oil Companies Materials Association (OCMA), EXXON, and American Petroleum Institute (APl) 607 'speclflcaricns deal exclusively with soft seat ball valves. The Factory Mutual (FM) ami 1\1'1 RI" 6r specifications are more general in nature and call be applied
or adapted to any given valve type. .
Table 1 only sera tches the surface for fire safe valve specifications. Most manufacturers, operators, and end-item convmers have in-house specifications or at least installation restrictions that imply a regard for fire safety. A typical example is Marine Engineering Regulations ., a u.s. Coast Guard publication" that exempts valves that arc not fire safe from certain applications.
An interesting feature of Table I is the contrast between ccrtnln individual tr-st specifications. Variations in valve position, test pressures, burn durations. and peuulsslbtc leakage rates arc readily evident. It is recognized that these variations came about from the original in lent of each specification rather than from an attempt to provide a generalized performance standard. Most standards start
(' " ,J
()
c
~)
u
,
()
L
n
"See references at the end of the chapter.
- (
.r:
' .
.... ,
('
',-,.,-.: .
'. . .
FIRE TESTiNG OF VAlV~:S 1t"J;l.":'SSPG.I~Tf::P. ~9!)I,,¥ E~t_ .
·."TEST'" ,.
S~EClf ICATioN
':::i;)cMA .' ·<I=S\I,'.
. EXXON' .
BPj,14.1
·,Veitj'c~'
" HoriZontal . op~n::' .
.: stempositi6n': .c. B O'reposition, . . Vai.j{openbr
shu;:' .
Test 'pr~ssure "dllririgburn
. Test' media. .
30 p'sj
25: psi
Kerosene or
. dlesel fuel' Sufficient' to destroy sofr seat
Ifirnirr Afrer tusr
liquid hydrocarbon 12& f minimum
Vallie bcdv temperature
B urn duration Whel'! seat
lell kago measu red
15 min Aiiertest
Max'ilTlum
No apprecia- leakage shan
". bi~.ll!akage .he r1£1cJliglhle:
·l\lrnl/rnin/in.' H) n,IAninjln.
diameter" . diameter" .
:3cydes·open,,3:'C:y.i:llls ~r:i
t9 $hut ' . t6 shut .
. '. -. . - - '.. '_-'. , " 'j "
.' exterri~"e-a'kage .
Maximum'
. seat leakage 'Opetabiiity .. '
'In no.casesfialf leakage rate oxc.iiild: lOQ"m 11m in:
out' usa wcll-dcflned, overly constrained set of performance specifications which are gradually 'eased with respect to operating or ftinctl6'nal requirements and then generalized to include awider variety of valves.
It becomes evident. after cxaruinarton of Table I (hat a partlcularvalvc coulucollcclvably' 'be certified lire s<lfe under' several test' standards but nor rothersvTherefore, It Is extremely important that al1ianuJacturedie aware of the standard used by a certifying agency tor a valve to be tes(ed,aliJ that the user be notlflcdof thosestandards that were satisfied by th~ performance of the valve.
. A'· fiilal rLHiiark '.611 (.(C' sa·fc·· vnlverdestgn a)llcerils y.~IYC features that arc rule-of-thumb irrdicarions of the superiority of one valve design over another. Azzinaro? has listed these features, and they are worth repeating here. Essen" tially, afire safe valve exhibits minimum' internal and exterfl\lleakage as well as retainingcontinued operability, Valves, wilh i.nhcrl,llH IHcl.ill·tl)-lllClill sC;iling.llslI.llly provide minlmal Internal leakage it' there is no initill'I dependency on a resilient sealing member, supplementary spring loading device, 01 overt ravel of internal paris .to achieve metal-tomeral cohtact.A valve design that' avoids large gask.etcd
. body joints . and, provides adequatestem sealing with fireresistant materials will be most likely to minimize external leakage. The continued operublfity of avalve durillgand afterexp,oslHe. to a fir,eenv{rpnnlentcan'be e~h:anced hy prhvidfugexifarjj~t~iia[ .mloca,i\phS wile}e 'tlle:fllj.i(IY' induced distortions could cause a failure to open o'r shut. Valve components assembled w.ilh external belts 01 clamps
APlsD.i' .
