Das könnte Ihnen auch gefallen
- Introduction To Flange JointDokument10 SeitenIntroduction To Flange Jointamin110110Noch keine Bewertungen
- Black Powder in PipelineDokument3 SeitenBlack Powder in Pipelinesrlodhi100% (1)
- Internal Epoxy Coating in Surface CondenserDokument14 SeitenInternal Epoxy Coating in Surface CondenserChaudhari SanketNoch keine Bewertungen
- Vertical Can Pump Casing InspectionDokument2 SeitenVertical Can Pump Casing InspectionsurawutwijarnNoch keine Bewertungen
- 32 Samss 019Dokument17 Seiten32 Samss 019Moustafa BayoumiNoch keine Bewertungen
- StrippersDokument6 SeitenStrippersDiliniNoch keine Bewertungen
- CP MaterialDokument102 SeitenCP Materialnever_ever1957Noch keine Bewertungen
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDokument6 SeitenCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnNoch keine Bewertungen
- 5 Types of Natural Gas PipelinesDokument2 Seiten5 Types of Natural Gas PipelinesNoPipeLinesNoch keine Bewertungen
- Pig PipelinesDokument158 SeitenPig PipelinesnerdsarmyNoch keine Bewertungen
- Belzona Coating Guide For CUI and Atmospheric CorrosionDokument2 SeitenBelzona Coating Guide For CUI and Atmospheric CorrosionfraemddNoch keine Bewertungen
- SP-1246 Part-2Dokument28 SeitenSP-1246 Part-2Rajkumar ANoch keine Bewertungen
- SP-1246 Part-5Dokument27 SeitenSP-1246 Part-5Rajkumar A50% (2)
- Linings For Sulphur Storage TanksDokument3 SeitenLinings For Sulphur Storage TanksGuru Raja Ragavendran NagarajanNoch keine Bewertungen
- D/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment WorkshopDokument45 SeitenD/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment Workshopshakirhamid6687Noch keine Bewertungen
- Pigging TerminologyDokument7 SeitenPigging Terminologyssv_076874Noch keine Bewertungen
- Interpretations ASME B31.3Dokument338 SeitenInterpretations ASME B31.3Claudenir AlvesNoch keine Bewertungen
- Ball Valves - Metal SeatedDokument6 SeitenBall Valves - Metal Seatedmetasoniko2014Noch keine Bewertungen
- PP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesDokument45 SeitenPP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesHEINER_P100% (1)
- BD0425A-57A1 - Bolt Up Procedure For Critical FlangesDokument22 SeitenBD0425A-57A1 - Bolt Up Procedure For Critical Flangesvpkaranam1100% (1)
- Belzona Index FolderDokument3 SeitenBelzona Index Foldersrikrish24Noch keine Bewertungen
- Right of Way SafetyDokument12 SeitenRight of Way SafetyumairNoch keine Bewertungen
- Chloride ErosionDokument31 SeitenChloride ErosionCepi Sindang Kamulan100% (1)
- Centrifugal Compressor SRL 454 - Ge Oil&gasDokument20 SeitenCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Pipeline DryingDokument2 SeitenPipeline DryingAdan Farias de PinaNoch keine Bewertungen
- Heat Exchanger and Fin Fan Cooler-FinalDokument38 SeitenHeat Exchanger and Fin Fan Cooler-Finalgabisa100% (2)
- Regulation of Natural Gas Pipelines PPT 6 23 08Dokument18 SeitenRegulation of Natural Gas Pipelines PPT 6 23 08Trayo AyangbayiNoch keine Bewertungen
- Pipe CoatingsDokument23 SeitenPipe CoatingsIshani Gupta75% (4)
- Nace-Test MethodsDokument22 SeitenNace-Test MethodsmartinNoch keine Bewertungen
- PiggingDokument5 SeitenPiggingDendi AriyonoNoch keine Bewertungen
- Desalting Heavy Canadian Crudes PDFDokument5 SeitenDesalting Heavy Canadian Crudes PDFAnonymous 2TfNdCgNoch keine Bewertungen
- Controlling Coupling Guard Leakage: Rotating Equipment/MaintenanceDokument3 SeitenControlling Coupling Guard Leakage: Rotating Equipment/MaintenanceinterveiwNoch keine Bewertungen
