Das könnte Ihnen auch gefallen
- Calculation of Electrode ConsumptionDokument4 SeitenCalculation of Electrode ConsumptionhgolestaniNoch keine Bewertungen
- WPS-021, 09.07.07, Page-1Dokument2 SeitenWPS-021, 09.07.07, Page-1nidhinchandranvsNoch keine Bewertungen
- Electrodes CalculatorDokument2 SeitenElectrodes CalculatorAsebaho Badr100% (1)
- A. For Welding Sa 210 Gra1 To Sa 210 GR A1Dokument1 SeiteA. For Welding Sa 210 Gra1 To Sa 210 GR A1911targa100% (1)
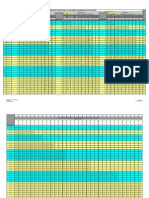
- Piping Fab - Daily Report 150127R1Dokument232 SeitenPiping Fab - Daily Report 150127R1Irma MeutiaNoch keine Bewertungen
- Weld Consumable Calculator ComDokument7 SeitenWeld Consumable Calculator Comchetan85Noch keine Bewertungen
- A Guide To Estimating The Consumption of Welding Consumables-NADokument1 SeiteA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasNoch keine Bewertungen
- Nozzle Weld DepositDokument4 SeitenNozzle Weld DepositmikeylesNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationTejas PatelNoch keine Bewertungen
- Calculating Electrode Consumption For Pipe Per WeldDokument37 SeitenCalculating Electrode Consumption For Pipe Per WeldShankar Jha69% (13)
- Mild Steel Welding ElectrodeDokument12 SeitenMild Steel Welding ElectrodeVĩnh NguyễnNoch keine Bewertungen
- Fabrication Time EstimationDokument2 SeitenFabrication Time EstimationGlen Peter MirandaNoch keine Bewertungen
- Consumables NormsDokument24 SeitenConsumables NormsHema Nandh100% (1)
- Welding and Fabrication NoteDokument54 SeitenWelding and Fabrication NoteluminiousNoch keine Bewertungen
- Electrode Consumption On Pipe WeldingDokument2 SeitenElectrode Consumption On Pipe Weldinganjangandak2932100% (1)
- Thumb RuleDokument27 SeitenThumb Ruleavinashudupa67% (6)
- Electrode CalculationDokument2 SeitenElectrode Calculationkoyahassan100% (10)
- Electrode SelectionDokument85 SeitenElectrode SelectionVaibhavNoch keine Bewertungen
- Weld Consumable CalculatorDokument7 SeitenWeld Consumable Calculatorjappozander86% (7)
- Welder Qualification: Procedure Qualification Thickness & Dia LimitsDokument4 SeitenWelder Qualification: Procedure Qualification Thickness & Dia LimitsHoque AnamulNoch keine Bewertungen
- Reconcilation of Welding Consumable and Associated Consumable For Piping and StructureDokument44 SeitenReconcilation of Welding Consumable and Associated Consumable For Piping and StructureRakesh Ranjan50% (2)
- Daily Welding Record LPDokument27 SeitenDaily Welding Record LProbby moneNoch keine Bewertungen
- Ss Pipe WeldingDokument3 SeitenSs Pipe WeldingshridharbshenoyNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode CalculationKenshin HimuraNoch keine Bewertungen
- SS Pipe Fab & Erect CostsDokument5 SeitenSS Pipe Fab & Erect Costswally55bear67% (3)
- Cs Pipe Fab Amp Erect CostsDokument6 SeitenCs Pipe Fab Amp Erect CostsBudi SantonyNoch keine Bewertungen
- 1.1 Welder Test 86,350,000: PackageDokument2 Seiten1.1 Welder Test 86,350,000: PackageAhmad Dzulfiqar RahmanNoch keine Bewertungen
- How To Write A Welding Procedure Specification (WPS)Dokument5 SeitenHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Welding Prcesses Estimation RecordDokument5 SeitenWelding Prcesses Estimation RecorddineshshankarNoch keine Bewertungen
- AWSPipeWeld - American Welding SocietyDokument2 SeitenAWSPipeWeld - American Welding Societybarukomkss100% (1)