FIRST. EDITION .
;HorizCln t~1I ~5.l5~,PQtal Shut'
p~pei1ps o~ V~'VII: raiif.l9
W~ter
. .
pressure fiiii'19 .Water
'N~t specified
II oct F
Not specified
Not specified
30min Dulin.g·lest
15 min. During test
15 or 30 min Aher t~SI
20 mlilTlin
.' jri:dia[<. 40·mlJinin/in. diameter {cyclec;>pen .. to shut
O.).Qtirpjn ··,'M·($'p;lmio) . lildi\iicjual .
.Ie)o tc/ri;Jinperinc.h··
": :d~~=i~\~e p~r ;nciJ "
,drops .
.... ' . ,,;~ASt 'b.;e. ,; ..
,op~(abllj':
.: .,'::,§h~,f;i:eAB9,r:t~~J.p,S!,.
, :t~si'pt~~$ui:editfilrential
.'.. . .. ' _-_.' '. - ,. . : ": .~. . -. '-.' ._ :':'" .,
call sometimes fail because the b(ilt material "relaxes" when heated, thus leading to excess leakage. Quite' often; a heavy valve will prove fire safe, arid a comparable light valve will fail to satisfy a fire standar~simply because the hcavie r vulvetakes loriger to heat upan~rreSfJ(llld to the effects of i;lcrcascd Jr:ll1perut ure. '1Ilspc~fal'~pp'lJL;allolls in which a. valve is an integral part of a load-earryingmember, .struct~raJ,so.lJndne~ may . bC~Qmeehd!lngerJ!~ if thermal. 51 resscs inthe valve become .exce~sive.
FIRE TESTING of.vALVES
With the cxcep uo n of a few spcclallzed procedures, valve manufacturers have been concerned almost exclusively with the most recent Iiresafe valve standard, Ai!! RP6F_ :Y~Jv.e manufacturers apparently consider the APr RP 6F standard to be the most representative of thespecffleauons for an acceptable fire safe valve. Fortunately ·[or personnel associatedwith rhetes(irlgof valves, tJle,'ARLRP 6F. siandilfd is relatively safe for (est purposes because the test medium is water rather than a-flammable or explosive fuel. The need fur' enforcemcn: . o/J,triJli~;!t s4f~fY pr.t:ca~JimlS liJr.:,~t!lve testingunder any standard cannot be overemphasized ..
Figure 1 shows.uwc schematic diagraHls for typJc~1 !iY~I~nls. for v(l' v e.fii"',le,~I$,. TI)!,p4JJlP~pre,~,~"r,j~e9 sy~te_m
...• ~,Fi~:·'c~~~Ji~~~h~(~~ti1n.l~~,~O:~~~;r~~r::~~~;f;~.;~~t~ ..
reak~g·e. 'Tesishave been conducted ':inwhiCll'av~lve exhibits uncontrolled leakage at the start of the test and then
"','
88 S.ECTION II VALVE ENGINEERING AND. DESIGN DATA
.@
gradually seals ias .the test. progreSSes and temperature builds up. The results of elevated temperatures are often totally unexpected, thus leading' to instances in which thenTlliCI expansfonbeeomes the prime mode. of f;lilpre.
The valve pictured in Fig; 2 is ready for te$ting in a $,hrlu~'ted "poolfire"environm~nLproyided by the Jour burrieJ!;,; )l~derthe ··\faJve;~1'he brirne~ ·u~aprop'al1el!ljr fuel mixture arid are, in effect, v6iy large 'BenSOr1.bilrOers.
{./
The. two-thin rOds~at the side and under the valve are type S thermocouples, To preclude the possibility of an invalid test because of connector leakage, end connections are fitteq .and welded as shown in Fig. :? The fire involvement of the valve in Fig. 4 is of the directImplngement type. SOllledisagreement no.wexi,st~ corccrrting whether the
.• Oame ~hov:iddireciIY strik,e.tQ{lv;1.lye'.Su,If:t:ce. :ori.nd1tect}y heat t!ieva'Jve: pY·.meansofafjrebo" e,ndo~ur~, There are
Fi9. 1. TvPical $V5tem~ Ig'r valve lire Jesu,(~)Compres$ed air aspressure source, (bl Pump ~s pressuresouree:
Note: Sl!eTlible2 lori(lentific8tionof sy,S"tBrncomponents.