- Datasheet AcDokument9 SeitenDatasheet AcMohan VarkeyNoch keine Bewertungen
- Technical Specs - Rev01Dokument109 SeitenTechnical Specs - Rev01Marcos Verissimo Juca de PaulaNoch keine Bewertungen
- How Corrosion Happens in Oil and Gas IndustryDokument6 SeitenHow Corrosion Happens in Oil and Gas Industrysurekha surekhaNoch keine Bewertungen
- Preventing Copper Deposition in Steam Turbines: Hit A Moving TargetDokument7 SeitenPreventing Copper Deposition in Steam Turbines: Hit A Moving TargetRam JosyulaNoch keine Bewertungen
- A.6 Coating System No. 6: Title: Coating and Painting Specification Rev.: Date: Doc. No.: 05-1 - EPC-SV-AEI-M-SA-00001Dokument1 SeiteA.6 Coating System No. 6: Title: Coating and Painting Specification Rev.: Date: Doc. No.: 05-1 - EPC-SV-AEI-M-SA-00001Tien Tran Kha TienNoch keine Bewertungen
- Flare Selection and Sizing HTTP Kolmetz - Com PDF EDG En... IDELINE - 20flare 20rev1.1Dokument19 SeitenFlare Selection and Sizing HTTP Kolmetz - Com PDF EDG En... IDELINE - 20flare 20rev1.1Fabricio Trosarello100% (1)
- Condenser Water Box LiningTech SheetDokument1 SeiteCondenser Water Box LiningTech Sheetatee_hua66100% (1)
- Cu Ni Pipes PDFDokument115 SeitenCu Ni Pipes PDFteacgNoch keine Bewertungen
- MODELS 4, 6, 8 High-Capacity Strainers and FiltersDokument6 SeitenMODELS 4, 6, 8 High-Capacity Strainers and Filterspeter2mNoch keine Bewertungen
- Pipeline Equipment - Ball Valves EtcDokument43 SeitenPipeline Equipment - Ball Valves Etckrish69Noch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument12 SeitenDisclosure To Promote The Right To InformationS. R. OvhalNoch keine Bewertungen
- Pipe CoatingsDokument20 SeitenPipe Coatingsezzata50% (2)
- Factors Affecting The Friction Between SurfacesDokument12 SeitenFactors Affecting The Friction Between Surfacesmatealoredana8015Noch keine Bewertungen
- Chapter 2-RRL BindersDokument4 SeitenChapter 2-RRL BindersAlfred Louie RimorinNoch keine Bewertungen
- Steam Orifice TrapsDokument31 SeitenSteam Orifice TrapsPhanhai KakaNoch keine Bewertungen
- Fisher D and DA Control Valves Product BulletinDokument8 SeitenFisher D and DA Control Valves Product Bulletintxlucky80100% (1)
- Safety in High Pressure Oxygen Systems PDFDokument8 SeitenSafety in High Pressure Oxygen Systems PDFAnonymous 1XHScfCINoch keine Bewertungen
- EdtaDokument8 SeitenEdtabalajikundetiNoch keine Bewertungen
- Brochure DARCO H2S Odor ControlDokument8 SeitenBrochure DARCO H2S Odor ControlErick MavenNoch keine Bewertungen
- Vapor Phase Corrosion Inhibitors: An OverviewDokument12 SeitenVapor Phase Corrosion Inhibitors: An OverviewPrabath Nilan GunasekaraNoch keine Bewertungen
- Compressor and Hot Section Fouling in Gas Turbines - Causes and Effects by Meher-Homji (1987)Dokument9 SeitenCompressor and Hot Section Fouling in Gas Turbines - Causes and Effects by Meher-Homji (1987)wolf_nsNoch keine Bewertungen
- Operation and Maintenance Manual For The Lo/Pro Odor Control SystemDokument48 SeitenOperation and Maintenance Manual For The Lo/Pro Odor Control SystemVinish HARIDAS NAIRNoch keine Bewertungen
- Pipeline Pigging BrochureDokument14 SeitenPipeline Pigging BrochureMiguel Gonzalez100% (1)
- Flowlines and Well Gas Lift LinesDokument4 SeitenFlowlines and Well Gas Lift LinesDaniel Dambo100% (1)
- UCIAFREDDO - Coupled Flare System Design Southern Swamp Associated Gas Solution SSAGS Project Located in Nigeria Advanced Solution of ThermoengineeringDokument102 SeitenUCIAFREDDO - Coupled Flare System Design Southern Swamp Associated Gas Solution SSAGS Project Located in Nigeria Advanced Solution of ThermoengineeringDiego BruciafreddoNoch keine Bewertungen
