Das könnte Ihnen auch gefallen
- NHBC Building Near TreesDokument41 SeitenNHBC Building Near TreesjeddijNoch keine Bewertungen
- Cement BaobabDokument1 SeiteCement BaobabYogesh GoburdhunNoch keine Bewertungen
- Special Foundations - What They Are. David Bowden (2015)Dokument12 SeitenSpecial Foundations - What They Are. David Bowden (2015)Geotech NicalNoch keine Bewertungen
- CODE Book List For PileDokument2 SeitenCODE Book List For PileKaleeswari GNoch keine Bewertungen
- Australian Design Manual For Diaphragm WallsDokument10 SeitenAustralian Design Manual For Diaphragm WallsSanthosh BabuNoch keine Bewertungen
- Excavations PDFDokument26 SeitenExcavations PDFcristinaNoch keine Bewertungen
- GGBS PropertiesDokument12 SeitenGGBS PropertiesAshwin BalasubramanianNoch keine Bewertungen
- Geo SystemDokument30 SeitenGeo SystemApurba haldarNoch keine Bewertungen
- Business Practice Notes: Building Information ModellingDokument2 SeitenBusiness Practice Notes: Building Information ModellingΤε ΧνηNoch keine Bewertungen
- Effect of Fly Ash and SilicaDokument9 SeitenEffect of Fly Ash and SilicaGabriel LimNoch keine Bewertungen
- TRH2 (1978) Geotechnical and Soil Engineering Mapping For Roads and The Storage of Materials Data PDFDokument36 SeitenTRH2 (1978) Geotechnical and Soil Engineering Mapping For Roads and The Storage of Materials Data PDFLima PalaveNoch keine Bewertungen
- Chapter 1 : Limit State Design of Reinforced Concrete StructuresDokument39 SeitenChapter 1 : Limit State Design of Reinforced Concrete Structurespeter wongNoch keine Bewertungen
- Base Concrete Placement: 1. SubgradeDokument1 SeiteBase Concrete Placement: 1. Subgradeapuhapuh_153349Noch keine Bewertungen
- Is 459Dokument10 SeitenIs 459AmbrishNoch keine Bewertungen
- Probability Based Load Criteria For Structural Design PDFDokument6 SeitenProbability Based Load Criteria For Structural Design PDFJessica CastriciniNoch keine Bewertungen
- Use of Broms Charts For Evaluating Lateral LoadDokument10 SeitenUse of Broms Charts For Evaluating Lateral LoadGOPAL VERMANoch keine Bewertungen
- EFFC Support Fluids Guide FINAL PDFDokument88 SeitenEFFC Support Fluids Guide FINAL PDFMiguelNoch keine Bewertungen
- Vermiculite Construction BrochureDokument3 SeitenVermiculite Construction BrochuredanielNoch keine Bewertungen
- Guidelines On Use of Admixtures in ConcreteDokument8 SeitenGuidelines On Use of Admixtures in Concreteviharikapavuluri1290Noch keine Bewertungen
- Causes of Deterioration of StructuresDokument5 SeitenCauses of Deterioration of StructuresDhruv PatelNoch keine Bewertungen
- 7 PDFDokument9 Seiten7 PDFMohamedRaahimNoch keine Bewertungen
- Renderoc LAXtraDokument2 SeitenRenderoc LAXtrajaga67Noch keine Bewertungen
- General Requirements: A1 IntroductionDokument15 SeitenGeneral Requirements: A1 IntroductionabinNoch keine Bewertungen
- The Design of Water PDFDokument7 SeitenThe Design of Water PDFSahan Chanchana Perumpuli Arachchi100% (1)
- Slab Deflections: ST George Wharf Case StudyDokument3 SeitenSlab Deflections: ST George Wharf Case StudyHayyan JarboueNoch keine Bewertungen
- 1702 High Rise Buildings in The Netherlands Hybrid Structures and Precast Concrete PDFDokument9 Seiten1702 High Rise Buildings in The Netherlands Hybrid Structures and Precast Concrete PDFNithiya SmileeNoch keine Bewertungen
- ISE Technical Note 001Dokument1 SeiteISE Technical Note 001AlexZaNoch keine Bewertungen
- Guideline On Fabrication of Bore Pile ReinforcementDokument21 SeitenGuideline On Fabrication of Bore Pile Reinforcementfruitplus.epalNoch keine Bewertungen
- EB204 - Subgrades and Subbases For Concrete Pavements - ACPA WikiDokument80 SeitenEB204 - Subgrades and Subbases For Concrete Pavements - ACPA WikiClarice Agor100% (1)
- Engineering Properties of Resin ModifiedDokument210 SeitenEngineering Properties of Resin Modifiedjoaonunes.405443Noch keine Bewertungen
- BRE Driscoll Update 2007Dokument69 SeitenBRE Driscoll Update 2007villaavaloncrNoch keine Bewertungen
