Das könnte Ihnen auch gefallen
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Captured and Converted French Vehicles in German ServiceWWIIDokument14 SeitenCaptured and Converted French Vehicles in German ServiceWWIIaxiswarlordhcv100% (2)
- Speed and Feed-Variable Helix and RoughersDokument1 SeiteSpeed and Feed-Variable Helix and RoughersabyzenNoch keine Bewertungen
- Milling Speeds and FeedsDokument1 SeiteMilling Speeds and FeedsMahesh Deivasiga Mani DNoch keine Bewertungen
- Speed and Feed - RoughersDokument1 SeiteSpeed and Feed - Roughers03sri03Noch keine Bewertungen
- NTK General TechnicalDokument32 SeitenNTK General TechnicalsathishelakkiyaNoch keine Bewertungen
- Ingersoll CAT-009 HoleM TechDokument30 SeitenIngersoll CAT-009 HoleM TechLLNoch keine Bewertungen
- Standard ThreadmillsDokument1 SeiteStandard ThreadmillsshawntsungNoch keine Bewertungen
- Materilal AlloysDokument2 SeitenMaterilal AlloysNiranjan KumarNoch keine Bewertungen
- Speed and Feed - Countersink DataDokument1 SeiteSpeed and Feed - Countersink DataenricoNoch keine Bewertungen
- Copper Bonded Ground RodDokument7 SeitenCopper Bonded Ground RodAmiableimpexNoch keine Bewertungen
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDokument6 SeitenARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNoch keine Bewertungen
- SAF Welding Cutting GuideDokument165 SeitenSAF Welding Cutting GuideSelvem0% (1)
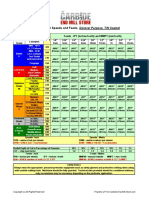
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDokument1 SeiteCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNoch keine Bewertungen
- Asmd Cross IndexDokument24 SeitenAsmd Cross IndexDeepak GovindanNoch keine Bewertungen
- Aladin SDokument4 SeitenAladin SJeffrey BeanNoch keine Bewertungen
- Speeds and Feeds 1053 1054Dokument1 SeiteSpeeds and Feeds 1053 1054P CHNoch keine Bewertungen
- Copper Clad Earth ElectrodDokument7 SeitenCopper Clad Earth Electrodkvramanan_1Noch keine Bewertungen
- Mcode and Mname: Material - Cross - IndexDokument24 SeitenMcode and Mname: Material - Cross - IndexSama UmateNoch keine Bewertungen
- Copper Bonded Grounding Rod ManufacturerDokument7 SeitenCopper Bonded Grounding Rod ManufacturerUjjwal ShahNoch keine Bewertungen
- EarthingDokument19 SeitenEarthingraoNoch keine Bewertungen
- Metco 470AW 10-632Dokument8 SeitenMetco 470AW 10-632JSH100Noch keine Bewertungen
- Speeds & Feeds DrillsDokument9 SeitenSpeeds & Feeds DrillsHolleyMooreNoch keine Bewertungen
- Profile MFGT 1Dokument52 SeitenProfile MFGT 1RangaNoch keine Bewertungen
- Trimet Wire Catalog 2016Dokument67 SeitenTrimet Wire Catalog 2016Akaruii BowoNoch keine Bewertungen
- Counterboring Speeds and FeedsDokument1 SeiteCounterboring Speeds and FeedsMahesh Deivasiga Mani DNoch keine Bewertungen
- Carbide End Mill Feeds and Speeds General Purpose TiNDokument1 SeiteCarbide End Mill Feeds and Speeds General Purpose TiNjoshNoch keine Bewertungen
- HSS Carbide Reamers Speeds Feeds p497 498Dokument2 SeitenHSS Carbide Reamers Speeds Feeds p497 498Ravi DahiwalaNoch keine Bewertungen
- BS 970Dokument5 SeitenBS 970aezeadNoch keine Bewertungen
- En 8Dokument10 SeitenEn 8KarthikRajuNoch keine Bewertungen
- Handbook of Oceanographic Engineering MaterialsDokument97 SeitenHandbook of Oceanographic Engineering MaterialssleonNoch keine Bewertungen