~I
":" ' ..... '
... ~
FIRE TESTING OF VAL$~S AND ASSOCIATED EQUI.PMI;NT
.. :t.. . '. '.
Table 2; Id~ntification otval.vefiretest system·components. Le9~~lof~y~em compo~onts~ .
. ,. . "'. .' . f~~. ~:igs •.. 1~.and1.b. . . '.' ';~" . . . .
Lpress~;~sdu~ce.:; .; . . ::i .'
.2: .Pressure regUI~ioran(jr~lief.·~~:'
. '3 .: Vesseifol;wa'i~r; . ,. '. ' ..'. , .•... ;..,! .. :.,f .. ,.ji·.:·~,i'.;\ .
'4." Galibratedsi~.6tga9~. . '_
· •. :;:;.·.·:7.:.·.> ..• p~.·rhae;.~rOru!r~e/.eg·;a:I;.':.......... . '.' .' ' ',' . JJ::'
_ .. ,. . '. I~;i:··:,.: .,',
. 8:piplrigllrraii~ed t~p:rovide vapor tf~, .' ;.; .... '.
9: .. Ericlosu·ni.fo·r test.; ho;'izonial.cleara'nce between any part of-the valve and th~ enclosure sha", be a ml~imum
oi 6.in. (152 mm). '. . ~'. .. .
10 Minimum' he'igh t of enclosure shail be 6 in. 1152 mrnl above the lOP of the v~'ve. .
11. Test valve mounted horizontally with stern in hoiizontal position. .
12, Fuel gas supply with minimum of three 131 burners located at 120".
13. Flame temperature thermocouple-located 1 in. 125 mml tram upoer stem packing box on horizontal
centerline. .
14. Flame temperature thermocouple-to be located 1 io.125 mml below the center qt the valve body.
15. Pressure gage:'arid relief valve lit required-see Paragrap~ 6:21 connected to center cavity at valve: .
lit Shutoffvelve: . '. .' .... .. ' ""1:': ..
17~ '. Veni.va'l~e.
lEt ,Condenser. .... .... " .'19.: 'Cal ibrate.d contalner.: 20. Chock valve .
Fig. 2. Valve position tor fire rest. .
odvunluglis and dl.'Indvalll.ug<!s to each lIlethod. Direct name lmplngement seems to provide a more harsh and realistic environment, but fire temperatures are hard to control because of wind gusts and flame jump. TIle firebox arrangement gives a more uniform temperature field around the test valve. but dependson a somewhat different mechanism for heat transfer.s In the final analysis,« particular fire safe valve standard or testing procedure is a matter of agreement between manufacturer and user.
FUTURE CONSIDERATIONS
The fire safe valve standards ill Table 1 are intended for
....
.i ..
Fj~. 3, Welded end connections,
evaluation of valve: 'per form III1CC only und 1I0t tlae fire environment response of the valve "package," that Is, valve, end connections, actuator, and controls (electric, pneumatic, etc.), Preliminary work is already under way in several areas of future concern to the vaIxelllanlJfllctq~cr.
The bolted 'flange' in Fig. S is one of the most common end connectlons Inuse today. For such a connection, two principal modes of failure are most prevalent=gasket and bolt. Many gasket materials are extremely susceptible to rna t erial failure for temperatures in excess of 400° F,i! temperature quickly 'reached in many fires. New applications of graphite materials look promising in future gasket designs for high temperatures. Bolt failure occurs when the
. : ~
. . . .~ ..
· .. : .. i
' .. '
,. ."
