Das könnte Ihnen auch gefallen
- EvaporatorDokument7 SeitenEvaporatormohitNoch keine Bewertungen
- Evaporator SDokument23 SeitenEvaporator SMehwish NoorNoch keine Bewertungen
- Climbing Film EvaporationDokument26 SeitenClimbing Film EvaporationSharmeen Muniandy100% (3)
- Long Tube Vertical EvaporatorDokument6 SeitenLong Tube Vertical EvaporatorKyle HartlerNoch keine Bewertungen
- Single Effect Evaporator 2Dokument22 SeitenSingle Effect Evaporator 2Shailesh Lohare100% (1)
- Tray Drying Experiment: Effects of Air Velocity on Drying RateDokument13 SeitenTray Drying Experiment: Effects of Air Velocity on Drying RateSrinyanavel ஸ்ரீஞானவேல்75% (4)
- FINAL Evaporator Final ReportDokument34 SeitenFINAL Evaporator Final Reportjackhh7798075% (8)
- Types of EvaporatorsDokument12 SeitenTypes of Evaporatorsapi-377437388% (8)
- 1 Falling Film Evaporators in The Food Industry DesignDokument4 Seiten1 Falling Film Evaporators in The Food Industry DesignIvan Ruben Capuñay IzquierdoNoch keine Bewertungen
- Lab Report Batch Reactor GGDokument25 SeitenLab Report Batch Reactor GGFrost Orchid100% (1)
- EvaporationDokument37 SeitenEvaporationVimal KumarNoch keine Bewertungen
- Laboratory Report - EvaporationDokument14 SeitenLaboratory Report - EvaporationWayne Tandingan0% (1)
- Climbing Film EvaporatorDokument8 SeitenClimbing Film Evaporatorsaz140% (1)
- Lab 2 - Distillation Column CompleteDokument18 SeitenLab 2 - Distillation Column CompleteHadiChan100% (1)
- Climbing Film EvaporatorDokument8 SeitenClimbing Film EvaporatorPelin Yazgan BirgiNoch keine Bewertungen
- Study of A Single Effect EvaporatorDokument11 SeitenStudy of A Single Effect Evaporatormahbub133267% (6)
- Evaporation 1Dokument23 SeitenEvaporation 1nontando sogaNoch keine Bewertungen
- EvaporatorsDokument66 SeitenEvaporatorsnaval chaudhary83% (12)
- Evaporator DesignDokument5 SeitenEvaporator DesignSaurab DevanandanNoch keine Bewertungen
- EvaporationDokument50 SeitenEvaporationRajNoch keine Bewertungen
- Absorption in PackedDokument21 SeitenAbsorption in PackedfreakameNoch keine Bewertungen
- Single Effect EvaporatorDokument2 SeitenSingle Effect Evaporatorchemant7Noch keine Bewertungen
- Climbing FilmDokument34 SeitenClimbing FilmTunji Aminu100% (1)
- Lab 10-Batch ReactorDokument22 SeitenLab 10-Batch Reactorniraj_bairagiNoch keine Bewertungen
- Gas Absorption Pressure DropDokument26 SeitenGas Absorption Pressure DropNemo Cyzar LiisNoch keine Bewertungen
- Lab Report (Distillation)Dokument10 SeitenLab Report (Distillation)najihahNoch keine Bewertungen
- Effects of Particle Size On DryingDokument4 SeitenEffects of Particle Size On DryingAshley Perida50% (2)
- Designing A Sieve Tray Distillation ColumnDokument24 SeitenDesigning A Sieve Tray Distillation ColumnJinelleColoso80% (5)
- Packed Bed Distillation Column Lab ReportDokument13 SeitenPacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- Single Effect EvaporatorDokument5 SeitenSingle Effect Evaporatorprakashom01875% (4)
- PTT205 Heat and Mass Transfer: EvaporatorDokument43 SeitenPTT205 Heat and Mass Transfer: Evaporatorkkk100% (1)
- Evaporator EfficiencyDokument15 SeitenEvaporator EfficiencySanjaySinghAdhikariNoch keine Bewertungen
- Climbing Film GanganDokument20 SeitenClimbing Film GanganAdeniran Joshua50% (2)