- TECHNICAL NOTE 010 Raft Foundations, S' - T Plots and SPT-N ValuesDokument2 SeitenTECHNICAL NOTE 010 Raft Foundations, S' - T Plots and SPT-N Valuesapirakq100% (1)
- Technical Report TR 5 Conc Mix DesignDokument18 SeitenTechnical Report TR 5 Conc Mix DesignSunil ReddyNoch keine Bewertungen
- Cohesion Intercept of Soils + Typical Values PDFDokument5 SeitenCohesion Intercept of Soils + Typical Values PDFyajive9970Noch keine Bewertungen
- GE Sept 2011 A Simple Stability Check For Piling Rigs CorkeDokument3 SeitenGE Sept 2011 A Simple Stability Check For Piling Rigs CorkepaulombatistaNoch keine Bewertungen
- Full Shear Notes and ExampleDokument6 SeitenFull Shear Notes and ExampleSiti MaimunahNoch keine Bewertungen
- 1642 A Simplified Analysis Method of Shrinkage Stress On Concrete Slabs in A Multistory BuildingDokument7 Seiten1642 A Simplified Analysis Method of Shrinkage Stress On Concrete Slabs in A Multistory BuildingGopu RNoch keine Bewertungen
- Soil Investigation ReportDokument19 SeitenSoil Investigation ReportAbongileNoch keine Bewertungen
- Introduction of Cement: When Was Cement Begin?Dokument11 SeitenIntroduction of Cement: When Was Cement Begin?مايف سعدونNoch keine Bewertungen
- 234r - 96 Silica Fume PDFDokument51 Seiten234r - 96 Silica Fume PDFRonaldo HertezNoch keine Bewertungen
- Smart MaterialsDokument48 SeitenSmart Materialsmjrobust05Noch keine Bewertungen
- Silica FumeDokument24 SeitenSilica FumeRatna Sai0% (1)
- Prosedur Kelulusan Sistem Pembentungan (SPAN) PDFDokument27 SeitenProsedur Kelulusan Sistem Pembentungan (SPAN) PDFVincent100% (1)
- Waterstop For ConcreteDokument8 SeitenWaterstop For ConcretefrankytgNoch keine Bewertungen
- Beam Block BrochureDokument7 SeitenBeam Block BrochurehemendraengNoch keine Bewertungen
- TGN Level 1 Note 19 Soil Bearing CapacityDokument6 SeitenTGN Level 1 Note 19 Soil Bearing CapacityjeddijNoch keine Bewertungen
- Presentation of Our ProductsDokument18 SeitenPresentation of Our ProductsBharath Reddy ChinthiReddyNoch keine Bewertungen
- Timber Connectors Characteristic Loadings DataDokument8 SeitenTimber Connectors Characteristic Loadings DataDinh Nam NguyenNoch keine Bewertungen
- Mapefloor Installation Manual-EN PDFDokument24 SeitenMapefloor Installation Manual-EN PDFYatsen Jepthe Maldonado SotoNoch keine Bewertungen
- RECYCLED AGGREGATES in CONCRETEDokument9 SeitenRECYCLED AGGREGATES in CONCRETECptcafecpt Cptcafe100% (1)
- Metakaolin-Pozzolanic Material For Cement in High Strength ConcreteDokument4 SeitenMetakaolin-Pozzolanic Material For Cement in High Strength ConcreteElango PaulchamyNoch keine Bewertungen
- ConcreteDokument31 SeitenConcreteShashank Patole100% (1)
- Concrete Mix Design With GGBS M25Dokument13 SeitenConcrete Mix Design With GGBS M25shamsuddin ShaikhNoch keine Bewertungen
- Introduction About Steel FiberDokument25 SeitenIntroduction About Steel FiberVirupakshappa C Koti100% (4)
- 134 - As Struck Finishes PDFDokument2 Seiten134 - As Struck Finishes PDFJonathan KeoughNoch keine Bewertungen
- Technical Note No-02-A-Critical Steel Ratios in Concrete StructuresDokument3 SeitenTechnical Note No-02-A-Critical Steel Ratios in Concrete StructuresHCStepNoch keine Bewertungen
- Advantages of GGBS in ConcreteDokument2 SeitenAdvantages of GGBS in ConcreteSheik Mohamed Liakath60% (5)
- Ground Granulated Blast-Furnace Slag: Production and CompositionDokument3 SeitenGround Granulated Blast-Furnace Slag: Production and CompositionJoemarie MartinezNoch keine Bewertungen
- 364152ijsetr11618 1255Dokument9 Seiten364152ijsetr11618 1255SOMNoch keine Bewertungen
- Ecocem Ireland LTD GGBS Concrete Operations UseDokument2 SeitenEcocem Ireland LTD GGBS Concrete Operations UseSOMNoch keine Bewertungen
- Pri STXDokument2 SeitenPri STXМаксим ГрабовскийNoch keine Bewertungen
- Light Dependent ResistorDokument4 SeitenLight Dependent ResistorantonerajNoch keine Bewertungen