"";
90 SECTION II VALVE ENGINEERING Ai'JD DESIGN D,'TA
Fig. 5. Fire test of fl8n~ joint. boW, elongates or "relaxes" becaus& of a combination of 'axial loading, thermal expansicnvand a loss of strength dueto high temperature. Proper sj!Mct1on of bolt material lind appllcatlcrrof ~~Hable initial\1!inakeup torque to the flange bolts can alleviate the problem in most cases. Qbvl, ously, the fire safe features of any valve are of little import. ance if the valve package fails because of an end connection.
Some valve manufacturers and valve users have chosen to provide an external lnsulation for certain valve applications to further enhance fire safe capabilities. Figure 6 is a cross section of an electrical conduit wrapped with two l-in-thick layers of an extremely efficient insulation. One wrap of an outer metal sheet protects the Insulation front the elements and also provides ~. heat shield. Thermocouples extend from the inside of the conduit and from the insulation and heat shield interface:;t This simple configuration provides extremely good tI\~,rmal protection. After 30 min. in a 2oo0°F fire, the temperature insidethe conduit waslesstl1an 2QOoF. I.n.mantcases, this.~meproiection for a valve extends the lci,kproof Integrity of' the
/
','
- (_)
Fig. 7. Plpebursr test,
valve long enough to satisfy n fire safe specification.
The possibility of pipe burst is another mode of failure that may be overlooked in many valve "package designs. The burst pipe in rig. 7 is a commonly ll;;rd gi~f;' and grade of pipe of adequate .strength under normal temperatures, When sealed and subjected to a 2000°F fire, the pipe burst in 12 min. at 13,000 psi with an internal temperature ,of700Qp, as measured by the bent thermocouple protruding from the rupture. Before heating, the pipe was static-tested with water to 30,000 psi. An awareness of the decrease in allowable stress with increasing temperature may mean the difference between acceptable performance and unexpected sudden failure.
SUMMARY
Both the valve manufacturer and valve user must b~ familiar with the various. standards for fire saf e valves. Experience hassho\:;~\ that the behavior ofv~ves in high-temperature fire envlronnientsmay he qult,ediffe.f;tlllt from the expected
because of thermally induced . stressesv.and distortions. Future standards will seJ.inin~I)uti. performance requirements for uheivalve: "package" to.:adlieYe an integrated
. and balanced deslgn for.the valve, end connections, aetna-
tor,arid controls. . , ~ ... .
REfER,ENCES .:
.1: B'lacksheat, P. L., Heat Transfer 'In.Fires: Thermophysics, SOcial Aspects, Economic Impact, Isted., John Wiley.& Sons, Inc., New York, 1974.
' .• ,
-;' '::!.
2.· Azzinaro,J., "Fir~ Safe Valve Specs-Surnmarlzed'," 111e~ I
.And Gas Journal,),\;ly 17,1~J78.·· '." ...
. 3. Ameiican:·P~troleli'ii) 'Institute; "Tentative API Recommend Practice For Fire t~si For Valves," API RP 6F; 1 sl td,Wa~liJ Ion D.C., I 97~ .. ';;.'. .'. . ·4 .. U .SvCoa st Guard 'PubJicatiQn, Marine Engineering' Regulatior United 'States Departrnentof nanspo;tation·,CG~ll.s,:Augu:
1977,: .'
S. Welker, 1. R:, and Sllepcevlch, C. M., "lIeat Transfei By Dire F~me Contact 'Ft# Tests-Phase I;'. National Academy .~ SCIences. Subcontract No. 11M 4~-71'{)1. Report No. UE-12.
FR. 19J1. ;
,': .
I."
.. ~
()
·15
Growth of Fire Safe High PerformanceButtertlyvalve
'. "~'.
'.', '.' ,
: . ~ '. ! ..