- Dura Bar Machining GuideDokument4 SeitenDura Bar Machining GuidericassterNoch keine Bewertungen
- Reference Tables: General Guide For Cutting Speeds and Feeds For DrillsDokument1 SeiteReference Tables: General Guide For Cutting Speeds and Feeds For DrillsleonboneNoch keine Bewertungen
- Copper Bonded Earthing Rod ManufacturerDokument7 SeitenCopper Bonded Earthing Rod ManufacturerUjjwal ShahNoch keine Bewertungen
- Corus Aerospace Spec BookletDokument14 SeitenCorus Aerospace Spec BookletColinG7750% (1)
- 24UTP Railway GBDokument8 Seiten24UTP Railway GBwpsssamsungNoch keine Bewertungen
- Pipes Tubes of Nippon Steel Sumitomo MetalDokument16 SeitenPipes Tubes of Nippon Steel Sumitomo Metalsiva_nagesh_2Noch keine Bewertungen
- A07-297 OD Expanded Small PartsDokument12 SeitenA07-297 OD Expanded Small PartsKyle DriscollNoch keine Bewertungen
- Peeled Round Steel BarsDokument9 SeitenPeeled Round Steel BarsaxgasaNoch keine Bewertungen
- Alloy Weld 4643Dokument2 SeitenAlloy Weld 4643bastosgabiNoch keine Bewertungen
- Userguide For SSDokument26 SeitenUserguide For SSehsan4uNoch keine Bewertungen
- All Types of MaterialsDokument8 SeitenAll Types of MaterialsAniket KabadeNoch keine Bewertungen
- Millermatic 350P: The Power of BlueDokument4 SeitenMillermatic 350P: The Power of BlueVic HernandezNoch keine Bewertungen
- AFNOR 42 CD 4 SteelDokument2 SeitenAFNOR 42 CD 4 SteelMagoroku D. YudhoNoch keine Bewertungen
- C45 - Specification1Dokument7 SeitenC45 - Specification1gowtham_venkat_4Noch keine Bewertungen
- Flat Steel BarDokument2 SeitenFlat Steel BarsteelplateguangNoch keine Bewertungen
- Sds Eng PDFDokument8 SeitenSds Eng PDFdaviko313Noch keine Bewertungen
- 3 - Cutter Speeds and FeedsDokument23 Seiten3 - Cutter Speeds and FeedsAirlangga GoonersNoch keine Bewertungen
- Valve Material EquivalentsDokument3 SeitenValve Material EquivalentsAndre Villegas Romero100% (1)
- Copper Bonded Earthing Rod ManufacturerDokument7 SeitenCopper Bonded Earthing Rod ManufacturerUjjwal ShahNoch keine Bewertungen
- Swagelok Gaugeable Tube Fittings Alloy 400Dokument8 SeitenSwagelok Gaugeable Tube Fittings Alloy 400totcsabNoch keine Bewertungen
- Copper Bonded Earth Rod ManufacturerDokument7 SeitenCopper Bonded Earth Rod ManufacturerUjjwal ShahNoch keine Bewertungen
- Bars, Rods & RebarsDokument9 SeitenBars, Rods & RebarskxalxoNoch keine Bewertungen
- Cutting Data - Greenwood Tools LTDDokument3 SeitenCutting Data - Greenwood Tools LTDJayakrishnaNoch keine Bewertungen
- Radial Drilling MachinesDokument4 SeitenRadial Drilling MachinesMichael Adu-boahenNoch keine Bewertungen
- Copper Bonded Grounding Rod ManufacturerDokument7 SeitenCopper Bonded Grounding Rod ManufacturerUjjwal ShahNoch keine Bewertungen
- Asmd Cross IndexDokument24 SeitenAsmd Cross IndexPrabishNoch keine Bewertungen
- Pipe Welding Inserts: Robvon TypesDokument1 SeitePipe Welding Inserts: Robvon TypesDavid Luna MolinaNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- American Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingVon EverandAmerican Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingNoch keine Bewertungen