- Friction Coefficients of Some Common MaterialsDokument2 SeitenFriction Coefficients of Some Common MaterialsWanda Hafiz NurzamanNoch keine Bewertungen
- Compressor AM2Dokument3 SeitenCompressor AM2Hendra KurniawanNoch keine Bewertungen
- International Journal of Current Research in Biosciences and Plant BiologyDokument12 SeitenInternational Journal of Current Research in Biosciences and Plant BiologyFrancisco C. Gonçalves GonçalvesNoch keine Bewertungen
- Minimum Thermal FlowDokument4 SeitenMinimum Thermal Flowdk4monjureNoch keine Bewertungen
- Process For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDokument7 SeitenProcess For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDrkrishnasarma pathyNoch keine Bewertungen
- Method of Statement For FRP Lining TankDokument5 SeitenMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- Electronic Configuration: By: Cyra Eunicer. TanaelDokument17 SeitenElectronic Configuration: By: Cyra Eunicer. TanaelDegala, Jan Marlou V.Noch keine Bewertungen
- A Research Project Submitted To The: DR - Naga Rathna SupriyaDokument6 SeitenA Research Project Submitted To The: DR - Naga Rathna Supriyamansi bodaNoch keine Bewertungen
- PS-08 Painting System MSDSDokument20 SeitenPS-08 Painting System MSDSGiorgi KOGOSHVILINoch keine Bewertungen
- Efficascy of Fly Ash & Stone Dust Stabilizing Clayey Soil 1Dokument77 SeitenEfficascy of Fly Ash & Stone Dust Stabilizing Clayey Soil 1KrishnaNoch keine Bewertungen
- Recommended MCQs - 123 Questions The Solid State Chemistry NEET Practice Questions, MCQS, Past Year Questions (PYQs), NCERT QuesDokument1 SeiteRecommended MCQs - 123 Questions The Solid State Chemistry NEET Practice Questions, MCQS, Past Year Questions (PYQs), NCERT QuesNeet 720Noch keine Bewertungen
- Butadine Extraction Unit: FC LC TIDokument1 SeiteButadine Extraction Unit: FC LC TIAtwadin SatriadaniNoch keine Bewertungen
- Flash Outokumpu Continuous Converting ProcessDokument15 SeitenFlash Outokumpu Continuous Converting ProcessSimón BaezaNoch keine Bewertungen
- Plate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGDokument38 SeitenPlate Girders - I: ©teaching Resource in Design of Steel Structures IIT Madras, SERC Madras, Anna Univ., INSDAGArnoldo OlivaNoch keine Bewertungen
- Bioscrn PDFDokument69 SeitenBioscrn PDFNicolas CancioNoch keine Bewertungen
- Theory Lm2500 Principios Basicos de Operacion PDFDokument25 SeitenTheory Lm2500 Principios Basicos de Operacion PDFamir8100Noch keine Bewertungen
- Overview of Part 2 Failure AnalysisDokument12 SeitenOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyNoch keine Bewertungen
- Deaerator Post MCQ'sDokument50 SeitenDeaerator Post MCQ'sEhtisham ul haqNoch keine Bewertungen
- CHAPTER 1 - SKT3013 - Update Notes 2Dokument67 SeitenCHAPTER 1 - SKT3013 - Update Notes 2NURUL ZAKIRAH BINTI BORHANUDINNoch keine Bewertungen
- Revitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsDokument2 SeitenRevitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsJesus VerduzcoNoch keine Bewertungen
- Consolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)Dokument33 SeitenConsolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)ASAMENEWNoch keine Bewertungen
- Selection of Gas CompressorsDokument4 SeitenSelection of Gas CompressorsDiegoNoch keine Bewertungen
- Carboxylic Acid Questions-1Dokument6 SeitenCarboxylic Acid Questions-1Jape GarridoNoch keine Bewertungen
- Brown ApplesDokument4 SeitenBrown ApplesChristian PatriceNoch keine Bewertungen
- CPM3V DSDokument2 SeitenCPM3V DSuighuigNoch keine Bewertungen
- Effect of The Varying Levels of Wood Vinegar On SunflowerDokument7 SeitenEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoNoch keine Bewertungen
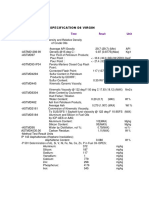
- Specification D6 Virgin: Method Test Result UnitDokument1 SeiteSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNoch keine Bewertungen
- MohitDokument3 SeitenMohitVivek kumar0% (1)