ByM(cliael_E:Miles, ' Jimi~sburyC.orpottit ion
ABSTRAcT
Over the past several years, there has been a slgnificant change in indn,stri~l valving requirements. Butterflies have gone from low pressure water service to, applications In extremely sophisticated valving systems with temperatures IlP through 10OO"F, high vacuum, and low temperature applications downto ~320o F. Pressures pf the highp,~rformance vatving have gone from 150psi, up to 14AQ psi, and butterflyvalves are 'now galnlng.acceptanee as sophlsti-
ca ted pr()CeSS valves.' , , "
With the acceptance ef'butterfly.valves in process control, there has been an increasing demand for fire safety in handling hydrocarbon and flammable liquids in the petroleum, 'petrochemical, 'and chemical industry. The additional requirements of reducing fugitive emission and the need to conserve energy have made it necessary to develepaflre-tested prcduct that will seal bubble-tight at ambient conditionsand also in the event of a catastrophic fire. This section willdiscuss the various methods of accomplishing both softseat sealing and a metal-to-metal back-up seal that has been qualified intemp'eratures up to HlPpo F and pressures up through 720 psi.
This chapter also reviews trends in the high performance valve market, accepted design approaches, and the future applications of butterfly valves in process control.
There have been several important changes in the application of valves by most industrial users. These developments include the following:
I. Process systems have increased in size, pressure, and temperature.
2. The .lncreased sophistication of production processes combined with escalating labor costs have r~sulted in.a growing need for more automated valve systems.
3. Increased legislation has forced people into tighter
92
, "
control: er f1ui.ds·to prevellt,le\.lks1.,~piIJs, and Jugitive.,
;. ~ .. ' . . ":',' ,- . .' - . '. ~ .
emissions. .
4. Energycosts havecontributed to recyclingof steam, water, and waste heat. This has increased the demand for leak-tightness of valve seats, gaskets, and packing,
TRADITIONAL VALVES
As these changes occurred, conventional metal-seated valves were fo.und to be deflctent for the, following reasons:
I. Cost:Af, 'the' ,size, ofth~pjpiiig'systenlhH:reases, the , size and cost of gate, globe, or plug valves tend to incl'dase pr()poit~onaUy faster than the line size. "
2. Sealing: A metal-seated-valvecannot give completely reliable shutoff. .Natural rubber cannot be used in mostapplicatipns because itmaydeterioratein time" particul;u)y in contact with 'petrochemicals. (See 'table I for laboratory test points for cycle life aod shutoff pressures.)
3. Automation: Globe and gate valves require many revolutions of the handle Qr oper!ltor tp open and close them. This makes them, particularly difficult and expensive-to automate.
4. Throttling: In the. partially vopen position, most gate valves make a poor throttling device because of the chatterlngcreatedacross the valve discs. Globe valves tend to become very expensive as line size inc, ases, and plug valves have characteristically high torque, which contributes to poor control of the valve.
HIGH PERFORMANCE BUTTERFLY VALVE
In the mld-1960s a new generation of valves was introduced, based on development of fluorocarbons such as Teflon lind Kel,F. Teflon isparticularly useful ~l the petrochemical market because it can he usedIn temperatures up through +500°F andpressutes up through 600 psi. With the use of
L
. ·0
J": ...
G~OWTH OF FJf:lE SAFE HIGH PERFORMANCE BUTTERFLY VALVE .·:'T.abia.l.'Val~e· pe~f~rma:~~iasts: .
• ' ,'. '" .;,'. ·t : «: . '.~ .. " ':', : . .'.:-.- .. ' '.' '. -' :' .
..... :
.::.
/
.....
1.: Hvd~o test .1 .5 X ANSI filling
2;· Aif"undlli.waier..10ci,·psi,bld·lrecllolllll,ozero bubbI8~'
3 ... Functicmalie.sllng, valve op·e.ratRr and accessodJs .zbro [as
... I~ak@-:30,P~1 ". ". .! . .
. . SpIK:I.1PtOducitlonTo.1In"
V~i:~'um' cert'iiicalion 1 X lO~J torr, seat ieak la~1 1 .X 1 (F' cclsec helium' . ." : .
2 .. C,yogenid(Jlislest@ -320°F less .5 cc/hellum ful"raNd
pressure
3. Seismic qualification 4.59 3 axis-zero leak at rated pressure
Design Objective High Perform.nce V.hle.
1. '10,000 cycles bubble·tight, full rated pressure .'
. 2; 250',0.00 ~ycles ciesn service iOOpsi before IIquldlliakage (}.cc/m:fn/;n·, vall/eJ. .