- WPS - Api 5L X52 - Codigo Api1104Dokument1 SeiteWPS - Api 5L X52 - Codigo Api1104Cristhian Camilo Quiroga WalterosNoch keine Bewertungen
- RT Acceptance Criteria 10062019Dokument1 SeiteRT Acceptance Criteria 10062019Balkishan Dyavanapelly100% (2)
- Metal Chemical CompositionDokument1 SeiteMetal Chemical CompositionprathmeshNoch keine Bewertungen
- Electrode CalculationDokument2 SeitenElectrode Calculationtejasp8388100% (1)
- Procedure For WQTDokument13 SeitenProcedure For WQTdevikar8umNoch keine Bewertungen
- Estimate of Welding Rod Consumption - Piping StudyDokument3 SeitenEstimate of Welding Rod Consumption - Piping Studysaroat moongwattanaNoch keine Bewertungen
- N0200003 - NEW-F201-0 - Inspection & Test PlanDokument3 SeitenN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNoch keine Bewertungen
- 16 Electrode QualificationDokument11 Seiten16 Electrode QualificationAkhilesh Kumar67% (3)
- Weight Factor Plan: Project Work Package Contractor Revision DateDokument4 SeitenWeight Factor Plan: Project Work Package Contractor Revision DatescottigiancarloNoch keine Bewertungen
- Replace No.3 API Oil Separator Project: Daily Fitup ReportDokument20 SeitenReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010Noch keine Bewertungen
- Piping Release Report (Spool For Paint)Dokument2 SeitenPiping Release Report (Spool For Paint)Siddiqui Abdul Khaliq100% (1)
- Proposal For Structural Steel WorksDokument1 SeiteProposal For Structural Steel Worksshabban4uNoch keine Bewertungen
- Böhler Welding CalcDokument2 SeitenBöhler Welding CalcMOHAN0% (1)
- Tool Fab - WorkshopDokument347 SeitenTool Fab - Workshophrdsby100% (1)
- Welding Progress MonitoringDokument13 SeitenWelding Progress MonitoringMashudi Fikri100% (1)
- Material GradesDokument1 SeiteMaterial GradesshisNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDokument15 SeitenSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNoch keine Bewertungen
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Dokument12 SeitenWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- Piping Daily Fit Up Quality Control and Inspection Report FormDokument4 SeitenPiping Daily Fit Up Quality Control and Inspection Report FormnguyenquanghiepNoch keine Bewertungen
- كيفية حساب كمية سلك اللحام المطلوبةDokument6 Seitenكيفية حساب كمية سلك اللحام المطلوبةMohamed AtefNoch keine Bewertungen
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDokument1 SeiteFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNNoch keine Bewertungen
- Control of Welding ConsumablesDokument6 SeitenControl of Welding ConsumablesRakesh RanjanNoch keine Bewertungen
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Dokument5 SeitenA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNoch keine Bewertungen
- كيفية حساب كمية سلك اللحام المطلوبةDokument6 Seitenكيفية حساب كمية سلك اللحام المطلوبةBoodyBedaiwe50% (2)
- Template Painting ComputationDokument2 SeitenTemplate Painting Computationdadz mingiNoch keine Bewertungen
- Pre-Calculating Wire-Feed Speed, Travel Speed, and Voltage: Deposition Rate CalculationDokument5 SeitenPre-Calculating Wire-Feed Speed, Travel Speed, and Voltage: Deposition Rate CalculationnavasNoch keine Bewertungen
- FormulasDokument4 SeitenFormulascristiamhiguita6Noch keine Bewertungen
- 405.7 - Types of Gaslift ValvesDokument7 Seiten405.7 - Types of Gaslift ValvesHassan GDOURANoch keine Bewertungen
- Diamond Standard Series PDFDokument2 SeitenDiamond Standard Series PDFShag ShaggyNoch keine Bewertungen