- Calculation For Multiple Effect EvaporatorDokument14 SeitenCalculation For Multiple Effect Evaporatormsiregar_3891% (11)
- Lab Report 5Dokument12 SeitenLab Report 5Norhanisah Zamri Rcsu100% (1)
- Liquid LiquidDokument8 SeitenLiquid LiquidAnonymous b9fcR5Noch keine Bewertungen
- Chemical Design of Heat Exchanger TerdesakDokument22 SeitenChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- LAB REPORT-Gas AbsorptionDokument16 SeitenLAB REPORT-Gas Absorptionmizizasbonkure90100% (1)
- Batch Reactor ExpDokument12 SeitenBatch Reactor ExpJack AndreasNoch keine Bewertungen
- Gas AbsorptionDokument24 SeitenGas AbsorptionShalini Krishnan100% (1)
- Experiment 2 - Study of Packed Column DistillationDokument7 SeitenExperiment 2 - Study of Packed Column DistillationAdawiyah Az-zahra100% (1)
- Investigation of Liquid-Solid and Gas-Solid Fluidized BedDokument18 SeitenInvestigation of Liquid-Solid and Gas-Solid Fluidized Bedmahbub1332100% (1)
- Design and Simulation of a Multiple Effect Evaporator System for Black Liquor ConcentrationDokument68 SeitenDesign and Simulation of a Multiple Effect Evaporator System for Black Liquor ConcentrationAhmed AliNoch keine Bewertungen
- Gas AbsorptionDokument19 SeitenGas AbsorptionAnonymous NyvKBW100% (3)
- Experiment: Packed Distillation ColumnDokument4 SeitenExperiment: Packed Distillation Columnnhalieza1067Noch keine Bewertungen
- Understanding SedimentationDokument23 SeitenUnderstanding SedimentationJohnNoch keine Bewertungen
- Calculate Evaporator Areas and ParametersDokument14 SeitenCalculate Evaporator Areas and Parametersjovaldez64Noch keine Bewertungen
- Triple Effect Evaporator Heat and Surface Area CalculationDokument8 SeitenTriple Effect Evaporator Heat and Surface Area CalculationRicardo VelozNoch keine Bewertungen
- Mass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringVon EverandMass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersVon EverandPhysical and Chemical Equilibrium for Chemical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Evaporator HistoryDokument7 SeitenEvaporator History박우진Noch keine Bewertungen
- Evaporator HistoryDokument7 SeitenEvaporator History박우진Noch keine Bewertungen
- Energetics: Solvents Desalination Zero Liquid Discharge Drinking WaterDokument6 SeitenEnergetics: Solvents Desalination Zero Liquid Discharge Drinking Water박우진Noch keine Bewertungen
- Reaction SunumDokument13 SeitenReaction SunumPelin Yazgan BirgiNoch keine Bewertungen
- Reaction SunumDokument13 SeitenReaction SunumPelin Yazgan BirgiNoch keine Bewertungen
- Catalyst PreparationDokument59 SeitenCatalyst PreparationPelin Yazgan BirgiNoch keine Bewertungen
- Climbing Film EvaporatorDokument8 SeitenClimbing Film EvaporatorPelin Yazgan BirgiNoch keine Bewertungen
- Fluidized BedDokument44 SeitenFluidized Bedrahulgorde100% (1)
- Natural Gas Physical PropertiesDokument20 SeitenNatural Gas Physical PropertieseimrehNoch keine Bewertungen
- Process Design Course (From Exxon) PDFDokument281 SeitenProcess Design Course (From Exxon) PDFphantanthanhNoch keine Bewertungen
- Industrial Training Report On TubelightsDokument29 SeitenIndustrial Training Report On TubelightsRabinsa Yadav100% (1)
- Rapid Depressurization of Pressure VesselsDokument4 SeitenRapid Depressurization of Pressure VesselsChristian CândidoNoch keine Bewertungen