- Nace - Jubail Gewpt1Dokument37 SeitenNace - Jubail Gewpt1MaulizarNoch keine Bewertungen
- 3.6 Van BeugenDokument6 Seiten3.6 Van Beugenjhon smithNoch keine Bewertungen
- Internal Corrosions in Oil and Gas Transport PipelinesDokument8 SeitenInternal Corrosions in Oil and Gas Transport PipelinesfhtgerthrgergNoch keine Bewertungen
- FflorinatiopnDokument81 SeitenFflorinatiopnPervaiz RizviNoch keine Bewertungen
- 40 Eastbourne TerraceDokument1 Seite40 Eastbourne TerracePervaiz RizviNoch keine Bewertungen
- FflorinatiopnDokument81 SeitenFflorinatiopnPervaiz RizviNoch keine Bewertungen
- WRA Electric Vehicles ReportDokument10 SeitenWRA Electric Vehicles ReportPervaiz RizviNoch keine Bewertungen
- WRA Electric Vehicles ReportDokument10 SeitenWRA Electric Vehicles ReportPervaiz RizviNoch keine Bewertungen
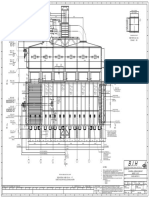
- 1 2 4 5 6 7 3 Heater CL: Boustead International Heaters LTDDokument1 Seite1 2 4 5 6 7 3 Heater CL: Boustead International Heaters LTDPervaiz RizviNoch keine Bewertungen
- TEH-1109 - Parallel and Series Pump ApplicationDokument20 SeitenTEH-1109 - Parallel and Series Pump Applicationmngearhead100% (2)
- Sizing and Selection of HydrocyclonesDokument19 SeitenSizing and Selection of HydrocyclonesKen McClureNoch keine Bewertungen
- Design and Rating of Trayed Distillation Columns PDFDokument45 SeitenDesign and Rating of Trayed Distillation Columns PDFaliarbiNoch keine Bewertungen
- RVT Column Internals US 141217Dokument20 SeitenRVT Column Internals US 141217Pervaiz RizviNoch keine Bewertungen
- Design and Rating of Trayed Distillation Columns PDFDokument45 SeitenDesign and Rating of Trayed Distillation Columns PDFaliarbiNoch keine Bewertungen
- 09 Gasoline UpgradingDokument64 Seiten09 Gasoline UpgradingNgoc HaNoch keine Bewertungen
- 2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingDokument19 Seiten2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingPervaiz RizviNoch keine Bewertungen
- 130hydroprocessing Design ConsiderationDokument29 Seiten130hydroprocessing Design ConsiderationPervaiz RizviNoch keine Bewertungen
- 16.dynamic Simulation Services ExternalDokument20 Seiten16.dynamic Simulation Services Externalrahul281081Noch keine Bewertungen
- Desalter Package 1.2 User ManualDokument10 SeitenDesalter Package 1.2 User ManualPervaiz RizviNoch keine Bewertungen
- Shell Gasification TechnologyDokument30 SeitenShell Gasification TechnologyPervaiz RizviNoch keine Bewertungen
- Hydrazone PDFDokument39 SeitenHydrazone PDFPervaiz RizviNoch keine Bewertungen
- Baking SodaDokument2 SeitenBaking SodaPervaiz RizviNoch keine Bewertungen
- Hydro ProcessingDokument44 SeitenHydro ProcessingPraveen KumarNoch keine Bewertungen
- Corrosion Under InsulationDokument12 SeitenCorrosion Under InsulationVinh Do ThanhNoch keine Bewertungen
- Steam EjectorsDokument6 SeitenSteam EjectorsmayurjannuNoch keine Bewertungen
- Amine Filtration in Natural Gas Processing Operations.Dokument6 SeitenAmine Filtration in Natural Gas Processing Operations.Pervaiz RizviNoch keine Bewertungen
- Black PowderDokument9 SeitenBlack PowderPervaiz RizviNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- How Should We Allocate Scarce Resources Over Our Business Portfolio?Dokument20 SeitenHow Should We Allocate Scarce Resources Over Our Business Portfolio?Vivek AryaNoch keine Bewertungen
- A-Z Survival Items Post SHTFDokument28 SeitenA-Z Survival Items Post SHTFekott100% (1)
- Malaybalay CityDokument28 SeitenMalaybalay CityCalvin Wong, Jr.Noch keine Bewertungen