- Alc-10030c Alcotec Alloy Selection BrochureDokument2 SeitenAlc-10030c Alcotec Alloy Selection BrochurefogdartNoch keine Bewertungen
- Tools ListDokument11 SeitenTools ListASHIL PRABHAKARNoch keine Bewertungen
- Ductile Iron Pipe Iso en Standards 5c348f95 PDFDokument24 SeitenDuctile Iron Pipe Iso en Standards 5c348f95 PDFASHIL PRABHAKARNoch keine Bewertungen
- Price Comparison Statement: BOQ Description Unit Qty ItemDokument9 SeitenPrice Comparison Statement: BOQ Description Unit Qty ItemASHIL PRABHAKARNoch keine Bewertungen
- The Implementation of A Steam Transformer PDFDokument9 SeitenThe Implementation of A Steam Transformer PDFASHIL PRABHAKARNoch keine Bewertungen
- PRO - 0699-302 - FP - 02-2020 - en - WEB 19 PDFDokument1 SeitePRO - 0699-302 - FP - 02-2020 - en - WEB 19 PDFASHIL PRABHAKARNoch keine Bewertungen
- Doha West Power Station: Rap Washing Schedule For Boiler # 7 (2018-2019)Dokument4 SeitenDoha West Power Station: Rap Washing Schedule For Boiler # 7 (2018-2019)ASHIL PRABHAKARNoch keine Bewertungen
- Ubc 2018 September Almuaisub Mohammed PDFDokument135 SeitenUbc 2018 September Almuaisub Mohammed PDFASHIL PRABHAKARNoch keine Bewertungen
- Sachidanandan Kavithakal PDFDokument332 SeitenSachidanandan Kavithakal PDFAjay J RaoNoch keine Bewertungen
- Flue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1Dokument56 SeitenFlue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1ASHIL PRABHAKARNoch keine Bewertungen
- Sample MECH Question Paper: KSEDokument6 SeitenSample MECH Question Paper: KSEASHIL PRABHAKAR100% (1)
- Suggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsDokument3 SeitenSuggested Sample Specification For Ductile Iron Pipe & Fittings For Water and Other LiquidsASHIL PRABHAKARNoch keine Bewertungen
- NDT Request Form Sample DraftDokument1 SeiteNDT Request Form Sample DraftASHIL PRABHAKAR0% (1)
- Sample Experiance LetterDokument1 SeiteSample Experiance LetterASHIL PRABHAKARNoch keine Bewertungen
- Resume of A Project CoordinatorDokument3 SeitenResume of A Project CoordinatorASHIL PRABHAKARNoch keine Bewertungen
- B3 Shutdown Joint TrackingDokument10 SeitenB3 Shutdown Joint TrackingASHIL PRABHAKARNoch keine Bewertungen
- Salary Calculation SheetDokument2 SeitenSalary Calculation SheetASHIL PRABHAKARNoch keine Bewertungen
- Procedure To Get Police Clearance Certificate (PCC) From Home Country - Life in Saudi ArabiaDokument9 SeitenProcedure To Get Police Clearance Certificate (PCC) From Home Country - Life in Saudi ArabiaASHIL PRABHAKAR100% (1)
- Official IELTS Practice Materials Order FormDokument1 SeiteOfficial IELTS Practice Materials Order FormASHIL PRABHAKARNoch keine Bewertungen
- Drilling Fluids 2Dokument12 SeitenDrilling Fluids 2محمد باسم محمد حسينNoch keine Bewertungen
- Bhanu Parshad Kandel ReportDokument32 SeitenBhanu Parshad Kandel ReportSaugat ThapaNoch keine Bewertungen
- Edfa-Wdm Optical Network Design and Development Using Optisystem SimulatorDokument10 SeitenEdfa-Wdm Optical Network Design and Development Using Optisystem SimulatorJenyNoch keine Bewertungen
- Production Drawing & Pracctice Lab ManualDokument23 SeitenProduction Drawing & Pracctice Lab ManualVenkateswar Reddy Mallepally88% (8)
- Interaction With MatterDokument13 SeitenInteraction With MatterMark Gonzales100% (1)
- 69 - TD-125 Sandblasting of Tempered GlassDokument2 Seiten69 - TD-125 Sandblasting of Tempered Glasszahee007Noch keine Bewertungen