- CE-341 Lectures 1&2Dokument15 SeitenCE-341 Lectures 1&2Shubham BansalNoch keine Bewertungen
- Fluid Mechanics Multiple Choice QuestionsDokument10 SeitenFluid Mechanics Multiple Choice QuestionsCgpscAspirantNoch keine Bewertungen
- Rr312003 Turbo MachineryDokument8 SeitenRr312003 Turbo MachinerySrinivasa Rao GNoch keine Bewertungen
- 073-0301-00 BleaseSirius Checkout Sheet Rev BDokument1 Seite073-0301-00 BleaseSirius Checkout Sheet Rev BSempro Administración100% (1)
- Thermal Turbo Mahine Engineering Multiple Choice QuestionsDokument70 SeitenThermal Turbo Mahine Engineering Multiple Choice QuestionsAMAN KUMAR VERMANoch keine Bewertungen
- Table 1 Vacuum Hold TimeDokument14 SeitenTable 1 Vacuum Hold TimevikashNoch keine Bewertungen
- UOP Adsorbents Solutions Brochure PDFDokument6 SeitenUOP Adsorbents Solutions Brochure PDFMaisam AbbasNoch keine Bewertungen
- 5 States of Matter: SolutionsDokument180 Seiten5 States of Matter: SolutionsTanvir ShafalNoch keine Bewertungen
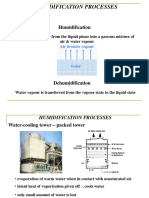
- Chapter 5 HumidificationDokument22 SeitenChapter 5 HumidificationJivashiniBalasupurManiamNoch keine Bewertungen
- CBM SlideDokument28 SeitenCBM SlideMARSHALLNoch keine Bewertungen
- Set 62 - Chapter 2Dokument12 SeitenSet 62 - Chapter 2lelon81Noch keine Bewertungen
- Accurately Calculate Nitrogen RequirementDokument6 SeitenAccurately Calculate Nitrogen RequirementRachel BaileyNoch keine Bewertungen
- Workshop Problems: Answer: QDokument27 SeitenWorkshop Problems: Answer: QbhestNoch keine Bewertungen
- 1967-Brown-Outgassing of Epoxy Resins in VacuumDokument5 Seiten1967-Brown-Outgassing of Epoxy Resins in VacuumroxanaNoch keine Bewertungen
- Types of Water Pump and Applications in Power Plant.Dokument6 SeitenTypes of Water Pump and Applications in Power Plant.abbas bilalNoch keine Bewertungen
- Check Basin Irrigation: A Guide to Design and MaintenanceDokument18 SeitenCheck Basin Irrigation: A Guide to Design and MaintenanceSheena Jane SegalesNoch keine Bewertungen
- Report Iffco UREA PRODUCTIONDokument44 SeitenReport Iffco UREA PRODUCTIONRahul BaghelNoch keine Bewertungen
- Drip Line Fittings: Part No. Description PriceDokument3 SeitenDrip Line Fittings: Part No. Description PriceCamilo Sanchez RojasNoch keine Bewertungen
- Understanding the Ideal Gas LawDokument6 SeitenUnderstanding the Ideal Gas LawVisi Komala Sari67% (3)
- Commissioning and Gas In Procedure for New Gas PipelineDokument13 SeitenCommissioning and Gas In Procedure for New Gas PipelineAriz Joelee Artha100% (2)
- اسئلة واجوبة محاضرة ثانية PDFDokument11 Seitenاسئلة واجوبة محاضرة ثانية PDFحنين حسن شعبانNoch keine Bewertungen
- Regulation Knob: Material (Wire) GAS Wire Material ThicknessDokument1 SeiteRegulation Knob: Material (Wire) GAS Wire Material ThicknessRussel CrowNoch keine Bewertungen
- RMP Lecture Notes 1 EqDokument5 SeitenRMP Lecture Notes 1 EqJoão AlvesNoch keine Bewertungen
- Beggs and Brill Correlation for Liquid Holdup and Friction FactorDokument6 SeitenBeggs and Brill Correlation for Liquid Holdup and Friction FactorAli Al AkbarNoch keine Bewertungen
- Outline-Intro - Water Crisis in Pakistan and Its RemediesDokument3 SeitenOutline-Intro - Water Crisis in Pakistan and Its RemediesUsman Danish100% (1)
- Lecture Notes in Fluid MachineryDokument54 SeitenLecture Notes in Fluid MachineryJoshuaPeralta78% (41)