3: Ability. to seal up 10 45 fps "nquid velocity shutoff to i50
psi throttllrig dr~p . . . .. .....
4. Nomo'tal ~arlfaliuro.<iil2,600,Ooo cycles
Fira Tasting Evaluation
'FEAjUREOR FUNCTION eVALUATED
EXXON·BPJ·14-1
OCMA·FSV-l
APHI07F,IRST EDITION
r-------~----~----------------~--------------~--------~--~~----~~
. Abllhv oldol/biuluu.tud·vulvo lowlitultllHi \lOry r"pld C4vlly
. pressu re Increase
(3000 pslll '0.3 min typical)
Abiliiy to seal and operate wlth seats, seels. and bearingS
totally destroyed: • .
Yal
:, Yes
Smaller .Izel only
Ab:lllt'r' to'~~ahd 6peralewlths~a,i; •• a;iII, al)d.~atln9s
: . :parti~lly'destrbyed" . ,.'
No.
Larger 5i~e~.only
Tenon as a scat material und i the -ucccptance of the butterfly-style body as a process valve,' a new concept in valving has been developed-the liigh performance butterfly valve.
Figure I illustrates a typicalchemical.plant application' where 36" 317 stainless steel val~esare being used at
temperatures of 450° F in an evaporator process. .
Currently there are six compariiesmanufacturing high performance valves for pressures classesof 150; JOO,and 600 I.bANSJ;F~gure:2 .showstypic.l1.l$ea I X -sections !lOW being used. Probably the most important innovation is the design of the pressure-energized seal, which varies
with euchmunufucture r r The majority of thcsc vulve s huve an offset shaft or disc to reduce the forces on the seat during the cycling of the valve, thereby minimizing ·"cold flow" and extending, the life of the product. This cammlng. action is illustrated in fig. 3: The offset action plus the
. . .
design of the TFE seat givesa tight seal even at higherpres-
sures. Another feature of the valve is the use of trunnion bearings adapted from ball valves. In high temperatures up to+500DF a TPE' laminated stainless bearing is used,
• while fQf temperatures above +SOO°F a stelJite or hardcoate d bearing extends the life of the product lip through
t I (lOO° F. .
.. :.,
.;
':'.
Das könnte Ihnen auch gefallen
- Masoneilan Control Valve Sizing Handbook Supplement 1995-08Dokument23 SeitenMasoneilan Control Valve Sizing Handbook Supplement 1995-08mgraesserNoch keine Bewertungen
- Piping and Pipe Support SystemsDokument178 SeitenPiping and Pipe Support Systemssehama527100% (1)
- 2021.02.19.lyons Valve Designers HandbookDokument440 Seiten2021.02.19.lyons Valve Designers Handbookparallax19570% (1)
- Design and Selection Criteria For Check ValvesDokument26 SeitenDesign and Selection Criteria For Check Valvesmhopgood100% (3)
- Kent Introl Multi Phase SizingDokument18 SeitenKent Introl Multi Phase SizingBuzurjmeherNoch keine Bewertungen
- ValvesDokument87 SeitenValvesbaishakhi_b90100% (3)
- 12 BonnetsDokument15 Seiten12 Bonnetsfaisal84in100% (1)
- Ball Valve CalculationDokument5 SeitenBall Valve CalculationKamlesh Dalavadi50% (2)
- Walworth Trunnion Ball Valves CatalogDokument84 SeitenWalworth Trunnion Ball Valves CatalogWilmer CelisNoch keine Bewertungen
- 350 ISA Compliant Control Valve SpecificationDokument22 Seiten350 ISA Compliant Control Valve SpecificationShivakumarNoch keine Bewertungen
- Fans BlowersDokument143 SeitenFans BlowersRoudy J. Mhawas50% (2)
- Valve Torque CalculationsDokument1 SeiteValve Torque Calculationsrubicon7960% (5)