- Density of Air EquationDokument5 SeitenDensity of Air EquationaswarNoch keine Bewertungen
- IV B. TECH (Chemical Engineering) I SemesterDokument14 SeitenIV B. TECH (Chemical Engineering) I SemesterPiyush AmbulgekarNoch keine Bewertungen
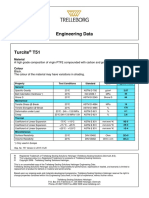
- Turcite T51 Engineering DataDokument1 SeiteTurcite T51 Engineering DataAntonio Rivera VillavicencioNoch keine Bewertungen
- What Is Camera Calibration - MATLAB & SimulinkDokument5 SeitenWhat Is Camera Calibration - MATLAB & SimulinkFreddy Doni Hutson PaneNoch keine Bewertungen
- Submersible Hydroo PDFDokument16 SeitenSubmersible Hydroo PDFtuanNoch keine Bewertungen
- Astm C39 C39M-16Dokument7 SeitenAstm C39 C39M-16Yao Leslie Armande MélissaNoch keine Bewertungen
- MCQ On MosDokument10 SeitenMCQ On MosAkshayThakur0% (1)
- Strength of Materials Laboratory ManualDokument33 SeitenStrength of Materials Laboratory ManualRock Man100% (1)
- Design CalculationDokument11 SeitenDesign CalculationShaikh Muhammad AteeqNoch keine Bewertungen
- SPE 110234 Overview of Beam Pump OperationsDokument11 SeitenSPE 110234 Overview of Beam Pump Operationsmanuel cabarcasNoch keine Bewertungen
- Short Curriculum Vitae Dr. Sushanta Kumar Panigrahi Educational ProfileDokument3 SeitenShort Curriculum Vitae Dr. Sushanta Kumar Panigrahi Educational ProfileDeepak SharmaNoch keine Bewertungen
- Problem 2.1: Solutions To Chapter 2 Exercise ProblemsDokument58 SeitenProblem 2.1: Solutions To Chapter 2 Exercise ProblemsGhazi AlArfaj50% (4)
- Simulation-Based Study of III-V (InSb) HEMT Device High Speed Low Power ApplicationsDokument3 SeitenSimulation-Based Study of III-V (InSb) HEMT Device High Speed Low Power Applicationsgodwinraj123Noch keine Bewertungen
- Figure 1. A Satellite (M) in The Equatorial Plane of The Earth (M) Experiences Only The Gravitational Force (Arrow) of The EarthDokument2 SeitenFigure 1. A Satellite (M) in The Equatorial Plane of The Earth (M) Experiences Only The Gravitational Force (Arrow) of The EarthAndika Surya BrataNoch keine Bewertungen
- Thermodynamics 1 - LN-Topic 2 (Pure Substances)Dokument8 SeitenThermodynamics 1 - LN-Topic 2 (Pure Substances)Mondaya, Jake Armond D.Noch keine Bewertungen
- NBGDokument7 SeitenNBGMuhammad B HartonoNoch keine Bewertungen
- Bostik Rheology Training Nov2nd, 2011 in AsiaDokument13 SeitenBostik Rheology Training Nov2nd, 2011 in Asiapopmart21Noch keine Bewertungen
- A New Approach To Investigate Scratch Morphology and Appearance of An Automotive Coating Containing nano-SiO2 and Polysiloxane AdditivesDokument12 SeitenA New Approach To Investigate Scratch Morphology and Appearance of An Automotive Coating Containing nano-SiO2 and Polysiloxane Additivesteaspoon2001Noch keine Bewertungen
- Optical Detectors Power Meter KingfisherDokument2 SeitenOptical Detectors Power Meter KingfisherMiguel San Román RosellNoch keine Bewertungen
- Ferroli Manual - Instalare - RLA IP - 200Dokument68 SeitenFerroli Manual - Instalare - RLA IP - 200gereseNoch keine Bewertungen
- High Field MRIDokument66 SeitenHigh Field MRIMilena RakinNoch keine Bewertungen
- Forces Acting in A DamDokument12 SeitenForces Acting in A Damfiraol temesgenNoch keine Bewertungen
- Question (Descriptive) Bank Unit - 1 and Unit-4Dokument19 SeitenQuestion (Descriptive) Bank Unit - 1 and Unit-4Ziyaul AijazNoch keine Bewertungen
- General Ser Vice Ball Valves: GB SeriesDokument13 SeitenGeneral Ser Vice Ball Valves: GB SeriesRyan DuhonNoch keine Bewertungen