- Promotion of Coconut in The Production of YoghurtDokument4 SeitenPromotion of Coconut in The Production of YoghurtԱբրենիկա ՖերլինNoch keine Bewertungen
- CIVE2304 C1-1 Hydrological CycleDokument54 SeitenCIVE2304 C1-1 Hydrological CyclenaserNoch keine Bewertungen
- Deep Sea 500 Ats ManDokument18 SeitenDeep Sea 500 Ats ManLeo Burns50% (2)
- Photoshoot Plan SheetDokument1 SeitePhotoshoot Plan Sheetapi-265375120Noch keine Bewertungen
- Green ProtectDokument182 SeitenGreen ProtectLuka KosticNoch keine Bewertungen
- Xbox One S Retimer - TI SN65DP159 March 2020 RevisionDokument67 SeitenXbox One S Retimer - TI SN65DP159 March 2020 RevisionJun Reymon ReyNoch keine Bewertungen
- Ramo's TheoremDokument4 SeitenRamo's TheoremlucasNoch keine Bewertungen
- Risk Management: Questions and AnswersDokument5 SeitenRisk Management: Questions and AnswersCentauri Business Group Inc.Noch keine Bewertungen
- T2 Group4 English+for+BusinessDokument8 SeitenT2 Group4 English+for+Businessshamerli Cerna OlanoNoch keine Bewertungen
- CBSE Class 12 Informatics Practices Marking Scheme Term 2 For 2021 22Dokument6 SeitenCBSE Class 12 Informatics Practices Marking Scheme Term 2 For 2021 22Aryan BhardwajNoch keine Bewertungen
- TM9-1904 - Ammunition Inspection Guide - 1944 PDFDokument414 SeitenTM9-1904 - Ammunition Inspection Guide - 1944 PDFhodhodhodsribdNoch keine Bewertungen
- Promoting The Conservation and Use of Under Utilized and Neglected Crops. 12 - TefDokument52 SeitenPromoting The Conservation and Use of Under Utilized and Neglected Crops. 12 - TefEduardo Antonio Molinari NovoaNoch keine Bewertungen
- Cultural AnthropologyDokument12 SeitenCultural AnthropologyTRISH BOCANoch keine Bewertungen
- BQ - Structural Works - CompressedDokument163 SeitenBQ - Structural Works - CompressedLee YuxuanNoch keine Bewertungen
- 1000 Base - T Magnetics Modules P/N: Gst5009 LF Data Sheet: Bothhand USA Tel: 978-887-8050Dokument2 Seiten1000 Base - T Magnetics Modules P/N: Gst5009 LF Data Sheet: Bothhand USA Tel: 978-887-8050DennisSendoyaNoch keine Bewertungen
- Simple Past and Past Perfect TensesDokument13 SeitenSimple Past and Past Perfect TensesSincerly RevellameNoch keine Bewertungen
- A List of 142 Adjectives To Learn For Success in The TOEFLDokument4 SeitenA List of 142 Adjectives To Learn For Success in The TOEFLchintyaNoch keine Bewertungen
- New KitDokument195 SeitenNew KitRamu BhandariNoch keine Bewertungen
- Product 97 File1Dokument2 SeitenProduct 97 File1Stefan StefanNoch keine Bewertungen
- ZyLAB EDiscovery 3.11 What's New ManualDokument32 SeitenZyLAB EDiscovery 3.11 What's New ManualyawahabNoch keine Bewertungen
- MJDF Mcqs - Mixed - PDFDokument19 SeitenMJDF Mcqs - Mixed - PDFAyesha Awan0% (3)
- Application of The Ritz Method To The Analysis of Non-Linear Free Vibrations of BeamsDokument12 SeitenApplication of The Ritz Method To The Analysis of Non-Linear Free Vibrations of BeamsKuldeep BhattacharjeeNoch keine Bewertungen
- Evolution of Management AccountingDokument35 SeitenEvolution of Management AccountingNuqiah Fathiah Seri100% (1)
- Pharmacy System Project PlanDokument8 SeitenPharmacy System Project PlankkumarNoch keine Bewertungen
- D2E133AM4701 Operating Instruction UsDokument9 SeitenD2E133AM4701 Operating Instruction UsMohamed AlkharashyNoch keine Bewertungen
- Discrete Random Variables: 4.1 Definition, Mean and VarianceDokument15 SeitenDiscrete Random Variables: 4.1 Definition, Mean and VariancejordyswannNoch keine Bewertungen
- Smashing HTML5 (Smashing Magazine Book Series)Dokument371 SeitenSmashing HTML5 (Smashing Magazine Book Series)tommannanchery211Noch keine Bewertungen