- Methodology ArticleDokument6 SeitenMethodology ArticleItalo AdottiNoch keine Bewertungen
- MSS SP 91 2009.01.01Dokument12 SeitenMSS SP 91 2009.01.01Antonio100% (2)
- Introduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or ProcessDokument6 SeitenIntroduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or Processamit100% (1)
- Seat Leakage GuideDokument16 SeitenSeat Leakage GuideLv RamanNoch keine Bewertungen
- Complete - ENGINEERING The Safety PDFDokument378 SeitenComplete - ENGINEERING The Safety PDFJOSE MARTIN MORA RIVEROSNoch keine Bewertungen
- Ringo Ball ValvesDokument60 SeitenRingo Ball Valvesmulenbas100% (1)
- Taylor Forge - Modern Flange Design Bulletin 502Dokument53 SeitenTaylor Forge - Modern Flange Design Bulletin 502bobnms86% (7)
- Audco Valve HandbookDokument39 SeitenAudco Valve HandbookEzhil Vendhan Palanisamy50% (2)
- MSS SP 80 PDFDokument35 SeitenMSS SP 80 PDFtulio100% (4)
- Modern Flange Design Bulletin 502Dokument52 SeitenModern Flange Design Bulletin 502황철100% (2)
- Isa 75.01.01-2012Dokument70 SeitenIsa 75.01.01-2012moejamal80100% (1)
- Astm f1387Dokument28 SeitenAstm f1387kswaghmareNoch keine Bewertungen
- International Standard: Industrial Valves - Pressure Testing of Metallic ValvesDokument20 SeitenInternational Standard: Industrial Valves - Pressure Testing of Metallic Valvesmahboob_qayyumNoch keine Bewertungen
- Control Valve Application Technology PreviewDokument20 SeitenControl Valve Application Technology PreviewKatherine Fikii100% (1)
- MIL-Power Plant HandbookDokument76 SeitenMIL-Power Plant HandbookBuzurjmeher67% (3)
- MSS SP-67-2017Dokument22 SeitenMSS SP-67-2017Денис Пекшуев100% (4)
- ValveTypesSelection - ControlsWikiDokument42 SeitenValveTypesSelection - ControlsWikiMayur PatelNoch keine Bewertungen
- BS en 15714-1Dokument12 SeitenBS en 15714-1련서긔100% (2)
- Open Thrust Calculation For ValveDokument177 SeitenOpen Thrust Calculation For ValvePrashant Malve100% (3)
- Reference For Sizing of Vacuum Breaker Valve PDFDokument2 SeitenReference For Sizing of Vacuum Breaker Valve PDFLcm Tnl50% (2)
- BS en 12266-1 PDFDokument7 SeitenBS en 12266-1 PDFKaushik Sengupta20% (5)
- Iec 60041Dokument10 SeitenIec 60041João Marcos Monteiro BernardesNoch keine Bewertungen
- Considerations For Evaluating Control Valve Cavitation: Recommended PracticeDokument60 SeitenConsiderations For Evaluating Control Valve Cavitation: Recommended PracticeHoras Canman100% (1)
- Patent Application - High Efficiency IM - Kunjimon - dwg2Dokument4 SeitenPatent Application - High Efficiency IM - Kunjimon - dwg2BuzurjmeherNoch keine Bewertungen
- Catalog - Velan Memory Seal - Vel BV WebDokument44 SeitenCatalog - Velan Memory Seal - Vel BV Webadil_farooq_6Noch keine Bewertungen
- Analysis of Bolted JointDokument9 SeitenAnalysis of Bolted Jointmario_gNoch keine Bewertungen
- As 2671-2002 Hydraulic Fluid Power - General Requirements For Systems (ISO 4413-1998 MOD)Dokument10 SeitenAs 2671-2002 Hydraulic Fluid Power - General Requirements For Systems (ISO 4413-1998 MOD)SAI Global - APAC0% (1)
- Isa 75.04 1985 PDFDokument14 SeitenIsa 75.04 1985 PDFQuang Duan NguyenNoch keine Bewertungen
- RMT 23 Series Control ValveDokument37 SeitenRMT 23 Series Control ValveNymphetamine AnhNoch keine Bewertungen
- Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationVon EverandValve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Solving Pressure Relief Valve and Piping Capacity Problems Rev 1Dokument21 SeitenSolving Pressure Relief Valve and Piping Capacity Problems Rev 1rabasu19140100% (2)
- Application Digest - 27-12-07Dokument151 SeitenApplication Digest - 27-12-07Buzurjmeher100% (1)
- Application Digest - 27-12-07Dokument151 SeitenApplication Digest - 27-12-07Buzurjmeher100% (1)
- Control Valve Sizing. BaumanDokument12 SeitenControl Valve Sizing. BaumanEdgar HuancaNoch keine Bewertungen
- PASCAL Check Valves CatalogueDokument19 SeitenPASCAL Check Valves Cataloguecrys100% (1)
- Valves Shell Design StrengthDokument10 SeitenValves Shell Design Strengthمحمد عبدالدايمNoch keine Bewertungen
- Butterfly ValveDokument8 SeitenButterfly ValvebrunoNoch keine Bewertungen
- Water Hammer ArticleDokument14 SeitenWater Hammer ArticleayoungaNoch keine Bewertungen
- BS en 736-1 Valves - Part 1 Definition of Types of ValvesDokument12 SeitenBS en 736-1 Valves - Part 1 Definition of Types of Valvesahmad100% (3)
- Gray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Dokument18 SeitenGray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Hayder HusseinNoch keine Bewertungen
- 4 Double Eccentric Butterfly Valves Oxler VWDokument2 Seiten4 Double Eccentric Butterfly Valves Oxler VWDachyi100% (1)
- ISA 75.19 - 1995 - Hydro Static Testing of Control ValvesDokument34 SeitenISA 75.19 - 1995 - Hydro Static Testing of Control Valvesachari_swapnil100% (1)
- HPPDokument8 SeitenHPPsrk2successNoch keine Bewertungen
- Axial Control Valve BrochureDokument9 SeitenAxial Control Valve BrochureJeromeNoch keine Bewertungen
- Design & Development of Air Release Valve/Anti Vacuum Valve For High PressureDokument4 SeitenDesign & Development of Air Release Valve/Anti Vacuum Valve For High PressureDheeraj ThakurNoch keine Bewertungen
- Hydraulic PipingDokument1 SeiteHydraulic Pipingpandunugraha04100% (1)
- Pressure ReliefDokument124 SeitenPressure ReliefFrancis5801Noch keine Bewertungen
- Is 3224 2002Dokument47 SeitenIs 3224 2002suresh kumar100% (1)
- MSS SP 80 1997 Bronze Gate, Globe, Angle, Check ValvesDokument28 SeitenMSS SP 80 1997 Bronze Gate, Globe, Angle, Check Valvessasan49Noch keine Bewertungen
- Leser EngineeringDokument439 SeitenLeser EngineeringeimrehNoch keine Bewertungen
- Crouzet DC MotorsDokument24 SeitenCrouzet DC MotorsBuzurjmeherNoch keine Bewertungen
- EEPT - Kunjimon - High Efficiency IMDokument30 SeitenEEPT - Kunjimon - High Efficiency IMBuzurjmeherNoch keine Bewertungen
- Patent Application - High Efficiency IM - Kunjimon - Provisional SpecDokument10 SeitenPatent Application - High Efficiency IM - Kunjimon - Provisional SpecBuzurjmeherNoch keine Bewertungen
- 2012.4wtr - Rally - Fmsci rALLY ROLL CAGE SPECIFICATIONDokument89 Seiten2012.4wtr - Rally - Fmsci rALLY ROLL CAGE SPECIFICATIONBuzurjmeherNoch keine Bewertungen
- Linear BatteryChargerBrochure2015!7!3Dokument48 SeitenLinear BatteryChargerBrochure2015!7!3BuzurjmeherNoch keine Bewertungen
- Variable Power Supply Using Fixed Voltage Regulator IcDokument2 SeitenVariable Power Supply Using Fixed Voltage Regulator IcBuzurjmeherNoch keine Bewertungen
- Sierra Owner Service Manual Part 1Dokument87 SeitenSierra Owner Service Manual Part 1Buzurjmeher50% (2)