- Procedures - Copper WeldingDokument6 SeitenProcedures - Copper WeldingenricoNoch keine Bewertungen
- How Do I Set Up My TIG Welder?: Owner's ManualDokument2 SeitenHow Do I Set Up My TIG Welder?: Owner's ManualenricoNoch keine Bewertungen
- Garmin Map Converter InstructionsDokument3 SeitenGarmin Map Converter InstructionsenricoNoch keine Bewertungen
- Metric Thread - Coarse Pitch - MDokument3 SeitenMetric Thread - Coarse Pitch - MenricoNoch keine Bewertungen
- Drill & Tap SizesDokument2 SeitenDrill & Tap SizesenricoNoch keine Bewertungen
- Procedures - Copper WeldingDokument6 SeitenProcedures - Copper WeldingenricoNoch keine Bewertungen
- Electrolytic Rust RemovalDokument15 SeitenElectrolytic Rust RemovalenricoNoch keine Bewertungen
- Garmin Maps TutorialDokument6 SeitenGarmin Maps TutorialenricoNoch keine Bewertungen
- Amm 0.303 British HeadstampsDokument14 SeitenAmm 0.303 British Headstampsenrico100% (2)
- ODN 784 Handbook On Trench Mortar Fuzes 1918Dokument16 SeitenODN 784 Handbook On Trench Mortar Fuzes 1918enricoNoch keine Bewertungen
- Amm 3.7cm BK LDV 4000 10 COL 1944Dokument21 SeitenAmm 3.7cm BK LDV 4000 10 COL 1944enricoNoch keine Bewertungen
- Ammunition TablesDokument7 SeitenAmmunition Tablesenrico100% (1)
- Amm 0.303 BritishDokument9 SeitenAmm 0.303 Britishenrico0% (1)
- Amm 25mm Apfsds Mecar m935Dokument1 SeiteAmm 25mm Apfsds Mecar m935enricoNoch keine Bewertungen
- Italian Artillery Tables of Characteristics Artillery in The DesertDokument2 SeitenItalian Artillery Tables of Characteristics Artillery in The DesertEnrico959Noch keine Bewertungen
- Amm 105mm x617 TK L7 CN105F1 MecarDokument4 SeitenAmm 105mm x617 TK L7 CN105F1 MecarenricoNoch keine Bewertungen
- Tank Ammunition: 105mm Tk. HE M1010Dokument1 SeiteTank Ammunition: 105mm Tk. HE M1010enricoNoch keine Bewertungen
- Amm 105mm x617 TK M1057Dokument1 SeiteAmm 105mm x617 TK M1057enricoNoch keine Bewertungen
- BIOS 365 Paint of German AircraftsDokument29 SeitenBIOS 365 Paint of German AircraftsenricoNoch keine Bewertungen
- Amm 90mm x580 Mk8 Mecar M690Dokument1 SeiteAmm 90mm x580 Mk8 Mecar M690enricoNoch keine Bewertungen
- Amm 105mm x617 TK M1060Dokument1 SeiteAmm 105mm x617 TK M1060enricoNoch keine Bewertungen
- French Guns Technical Data 1940Dokument4 SeitenFrench Guns Technical Data 1940enrico100% (1)
- Amm 105mm x617 TK M1056Dokument1 SeiteAmm 105mm x617 TK M1056enricoNoch keine Bewertungen
- FM 4-30.16 - EOD - Multi-Service Tactics, Techniques and Procedures For Explosive Ordnance Disposal in A Joint Environment (2005)Dokument96 SeitenFM 4-30.16 - EOD - Multi-Service Tactics, Techniques and Procedures For Explosive Ordnance Disposal in A Joint Environment (2005)defendercc130100% (2)
- Amm 4.5inch British HowitzerDokument6 SeitenAmm 4.5inch British HowitzerenricoNoch keine Bewertungen
- Amm 3.7cm x264 BK Stuka PDFDokument8 SeitenAmm 3.7cm x264 BK Stuka PDFenricoNoch keine Bewertungen
- MIL-STD-1168B (Ammunition Lot Numbering and Amm. Data Card) PDFDokument50 SeitenMIL-STD-1168B (Ammunition Lot Numbering and Amm. Data Card) PDFzorlon1Noch keine Bewertungen
- Amm 3cm Mk108 Komet CannonDokument9 SeitenAmm 3cm Mk108 Komet CannonenricoNoch keine Bewertungen
- Amm 12.7mm x81 JapaneseDokument8 SeitenAmm 12.7mm x81 JapaneseenricoNoch keine Bewertungen